Urheiluvälineteollisuus
valmistaa tuotteita kilpailu‑ ja harrastekäyttöön sekä vapaa‑aikaan. Kohderyhmä
vaikuttaa merkittävästi tuotteen valmistusmenetelmään, materiaaleihin ja
sarjakokoon. Urheiluvälineteollisuudelle on tyypillistä ennakkoluulottomuus ja
uusien ideoiden, menetelmien ja raaka‑aineiden nopea omaksuminen ja käyttöön
otto. Tämä johtuu aktiivisesta tuotekehityksestä, jota urheiluvälinemarkkinat
edellyttävät. Jokaiselle myyntikaudelle olisi saatava jotain uutta, erilaista
ja parempaa. Useissa tapauksissa yritykset joutuvat myös itse kehittämään
menetelmät ja rakentamaan koneet ja laitteet tuotteittensa valmistamiseksi.
Komposiitit tarjoavat valmistajille mahdollisuuden tuotteiden differentiointiin
sekä hintojen että ominaisuuksien suhteen. Tyypillisesti edulliset
harrastekäyttöön tarkoitetut tuotteet valmistetaan edullista raaka-aineista
kuten lasikuitulujitetusta polyesteristä ja toisaalta kalliit
kilpaurheilijoille tarkoitetut tuotteet hiilikuitulujitetusta epoksista.
Muovikomposiittiosien
lujittaminen suoritetaan pääasiallisesti jatkuvilla lasi‑ ja hiilikuiduilla.
Myös muita lujitekuituja kuten aramidi‑, polyeteeni‑ ja boorikuituja sekä
keraamisia kuituja käytetään jonkin verran. Eri lujitekuitujen ja
lujitemuotojen yhdisteleminen on tavallista. Myös kudos‑ ja
yhdensuuntaisprepregejä käytetään merkittävässä määrin. Pintahuopia käytetään
sekä ulkonäöllisistä syistä että muiden teknisten vaatimusten saavuttamiseksi.
Matriisimuoveina käytetään sekä kerta‑ että kestomuoveja. Kertamuoveista
yleisimpiä ovat epoksit sekä vinyyli‑ ja polyesterit. Valmistusmenetelmiä ovat
lähinnä kelaus ja pultruusio sekä näiden yhdistelmät, ahtopuristus,
paineinjektio, ruiskuvalu ja käärintä.
Tyypillisiä osittain tai
kokonaan komposiittisia talviurheiluvälineitä ovat sukset, suksisauvat,
jääkiekkomailat, lumilaudat, kelkat ja luistimet. Jääkiekkomailoissa käytetään
myös muovikomposiittilaminaatteja sekä kudoksia, jotka liimataan epoksimuovilla
puuhun. Laminaatteja, nauhakudoksia ja prepregejä käytetään myös suksien ja
lumilautojen valmistuksessa. Suksisauvoja valmistetaan lasi‑ ja hiilikuitulujitetusta
kertamuovista yhdistetyllä pultruusio‑ ja kelausmenetelmällä. Sauvoja
valmistetaan myös kelaamalla sekä prepregistä käärimällä.
Kesäurheiluvälineistä
määrällisesti merkittävimpiä ovat tennismailat, joista suurin osa on nykyisin
muovikomposiittirakenteisia. Näistä noin puolet on täysin tai lähes kokonaan
hiilikuitulujitettuja. Valmistusmenetelmiä on useita, joista perinteisessä
keernan päälle kääritään prepreg-teippiä tai punotaan kuituja. Myös valmiita
pultruusioprofiileita voidaan käyttää paikoissa, joihin kohdistuu suuria
rasituksia. Kun aihio on valmis, se asetetaan suljettuun muottiin. Mikäli aihio
on valmistettu kuivista lujitteista, muottiin johdetaan matriisimuovi.
Valmistuksessa käytetty keerna voi olla ilmalla täytetty silikoni‑ tai
polyeteeniletku, joka paineistetaan kovetusjakson ajaksi. Kovetuksen jälkeen
letku voidaan haluttaessa poistaa. Keerna voi olla myös uretaanisolumuovia tai
poikkileikkaukseltaan suorakulmainen, lasikuitulujitetusta epoksista
valmistettu pultruusioprofiili.
Golfmailojen varsia valmistetaan
hiilikuitulujitetusta epoksimuovista kelaamalla, prepregeistä käärimällä sekä
yhdistetyllä kelaus‑ ja pultruusiomenetelmällä. Samoja menetelmiä käytetään
lasi‑ tai hiilikuitulujitettujen onkivapojen ja heitto‑onkien sekä
hiilikuitulujitettujen maasto‑, kilpa‑ ja retkipolkupyörien runkoputkien
valmistukseen. Pyörien onttoja runkoja valmistetaan myös muoteissa käyttäen
vastaavaa tekniikkaa kuin tennismailojen valmistuksessa.
Muita tyypillisiä
pultruusiomenetelmällä, kelauksella tai näiden yhdistelmällä valmistettavia
muovikomposiittiosia ovat mm. nuolet, korkeus‑ ja seiväshyppyrimat, seipäät,
melojen ja airojen varret, purjelatat, mastot, puomit, telttakepit, kolmijalat
sekä leijakepit. Useiden urheiluvälineiden pienet komponentit kuten pyörien
osat, kenkien pohjarakenteet, golfmailojen päät ym. on valmistettu
ruiskuvalamalla lujitetuista muoveista.
Muista urheiluvälineistä, joita
lujitemuovisina valmistetaan myös käsinlaminoimalla, mainittakoon purje‑ ja
lainelaudat, kajakit ja kanootit, melojen lavat, moottorikelkkojen kuoret,
vesijettien rungot, polkuveneet ja muut vastaavat välineet, vesiliukumäet,
vesisukset sekä jää‑ ja maapurjekelkat. Joissakin urheilulajeissa joudutaan
käyttämään joko lujittamattomista tai kuitulujitetuista kestomuoveista
valmistettuja kypäriä tai vartalon ja raajojen suojia. Pesäpallo‑ ja softball-mailat
sekä satulan jalustimet ovat myös tuotteita, joita valmistetaan kuitulujitetusta
muovista.
Puolustusvälineteollisuus on traditionaalisesti ollut
ensimmäisiä uusien materiaalien käyttäjiä mukaan luettuna muovit ja niissä
käytetyt lujitteet sekä apu- ja täyteaineet. Materiaalien kehitykseen tämä
teollisuudenala on myös vaikuttanut merkittävästi. Kuitulujitettuja
muovituotteita käytettiin jo toisessa maailmansodassa mm. pommikoneissa ja
raketeissa. Käytännössä nykyisin myös osaa raaka-aineista pidetään
valmistuksessa ainoastaan puolustusvälineteollisuuden vaatimuksesta. Muun
teollisuuden tarpeet ovat niin pienet, että ne eivät kykene ylläpitämään
teollisesti kannattavaa raaka-aineiden valmistusta ja niihin kohdistuvaa
kehitystyötä.
Periaatteessa puolustusvälineteollisuuden tarpeet
kuitulujitettujen muovien suhteen ovat kahdenlaiset. Teollisuus tarvitsee
kuormituksia kantavia, kevyitä rakenteita, joilta usein edellytetään myös
käyttökohteesta riippuen tiettyjä fysikaalisia ja kemiallisia ominaisuuksia. Näissä
käytetään raaka-aineina tyypillisesti suuren ominaislujuuden ja –kimmomodulin
omaavia lujitteita. Toisen ryhmän muodostavat raaka-aineet, joita käyttäen
voidaan valmistaa henkilöä, laitteita tai kalustoa luodeilta, sirpaleilta ja
räjähteiltä suojaavia tuotteita. Vaikka näissäkin keveys on merkittävä
vaatimus, tuotteiden toimivuus edellyttää tietynlaista rakenteellisen lujuuden
huonoutta, ts. niiden on delaminoiduttava iskuenergian vaikutuksesta.
11.8.1 Käyttökohteet
Merkittävä osa Puolustusvälineteollisuuden valmistamista
suuren lujuuden ja alhaisen painon omaavista lujitemuovituotteista on
tarkoitettu käytettäväksi ilma-aluksissa kuten pommi-, kuljetus- ja hävittäjäkoneissa
sekä helikoptereissa ja laivaston aluksissa mukaan luettuna vesikuljetuskalusto
ja sukellusveneet. Myös maakuljetusvälineistä sekä panssarivaunuista löytyy
lujitemuovisovellutuksia, joilta edellytetään rakenteellista lujuutta.
Oman ryhmänsä muodostavat nopeasti koottavat pioneerisillat
sekä henkilöiden että kaluston siirtämiseen vesistön yli. Näissä käytetään
tyypillisesti suulakevedettyjä lujitemuoviprofiileja sekä kantavina palkkeina
että sillan pintalevyinä. Silloille on asetettu käyttötarkoituksesta riippuen
erilaisia spesifikaatioita, mm. eräiden vaatimusten mukaan sillan pituuden on
oltava koottuna 40 m, kantokyvyn riittävä 80 t painavalle ajoneuvolle ja
rakenteellisen lujuuden oltava sellainen, että silta kestää vähintään 10 000 60
t tai 80 t ajoneuvon ylitystä ennen vaurioiden esiintymistä. Nämä
pioneerisillat ovat usein lujitemuovin ja alumiinin yhdistelmärakenteita.
Toisen ryhmän muodostavat kevyet ja raskaat aseet sekä
asejärjestelmät ja näihin liittyen ammukset, raketit ja ohjukset. Esimerkiksi
ohjuksien kärkikartiot valmistetaan hiilikuitu-fenolikomposiitista estämään
ohjuksen liiallinen kuumeneminen ja rakenteen murtuminen. Tässä sovellutuksessa
kärkikartio kuumuuden vaikutuksesta muuttuu hiili-hiiliyhdisteeksi. Eräs
vanhimmista kelaamalla valmistetuista sotilassovellutuksista oli
kertakäyttösingon muoviputki. Aseissa on lukuisa määrä lujitetusta muovista
valmistettuja sekä pieniä että suuria osia, jotka suurelta osin valmistetaan
ruiskuvalamalla tai muilla suljettujen muottien menetelmillä. Sarjakoot
saattavat olla hyvinkin suuria. Tietyistä materiaaleista valmistettujen
lujitemuovikomposiittien antimagneettisuutta ja huonoa näkyvyyttä tai
tunnistusta tutkassa käytetään hyväksi useissa sotilaallisissa sovellutuksissa.
Laajalti tunnettuja ovat ns. ballistiset sovellutukset,
joihin maailmanlaajuisesti käytetään erittäin merkittäviä määriä hinnaltaan
kalliita lujitemuoviraaka-aineita. Sotilaskypäriä valmistetaan useita eri
versioita erilaisin suojaominaisuuksin eri käyttöihin. Nämä suojaavat
sirpaleilta ja osa myös luodeilta. Samalla tekniikalla valmistetaan kypäriä myös
siviilipuolelle, esim. poliiseille, palomiehille, moottoriurheiluun ja työ-
sekä vapaa-ajan käyttöön. Kahden jälkimmäisen ryhmän kypärissä sekä lujitteena
että matriisimuovina käytetään kuitenkin halvempia raaka-aineita. Ballistisia
puolikovia ja kovia levyjä käytetään antamaan suojaa sirpaleilta, luodeilta ja
räjähteiltä kaiken tyyppisissä sotilasajoneuvoissa ja panssarivaunuissa. Näitä
käytetään myös luotiliiveissä antamaan suojan kiväärikaliberisilta luodeilta.
Myös erilaiset liikuteltavat kontit ja komentokeskukset sekä raideliikenteen
vaunut voidaan suojata näillä ballistisilla levyillä. Varsinaisina kantavina
rakenteina näitä ei voi käyttää sillä matriisimuovilisäys, joka parantaa
rakenteellista lujuutta, heikentää vastaavasti suojaavia ominaisuuksia, jolloin
laminaatin iskuenergian absorbointi heikkenee.
Kelaamalla ja suulakevetämällä valmistetaan sotilaskäyttöön
useita erityyppisiä antenneja alkaen pienistä antenneista aina suurikokoisiin
teleskooppiantenneihin. Pienet antennit voivat olla umpiaineisia, mutta
suuremmat ovat aina putkia sekä vaadittavasta rakenteen keveydestä että
käyttötavasta johtuen.
11.8.2 Materiaalit
Lujitteena puolustusvälineteollisuuden tuotteissa käytetään
käytännöllisesti katsoen kaikkia tavanomaisia ja erikoisempia lujitekuituja.
Lasi-, hiili-, aramidi- ja HP-polyteenikuidut ovat keskeiset lujitteet. Kahta viimeksi
mainittua käytetään lähes yksinomaan erilaisissa ballistisissa
sovellutuksissa.
Matriisimuovit ovat tuotteesta riippuen joko kesto- tai
kertamuoveja. Kertamuoveista käytössä ovat lähinnä poly- ja vinyyliesterit,
epoksit ja fenolit. Luonnollisesti myös erikoismuoveille löytyy tältä
teollisuudenalalta käyttökohteita. Ballistisissa sovellutuksissa käytetään joko
fenolipohjaisia prepregejä tai fenoli-, polyesteri- ja polyeteeniliimakalvoja.
11.8.3 Valmistustekniikat
Valmistustekniikat ballistisissa sovellutuksissa ovat
muottipuristus kypärissä ja levypuristus levymäisten tuotteiden valmistuksessa.
Molemmissa käytetään lämpöä joko prepreg-matriisimuovin tai liimakalvojen
sulatilaan saattamiseksi.
Muiden tuotteiden valmistusmenetelmät vaihtelevat
ruiskupuristuksesta suljettujen muottien menetelmiin ja käsinlaminointiin.
Profiilit valmistetaan yleensä suulakevetämällä, samoin useat putkimaiset
tuotteet kuten teleskooppiantennien osat. Myös kuitukelausta ja prepreg-käärintää
käytetään putkimaisten tuotteiden valmistuksessa. Tiettyjä osia valmistetaan
injektointimenetelmillä.
Energiateollisuuden kiinnostus lasikuiduilla lujitettujen
muovikomposiittien käyttöön johtuu erityisesti näiden komposiittien erinomaisista
eristeominaisuuksista, muista käyttäjien kannalta positiivisista sähköisistä
ominaisuuksista ja hyvästä korroosiokestävyydestä. Myös painon ja kustannusten
säästöt voivat olla merkittäviä. Lujitemuovikomposiitit sietävät hyvin
vaihtelevia ympäristöolosuhteita, joille suuri osa energiateollisuuden
käyttämiä rakennemateriaaleja joutuu.
Tuulivoimalaitoksissa kuitulujitettujen komposiittien
käyttö perustuu niillä saavutettaviin hyviin mekaanisiin ominaisuuksiin, erityisesti
komposiittien hyvään ominaislujuuteen ja –jäykkyyteen. Muilla
rakennemateriaaleilla siipiä on erittäin vaikeaa valmistaa riittävän kevyiksi. Komposiittirakenteisenakin
30…32 m pitkän siiven paino on noin 5 t ja suurimpien 55…60 m pituisten siipien
paino n. 20 t. Pitkissä, likimain yli 40 m:n siivissä lujitteena on ainakin
osittain käytettävä hiilikuitua, koska lasikuitulujittamisella ei yksinään
saavuteta riittävää jäykkyyttä ja väsymislujuutta.
11.7.1 Käyttökohteet
Komposiittien tyypillisiä energiateknisiä sovellutuksia
ovat valaisinpylväät sekä usein ristikkorakenteiset voimansiirtopylväät. Näihin
liittyen valmistetaan komposiittisia voimansiirtojohtojen ja harusten
eristeitä, virtakytkimiä sekä varokealustoja ja –koteloita. Myös
jakelumuuntajia, muuntajan sydämiä ja muuntajakoteloita valmistetaan
lasikuitulujitetusta muovista, samoin erityyppisiä ja kokoisia kaapelikannattimia
ja –hyllyjä, kaapelien koteloita ja liittimiä. Näiden ohella sähköteollisuudessa
käytettävien työkalujen, tikapuiden ja muiden nostolaitteiden rakenteellisina
ja eristävinä osina käytetään lasikuitulujitetusta muovista valmistettuja osia.
Mielenkiintoisia sovellutuskohteita ovat voimaloiden
yhteydessä olevat jäähdytystornit/-laitokset, joissa käytetään lasikuitulujitetusta
muovista valmistettuja profiileja. Keskimääräinen tarve jäähdytyslaitosta
kohden on n. 100 000 m profiilia. Erityisesti vanhojen jäähdytystornien
ajanmukaistamiseen tullaan ennusteiden mukaan tarvitsemaan näitä profiileja
tulevien vuosien kuluessa n. 200 milj. euron arvosta Yhdysvalloissa ja
Aasiassa. Euroopan tarpeen arvoksi on esitetty n. 5 milj. euroa.
Energiaa varastoivat, lujitemuovista valmistettavat
vauhtipyörät on eräs keskeinen tutkimus- ja kehitysalue. Näiden valmistus
edellyttää korkean ominaislujuuden omaavien lujitekuitujen käyttöä.
Vauhtipyörien kehitys on keskittynyt tällä hetkellä ajoneuvoissa käytettäviin
vauhtipyöriin. Tavoitteena on kuitenkin valmistaa myös suurikokoisia ja
–tehoisia kiinteitä vauhtipyöriä varastoimaan energiaa kulutushuippujen varalle.
Toinen kehityksen alla oleva merkittävä projekti on polttokenno. Näissä
käytettävät kaksinapaiset (bipolar) levyt voivat tulevaisuudessa osoittautua
potentiaaliseksi ja materiaalikulutukseltaan hyvin suureksi sovellutuskohteeksi
lujitemuoveille.
Sähköenergian tuottoon sarjavalmistettujen tuulivoimaloiden
siivet ovat alusta alkaen olleet lujitemuovisia. Ensimmäiset siivet olivat
pituudeltaan vain 8 m. Tällaisilla siivillä varustettujen tuulivoimaloiden teho
on noin 50 kW. Nykyisin standardivalmistuksessa on siipiä aina 40 m:n pituuteen
asti. Voimaloiden suurimmat tehot ovat noin 2,5 MW. Ensimmäiset noin 60 metrin pituiset
siivet ovat jo toiminnassa voimaloissa, joiden teho on 5 MW:n suuruusluokkaa.
11.7.2 Materiaalit
Energiateollisuudessa lasikuidut ovat ehdottomasti tärkein
lujite. Hiilikuituja tarvitaan lähinnä tuulivoimaloiden siipien tapaisissa
tuotteissa, joilta edellytetään keveyttä, jäykkyyttä ja hyvää väsymislujuutta.
Matriisimuoveina käytetään lähinnä poly- ja
vinyyliestereitä, joita on täyteaineilla tai muuten modifioitu
palonkestävimmiksi. Näiden ohella käytetään fenoleja lähinnä niiden hyvien
palo-ominaisuuksien vuoksi.
Epoksien ja epoksia sisältävien prepregien ja
yhdistelmätuotteiden käyttö on tullut ajankohtaiseksi tuulivoimaloiden lavoissa
niiden koon kasvaessa.
Koteloiden, eristeiden ja vastaavien valmistukseen
käytetään sähköteollisuuden tarpeisiin modifioituja SMC-, BMC- ja DMC-massoja.
Myös lujitettuja kestomuoveja on käytössä.
11.7.3 Valmistustekniikat
Energiateollisuuden komposiittituotteita valmistetaan lähes kaikilla yleisimmillä valmistusmenetelmillä. Profiilit, putket ja tangot valmistetaan tyypillisesti suulakevedolla. Ruisku- ja muottipuristusta käytetään valmistettaessa tuotteita SMC-, BMC- ja DMC-massoista sekä lasikuitulujitetuista kestomuovigranulaateista. Tuulivoimaloiden siivet ja muut lujitemuoviosat voidaan valmistaa käsinlaminoimalla. Sarjatuotannossa on kuitenkin siirrytty injektointimenetelmien käyttöön sekä tuotannollisista syistä että tuotteille asetetuista tiukemmista mekaanisista ja fysikaalisista vaatimuksista johtuen.
Rakennusteollisuudessa
komposiittien käytön pääasiallisia syitä ovat keveyden ohella säänkestävyys,
kemiallinen kestävyys ja hyvät lämmöneristysominaisuudet. Joissakin tapauksissa
myös muotoiluvapaus on huomattava etu muihin materiaaleihin verrattuna.
Komposiitteja käytetään merkittävästi myös konventionaalisista materiaaleista
valmistettujen rakenteiden korjaukseen.
11.6.1 Käyttökohteet
Komposiittien tyypillisiä
sovelluksia rakennuksen julkisivuissa ovat ulkopaneelit ja ikkunoiden kehykset.
Komposiitista valmistetaan myös ulko-ovia. Sisätiloissa komposiitteja käytetään
erityisesti kosteissa tiloissa. Esimerkkejä kosteiden tilojen tuotteista ovat
kylpy-, pesu- ja pukuhuonekalusteet ja -paneelit. Käyttökohteita rakennusten
yhteydessä ovat mm. jäteastiat, loka- ja öljysäiliöt, uima-altaat, lipputangot
ja lautasantennit. Lisäksi komposiiteista valmistetaan suurempia kokonaisuuksia
kuten työmaaparakkeja, taukotupia, kenttätoimistoja ja kioskeja. Laminaateista
ja puusta valmistetaan myös suuria kerroslevytyyppisiä hallirakenteiden
kannatinpalkkeja.
Liikenteen infrastruktuuriin
liittyviä sovelluksia on runsaasti. Lentoliikenteessä näkyvimpiä ovat
lentokenttien valomastot. Maaliikenteen sovelluksia ovat mm. valaisinpylväät,
erilaiset mastot ja sähkökaapelien kannatinrakenteet. Satama- ja
laiturirakenteissa komposiitit ovat korvanneet ympäristöä huonommin kestäviä
puu- ja teräsrakenteita.
Komposiitteja käytetään
runsaasti myös silloissa. Kevyet kävelysillat voivat olla kokonaan
komposiittisia. Raskaammissa silloissa komposiitteja käytetään mm. kantavissa
palkeissa ja pintarakenteena. Komposiiteilla on korvattu myös riippusiltojen kannatinkaapeleita.
Oma erikoisalueensa on vanhojen siltojen korjaus komposiiteilla.
Maanviljelyyn,
viinivalmistukseen sekä kalanjalostukseen ja –kasvatukseen liittyviä
sovelluksia ovat erilaiset altaat ja säiliöt sekä näiden tukirakenteet.
11.6.2 Materiaalit
Rakennusteollisuuden
komposiittisovelluksissa lujitteena on valtaosin lasikuitu. Hiilikuituja
käytetään erikoissovelluksissa, mm. riippusilloissa, puuytimisissä
kerroslevypalkeissa sekä vanhojen rakennusten ja siltojen korjauksissa.
Matriisimuovina on tavallisesti
polyesteri. Vinyyliestereitä käytetään, kun polyesterin kemiallinen kestävyys
tai lämmönkestävyys ei ole riittävä. Palonkestäviä ja vähäisen
savunmuodostuksen omaavia fenoleja käytetään, mikäli polyesterit eivät täytä
sovelluksen palovaatimuksia. Esimerkkisovelluksia ovat kaapelikannattimet
Englannin kanaalin tunnelissa ja metroasemien komposiittirakenteet.
Kerroslevyrakenteissa yleisimpiä
ydinaineita ovat PUR- ja PS-solumuovit. Kantavissa siltarakenteissa ydinaineena
käytetään myös lasikuitulujitettua kennoa.
11.6.3 Valmistustekniikat
Suuri osa rakennusteollisuuden
tuotteista valmistetaan pultruusioprofiileista. Pultruusio soveltuu hyvin mm.
kannatinpalkkien, ikkunakehyksien ja kaapelien kannatinrakenteiden
valmistukseen. Pultruusion ja kelauksen yhdistelmällä valmistetaan onttoja
profiileja, joista edelleen kootaan esimerkiksi mastorakenteita.
Muotopaneeleja ja kosteiden tilojen tuotteita
valmistetaan injektoimalla sekä ruisku- ja käsinlaminoimalla. Pienempiä
muoto-osia ja esimerkiksi ovia valmistetaan myös SMC-massasta puristamalla.
Lipputankoja ja vastaavia tuotteita valmistetaan myös keskipakovalulla.
Muovikomposiittien ja
erityisesti tiettyjen kerta- ja kestomuovihartsien hyvä kemiallinen kestävyys
ja säänkesto ovat mahdollistaneet komposiittien käytön korroosionkestävissä
tuotteissa. Materiaalien osuus on tärkeä puunjalostus- ja
prosessiteollisuudessa. Sellutehtaiden valkaisulaitoksissa, kemikaalien
prosessoinnissa ja jätekemikaalien käsittelyssä komposiittimateriaaleista
valmistetut komponentit ovat osoittautuneet vuosien kuluessa luotettaviksi
vaihtoehdoiksi.
Prosessiteollisuudessa
muovikomposiittiosia käytetään erityisesti paineen ja erilaisten syövyttävien
aineiden rasittamissa tuotteissa kuten paine-, ilmastointi- ja viemäriputkissa,
säiliöissä ja altaissa. Nämä valmistetaan yleensä kelaamalla käyttäen
lujitteena lasikuituja ja matriisimuovina polyestereitä tai vinyyliestereitä.
Rakenne koostuu yleensä ns. korroosiokerroksesta, joka puolestaan koostuu
pintahuovasta ja katkokuitumattokerroksista. Tämän päälle laminoidaan
varsinainen kuormat kantava tukikerros. Tarvittaessa voidaan käyttää myös muita
lujitekuituja ja matriisimuoveja. Kevyiden ja ohutseinämäisten paineastioiden
valmistus on mahdollista, kun lujitteena käytetään aramidi‑, hiili- tai
polyeteenikuituja. Mikäli kertamuoveilla ei saavuteta riittävää kemiallista
kestävyyttä, voidaan tuotteen pintakerros valmistaa kestomuovilevystä.
Kestomuovilevy on usein varustettu taustakankaalla, jolla varmistetaan levyn
tarttuminen kuormaa kantavaan kuitulujitettuun kertamuoviin. Tyypilliset
kestomuovivaihtoehdot ovat PVC, PE, PVDF ja eri fluorimuovit. Kestomuoveilla
pinnoittamista käytetään myös mm. elintarviketeollisuuden ja olutpanimoiden
prosessilaitteistoissa.
Käsinlaminoinnilla tai
injektiomenetelmällä valmistetaan lujitemuovisia huuvia sekä säiliöiden ja
putkien osia. Kelaamalla valmistetaan putkia, savupiippuja ja
savukaasupesureita. Prosessiteollisuudessa on käytössä myös muovikomposiiteista
valmistettuja haihduttimia, prosessiastioita, pumppuja, erilaisia venttiileitä
ja tiivisteitä sekä mitta‑ ja annostelulaitteita.
Kuitulujitettujen muovikomposiittien käyttö kone- ja
laitetekniikassa on kehittynyt hitaammin verrattuna aloihin, joissa piilevänä
on ollut suuri tarve saada kevyempiä, mekaanisilta ominaisuuksiltaan parempia
ja kokonaiskustannuksellisesti edullisempia tuotteita, jotka mahdollistaisivat
uusien tekniikkojen käyttöönoton. Lisäksi kone- ja laiteteollisuus on
autoteollisuuden tavoin ollut hidas hyväksymään uusia materiaaleja niiden
käyttöönoton edellyttävistä pitkistä ja hinnakkaista testauksista johtuen.
Tuotannon tehostaminen, mikä usein merkitsi koneiden ja
laitteiden nopeuksien kasvattamista, asetti erityisesti nopeasti liikkuville
osille vaatimuksia, joita aikaisemmin käytetyillä materiaaleilla ei voitu
täyttää. Metalleista valmistettuina kyseiset osat olisivat tulleet liian
painaviksi tai kooltaan liian suuriksi. Muita syitä kuitulujitettujen muoviosien
käyttöön ovat materiaalilla saavutettava alhainen kitkakerroin ja
itsevoitelevuus, hiljainen käyntiääni, korroosionkestävyys ja kyky joko eristää
tai johtaa lämpöä ja sähköä. Mahdollisuus valmistaa kustannustehokkaasti
muodoltaan monimutkaisia kappaleita on myös merkittävä syy komposiittien
käyttöön. Lujitemuoviosat voidaan lisäksi oikealla materiaalivalinnalla ja
suunnittelulla valmistaa ympäristöolosuhteiden muutoksille neutraaleiksi
(mittapysyvyys).
Tapauksesta riippuen kuitulujitettujen osien valmistajat
ilmoittavat saavuttavansa noin 20 % painonsäästön vastaavaan alumiinista
valmistettuun osaan verrattuna ja jopa 50 % painonsäästön teräskappaleeseen
verrattuna. Tällöin mekaaniset ja fysikaaliset ominaisuudet ovat vähintään yhtä
hyvät, osin jopa merkittävästi paremmat.
11.4.1 Käyttökohteet
Ensimmäiset koneenrakennuksessa käytetyt lujitemuoviosat olivat
kooltaan pieniä. Tyypillisiä sovelluksia olivat hammaspyörät, tuulettimet,
siipipyörät, vivut, salvat, laakerit, tiivisteet, ketjut sekä kytkimien ja jarrujen
osat.
Useiden teollisuuden koneiden ja laitteiden kuten myös
toimistokoneiden ja -laitteiden kuori- ja suojarakenteet ovat kuitulujitetusta
muovista valmistettuja. Kuoret voidaan valmistaa häiriösuojattuina
(EMI-suojaus). Myös suhteellisen kevyille (500 kg) kuormille tarkoitettuja
nostureita on valmistuksessa. Teollisuusrobottien käsivarret ovat jo kauan
olleet tunnettuja sovellutuskohteita.
Myös pakkaus-, mittaus- ja annostelulaitteissa
lujitemuovikomposiittien käyttö on kasvanut. Sähkölaitteiden osat ja
erityisesti painetut ja syövytetyt piirilevyt ovat olleet ja ovat edelleenkin
merkittävä sovellutuskohde.
Nopeasti käyvistä koneista esimerkkinä mainittakoon
erilaiset tekstiilikoneet kuten kutoma-, neule- ja kampakoneet, joiden nopeasti
liikkuvat osat valmistetaan nykyisin lähinnä hiilikuitulujitetusta muovista.
Ensimmäisiä sovellutuksia olivat kutomakoneiden lyöntikäpälät ja
loimineulekoneiden neulaparrut. Näiden jälkeen alettiin valmistaa niisivarsien
kehyksiä ja luhia sekä syöstävättömiin koneisiin kudelangan vireeseen vievää
tankoa. Nämä teknisesti vaativat osat mahdollistivat koneiden nopeuden
kasvattamisen ja ovat osoittautuneet käytössä lähes rikkoontumattomiksi.
Koneiden valmistajat ovat ilmoittaneet hiilikuitulujitettujen osien mahdollistaneen
n. 10 %:n nopeuden noston. Kaapelikelauskoneiden nopeasti pyörivät, kooltaan
suuret osat ovat myös tyypillisiä sovellutuskohteita kuitulujitetulle muoville.
Yleisesti käytössä ovat myös lujitemuovista valmistetut tuulettimen siivet eri
käyttökohteisiin. Suurimmat siipipituudet ovat lähellä kahta metriä.
Lujitemuovikomposiittisiivet ovat osoittautuneet kevyemmiksi, kestävämmiksi ja
vähemmän vaurioalttiiksi vastaaviin metallisiin siipiin verrattuna.
Erinomaisesti tasapainotettuja, mittapysyviä, korroosiokestäviä
ja väsymismurtumille vähemmän alttiita komposiittiteloja valmistetaan
erilaisista teloja käyttävistä pienkoneista aina suuriin paino- ja
paperikoneisiin saakka. Komposiittitelojen käyttö mahdollistaa koneiden
nopeuden noston, sillä teloilla saavutettava painonsäästö metalliteloihin
verrattuna voi olla jopa 75 %. Lisäksi komposiittitelojen kulutuksenkesto on
parempi, samoin ominaisjäykkyys. Kevyempinä ne rasittavat vähemmän laakereita,
mikä pidentää laakereiden käyttöikää. Teloja valmistetaan halkaisijamitoissa
20…1060 mm maksimipituuksien ollessa noin 10 metriä.
Paineastioita valmistetaan kelaamalla useaan eri
tarkoitukseen. Kooltaan pienimpiin kuuluvat sukeltajien, sairaanhoidon ja
palomiesten kannettavat ilma- ja happisäiliöt sekä nestekaasupullot, suurimpiin
taas nestemäisille ja kaasumaisille polttoaineille tarkoitetut varastosäiliöt,
joiden vetoisuus voi olla lähes 1 m3. Sekä liikuteltavien että
varastointiin tarkoitettujen kevyiden paineastioiden kehitystyö jatkuu
voimakkaana, koska niille nähdään hyvin monimuotoista ja suurta tarvetta
tulevaisuudessa.
Lääketieteellisistä sovellutuksista tunnettuja ovat
röntgentutkimuksessa käytettävät potilaspöydät ja muut röntgensäteitä
läpäisevät röntgenlaitteiden hiilikuitulujitetut muoviosat, joihin kuuluvat
myös kuvaustasot. Oman ryhmänsä muodostavat ylä- ja alaraajaproteesit ja
erilaiset rakenteeltaan hyvinkin monimutkaiset polvi- ja kyynärsuojat,
kehonsisäiset lonkka- ja polvinivelet sekä sydämen läpät ja hydrauliset
moottorit. Luunmurtumien tuentaan lähinnä pään alueella käytetään
suulakevedettyjä tai kelaamalla valmistettuja putkia tai tankoja, jotka voidaan
yksinkertaisella kiinnitysmekanismilla liittää yhteen muotonsa säilyttäväksi
tukikehikoksi. Aikaisemmin käytettyihin vastaaviin teräsputkiin verrattuna
näiden taivutuslujuudet ovat 2,5…3-kertaiset ja jäykkyydet vähintään 10 %
suuremmat. Hiilikuitulujitetusta muovista valmistettuina ne ovat lisäksi
röntgensäteitä läpäiseviä.
Erikoisena sovellutuksena mainittakoon putkiprofiileista
kootut lyömäsoitinten kiinnitys- ja kannatuskehikot, joita valmistetaan eri
versioina. Näiden etuina on keveyden ja suuren jäykkyyden lisäksi se, että eri
lyömäsoittimet voidaan aina kiinnittää tarkasti samaan kohtaan ja asentoon.
Samaan ryhmään voidaan liittää lujitemuovista valmistetut soittimet ja
soittimien osat, mm. suomalainen hiilikuituhuilu sekä erilaiset kolmijalat ja
mikrofonin pitkät kannatintangot, joiden on oltava erittäin jäykkiä äänen
huojunnan välttämiseksi. Musiikkiin liittyvät myös kuitulujitetut muoviset
kaiutin ”paperit”.
11.4.2 Materiaalit
Kone- ja laitesovelluksissa merkittävin lujitekuitu on
lasikuitu. Hiilikuituja käytetään vain vaativissa sovellutuksissa, lähinnä
koneenrakennuksessa nopeasti liikkuvissa jäykissä, keveissä ja lujissa osissa,
joilta edellytetään pitkää käyttöikää ja erinomaista väsytyskestävyyttä.
Matriisimuoveina erityisesti erilaisten koteloiden, kuori-
ja suojarakenteiden valmistuksessa käytetään kestomuoveja. Kertamuoveista
polyesterit ja hiilikuitujen yhteydessä epoksit muodostavat valtamuovit.
Fenoleja käytetään, kun tuotteilta edellytetään parempia palo-ominaisuuksia.
BMC-massat ja muut puristemassat ovat myös käytössä tämän ryhmän tuotteiden
valmistuksessa.
11.4.3 Valmistustekniikat
Käytännössä kaikki tavanomaiset valmistusmenetelmät ovat käytössä kone- ja laiteteollisuuden osien valmistuksessa. Piensarjoja valmistetaan käsinlaminoinnilla ja injektointimenetelmillä. Sarjakokojen suurentuessa käytetään ruiskupuristusta ja muita suljettujen muottien menetelmiä. Profiilit ja putket valmistetaan pääsääntöisesti suulakevetämällä tai kuitukelauksella, harvemmin prepreg-käärinnällä.
Veneteollisuus oli ensimmäisiä
kuitulujitettujen muovikomposiittien kaupallisia hyödyntäjiä.
Lasikuitulujitetusta polyesterihartsista valmistettiin veneitä sarjatuotannossa
jo 1940‑luvulla. Muovikomposiittien suosio perustui lähinnä siihen, että veneet
olivat hankintahinnaltaan ja ylläpitokustannuksiltaan muita edullisempia sekä
kevyitä, mutta rakenteiltaan silti riittävän lujia ja jäykkiä. Menestykseen
vaikuttivat lisäksi ulkonäölliset seikat, helppohoitoisuus sekä
ympäristöolosuhteiden ja korroosion kestävyys.
Huvi‑ ja kilpaveneistä suurin
osa valmistetaan nykyisin lähes kokonaisuudessaan kuitulujitetuista muoveista.
Sekä purje‑ että moottoriveneissä runko, kansi, kansirakenteet, pituusjäykisteet,
palkit ja laipiot ovat tyypillisesti lujitemuovia. Monirunkoveneissä myös
runkoja yhdistävät palkit valmistetaan lujitemuovista. Kilpapurjeveneissä
masto, puomit, purjelatat, peräsimet ja peräsinakseli ovat nykyisin valmistetut
kuitulujitetusta muovista.
Hyötykäyttöön tarkoitetuissa
veneissä sekä laivoissa kuormaa kantavien muovikomposiittiosien käyttö on
lisääntymässä kokemusten karttuessa. Osin tai kokonaan lujitemuovista
valmistettavat työ‑, huolto‑, pelastus‑ ja partioveneet sekä rahti‑, matkustaja‑
ja kalastusalukset ovat tyypillisesti 10…25 metrisiä yksi‑ tai
monirunkoveneitä, kantosiipialuksia tai ilmatyynyaluksia. Suurimmat kokonaan
lujitemuovista valmistetut purje- ja moottoriveneet ovat pituudeltaan 60…70
m. Suurimmat lujitemuovista toistaiseksi valmistetut laivat ovat
miinanraivaajia ja nopeakulkuisia katamaraaneja, joiden pituus on lähes 100 m.
Alusten runko, kansi, laipiot ja kansirakenteet ovat lasikuitulujitteista
polyesteriä. Paikallisia jäykistyksiä voidaan valmistaa hiilikuitulujitetuista
materiaaleista. Rakenteet ovat usein myös kerroslevyjä.
Valmistussarjat ovat vene‑ ja
laivateollisuudessa tyypillisesti pieniä alkaen yksittäiskappaleista muutamiin
kymmeniin tai satoihin kappaleisiin. Useimpiin satoihin ja tuhansiin päästään
sarjakoossa vain aivan pienimmillä ja suosituimmilla venemalleilla. Tällaisia
ovat lähinnä soutuveneet ja huvi‑ ja harrastekäyttöön soveltuvat
moottoriveneet. Eniten myytyjen venetyyppien kohdalla valmistussarjojen
pienuuteen vaikuttaa paitsi valmistajien lukuisuus ja mallistojen runsaus myös
komposiittiosien standardoimattomuus ja moduulirakentamisen
hyväksikäyttämättömyys.
Valmistusmenetelmät ja
materiaalit riippuvat rakenteille asetetuista vaatimuksista. Valtaosa
lujitemuoviveneistä valmistetaan edelleen lasikuitumatosta tai ‑rovingista ja
polyesteristä käsinlaminoimalla. Myös kuituruiskutusta käytetään etenkin
soutuveneiden ja pienien moottoriveneiden valmistuksessa. Veneteollisuuden
suurimmat valmistajat ovat koneellistaneet mallien ja muottien valmistusta
voimakkaasti. Samoin valmistustekniikassa pyritään siirtymään suljettuihin
menetelmiin kuten alipaineinjektioon. Kuormaa kantavat levymäiset rakenteet
ovat joko kuori- tai kerroslevyrakenteisia.
Kilpaveneissä sekä veneissä,
joiden rakenteilta edellytetään hyvää lujuus/paino‑suhdetta ja
iskunkestävyyttä, käytetään lujitteina hiili‑, aramidi‑ sekä polyeteenikuituja
ja matriisimuovina epoksia. Lujitteet ovat pääasiallisesti kudoksia,
yhdensuuntaistuotteita tai moniaksiaalilujitteita. Rakenteet valmistetaan
käsinlaminoimalla kuitenkin siten, että lujitteet pyritään mahdollisuuksien
mukaan esikostuttamaan matriisimuovilla ennen paikoilleen asettamista. Tällä
menettelyllä varmistetaan oikean kuitupitoisuuden saavuttaminen. Kovetus
suoritetaan yleensä alipaineavusteisena. Hartsisysteemistä riippuen
muovikomposiittiosat voidaan jälkikovettaa korotetussa lämpötilassa. Veneiden
valmistuksessa käytetään myös matalan lämpötilan prepregejä, joiden
kovetuslämpötila on 75…90 °C. Pituudeltaan 18…25 metrin
kilpapurjeveneessä on tavallisesti hiili‑ ja aramidikuituja 1,5…4 t ja
matriisimuovina vastaava määrä epoksia. Suurimmat kilpaveneiden
muovikomposiittimastot ovat lähes 50 m pituisia ja poikkileikkaukseltaan
pisaran muotoisia. Maston kuorirakenne on yleensä yhdensuuntaishiilikuituteipistä
valmistettu.
Laivoissa muovikomposiittiosia
on toistaiseksi varsin vähän. Tavallisimpia käyttökohteita ovat sisustus‑ ja
rakennelevyt, ikkunakartiot ja ‑kehykset sekä hyttien ja muiden tilojen
kalusteet ja kelaamalla valmistettavat painovesiputket. Sukellusveneissä
muovikomposiittiosia ovat mm. antennit, periskoopit, akkukotelot, potkurit ja
potkuritunnelit, juomavesisäiliöt, tutkakuvut, komentotornin ohjaustasot,
kaapelikanavat sekä erilaiset muotolevyt ja ‑kuvut. Miehitetyissä työ‑ ja
tutkimussukellusveneissä työskentelytilat ovat lähes kokonaisuudessaan
muovikomposiittiosista valmistetut.
Meriteollisuudessa
paineenkestävät muovikomposiittinousuputket ja paineastiat mahdollistavat
kevyempien ja kustannuksiltaan halvempien öljynporauslauttojen valmistuksen.
Muovikomposiittiputkien paino on noin 40 % teräsputkien painosta.
Muovikomposiittiputket ovat korroosionkestäviä ja kevyempinä helpommin
käsiteltäviä. Niitä voidaan käyttää myös suuremmissa syvyyksissä kuin
teräsputkia. Putkien lujuusominaisuuksia ja lämpölaajenemiskerrointa voidaan
materiaalivalinnalla säädellä halutulla tavalla.
Meriteollisuudessa ensimmäiset sovellukset olivat
hoitotasoja, palo- ja paineseiniä, putkistoja ja säiliötä ja muita
sekundäärirakenteita. Tällä hetkellä ensimmäiset primäärirakenteet ovat
kehitysasteella. Komposiittirakenteiset öljynporauslautan kansirakenteet
tarjoavat painonsäästön lisäksi pienemmät huoltokustannukset ja mahdollistavat
huollon ilman hitsausta, joka on suuri uhkatekijä meriteknisessä ympäristössä.
Lisäksi komposiittien alhainen lämmönsiirtonopeus on turvallisuustekijä
mahdollisessa palotilanteessa. Parhaillaan sarjatuotantoon ovat tulossa telalle
kelattavat nousu- ja siirtoputket sekä lautan kiinnitysköydet. Molemmat ovat
hiilikuitulujitetuista muoveista valmistettuja rakenteita, joissa materiaalien
käyttö lauttaa kohti on kymmeniä tai jopa satoja tonneja.
Maakulkuneuvoissakin
pääasialliset komposiittien käytön syyt ovat rakenteiden keventäminenja
tuotantokustannusten alentaminen. Muita oleellisia vaatimuksia ovat kierrätettävyys ja pintarakenteiden
osalta hyvä pinnan laatu.
11.2.1 Käyttökohteet
Suurina sarjoina tuotettavissa
henkilöautoissa suurimpia ulkoisia komposiittiosia ovat puskurit. Tyypillisiä
komposiittituotteita ovat myös pitkillä kuiduilla lujitetut levymäiset osat
auton sisärakenteissa. Henkilöautot sisältävät lisäksi runsaasti pieniä tai
pienehköjä teknisiä osia, jotka on valmistettu lyhyillä kuiduilla lujitetuista
kestomuoveista. Komposiittiosien kokonaismäärä suurina sarjoina tuotettavassa
henkilöautossa on auton koosta riippuen 80…120 kg.
Pienempinä sarjoina
tuotettavissa automalleissa komposiittien suhteellinen osuus on tavallisesti
suurempi. Esimerkiksi urheilu- ja pakettiautojen ulkopaneeleista osa on usein
komposiittisia. Komposiiteista valmistetaan myös jousia ja vetoakseleita tämän
tyyppisiin autoihin. Vastaavat komposiittirakenteet ovat tavallisia myös linja-
ja kuorma-autoissa. Kuorma-autoissa tyypillisiä sovelluksia ovat lisäksi
kuormatilat ja ilmanohjauslevyt.
Kilpa-autoissa komposiitteja
käytetään runsaasti. Tunnetuimpia sovelluksia ovat ilmanohjauslevyjen ohella
Formula 1 autojen itsekantavat korirakenteet.
Kiskokalustossa näkyvimpiä
komposiittiosia ovat kaarevat pintapaneelit. Näistä rakenteellisesti
vaativimpia ovat nopeiden junien nokkarakenteet. Pintapaneelien ohella
komposiitteja käytetään runsaasti sisärakenteissa, mm. lattioissa, istuimissa,
tarjotinlevyissä sekä matkatavarahyllystössä. Äärimmäisiä esimerkkejä ovat
”kokonaan komposiittiset” junanvaunut ja raitiovaunut.
11.2.2 Materiaalit ja rakenteet
Maakulkuneuvojen
komposiittiosissa lujitteena on tavallisimmin E-lasikuitu. Hiilikuituja
käytetään lähinnä vain kilpa-autoissa. Henkilöautoissa käytetään lisäksi
lähinnä paremman kierrätettävyyden takia luonnonkuituja kuten pellavaa, hamppua
ja jutia. Luonnonkuidut absorboivat runsaasti kosteutta, mistä syystä niitä
voidaan käyttää vain kuivassa ympäristössä auton sisärakenteiden lujitteena.
Lujitekuituja käytetään monissa eri muodoissa jatkuvina ja ei-jatkuvina tuotteina.
Matriisimuoveina käytetään sekä
kerta- että kestomuoveja. Yleisimpiä kertamuoveja ovat tyydyttymättömät
polyesterit. Korkeahkoja lämpötiloja kokevissa osissa matriisina voi olla
fenoli. Epokseja ja vinyyliestereitä käytetään rakenteellisesti vaativissa
osissa. Lujitettuja polyuretaaneja käytetään puolirakenteellisissa kohteissa
kuten kojelaudoissa, ovipaneeleissa ja istuimissa. Yleisin kestomuovimatriisi
on polypropeeni. Lujitettujen polypropeenisosien pinnan laatu on melko
vaatimaton. Pitkillä kuiduilla lujitettujen polypropeenien tyypillisiä
sovelluksia ovatkin levymäiset, piiloon jäävät osat. Teknisissä
komposiittiosissa yleisin matriisiaine on polyamidi.
Kuljetusvälineiden
matriisimuovit ovat useimmiten modifioituja. Lisä- ja täyteaineiden käytön syyt
ovat osittain valmistusteknisiä. Usein lisä- ja täyteaineita tarvitaan myös
lopputuotteelle asetettujen vaatimusten saavuttamiseen. Tyypillisiä syitä ovat
pinnan laadun parantaminen ja tuotteelle asetettujen palovaatimusten
täyttäminen.
Henkilöautojen komposiittiosat
ovat tyypillisesti jäykistettyjä paneeleita ja muoto-osia. Näiden ohella
kuorma-autoissa, junissa yms. hyödynnetään paljon kerroslevyrakennetta. Ydinaineena
käytetään kennoja, solumuoveja ja balsaa. Ydin voi sisältää myös pinnasta
pintaan risteileviä, pintalujitteisiin integroituja lujitteita, jotka
kyllästetään matriisimuovilla kerroslevyn valmistuksen yhteydessä.
11.2.3 Valmistustekniikat
Maakulkuneuvojen kappale- ja
sarjakoot ja kappaleille asetetut vaatimukset vaihtelevat suuresti. Kulkuneuvojen
komposiittiosia valmistetaankin lähes kaikilla mahdollisilla tekniikoilla.
Autoissa toista ääripäätä
edustavat F1-autot, joiden osia valmistetaan prepreg- ja injektiotekniikoilla.
Injektiomenetelmiä käytetään myös valmistettaessa levymäisiä osia keskisuurina
sarjoina. Pintapaneelit suurina sarjoina valmistetaan pääosin SMC- ja
BMC-massoista puristamalla. Ei-näkyviä osia valmistetaan niin ikään
puristamalla esim. GMT-levystä. Akseleita ja muita vastaavia tuotteita
valmistetaan kelaamalla. Suuria levymäisiä osia valmistetaan
alipaineinjektiolla ja ruiskuttamalla. Kontteja ja vastaavia tuotteita
valmistetaan myös valmiista kerroslevyistä. Pultruusioprofiileja käytetään
palkkeina. Pultruusiolla voidaan myös valmistaa paneeleja, joista edelleen kootaan
suurempia levyrakenteita.
Lentokoneteollisuudessa
komposiittien käytölle on kaksi pääasiallista syytä: rakenteiden keventäminen ja niiden
tuotantokustannusten alentaminen. Komposiittirakenteet ovatkin käytön
alkuajoista lähtien olleet selvästi vastaavia metallirakenteita kevyempiä.
Merkittäviin kustannussäästöihin päästiin vasta myöhemmin materiaalien ja
valmistustekniikoiden kehittymisen myötä. Nykyteknologialla
komposiittirakenteilla saavutettavat paino- ja kustannussäästöt ovat 15…20 %,
kun vertailukohtana on vastaava alumiinista valmistettu rakenne.
Komposiittien ominaisuuksia
hyödynnetään lentokonerakenteissa myös muilla tavoin. Komposiittiset
pintarakenteet saadaan perinteisiä rakenteita sileämmiksi, jolloin lentokoneen ilmanvastus pienenee. Tätä ominaisuutta
on jo vuosikymmeniä hyödynnetty erityisesti purjelentokoneissa. Tutkakuvut ovat
esimerkki rakenteesta, jossa hyödynnetään komposiittien
säteilyn läpäisevyyttä.
Avaruusteollisuudessa
hyödynnetään erityisesti jäykillä hiilikuiduilla saavutettavaa korkeaa ominaisjäykkyyttä.
Komposiiteista valmistetaan myös mittastabiileja
rakenteita, joiden kriittisiin mittoihin lämpötilamuutokset eivät
käytännössä vaikuta.
11.1.1 Käyttökohteet
Komposiittisten
lentokonerakenteiden historia alkaa 1930-luvulta, kun lasikuitujen ja epoksien
teollinen tuotanto alkoi. Materiaaleista valmistettiin aluksi lentokoneiden
sekundäärisiä rakenneosia kuten muotosuojia ja erilaisia luukkuja. Myös
tutkakuvut olivat ensimmäisten sovellusten joukossa.
Pienkoneiden
kantavia rakenteita alettiin valmistaa komposiiteista jo varhain. Esimerkiksi
kaikki suorituskykyiset purjelentokoneet ovat olleet komposiittirakenteisia jo
1970-luvulta alkaen. Tällä hetkellä suurin osa uusista pienkoneista on
komposiittirakenteisia.
Sotilaskoneissakin
komposiittien käytön yleistyminen oli nopeaa. Aluksi komposiitteja käytettiin
pienehköissä rakenneosissa kuten siivekkeissä ja pyrstörakenteissa. Kokonaan
komposiittiset siipirakenteet tulivat käyttöön 1970-luvulla. Nykyisissä
hävittäjäkoneissa komposiittien osuus rakennepainosta on noin 25…30 %.
Myös nykyaikaiset helikopterit
ovat pääosin komposiittirakenteisia. Esimerkiksi NH-90 helikopterissa koko
runkorakenne on käytännössä komposiittinen, samoin roottorin lavat.
Matkustajalentokoneissa
komposiittirakenteiden prosentuaalinen osuus on kasvanut hitaimmin. Osittaisena
syynä tähän on rakenteille asetetut tiukat turvallisuusvaatimukset.
Käyttöönottoa on myös vaikeuttanut primäärirakenteiden suuri koko. Ensimmäisiä
käyttökohteita olivat muotosuojien ja luukkujen ohella ohjainpinnat.
Seuraavassa vaiheessa kehitettiin komposiittiset pyrstörakenteet. Muita pitkään
käytössä olleita komposiittisovelluksia ovat moottorisuojat ja potkurin lavat.
Uusimpia sovelluksia ovat paineseinät, matkustamon lattiapalkisto sekä siiven
ja rungon liitosalueen kantavat rakenteet. Matkustajakoneen
komposiittirakenteinen siipi on teknologisesti lähes valmiiksi kehitetty ja
käyttöönottovaiheessa.
Maailman suurimmassa
matkustajakoneessa, Airbus-yhtiön A380:ssa komposiittien osuus rakennepainosta
on jo yli 20 %. Tämän lisäksi suuri osa rungon pintapaneeleista valmistetaan
alumiini- ja lasikuitu/epoksi-kerroksista valmistetuista hybridilaminaateista.
11.1.2 Materiaalit
Komposiittisten
lentokonerakenteiden lujitemateriaalina on pääsääntöisesti hiilikuitu. Suurin
osa rakenteista valmistetaan SM-tyyppisistä kuiduista, joskin IM-tyyppisten
kuitujen käyttö on lisääntymässä. Lasi- ja aramidikuituja käytetään lähinnä
erikoissovellutuksissa, esimerkiksi tutkakuvuissa ja kevyesti kuormitetuissa
muotosuojissa.
Mekaanisen suorituskyvyn
maksimoimiseksi lujitteet ovat lentokonerakenteissa aina jatkuvia. Yleisimmät
lujitteiden käyttömuodot ovat yhdensuuntaiskerrokset, kudokset ja
moniaksiaalilujitteet. Kuitupitoisuus on korkea, tyypillisesti noin 60 t%.
Matriisiaineet ovat
pääsääntöisesti sitkistettyjä epokseja. Bismaleimidejä ja muita polyimidejä
käytetään jonkin verran rakenteissa, joiden käyttölämpötilat ovat epokseille
sallittuja lämpötiloja korkeammat. Epoksit eivät myöskään täytä lentokoneen
sisustusrakenteille asetettuja palovaatimuksia. Näissä sovelluksissa matriisina
on tavallisesti fenoli tai jokin kehittynyt kestomuovi.
11.1.3 Valmistustekniikat
Komposiittiset lentokoneosat
ovat useimmiten levymäisiä tai kotelomaisia rakenteita. Levyosia ja kotelon
pintapaneeleja jäykistävät tarvittaessa kaaret ja pituusjäykisteet.
Kerroslevyrakenteita käytetään runsaasti pienkoneissa sekä jossain määrin myös
sotilas- ja matkustajalentokoneissa. Kerroslevyn ydinaineena on useimmiten
kenno. Rakenteet ovat varsin pitkälle integroituja kokonaisuuksia. Liitoksia
vähentämällä on pystytty saavuttamaan sekä paino- että kustannussäästöjä.
Ensimmäiset komposiittiset
lentokonerakenteet valmistettiin perinteisellä märkälaminointitekniikalla.
Prepreg-laminointi ja autoklaavikovetus yleistyivät 1960-luvulla. Sittemmin
tämä valmistustapa oli pitkään lentokoneenrakennuksen ”standardimenetelmä”.
Viime vuosina sen rinnalle ovat nousseet injektiotekniikat, joiden käyttö
yleistyy nopeasti. Prepreg-laminoinnissa käytetään eniten
yhdensuuntaisprepregejä, jonkin verran myös kudosprepregejä.
Injektiotekniikoissa yleisimmät lujitetuotteet ovat yhdensuuntaiskerrokset,
moniaksiaalilujitteet ja kudokset.
Lentokonerakenteita valmistetaan
jossain määrin myös muilla menetelmillä. Kuitukelausta käytetään erilaisten
säiliöiden ja putkien valmistukseen. Kuitukelauksesta ja automatisoidusta
prepreg-laminoinnista kehitettyä kuitulaminointia käytetään myös sekä
kertamuovi- että kestomuovipohjaisten osien valmistuksessa. Kestomuoviosia
valmistetaan myös lämpömuovaamalla.
Lujitemuovin kierrätystä ei ole pidetty kovin kriittisenä
asiana materiaalin luonteesta johtuen. Kovettunut lujitemuovi on inertti
materiaali, josta valtaosa on lujitettu savesta, kalkkikivestä, kvartsihiekasta
jne. valmistetuilla lasikuiduilla. Kuitupitoisuus on yleensä 30…50 p%.
Lujitemuovijätteen sijoittamista kaatopaikoille on siten pidetty luontevana
käsittelytapana. Tätä kirjoitettaessa tilanne on kuitenkin muuttunut
ratkaisevasti. Yhteiskunta rajoittaa kaatopaikkojen käyttöä sekä jätemaksuilla
että lainsäädännöllä ja lisäksi kuluttajien asenne on muuttunut kierrätystä
vaativaksi.
EU on myös asettamassa direktiivien muodossa vaatimuksia
lujitemuovijätteiden käsittelyyn. Vuonna 2000 voimaan tullut Euroopan
parlamentin ja neuvoston direktiivi 2000/53/EY romuajoneuvoista asettaa
tavoitteet romuajoneuvojen uudelleenkäytöstä ja kierrätyksestä. Vuonna 2015 95
% autojen painosta on oltava uudelleenkäytettävissä tai kierrätyksellä
hyödynnettävissä. Tästä korkeintaan 10 % saa tapahtua energian
talteenottamisella. Autoissa käytettävien lujitemuoviosien pitää siten pääosin
olla kierrätettävissä. Direktiivi 1999/31/EY kaatopaikoista puolestaan
rajoittaa eri jätetyyppien kaatopaikkasijoittamista. Direktiivin mukaan jätteen
syntymistä tulee ehkäistä ja jätteen kierrätystä sekä hyödyntämistä on edistettävä.
Suomen jätelaki ja ympäristönsuojelulaki säätelevät myös
jätteiden käsittelyä. Tavoitteena on nostaa yhdyskuntajätteen
hyödyntämisastetta 70 %:iin vuoteen 2005 mennessä. Lisäksi kielletään palavan
jätteen vienti kaatopaikoille vuonna 2008. Yleisesti tulee soveltaa seuraava
porrastettua mallia raaka-aineiden ja jätteiden käsittelemiseksi, jotta
kestävän kehityksen periaate saavutetaan:
Ehkäisy:
Valmistettavien tuotteiden suunnittelu ja valmistus toteutetaan siten,
että syntyvä jätteen määrä minimoidaan tai eliminoidaan ja/tai kappaleen
kierrätys onnistuu helposti tuotteen elinkaaren lopussa
Uusiokäyttö:
Tuotteet käytetään uudelleen. Tämä edellyttää käytettyjen tuotteiden
keräämistä, puhdistamista tai korjausta sekä uusiokäyttöä joko samaan tai
uuteen tarkoitukseen.
Kierrätys:
Jäte kerätään talteen ja kierrätetään raaka-aineeksi uusien tuotteiden
valmistukseen.
Kaatopaikkasijoitus:
Jäte, jota edellä mainituilla tavoilla ei voida hyödyntää, sijoitetaan
kaatopaikalle.
10.6.1 Lujitemuoviteollisuuden
jätteet
Lujitemuovijätteitä ovat tuotannossa syntyneet
tuotantojätteet ja käytöstä eri syistä poistetut tuotteet eli tuotejätteet.
Suomessa on karkeasti arvioitu syntyvän vuodessa noin 4 000 tonnia
lujitemuovijätettä, josta puolet on käytöstä poistettuja tuotteita, pääasiassa
veneitä ja kuljetusvälineiden osia ja loput tuotantojätettä. Käytöstä poistetut
lujitemuovituotteet muodostavat hyvin sekalaisen ryhmän jätettä, jonka kulkua,
kokonaismäärää ja laatua on hyvin vaikeaa selvittää koko yhteiskunnan
jätemäärästä. Lujitemuovituotteilla on tyypillisesti hyvin pitkä käyttöikä,
niiden materiaalikoostumus vaihtelee hyvin paljon ja ne koostuvat usein monesta
eri tavoin yhdistetystä komponentista. Lujitemuovin määrä on selvästi pienempi
verrattuna esimerkiksi kuitulujittamattomiin valtamuoveihin, lasiin, paperiin
ja metalleihin. Tästä syystä kuitulujitettujen muovituotteiden keräys,
lajittelu ja käsittely on hankalaa ja kallista.
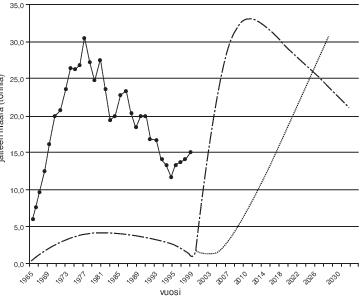
Kuvassa 10.7 on esitetty arvio Ruotsissa syntyvästä
lujitemuovijätteestä perustuen lujitemuovituotannon volyymiin vuosina
1965…1995. Tehdyn selvityksen mukaan arvioitiin, että Ruotsissa valmistettiin
tuona ajanjaksona 700 000 tonnia lujitemuovituotteita. Lisäksi oletettiin
lujitemuovituotteiden keskimääräiseksi eliniäksi 30 vuotta. Tämän perusteella
jätteen määrän tulisi tänä päivänä olla 10 000…20 000 tonnia. Tällaista
lujitemuovijätemäärää ei kuitenkaan ole vielä havaittu, minkä oletetaan
johtuvan siitä, että lujitemuovituotteilla on oletettua pitempi elinikä ja että
lujitemuovijätteen määrää ei luotettavasti ole kyetty toteamaan kokonaisjätteen
seasta.
Kuva 10.7Arvio Ruotsissa syntyvästä lujitemuovituotejätteestä.
Tuotantojätteen tai hävikin hyödyntämistä hankaloittaa
niiden hyvin sekalainen koostumus. Tuotantohävikki käsittää mm. likaantuneen
ja/tai kovettuneen muovin, vanhentuneen, käyttökelvottoman muovin ja
lujite/muovi-yhdistelmät, leikkaus-, koneistus- ja työstöjätteen, hionta- ja
sahauspölyn, likaantuneet pakkaukset ja työvälineet, alipainemenetelmissä
käytetyt tarvikkeet sekä hylkytuotteet. Tuotantojätteen hyödyntäminen
edellyttää sen lajittelua jo syntyvaiheessa.
Muoviteollisuus ry:n aloitteesta Suomen
lujitemuoviteollisuuden tuotantojätemäärät selvitettiin v. 2001 Tampereen
teknillisen yliopiston kyselytutkimuksessa. Tarkoitus oli selvittää
lujitemuoviyritysten raaka-ainevirrat ja niistä syntyvät jätemäärät sekä
tutkimuksen pohjalta tehdä johtopäätökset nykyisten tuotantomenetelmien ja
materiaalikäytön tehokkuudesta. Tuotantojätemäärän ja -laadun selvittämistä
hankaloitti lujitemuoviyritysten tuotevalikoiman monipuolisuus ja käytettyjen
tuotantomenetelmien monimuotoisuus. Ongelmana oli myös yritysten koko.
Tuotantojäte oli siten sekä koostumukseltaan että määrältään hyvin erilaista
eri yrityksissä. Tämä vaikeuttaa merkittävästi syntyvän jätteen laajempaa
hyödyntämistä. Karkeasti arvioiden jätteen määrän vaihtelualue yritysten välillä
olisi 0,1…50 t/a.
Tuotantojäte jakautui myös laadultaan eri tavoin eri
yrityksissä. Pienissä yrityksissä suurin jätteen määrä koostui sekalaisesta,
vaikeasti mitattavasta ja yksilöitävästä jätteestä kuten hartsiroiskeista,
hionta- ja leikkauspölystä sekä työvälineisiin ja astioihin jääneestä
raaka-aineesta. Reunojen leikkausjäte muodosti toisen merkittävän jätetyypin.
Keskimääräinen hävikki pienissä yrityksissä oli 6 %. Suurissa yrityksissä
muovijäte oli merkittävin jätetyyppi ja vasta sen jälkeen edellä mainitut
vaikeasti mitattavat jätteet. Suurissa yrityksissä keskimääräinen hävikki oli
19 %. Selvityksessä verrattiin käytettyjen raaka-aineiden massaa
valmistuneisiin tuotteisiin. Veneenvalmistajat arvioivat hävikiksi n. 5 %
käytetystä raaka-ainemäärästä. Arvion mukaan Suomessa syntyisi siten n. 2 000
tonnia tuotantojätettä, joka hinnaltaan vastaisi n. 10 milj. euron hävikkiä.
Suomen lujitemuoviteollisuuden 130 milj. euron vuosittaisesta liikevaihdosta
jätteen rahallinen osuus olisi tämän perusteella 7,5 %.
10.6.2 Kierrätysmenetelmät
Kierrätys on jätteen hyödyntämistä energiana, raaka-aineena
tai materiaalina. Kierrätysmenetelmien yleinen jako on esitetty taulukossa 10.5.
Taulukko
10.5
Kierrätysmenetelmien
yleinen jako.
Menetelmän tyyppi
Primaarinen menetelmä
Jätteen uusiokäyttö
sellaisenaan tai raaka-aineena ilman arvonmenetystä,
Sekundaarinen
menetelmä
Jätteen kierrätys
tuotteissa, joiden arvo on alempi verrattuna alkuperäiseen tuotteeseen
Tertiaarinen
menetelmä
Jätteen kierrätys
hajottamalla materiaali kemiallisesti lähtöaineeksi, jota voidaan käyttää
uuden tuotteen raaka-aineena
Kvarternaarinen
menetelmä
Jätteen polttaminen
ja lämpöenergian talteenotto
Kierrätysmenetelmät voidaan jakaa myös mekaaniseen ja
kemialliseen kierrätykseen sekä polttamiseen. Mekaaninen kierrätys hyödyntää
jätteen materiaalina. Käsittely voidaan toistaa, jos materiaalin ominaisuudet
eivät oleellisesti huonone. Mekaaninen kierrätys voi olla joko primaarista tai
sekundaarista käyttökohteesta riippuen. Kestomuovien kierrätys on tästä
esimerkki. Kestomuovit voidaan jauhaa granulaateiksi ja prosessoida
uusiotuotteiksi. Kemiallista kierrätystä ovat erilaiset kemialliset käsittelyt
kuten hydrolyysi, pyrolyysi, kaasutus tai hydraus, joilla materiaali hajotetaan
uusioraaka-aineeksi. Tyydyttymättömät polyesterit voitaisiin periaatteessa
hajottaa hydrolyysillä glykoliksi ja styreeniksi, mutta prosessi on kalleutensa
vuoksi käytännössä kannattamaton. Lujitemuovien kemiallinen kierrätys
edellyttää hyvin suuria materiaalimääriä ja kalliita laiteinvestointeja. Poltto
on erittäin merkittävä jätteiden käsittelymenetelmä, jolla Euroopassa
käsitellään suuria määriä yhdyskuntajätettä.
Mekaaninen kierrätys
Mekaanista kierrätystä on eniten tutkittu
lujitemuovijätteiden hyödyntämiseksi. Mekaaninen kierrätys tapahtuu
murskaamalla ja jauhamalla. Murskauksessa kappale pienennetään sopivaan kokoon,
jonka jälkeen se jauhetaan kuitupitoiseksi tai pulverimaiseksi tuotteeksi.
Tuotteesta voidaan erottaa eri sovellutuksia varten erilaisia fraktioita esim.
kuitupituuden tai partikkelikoon mukaan.
ERCOM Composites Recycling Saksassa on
esimerkki yrityksestä, jonka toiminta perustui autoista kerättävän SMC ja BMC
jätteen murskaamiseen ja jauhamiseen kierrätystä varten. ERCOM:in perustivat v.
1992 SMC-massan valmistajat ja raaka-ainetoimittajat eurooppalaisten
autonvalmistajien vaatimuksesta. Yrityksen ideana oli kehittää tehokas,
logistinen jätteiden keruu- ja käsittelyjärjestelmä, jossa kerätty jäte
murskattiin ja jauhettiin keskitetysti. Jäte haettiin autotehtailta ja
–korjaamoilta erityisillä murskainautoilla, joissa jäte välittömästi
murskattiin tilavuudeltaan noin neljäsosaan. Syntynyt murske kuljetettiin
prosessointilaitokseen, jossa se jauhettiin pienempipartikkeliseksi muovin ja
kuidun seokseksi, joka lopuksi kuivattiin. Tämä jauhettiin vielä kertaalleen,
jonka jälkeen saadut pöly- ja kuitufraktiot lajiteltiin kolmeen eri
kokoluokkaan. Näin saatu kierräte toimitettiin takaisin SMC- ja BMC-massoja
valmistaville yrityksille uudelleen käytettäväksi.
SMC- ja BMC-massojen valmistuksessa on
mahdollista käyttää kierrätettä 10…20 p% ominaisuuksien heikkenemättä.
Kierrätettä sisältävistä massoista valmistettavat tuotteet painavat 5…15 %
vähemmän kuin vastaavat neitseellisestä massasta valmistetut tuotteet. Tämä
johtuu pienemmästä kuitupitoisuudesta. ERCOM:in käsittelykapasiteetti on ollut
6 000 t/a, mutta laitos on toiminut vajaateholla koko toimintansa ajan.
Käyttöaste on ollut vain n. 20 %. Tänä päivänä toiminta on käytännössä loppunut
alkuperäisten rahoittajien vetäydyttyä yhtiöstä.
Ruotsissa SICOMP aloitti 1990-luvun
alkupuolella tutkimusprojektin lujitemuovijätteen kierrättämiseksi mekaanisin
menetelmin. Projekti tehtiin yhteistyössä raaka-ainetoimittajien ja
venevalmistajien kanssa. Tuloksena oli moottorivene, jonka valmistuksessa
käytettiin 20 p% jauhettua lujitemuovijätettä. Jäte oli pääosin ERCOM:sta
saatua kierrätettä. Vene valmistettiin ruiskulaminoimalla hartsi/kierräte-seosta
yhdessä neitseellisen lasikuidun kanssa. Teknisesti valmistus onnistui erittäin
hyvin ja vene täytti myös muut sille asetetut vaatimukset. Näitä
”kierrätysveneitä” valmistettiin 15 kpl, mutta varsinaiseen sarjatuotantoon
sitä ei otettu kierrätteen silloisesta korkeasta hinnasta ja tuotannon
edellyttämästä erikoisruiskusta johtuen.
Mekaaninen kierrätys sopii parhaiten täysin kovettuneille
lujitemuoveille, kuten SMC- ja BMC-massoista valmistetuille kappaleille.
Tuotantojäte, jossa matriisimuovina on polyesteri tai vinyyliesteri, ei
tavallisesti ole täysin kovettunutta ja se on jälkikovetettava korotetussa
lämpötilassa ennen mekaanista käsittelyä. Jollei jälkikovetusta suoriteta,
reagoimaton styreeni voi haihtua jauhamisen aikana. Tästä on seurauksena
työhygieenisiä ongelmia ja mahdollisesti jopa tulipaloja.
Lujitemuovijätteen polttaminen
Lujitemuovijätteen polttamista muun yhdyskuntajätteen
kanssa on myös tutkittu. Ongelmana polttamisessa on palamaton lujite, jonka
pitoisuus voi vaihdella 30…80 p%:n välillä. Tämä aine siirtyy tuhkaan ja
pitää hävittää muun tuhkamateriaalin kanssa. Toisaalta lujitemuovissa voi olla
hiilikuitua, jonka lämpöarvo on erittäin korkea tai luonnonkuituja, jotka
palavat niin ikään hyvin polttokattiloissa. Lujitemuovien lämpöarvoja eri lujitepitoisuuksilla
on esitetty kuvassa 10.8.
Kuva 10.8Lujitemuovien lämpöarvoja.
Syksyllä 2001 tehtiin Ruotsissa Köpingin
jätteenpolttolaitoksessa koe, jossa 70 MW arinapolttolaitoksessa poltettiin 13
tonnia lujitemuovisekajätettä, joka sisälsi mm. epoksi/hiilikuitujätettä, kaksi
moottorivenettä, kerroslevyjä ja SMC-massasta valmistettuja kappaleita.
Poltettavassa seoksessa oli 10 % lujitemuovijätettä ja loppu yhdyskuntajätettä.
Poltto suoritettiin kahden vuorokauden aikana. Koe osoitti, että
lujitemuovijätteitä voidaan polttaa kohtuullisen hyvin polttolaitoksissa, mutta
onnistunut poltto edellyttää jätteen esikäsittelyä. Hiilikuidut aiheuttavat
korkeita hiukkaspitoisuuksia savukaasuissa. Käsittely jätteenpolttolaitoksessa
edellyttääkin, että jätteen koostumus ja lämpöarvo tunnetaan eikä jäte sisällä
savukaasuihin muodostuvia sähköä johtavia tai
ympäristömyrkkyjä sisältäviä ainesosia.
Energian ja materiaalin
talteenotto
Suhteellisen uusi jätteiden käsittelytapa on jätteen
energiasisällön talteenotto yhdistettynä materiaalin talteenottoon.
Lujitemuovijätteille tämä tarkoittaa matriisimuovin energiasisällön
talteenottoa polttamalla, minkä jälkeen lujite ja täyteaineet hyödynnetään
uuden tuotteen valmistuksessa. Lujitemuovijätteen poltto sementin
valmistuksessa on eräs esimerkki tästä. Muovi käytetään sementinvalmistuksen
polttoaineena ja jäljelle jäävä lujite ja mahdolliset palamattomat täyteaineet
hyödynnetään sementin komponentteina. Ongelmana tässä esimerkkitapauksessa on
se, että sementinvalmistuksessa volyymit ovat suuret. Kaupallinen hyödyntäminen
edellyttää näin ollen tasalaatuisen lujitemuovijätteen riittävää saatavuutta.
Lujitemuovijätteiden hallittua polttoa sekä kuitujen ja
täyteaineiden talteenottoa on tutkittu seikkaperäisesti Nottinghamin
yliopistossa Englannissa. Lujitemuovijäte poltettiin leijupetikattilassa, minkä
jälkeen kuidut ja täyteaineet erotettiin saavukaasuista syklonin avulla.
Polttamalla valvotusti jätettä 450 °C:n lämpötilassa saatiin talteen
lasikuitua, jonka vetolujuus oli puolet neitseellisen kuidun lujuudesta. Tällä
lasikuidulla korvattiin osa neitseellisestä lasikuidusta BMC-massassa, josta
valmistetaan ajoneuvojen valojen sisäkupuja. Kokeen tuloksena oli, että
menetelmällä saadulla kierrätyslasikuidulla voidaan korvata 50 %
neitseellisestä lasikuidusta. Poltossa tuhoutuvat lasikuidun
pintakäsittelyaineet, mikä rajoittaa tällaisen kierrätyskuidun käyttöä.
Leijupetitekniikka soveltuu myös hiilikuitukomposiittien ja
–prepegien polttoon. Poltto 450…550 °C:n lämpötilassa tuottaa
hiilikuitua, jonka mekaaniset ominaisuudet vastaavat neitseellinen kuidun
ominaisuuksia. Keskimääräinen kuitupituus on polton jälkeen 5…10 mm. Käytetty
menetelmä on taloudellisesti kannattava, kun hiilikuidulla lujitettua
muovijätettä on saatavilla 200 t/a. Lasikuiduilla lujitettua muovijätettä
tarvitaan vastaavasti 10 000 t/a. Menetelmällä saatua kierrätyshiilikuitua voidaan
käyttää mm. pintamattojen ja suodatinkankaiden valmistukseen.
10.6.3 Lujitemuovien
kierrätyksen tulevaisuus
Vaikka lujitemuovien kierrätystä on selvitetty ja tutkittu
hyvin paljon, kaupalliset käytännön sovellutukset puuttuvat edelleen.
Lujitemuovijätteestä ei toistaiseksi ole voitu luoda kestomuovijätteen
tapaista, markkina-arvon omaavaa kierrätysraaka-ainetta. Tuotantojäte omaa
suurimman mahdollisuuden hyödyntämisen kannalta. Tuotantojätettä syntyy
paikallisesti suuriakin määriä ja se on lajiteltavissa ja käsiteltävissä
välittömästi uusiokäyttöä varten.
Kierrätystä ohjaavat mm. viranomaismääräykset, lait ja
asetukset, jätemaksut sekä yhteiskunnan asettamat vaatimukset koskien kestävää
kehitystä. Lujitemuoviyrityksissä ehkä tärkein toimenpide on jätteiden
syntymisen ehkäisy ja minimointi huolellisella tuotesuunnittelulla ja
valmistusmenetelmien valinnalla. Jätteen mekaaninen kierrätys omassa
tuotannossa on seuraava toimenpide. Raaka-ainehävikkiä vähentämällä säästetään
sekä raaka-ainekustannuksissa että jätteiden käsittelymaksuissa.
Kirjallisuutta
Kappale
10.4
SFS-EN
ISO 9000 Laadunhallintajärjestelmät. Perusteet ja sanasto, Suomen
standardisoimisliitto SFS, 2001-03-12
SFS-EN
ISO 9001 Laadunhallintajärjestelmät. Vaatimukset, Suomen standardisoimisliitto
SFS, 2001-03-12
SFS-EN
ISO 9004 Laadunhallintajärjestelmät. Suuntaviivat suorituskyvyn parantamiselle,
Suomen standardisoimisliitto SFS, 2001-03-12
Kappale
10.5
Siiki
P., Työturvallisuuslainsäädäntö, työnantajan ja työntekijän velvollisuudet ja
oikeudet. Edita Publishing Oy, Helsinki 2002. ISBN 951-37-3824-8.
Työpaikan
kemikaalilainsäädäntö. Edita Publishing Oy, Helsinki 2002. ISBN 951-37-3634-2.
Työterveyshuolto.
Edita Publishing Oy, Helsinki 2002. ISBN 951-37-3636-9.
Työsuojelun
toimintaohjelma – opas työpaikoille. Reijo Kanerva ja Oy Edita Ab, Helsinki
1997. ISBN 951-37-2214-7.
HTP-arvot
2002. Sosiaali- ja terveysministeriö: Työsuojelusäännöksiä 3, Kirjapaino
Öhrling, Tampere 2002. ISBN 952-00-1107-2.
Säämänen A., Methods to control styrene exposure in
the reinforced plastics industry. VTT:n
julkaisuja 354, Espoo 1998.
Husgafvel-Pursiainen
K., Tietoisku: Työperäisen puupölyaltistumisen terveyshaitat. Puupölyohjelma,
Työterveyslaitos, Helsinki huhtikuu 2003.
Tutkimus-
ja toimintaohjelma; Puupöly, altistuminen ja terveyshaitat 2002 – 2006.
Työterveyslaitos, Työhygienian ja toksikologian osasto.
Peters S.T., Handbook of Composites, Second Edition,
ss. 823…837. Chapman & Hall, GB 1998. ISBN 0 412 54020
7.
General Health & Safety Advice for SP Systems
Epoxy Resins & Hardeners. SP Systems Ltd, UK 2002.
Hamerton
I., Recent Developments in Epoxy Resins. Rapra Review Reports Volume 8, Number
7, Rapra Technology Ltd, UK 1996. ISBN 1-85957-083-6.
Kappale 10.6
1. Lujitemuoviyrityksen
hävikkiopas, Muoviteollisuus ry, Helsinki 2001.
Muovikomposiittien käyttö rakenteellisissa sovelluksissa