4.1.1 Lyhyet kuidut
Epäjatkuvat kuidut (discontinuous fibres) ovat lyhyitä kuituja (short fibres), joiden osuuden kaikista lujitteiden käyttömuodoista arvioidaan olevan yli 60 %. Lyhyillä kuiduilla lujittamista käytetään erityisesti BMC‑, SMC‑ ja TMC‑massoissa, RRIM‑menetelmässä, ruiskupuristuksessa ja kuumapuristettavissa, levymäisissä kestomuovipuolivalmisteissa. Lyhyillä kuiduilla voidaan lujittaa myös liimaukseen käytettäviä kertamuoveja.
Lyhyiden kuitujen käyttöön liittyy eräitä ongelmia. Kuituja on usein vaikea saada tasaisesti sekoitetuksi muoviin ilman, että ne rikkoutuvat ja murskautuvat käsittelyssä. Mikäli kuidut ovat liian lyhyitä, niiden lujuutta ei myöskään voida täysin hyödyntää. Lisäksi kuitujen suuntautumista lopullisessa tuotteessa on vaikea ohjata ja hallita. Näillä seikoilla on huomattava vaikutus saavutettaviin lujuusominaisuuksiin. Parhaimmassakin tapauksessa, kun kuidut ovat ihanteellisesti suuntautuneet ja matriisimuovin ja kuidun välinen tartunta on erinomainen sekä kuitujen pituus riittävä kantamaan matriisimuovin siirtämät kuormat, jää vetolujuus n. 50 % ja kimmomoduli n. 10 % pienemmäksi jatkuvilla kuiduilla saavutettaviin arvoihin verrattuna.
Muovien lujittamiseen käytetään pääasiassa katkokuituja (hakkeita) tai jauhettuja kuituja, jotka ovat joko lasi‑, hiili‑ tai aramidikuitua. Myös kestomuovipohjaisia katkokuituja valmistetaan. Ne on tarkoitettu lähinnä ruiskupuristettavien tuotteiden lujittamiseen. Hake (Chopped Strand, Chopped Fibre, Cut Fibre) on määrämittaan katkottua jatkuvaa kuitua. Periaatteessa kuitu voidaan katkoa mihin mittaan tahansa. Käytännössä kuituvalmistajien tuotevalikoima on yleensä rajoittunut muutamaan kuitupituuteen, jotka ovat määräytyneet joko käytännön ja kokemuksen kautta tai erilaisten valmistusteknillisten syiden perusteella. Hakkeiden pituudet ovat tavallisimmin 1…100 mm. Alle yhden millimetrin mittaan katkotut kuidut ovat harvinaisia ja hinnaltaan kalliita. Erikoislaitteilla on mahdollisuus päästä hyvinkin pieneen kuitumittaan. Markkinoilla olevan lyhyimmän tarkkuuskatkotun hiilikuituhakkeen kuitupituus on 0,05 mm. Hakkeita sekoitetaan suoraan sekä kerta‑ että kestomuoveihin ja niistä valmistetaan katkokuitumattoja, kuitukankaita sekä pintahuopia ja vastaavia huopa‑ tai paperimaisia tuotteita. Kuitujen pinnoiteaine (kuten myös kuitupituus) määräytyy käyttötarkoituksen mukaan.
Jauhettu kuitu (Milled Fibre) on nimensä mukaisesti kuidusta jauhamalla tehtyä lujitetta. Kuitujen keskipituus on 200…300 μm, mutta kuitupituuden jakautuma on hyvin laaja. Esimerkiksi jauhetussa hiilikuidussa, jossa kuitujen keskipituus on 300 μm, on tyypillisesti yli 15 % kuiduista alle 80 μm ja runsas 10 % yli 600 μm pitkiä. Kuiduista 60 % on lyhyempiä kuin 226 μm. Jauhettuja kuituja käytetään lujitteena lähinnä erikoiskohteissa kuten esim. liimoissa ja tiiviste‑ sekä täytemassoissa.
Luonnostaan epäjatkuvia eli lyhyitä kuituja ovat lähinnä whiskersit ja mikrokuidut sekä mineraali‑ ja luonnonkuidut. Whiskersit eli erilliskidekuidut ovat yksittäiskiteen muodostamia pieniä kuitukiteitä. Niiden haittana on rajoitettu saatavuus, korkea hinta sekä lähinnä sekoitukseen liittyvät ongelmat. Mikrokuidut ovat tavallisesti monikiteisiä kuitukimppuja, jotka on valmistettu saostamalla ylikyllästetystä liuoksesta. Ne sisältävät usein kidevirheitä ja huokosia, jotka alentavat huomattavasti kuitujen lujuusominaisuuksia. Kuitujen hauraus edellyttää huolellisuutta sekoituksessa ja muissa työvaiheissa. Mikrokuitujen suurimpana etuna on niiden halpuus. Mineraalikuiduista yleisimmät ovat wollastoniitti (kalsiumsilikaatti) ja asbestimineraalit, joiden partikkelimuoto on kuitumainen. Lujittavasta vaikutuksestaan huolimatta näiden ensisijainen käyttö on muovien täyteaineena. Lujittavia luonnonkuituja ovat puu-, eläin- ja kasvikuidut (ks. 3.4.8.).
4.1.2 Jatkuvat kuidut
Jatkuvia kuituja käytetään lujittamiseen pääasiassa joko kuitukimppuina tai lankoina, jotka on valmistettu useasta ohuesta, jatkuvasta kuidusta eli filamentista. Langan tai kuitukimpun filamenttiluku eli kuitujen määrä vaihtelee muutamasta kymmenestä useisiin tuhansiin. Jatkuvia yksittäiskuituja eli monofilamentteja käytetään muovien lujittamiseen vain rajoitetusti. Lujitekuiduista monofilamenttilankoina valmistetaan mm. boori‑ ja piikarbidikuidut. Ei‑jatkuvafilamenttisten, ts. katkotuista kuiduista tai tapulikuiduista kehrättyjen lankojen käyttö muovien lujittamiseen on vähäistä.
Kuitukimput ja langat ovat tavallisesti kierteettömiä tai lieväkierteisiä. Poikkeuksena ovat jatkuvasta lasikuidusta tai tapulikuidusta kiertämällä ja kertaamalla valmistetut langat, joita käytetään mm. lujitekudoksien valmistukseen. Kertaamalla voidaan myös yhdistää eri lujitekuituja tai esim. lujitekuitua ja lanka‑ tai nauhamuodossa olevaa kestomuovia, jolloin saadaan lujitteen ja matriisimuovin sisältämä puolivalmiste. Lankoja voidaan myös eri menetelmin kihartaa, puhaltaa tai pöyhentää. Pyrkimyksenä on aikaansaada lujittava vaikutus myös poikittaisessa suunnassa ja parantaa kuitujen kykyä täyttää muotti erityisesti suulakevedossa.
Tuotteiden merkintä
Jatkuvan kuidun paksuus eli halkaisija ilmoitetaan tavallisesti mikroneissa. Yhdysvalloissa lasikuidun paksuus ilmoitetaan myös kirjainkoodilla. Taulukosta 4.1 ilmenee lasikuidun halkaisijan kirjainkoodin ja kuituhalkaisijan välinen riippuvuus.
Taulukko 4.1 Lasikuidun halkaisijan kirjainkoodin ja kuituhalkaisijan välinen riippuvuus.

Euroopassa kuidun, kuitukimpun tai langan numero ilmoitetaan ISO‑normin mukaisesti lankanumerolla eli tex‑luvulla. Tex‑luku ilmoittaa montako grammaa yksi kilometri kuitua tai lankaa painaa (tex = g/km). Käytännössä tämä merkitsee sitä, että langan paksuuden kasvaessa myös sen tex‑luku eli langan numero suurenee. Yhdysvalloissa on edelleen käytössä käänteinen merkintätapa, joka on johtanut moneen sekaannukseen. Yhdysvalloissa langan numero ilmoitetaan yardage‑luvulla, joka ilmoittaa montako sadan jaardin kuitu‑ tai lankapituutta on yhdessä naulassa (yardage = yd/100 lb). Langan paksuuden kasvaessa yardage‑luku pienenee. Näiden merkintätapojen keskinäinen vastaavuus on seuraava:

(4.1)
Kuidun tex‑luku, kuidun halkaisija ja kuitujen lukumäärä riippuvat toisistaan, sillä

(4.2)
missä a = π/4 x ρ x 10-3
d = kuidun paksuus, μm
N = kuitujen lukumäärä
tex = tex‑luku, g/km
ρ = lasin tiheys, g/cm3
E‑lasikuidun tiheys on yleensä 2,54 g/cm3, josta saadaan tämän lujitteen vakiolle a arvoksi 0,0020. Kaavan (4.2) mukainen riippuvuus tällä vakion arvolla on esitetty kuvassa 4.1. Kuvan avulla voidaan arvioida esimerkiksi lasikuitukimpun kuitujen lukumäärä, kun kuitupaksuus ja tex‑luku tunnetaan.

Kuva 4.1 Lasikuidun kuitukimpun kuitujen lukumäärän, kuitupaksuuden ja kuitukimpun tex‑luvun välinen riippuvuus.
Euroopassa lasilangat merkitään ISO‑normin 2078 mukaisesti. Merkintä muodostuu sarjasta kirjaimia ja numeroita, jotka määrittävät langan tyypin, numeron ja rakenteen. Esimerkiksi merkintä EC 9 34 Z 40 x2 S 150 tarkoittaa kerrattua lankaa, missä:
E = lasikuidun tyyppi; E‑lasi
C = jatkuva kuitu (D = katkokuitu)
9 = kuidun paksuus μm
34 = peruslangan tex‑luku
Z = peruslangan kierteen suunta; Z = oikeakätinen kierre (kts. kuva 4.2)
40 = peruslangan kierteen määrä metrille
x2 = yhteen kerrattujen peruslankojen luku; x2 = 2 lankaa kerrattu yhteen
S = kerratun langan kierteen suunta; S = vasenkätinen kierre (kts. kuva 4.2)
150 = langan lopullinen kierteen määrä metrille.
Merkinnän loppuun kukin lankavalmistaja lisää tavallisesti oman koodinsa, joka voi ilmaista mm. tartunta‑aineen, pakkausmuodon ja valmistuserän.

Kuva 4.2 Langan S‑ ja Z‑kierteiden kaaviokuva.
Lasikuitulanka ja ‑roving
Roving on jatkuvista lasikuiduista muodostettu kierteetön kuitukimppu, jonka lankanumero on vähintään 300 tex. Rovinglujitteita ovat kelattu roving ja suorakelattu roving eli prosessiroving.
Kelattu roving valmistetaan kelaamalla tietty lukumäärä vetosalikakkuja ilman kierrettä valmiiksi roving‑puolaksi. Yleisimmät lankanumerot ovat 2400 ja 4800 tex. Kelattua rovingia käytetään Suomessa eniten kuituruiskutuksessa. Tähän tarkoitukseen valmistettu ruiskuroving valmistetaan 40…60 tex:n kutukimpusta kolmena perustyyppinä. Perustyyppien ero on tartunta‑aineissa, jotka ovat joko kromi‑, kromisilaani‑ tai silaani. Muualla Euroopassa kelattua rovingia käytetään eniten SMC‑massassa. SMC‑roving valmistetaan 80 tex:n kuitukimpusta. Tartunta- aine on silaani. Kolmas merkittävä kelatun rovingin käyttökohde Euroopassa on läpikuultavat aaltolevyt, jotka valmistetaan valssauksella. Tähän tarkoitettu lasikuituroving valmistetaan yleisesti 20 tex:n kuitukimpusta. Tartunta‑aineena käytetään silaania.
Suorakelattu roving valmistetaan lopulliseen muotoonsa kuidunvedon yhteydessä. Sitä käytetään kudonnassa, kelauksessa ja suulakevedossa. Yleisimmät lankanumerot Euroopassa ovat 1200, 2400 ja 4800 tex. Kudontaa varten suorakelattua lasikuiturovingia valmistetaan myös lankanumeroissa 320, 480, 600, 740, 900, 1200 ja 1600 tex. Yksittäisen lasikuidun paksuus on 13…24 μm käytetystä suuttimesta riippuen. Yleisin kuitupaksuus on noin 17 μm. Tartunta‑aineena käytetään aina silaania.
Edellä mainitut lasikuiturovingit toimitetaan sisäpuolelta purettavilla puolilla. Tiettyjä erikoiskäyttöjä varten kelataan rovingia myös hylsyille, joista kuidun veto tapahtuu ulkopuolisena purkuna. Esimerkiksi yhdistetyssä suulakeveto‑kelausprosessissa on poikittaiskelaukseen tarkoitettu roving pakattu tällaisille hylsyille.
Lasilangat valmistetaan joko tavallisesta jatkuvasta lasikuidusta tai tapulikuidusta kiertämällä ja kertaamalla lankaa haluttujen ominaisuuksien saavuttamiseksi. Langan kierteellä on suuri merkitys tuotteen tasaisuuden ja hyvän prosessoitavuuden kannalta. Lasilankoja ei sellaisenaan käytetä muovien lujittamiseen. Sen sijaan ne jatkojalostetaan erilaisiksi kudoksiksi, neuleiksi ja punoksiksi, jotka erinomaisesti soveltuvat muovien lujitteiksi. Koska suurin osa valmistetuista lasilangoista on jatkojalostusta varten käsitelty tärkkelyspohjaisella pinnoiteaineella, on tämä orgaaninen pinnoiteaine poltettava matalassa lämpötilassa pois ja valmis tuote käsiteltävä joko silaanilla tai jollain muulla matriisimuoviin soveltuvalla tartunta‑aineella. Sen sijaan suoraviimeistellystä (direct sizing) lasilangasta jatkojalostettuja lujitteita ei tarvitse lämpökäsitellä eikä viimeistellä, koska lasilanka on jo valmistuksen yhteydessä viimeistelty matriisimuovin kanssa yhteensopivalla tartunta‑aineella. Lasilankaa valmistetaan lankanumeroissa 3…300 tex ja kuitupaksuuksissa 3,5…14 μm.
Hiilikuitutouvit
Yksittäisistä hiilikuiduista koottua kuitukimppua kutsutaan hiilikuitutouviksi. Hiilikuitutouvit ovat yleensä kierteettömiä tai hyvin lieväkierteisiä (5…20 tpm). Yleisimmät touvien filamenttiluvut ovat 1 000, 3 000, 6 000, 12 000, 24 000 ja 48 000 filamenttia. Myös 50 000, 160 000 ja 320 000 filamentin touveja on markkinoilla. Nämä ovat yleensä tekstiili PAN-kuitupohjaisia. Touvit merkitään yleisesti ilmaisemalla tuhannen kuidun yksikkö kirjaimella K (esim. 6K, 12K, 24K, 48K, 160K). Tämän lisäksi merkinnästä ilmenee tavallisesti hiilikuidun tyyppi, kuidun pintakäsittely tai käsittelemättömyys, pinnoiteaineen tyyppi ja määrä sekä pakkausmuoto. Edellämainittujen tietojen lisäksi kuidusta ilmoitetaan yleensä myös sen tiheys (g/cm3), yksittäisen filamentin paksuus (μm) ja touvin paino (mg/m). Yhteisesti sovittua merkintätapaa ei toistaiseksi ole hiilikuiduille käytössä eikä esim. tex‑luvun tai jonkun muun lankanumerointijärjestelmän käyttö ole hiilikuitujen yhteydessä yleistynyt.
Hiilikuitutouveja käytetään muovien lujittamiseen sellaisenaan (esim. kelauksessa ja suulakevedossa) tai jatkojalostetussa muodossa kudoksina, punoksina tai erilaisina yhdensuuntaistuotteina.
Aramidi‑ ja polyeteenikuitulangat
Muovien lujittamiseen tarkoitetut aramidi‑ ja polyeteenikuidut valmistetaan yleensä kierteettöminä ja kertaamattomina, jatkuvakuituisina multifilamenttilankoina, jotka sellaisenaan soveltuvat käytettäväksi esim. kelauksessa ja suulakevedossa. Molemmat kuidut ovat tekstiilikuitujen kaltaisia ja niitä voidaan helposti jatkojalostaa tekstiiliteknologisin menetelmin muiksi halutuiksi lujitemuodoiksi. Lankojen numero ilmoitetaan tex‑luvulla, mutta myös denier‑luku on edelleen käytössä. Denier‑luku ilmoittaa montako grammaa 9000 metriä lankaa painaa (denier = g/9000 m).
Muovien lujittamiseen tarkoitettuja aramidikuitulankoja valmistetaan lankanumeroissa 20…805 tex ja polyeteenilankoja lankanumeroissa 44…176 tex.
4.1.3 Matot ja pintahuovat
Matto on katkokuiduista, jatkuvista kuiduista tai molemmista valmistettu tuote, joka on sidottu joko kemiallisesti, mekaanisesti tai lämmöllä sulattamalla. Mekaanisia sidontatapoja ovat lähinnä neulaaminen (needling, felting), joka voi tapahtua joko neuloilla tai vedellä tai tikkaus (stitch bonding). Pintahuovat ja muut vastaavat tuotteet valmistetaan tavallisesti katkokuiduista. Mattojen pinta‑alamassat eli neliöpainot ovat yleensä yli 100 g/m2 ja pintahuopien alle 100 g/m2. Tyypillistä näille lujitteille on, että kuidut ovat satunnaisesti suuntautuneet tai kuitujen suuntaus on suhteellisen vähäistä. Näiden tuotteiden valmistukseen käytetään sekä märkä‑ että kuivamenetelmiä. Mattoja käytetään pääsääntöisesti lujitteena, huopia laminaatin pintaominaisuuksien ja pinnan laadun parantamiseen tai muuttamiseen.
Pintahuovat
Pintahuovat valmistetaan usein asiakkaan tarpeiden mukaan kehitettyinä tuotteina. Kuitu‑ ja sideainevalikoima on erittäin laaja. Samassa tuotteessa voidaan myös yhdistellä eri kuituja ja jopa täyteaineita keskenään. Kuitupituudet voivat vaihdella laajalla alueella ja jatkuvia kuituja sekä katkokuituja voidaan sekoittaa keskenään. Kuituina käytetään mm. lasi‑, hiili‑ ja aramidikuituja, keraamisia kuituja, metalli‑ ja mineraalikuituja, selluloosa‑, viskoosi‑ ja polyesterikuituja sekä PVAL‑, PP‑, PE‑, PA‑, PEEK‑ ja PBI‑kuituja. Myös värillisiä pintahuopia on valmistuksessa. Sideaineina ovat mm. epoksit, polyesterit, akryylit, fenolit ja polyvinyylialkoholit sekä erilaiset tärkkelyspohjaiset ja epäorgaanisiin aineisiin perustuvat sidosaineet. Eniten käytetään 10…50 g/m2 painoisia pintahuopia.
Matot
Lasikuidun tärkein ja merkittävin lujitemuoto on katkokuitumatto. Lujitteina käytettävät lasikuitumatot ovat yleensä pulveri‑ tai emulsiosidottuja katkokuitumattoja (Chopped Strand Mat, CSM). Lasikuitumaton tavallisimmat painot ovat 300…750 g/m2, mutta myös näitä kevyempiä sekä raskaampia mattoja valmistetaan. Tyypillinen katkokuidun pituus on 50 mm. Mattoja valmistetaan myös muissa kuitupituuksissa. Lyhyimmät maton valmistukseen käytettävät lasikuidut ovat vain 3,2 mm (1/8”) pituisia. Erikoistarkoituksiin on saatavissa mattoja, joissa katkokuitujen lisäksi on myös jatkuvia kuituja. Erilaisilla mattorakenteilla pyritään parantamaan maton käsiteltävyyttä, muotoutuvuutta ja mekaanisia ominaisuuksia. Kuidut voidaan sitoa myös lämmöllä sulattamalla tai mekaanisesti joko neulaamalla tai tikkaamalla. Sidontaa voidaan tällöin varmistaa kevyellä tuki‑ tai verkkokankaalla.
Emulsiomatto on pehmitetyllä polyvinyyliasetaattiemulsiolla sidottua lasikuitumattoa. Sen sidonta ja käsiteltävyys ovat erittäin hyvät ja sitä on helppo repiä. Emulsiomattoa käytetään eniten veneitä valmistettaessa ja muussa käsinlaminoinnissa.
Pulverimatto on polyesteripulverilla sidottua lasikuitumattoa. Pulverimattoa käytetään eniten tehtäessä korroosionkestäviä laminaatteja. Sen käsiteltävyys ei ole yhtä hyvä kuin emulsiomaton, mistä syystä mm. veneenvalmistajat eivät suosi pulverimaton käyttöä. Kuitenkin hyvien ominaisuuksiensa vuoksi kevyttä (150…225 g/m2) pulverimattoa suositellaan käytettäväksi ensimmäisenä mattokerroksena gelcoatin päällä. Kevyt matto gelcoat-kerroksen ja kudoslujitekerroksen välissä estää myös lujitteen sidoskuvion peilautumisen tuotteen pintaan. Pulverimaton käyttö on aina oikea ratkaisu käytettäessä muita laminointihartseja kuin ortohartseja. Kaikki erikoismatot ovat pulverisidottuja. Tällaisia ovat mm. jatkuvaan laminointiin, kuumapuristukseen ja suulakevetoon sekä korroosionkestävien laminaattien valmistukseen tarkoitetut lasikuitumatot.
Lasikuidusta valmistettuja, kemiallisesti sidottuja jatkuvakuitumattoja (Continuous Filament Mat, CFM) käytetään lujitteena kylmä‑ ja kuumapuristuksessa sekä RTM‑prosessissa ja muissa injektointimenetelmissä. Jatkuvakuitumatto on ilmavaa, kuohkeaa ja joustavaa. Sen muotoutuvuus on hyvä ja valmistuksessa on laatuja, jotka soveltuvat lujiteaihioita (preform) käyttäviin menetelmiin. Jatkuvakuitumatto kestää hyvin hartsin suuren virtauspaineen, koska maton rakenteellinen lujuus on jatkuvien kuitujen ansiosta erittäin suuri. Jatkuvakuituisen lasikuitumaton tavallisimmat painot ovat 225, 300 ja 450 g/m2 ja vastaavan hiilikuitumaton 100…300 g/m2.
4.1.4 Kudokset
Tavanomaiset muovien lujittamiseen käytettävät kudotut kankaat eli kudokset ovat kaksiaksiaalisia tasorakennelmia, jotka muodostuvat kahdesta toisiaan vastaan kohtisuorassa olevasta lankajärjestelmästä, joiden langat risteilevät toistensa yli ja ali käytetyn sidoksen mukaisesti. Tuotteen pituussuunnassa kulkevia lankoja kutsutaan loimilangoiksi ja poikittaissuunnassa kulkevia lankoja kudelangoiksi. Kudos voi olla tasavaltainen tai suunnattu. Tasavaltaisessa kudoksessa on sama tai lähes sama määrä lujitetta sekä loimi‑ että kudesuunnassa. Suunnatussa kudoksessa enemmistö lujitteesta, jopa yli 95 % on joko loimi‑ tai kudesuunnassa. Kudoksien painot ja leveydet vaihtelevat käyttötarkoituksesta riippuen. Lasikuitulankakudokset ovat painoltaan tavallisesti 25…600 g/m2, lasikuiturovingkudokset 400…900 g/m2, hiilikuitukudokset 90…900 g/m2 ja aramidikuitukudokset 60…320 g/m2. Yleisimmät nauhakudoksien leveydet ovat 10…210 mm ja muiden kudoksien 800…1500 mm.
Kudokset ovat pinnoiteaineella käsiteltyjä tai käsittelemättömiä lujitekuidusta ja kudoksen käyttötarkoituksesta riippuen. Tekstiilipinnoiteaineella käsitellyistä langoista valmistetut kudokset joudutaan jälkikäsittelemään. Tärkkelyspitoinen pinnoite on poistettava kudoksesta lujitekuidusta riippuen joko pesemällä tai polttamalla. Polton jälkeen lasikuitukudos on käsiteltävä sopivalla tartunta‑aineella. Hiilikuidusta, lasikuiturovingista ja silaanikäsitellystä lasilangasta valmistetut kudokset eivät vaadi jälkikäsittelyä. Kudoksia, kuten jatkuvakuitumattoja sekä multiaksiaalikankaita on saatavissa myös esimuovaukseen soveltuvina pulverikäsiteltyinä preformeina. Pulverointi voi olla joko yhdellä tai molemmilla puolilla. Pulveri voi olla käyttökohteesta riippuen epoksia, polyesteriä tai kestomuovia (tavallisesti polypropeenia).
Lujitekudoksissa käytettävät sidosrakenteet ovat yksinkertaisia ja niitä on vain muutama (kuva 4.3). Lankojen ja lankalukujen ollessa samat kudoksen taipuisuus riippuu sen sidosrakenteesta eli lankojen risteilystä. Yleisimpiä rakenteita ovat palttina-, toimikas- ja satiinisidokset.
Palttinasidos eli 2‑vartinen sidos (plain weave) on yksinkertaisin kaikista sidoksista. Siinä jokainen lanka kulkee vuorotellen toisen lankajärjestelmän lankojen alta tai päältä. Panamasidoksessa (basket weave) kulkee sekä loimi‑ että kudesuunnassa kaksi tai useampia palttinan tapaan sitoutuvia lankoja rinnakkain.
Toimikassidokselle (twill weave) on tyypillistä sidoksen aiheuttamat toimiviivat, jotka kulkevat vinottain kudoksen reunasta reunaan. Diagonaalissa toimiviiva on jatkuva ja ristitoimikkaassa siksak-kuvion muotoinen. Jokainen loimilanka muodostaa vähintään kahden kuteen yli ulottuvan nastan joko kudoksen oikealle tai nurjalle puolelle tai molemmille puolille.
Satiinisidokselle (satin weave) on tyypillistä pitkät lankajuoksut kudoksen molemmilla puolilla. Sidospisteitä on vähemmän kuin toimikassidoksessa. Lujitteina käytetään lähinnä 5‑ ja 8‑vartisia satiinisidoksisia kudoksia sekä kudosta, jonka sidosta kutsutaan 4‑vartiseksi satiiniksi (4 harness satin tai crowfoot).
Lintuniisisidoksessa (leno weave) loimilangat normaalin sitoutumisen lisäksi tekevät kiertoliikkeen viereisten loimilankojen kanssa.
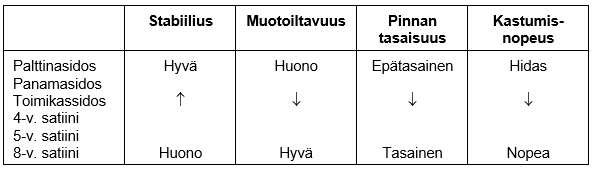
Taulukon 4.2 mukaisesti palttinasidos on edellä kuvatuista sidoksista rakenteeltaan stabiilein ja samalla muotoutuvuudeltaan ja kastuvuudeltaan huonoin. Satiinisidokset ovat taas taipuisimpia ja muotoutuvat parhaiten kaksoiskaareviin ja muihin muodoltaan hankaliin pintoihin.
Taulukko 4.2 Sidosrakenteen ja kudoksen ominaisuuksien riippuvuus toisistaan.

Kuva 4.3 Lujitekudoksien sidosrakenteet.
Tavanomaisissa kudoksissa lujitekuidut risteilevät toistensa kanssa käytetyn sidosrakenteen mukaisesti. Lujittamisen kannalta ihanteellista olisi, että kuidut olisivat suorassa. Yhdensuuntaiskudoksissa tämä ideaalitilanne on tarvittaessa toteutettavissa käyttämällä toisessa lankajärjestelmässä ohutta ja taipuisaa lankaa ja harvaa kudontaa. Myös tasavaltaisissa kudoksissa voidaan ohuiden ja taipuisien kude‑ ja loimilankojen avulla sitoa loimi‑ ja kudesuunnassa kulkevat ja toistensa kanssa risteilemättömät varsinaiset lujitekuidut siten, että kaikki lujittavat kuidut kulkevat mahdollisimman suorassa. Tällaisen kudosrakenteen periaate on esitetty kuvassa 4.4. Mahdollista on myös liittää yhteen kaksi yhdensuuntaiskangasta tikkaamalla siten, että kankaan päälujitesuunnat ovat tavanomaiset 0º ja 90º. Yhdensuuntaislujitteita valmistetaan tavanomaisen kudonnan lisäksi myös siten, että loimisuunnassa kulkevat varsinaiset lujitteet (langat, rovingit, touvit) sidotaan toisiinsa halutun levyiseksi lujitteeksi ompelemalla, tikkaamalla tai liimaamalla.

Kuva 4.4 Tasavaltainen kudos, jossa varsinaiset lujitekuidut eivät risteile toistensa kanssa.
4.1.5 Double Bias ja moniaksiaalikankaat
Kaksiaksiaalisen kudoksen kaksi lankajärjestelmää voivat olla myös muussa asennossa toistensa suhteen kuin kohtisuoraan toisiaan vasten. Näin on laita mm. kankaissa, joissa lujitteet ovat +45º/-45º kulmissa (double bias). Näiden lisäksi on valmistuksessa laaja valikoima muovien lujittamiseen tarkoitettuja kolmi‑ tai neliaksiaalisia kankaita, joita kutsutaan moniaksiaalikankaiksi (multiaxial).
Kolmiaksiaalisessa kudoksessa on kolme lankajärjestelmää, jotka voivat olla toisiinsa nähden 60°:n kulmassa tai esimerkiksi 0º/+45º/-45º kulmissa (kuva 4.5). Neliaksiaalisessa (quadraxial) kudoksessa lankajärjestelmien suunnat ovat tyypillisesti 0°/+45°/90°/‑45°. Neliaksiaalista kudosta kutsutaan usein kvasi‑isotrooppiseksi (quasi‑isotropic). Nämä kankaat valmistetaan lanka‑ tai kuitukimppukerroksista, jotka sidotaan toisiinsa neulomalla tai tikkaamalla käyttäen sidelankana ohutta ja taipuisaa lankaa. Rakenteen etuna on se, että varsinaiset lujitekuidut eivät risteile toistensa kanssa ja ne voidaan kerroksittain asettaa eri suuntiin. Lanka‑ tai kuitukimppukerroksiin voidaan liittää myös mattokerros. Rakenne antaa siten mahdollisuuden moniin muunnelmiin ja myös eri lujitekuitujen käyttöön samassa tuotteessa. Markkinoilla on laaja valikoima erilaisia moniaksiaalikankankaita. Kankaiden neliöpainot ovat tavallisesti 300…1300 g ja niitä käytetään mm. käsinlaminoinnissa, RTM-menetelmissä sekä muissa injektointimenetelmissä.
Moniaksiaalikankaita voidaan valmistaa periaatteessa kahdella eri menetelmällä. Toisessa kudesuuntainen yhdensuuntaiskangas vedetään erikoiskoneessa 45º kulmaan. Sen jälkeen kaksi kangasta asetetaan päällekkäin ja liitetään tikkaamalla toisiinsa niin, että kuitusuunnat lopullisessa lujitekankaassa ovat +45º ja -45º kulmissa (kuva 4.6). Näin saadaan ns. double bias-kangas. Menetelmällä voidaan valmistaa myös kolmiaksiaalisia lujitteita lisäämällä edellisiin kerros 0º tai 90º asteeseen kudottua yhdensuuntaiskangasta. Molemmat lisäämällä saadaan neliaksiaalinen kangas. Samaan tulokseen päästään tikkaamalla +45º/-45º kerroksien kanssa yhteen tasavaltaiseksi kudottu 0º/90º kangas. Toisessa valmistusmenetelmässä käytetään erikoiskutomakoneita (Liba, Malimo, Mayer jne), joissa lujitekuidut asetetaan kerroksittain toistensa päälle halutussa suunnassa ja kerrokset sidotaan toisiinsa samanaikaisesti loimineulomalla (kuva 4.6).
Kuva 4.5 Kolmiaksiaalisen kudoksen sidosrakenteita.
Kuva 4.6 Moniaksiaalikankaiden valmistusmenetelmät.
4.1.6 Punokset
Punotut lujitteet ovat letkuja tai nauhoja, jotka on valmistettu yhdestä lankajärjestelmästä, loimesta, palmikoimalla langat vinosti tuotteen pituussuuntaan nähden siten, että ne kulkevat toistensa yli ja ali joko koko tuotteen leveydeltä tai vain sen osalta. Punosrakennetta voidaan lujittaa pituussuunnassa syöttämällä punokseen kolmas lankajärjestelmä. Punos voi olla kaksi‑ tai kolmiaksiaalinen riippuen siitä montako lankajärjestelmää on käytössä. Kuvassa 4.7 on esitetty tyypillinen nauhapunoksen rakenne.

Kuva 4.7 Nauhapunoksen rakenne.
Punos määritellään ilmoittamalla käytetyn lujitteen lisäksi punoksen leveys tai halkaisija (mm), kuitujen suuntaus (°) sekä punoksen paino (g/m). Letkupunoksissa punoksen paino ja halkaisija määritetään yleensä kuitusuuntia ± 45° vastaten. Letkupunonta sallii kuitenkin kuitujen liikkumisen niin, että kuitujen suuntaus voi vaihdella alueella 25…75º. Punoksia käytetään tuotteissa, joilta edellytetään hyviä vääntö‑ ja leikkausominaisuuksia. Tyypillisiä sovellutuskohteita ovat urheiluvälineteollisuuden tuotteet sekä koneenrakennuksen ja auto‑ ja ilmailuteollisuuden tarvitsemat erilaiset putket, profiilit ja profiilikappaleet.
4.1.7 Neulokset
Neulos on silmukoista valmistettu tuote. Neulomistavan mukaan neulokset jaetaan kahteen pääryhmään: kude‑ ja loimineuloksiin. Kudeneulos voidaan periaatteessa valmistaa yhdestä langasta, joka kulkee tuotteen reunasta reunaan silmukoita muodostaen. Loimineuloksessa on suuri määrä lankoja ja silmukat muodostetaan neuloksen pituussuunnassa. Kuvassa 4.8 on esitetty yksi tyypillinen sidos molemmista neulosryhmistä.

Kuva 4.8 Loimi‑ ja kudeneuloksen periaate.
Erilaisia sidosrakenteita ja niiden muuntelumahdollisuuksia on molemmissa pääryhmissä lukuisia. Yleensä neulokset ovat nopeita valmistaa ja saatu tuote on taipuisa ja erittäin hyvin muotoutuva. Neulontateknologia antaa myös mahdollisuuden valmistaa tuote haluttuun muotoon; neulosta voidaan kaventaa tai leventää tarpeen mukaan ja neulos voi olla tasomainen tai letkumainen. Neuloksen tiiviyttä ja stabiilisuutta voidaan säädellä erittäin laajalla alueella.
Muovien lujittamiseen käytettävissä neuloksissa lujitekuidut ovat yleensä täytelankoina tai kuitukimppuina, jotka kulkevat suoraan eivätkä sitoudu muiden lankojen kanssa. Lujitekuidut voivat kulkea sekä rivien että vakojen suunnassa. Myös muut kuin yksi‑ tai kaksiaksiaaliset rakenteet ovat mahdollisia. Itse neulos muodostetaan ohuesta langasta, jonka tehtävänä on pitää lujitekuidut paikoillaan neuloksen käsittelyn ja komposiitin valmistuksen aikana. Loimineulontaa käytetään hyväksi mm. moniaksiaalikankaiden valmistuksessa, joissa lujitekuidut ovat kerroksittain haluttuun suuntaan aseteltuina (ks. 4.1.5). Kuvassa 4.9 on esitetty esimerkki loimi‑ ja kudeneuloksista, joissa lujitekuidut ovat täytelankoina tai kuitukimppuina.
Kuva 4.9 Esimerkki (a) loimi‑ ja (b) kudeneuloksista, joissa lujitekuidut kulkevat suoraan sitoutumatta muiden lankojen kanssa.
4.1.8 Liimakankaat
Liimakankaat ovat yhdensuuntaislujitteita, joissa kaikki lujitekuidut kulkevat loimi‑ eli pituussuunnassa. Liimakankaat valmistetaan kuitukimpuista tai langoista, jotka asetetaan vierekkäin ja sidotaan toisiinsa joko kapeilla teipeillä, liimanauhoilla tai sopivalla sideaineella. Kuitujen sidonnassa voidaan käyttää apuna myös hyvin kevyitä huopia tai verkkoja. Lujitemuodon suurimpana etuna on se, että kaikki kuidut kulkevat suorassa.
4.1.9 3‑D lujitteet
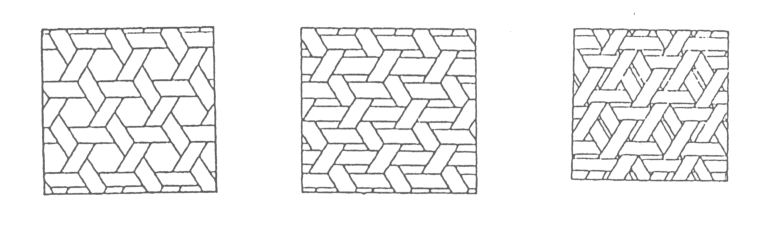
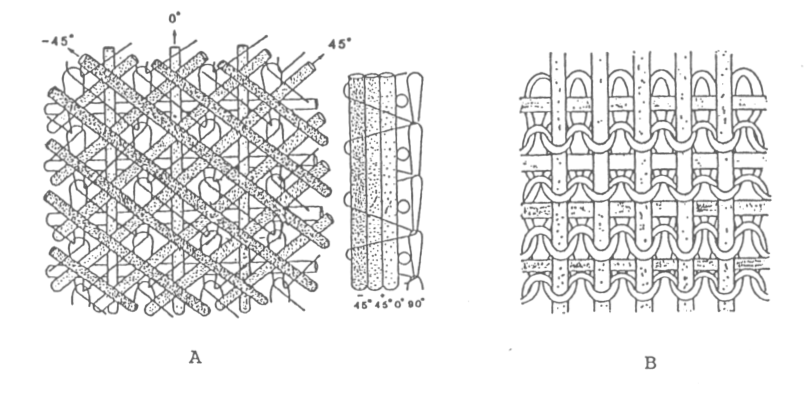
3‑dimensioisia lujitteita voidaan valmistaa kutomalla, punomalla ja neulomalla. 3‑D lujitteet ovat täysin integroituja, jatkuvista lujitekuiduista valmistettuja tuotteita, joissa kuitujen suuntaus on moniaksiaalista lujitteen tasossa ja tasosta ulospäin. 3‑D lujitteiden kehitys alkoi 1960‑luvulla lentokone‑ ja myöhemmin avaruus‑ ja autoteollisuuden tarpeesta saada käyttöönsä lujitteita, joilla voitaisiin merkittävästi parantaa laminaattien kerrostenvälistä leikkauslujuutta (ILSS) ja sen seurauksena nostaa valmistettavien komposiittien vaurionsietokykyä. Kuvassa 4.10 on muutamia esimerkkejä erilaisista kudotuista 3‑D rakenteista.
3‑D lujitekudoksia valmistetaan konventionaalisella tavalla kutomalla useammalla loimella (kuva 4.10 A) tai käyttämällä tähän tarkoitukseen kehitettyjä erikoiskoneita, joilla voidaan valmistaa vain tiettyjä tuotteita, jotka muodoltaan voivat olla suorakulmaisia (kuva 4.10 B) tai sylinterimäisiä (kuva 4.10 C).

Kuva 4.10 Erilaisia 3‑D kudosrakenteita.
3‑D neuloksia valmistetaan sekä kude‑ että loimineulonnalla. Kudeneuloksien (kuva 4.9 b) suurin etu on niiden erinomainen muotoiltavuus. Haittana on pöyheys, jonka seurauksena lujitepitoisuus jää komposiitissa alhaisemmaksi kuin muilla vastaavilla lujitemuodoilla. 3‑D loimineulosten (kuva 4.9 a) merkitys on kudeneuloksia suurempi ja kehitys on keskittynyt näihin lujitteisiin.
Punotuista 3‑D tuotteista tunnetuimpia ovat tiivistepunokset, jotka valmistetaan kolmesta tai useammasta lankajärjestelmästä. Tästä on kehitetty punottujen 3‑D lujitteiden nykyiset valmistusmenetelmät, joilla saadaan aikaan laaja valikoima erilaisia ohuita tai paksuja punottuja lujitteita, joiden muoto voi vaihdella yksinkertaisesta hyvinkin monimutkaiseen (kuva 4.11). Kuitujen suuntaus on punotuissa 3‑D lujitteissa vapaasti valittavissa. Tarvittaessa punokseen voidaan lisätä myös 0° suuntaan kulkevia lujitekuituja.

Kuva 4.11 Esimerkkejä 3-D-punoksista valmistetuista profiilimuodoista.