Kertamuoveiksi kutsutaan synteettisiä orgaanisia polymeerejä, jotka kovettuvat nestemäisestä hartsista kiinteäksi aineeksi ristisilloittumis- eli kovettumisreaktiossa. Kovettumisen jälkeen kertamuoveja ei voida enää muovata lämmön avulla uudelleen. Lujitemuovisovelluksissa eniten käytettyjä kertamuoveja ovat tyydyttymättömät polyesterit, epoksit ja vinyyliesterit. Fenoli-formaldehydejä, polyuretaaneja ja polyimidejä käytetään myös jonkin verran. Kertamuoveja käytetään hyvin paljon myös muissa sovelluksissa, esimerkiksi pinnoitteissa ja maaleissa, liimoissa ja puulevyteollisuuden liima-aineina. Oheinen tarkastelu rajoittuu kuitenkin lujitemuovisovellusten kannalta tärkeisiin kertamuoveihin.
Kertamuoveja lujitetaan kuiduilla ja täytetään täyteaineilla, sillä lujittamattoman muovin lujuus ja jäykkyys eivät ole riittäviä teknisiin ja rakenteellisiin sovelluksiin. Kuidut kantavat pääosin kappaleeseen kohdistuvat ulkoiset kuormat. Täyteaineet parantavat jossain määrin jäykkyyttä ja alentavat kustannuksia. Täyteaineita käytetään lähinnä puristemassoissa. Yleensä lujitteiden ja täyteaineiden osuus on 30…70 p% koko kertamuovituotteesta.
Kertamuovit ristisilloitetaan aina lopputuotetta valmistettaessa. Kaikissa kertamuoveissa on reaktiivisia funktionaalisia ryhmiä, jotka reagoivat kovettumisreaktiossa. Kertamuovit ovat yleensä ennen kovettumista ns. oligomeerejä eli molekyylejä, joilla on alhainen moolimassa. Varsinainen polymeeri muodostuu vasta ristisilloittumisreaktiossa.
Ristisilloittumisreaktio voi tapahtua kolmella tavalla. Homolyyttisessä reaktiossa (kuva 3.1a) oligomeeri reagoi itsensä kanssa muodostaen kovalenttisia sidoksia molekyyliketjujen välillä. Homolyyttisellä reaktiolla kovettuvia kertamuoveja ovat esimerkiksi syanaattiesterit ja bismaleimidit. Toinen reaktiotapa on molekyylien ristisilloittuminen toisen komponentin välityksellä (kuva 3.1b). Näin kovettuvia kertamuoveja ovat esimerkiksi tyydyttymättömät polyesterit ja vinyyliesterit, joissa ristisilloittajana toimii tavallisesti styreeni. Kolmas tapa on monifunktionaalisten molekyylien reaktio keskenään askelpolymeroinnilla (kuva 3.1c). Jos toisella molekyylillä on kolme ja toisella kaksi funktionaalista ryhmää, lopputuloksena on voimakkaasti ristisilloittunut polymeeri. Askelpolymeroinnilla kovettuva kertamuovi on esimerkiksi fenoli-formaldehydi.
Kertamuovit soveltuvat lujitettujen tuotteiden valmistukseen erittäin hyvin. Eri valmistusmenetelmillä on mahdollista valmistaa hyvinkin monentyyppisiä tuotteita eri sarjakokoihin. Tuotteiden muottikutistuma on pieni. Kertamuovien työstö on myös helppoa eikä vaadi suuria investointeja. Mekaaniset ja fysikaaliset ominaisuudet ovat kestomuoveihin nähden hyvät ja niitä voidaan räätälöidä monipuolisesti. Lisäksi korroosiokestävyys ja lämmönkestävyys ovat pääsääntöisesti paremmat kuin kestomuoveilla.
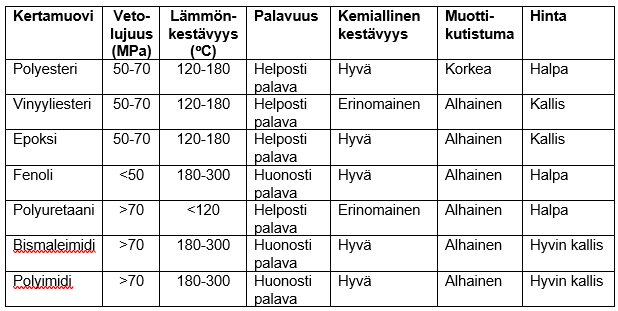
Kertamuovien huonoja puolia ovat heikko iskunkestävyys ja luonteeltaan hauras murtumismekanismi. Kertamuovituotteiden valmistusajat ovat yleensä myös kestomuovituotteiden valmistusaikoja pidemmät. Lisäksi kertamuovien luonteeseen kuuluu, ettei niitä voida enää saattaa kovettumisen jälkeen alkuperäiseen hartsimaiseen olomuotoon. Kierrätys ei siis ole mahdollista samaan tapaan kuin kestomuoveilla, joita voidaan työstää uudelleen sulattamalla. Eri kertamuovien ominaisuuksia voidaan muutella hyvinkin laajalti ryhmän sisällä. Kertamuovien yleisistä ominaisuuksista on yhteenveto taulukossa 3.1.

Kuva 3.1 Kertamuovien ristisilloittumisreaktiot: A) homolyyttinen reaktio, B) ristisilloittuminen ristisilloittajan kautta, C) askelpolymerointi.
Taulukko 3.1 Kertamuovien ominaisuuksia.
3.1.1 Tyydyttymättömät polyesterit
Polyesterihartsi on tyydyttymättömän polyesterin ja styreenin seos, joka kovettuu komponenttien reagoidessa keskenään ristisilloittumisreaktiossa. Tyydyttymättömät polyesterit valmistetaan kondensoimalla tyydyttymätöntä dikarboksyylihappoa tai sen anhydridiä ja diolia eli glykolia (kuva 3.2). Näin syntynyttä polymeeriä kutsutaan yleensä lineaariseksi polyesteriksi.
Polyesterit syntetisoitiin ensimmäistä kertaa jo vuonna 1847, jolloin polyesteriä tehtiin viinihaposta ja glyserolista. Teollinen läpimurto tapahtui toisen maailmansodan aikana. Tällöin oivallettiin, että tyydyttymättömiä kaksoissidoksia sisältävät polyesterit voidaan ristisilloittaa styreenillä ja lujittaa lasikuiduilla. Lujitemuovien teollinen käyttö alkoi tästä ja on siitä lähtien kehittynyt merkittäväksi teollisuudeksi.
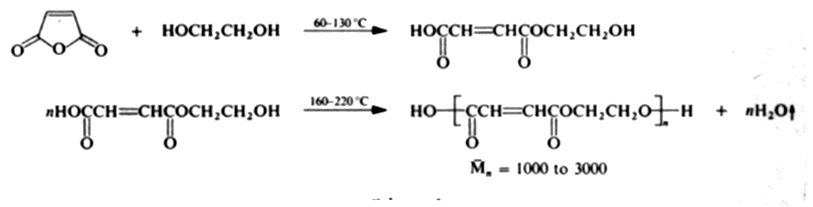
Kuva 3.2 Polyesterihartsin valmistusreaktio.
Raaka-aineet
Dikarboksyylihappo on kaksiarvoinen orgaaninen happo, jolla on kaksi happoryhmää (COOH). Anhydridi on dikarboksyylihapon muoto, josta on poistettu yksi molekyyli vettä. Tyydyttymättömät dikarboksyylihapot ja -happoanhydridit sisältävät hiili – hiili-kaksoissidoksia, jotka reagoivat polyesterin ristisilloittumisreaktiossa styreenin kanssa. Polyesterihartseissa käytetään tyydyttymättömänä komponenttina miltei pelkästään maleiinihappoanhydridiä. Jonkin verran käytetään myös fumaarihappoa, joka on maleiinihapon isomeeri. Tämä tarkoittaa, että sillä on sama kemiallinen koostumus kuin maleiinihapolla, mutta happojen avaruusrakenteet eli konformaatiot ovat erilaiset.
Maleiinihappoanhydridin tai fumaarihapon lisäksi polyestereiden valmistukseen käytetään tyydyttyneitä dikarboksyylihappoja tai niiden anhydridejä. Näistä anhydridit ovat reaktiivisempina suositumpia. Yleisin on ortoftaalihappoanhydridi, jota sisältävää hartsia kutsutaan yleisesti ortopolyesteriksi. Isoftaalihappo on toinen tavallinen dikarboksyylihappo, jota käytetään erityisesti, kun polyesteriltä edellytetään hyvää kemiallista kestävyyttä. Isoftaalihappoa sisältäviä polyestereitä kutsutaan yleisesti isopolyesteriksi. Molemmat komponentit ovat kemialliselta rakenteeltaan aromaattisia, mikä antaa polyesterille jäykkyyttä. Joustavampia polyestereitä saadaan käyttämällä alifaattisia dikarboksyylihappoja, joista yleisin on adipiinihappo.
Ortoftaalihappo- ja maleiinihappoanhydridin moolisuhde on yleensä välillä 2:1 – 1:2. Tällä moolisuhteella voidaan säätää polyesterihartsin reaktiivisuutta. Mikäli maleiinihappoanhydridiä on ylimäärä ortoftaalihappoanhydridiin verrattuna, hartsi on reaktiivisempaa ja kovettuneen hartsin ristisilloittumisaste on korkeampi verrattuna hartsiin, jonka moolisuhde on toisinpäin.
Diolit ovat kaksiarvoisia alkoholeja, joilla on kaksi hydroksyyliryhmää (OH). Polyesterihartsien valmistuksessa yleisimmin käytetty dioli eli glykoli on 1,2-propaanidioli eli propyleeniglykoli. Myös muita dioleja käytetään. Polyesterin joustavuutta voidaan lisätä dietyleeniglykolilla tai dipropyleeniglykolilla. Säänkestävissä hartseissa käytetään usein diolina neopentyyliglykolia eli 2,2-dimetyyli-1,3-propaanidiolia. Polyesterihartseissa käytettyjen raaka-aineiden kemialliset rakenteet on esitetty kuvassa 3.3.
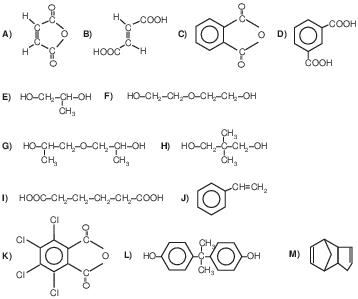
Kuva 3.3 Polyesterihartsien raaka-aineita: a) maleiinihappoanhydridi, b) fumaarihappo, c) ortoftaalihappoanhydridi, d) isoftaalihappo, e) propyleeniglykoli, f) dietyleeniglykoli, g) dipropyleeniglykoli, h) neopentyyliglykoli, i) adipiinihappo, j) styreeni, k) tetraklooriftaalihappoanhydridi, l) HET-happoanhydridi, m) bisfenoli-A, n) disyklopentadieeni.
Teollinen valmistus
Tyydyttymättömät polyesterihartsit valmistetaan panosprosessilla sulakondensaatioreaktiossa, jossa tapahtuu esteröinti. Polymeroinnin raaka-aineet sulatetaan 10 – 20 m3:n reaktorissa ja lämpötila nostetaan valmistettavasta hartsista riippuen välille 170 – 230 °C. Reaktorista poistetaan koko ajan vettä, jota muodostuu dikarboksyylihapon ja diolin esteröintireaktion seurauksena. Reaktiossa diakarboksyylihappo ja dioli reagoivat ensin muodostaen dimeerejä, jotka reagoivat sitten keskenään niin, että ketjunpituus kasvaa. Moolimassa nousee vaiheittain esteröinnin aikana. Lopuksi moolimassa on 1500 – 5000 g/mol polyesterilaadusta riippuen. Polyesterin ketjunpituus on siis suhteellisen lyhyt.
Reaktorissa käytetään suojakaasuna typpeä. Typpeä voidaan myös puhaltaa reaktioseoksen läpi, jolloin veden poistuminen nopeutuu. Loppu vesi poistetaan alipaineella, jotta esteröintireaktio saadaan vietyä loppuun. Vesi voidaan myös poistaa käyttämällä liuotetta kuten ksyleeniä, joka muodostaa ns. atsotroopin veden kanssa. Nykyisin tätä menetelmää käytetään kuitenkin harvoin polyesterien teollisessa valmistuksessa.
Reaktiota seurataan mittaamalla reaktioseoksen happolukua ja viskositeettia. Titraamalla määritettävä happoluku ilmaisee karboksyyliryhmien määrän reaktioseoksessa. Reaktion päätyttyä sula polyesteri jäähdytetään noin 160 – 170 °C:een ja siirretään esteröintireaktorista 30 – 40 m3:n liuotusreaktoriin, jossa on styreeni. Siirto tehdään hallitusti sekoittaen siten, että styreenin lämpötila ei nouse yli 80 °C:n. Lopuksi tehdään hartsin säätö eli lisätään aineet, joilla hartsin ominaisuudet säädetään tuotekohtaisesti halutuiksi. Lopputuote säilyy käyttökelpoisena 6 kuukaudesta yhteen vuoteen.
Valmiissa polyesterihartsissa on styreeniä tyypillisesti 35…45 p%. Styreeni toimii polyesteripolymeerin liuotteena pienentäen hartsin viskositeetin tuotteen valmistukseen sopivaksi. Ristisilloittumis- eli kovetusreaktiossa styreeni reagoi polyesterissä olevien kaksoissidosten kanssa muodostaen lyhyitä siltoja polyesteriketjujen välille (kuva 3.4). Styreeniä kutsutaan tässä yhteydessä myös monomeeriksi. Periaatteessa polyesterihartseissa voidaan käyttää muitakin styreenin tavoin reagoivia monomeerejä. Käytännössä styreeni on kuitenkin ainoa kaupallisesti merkittävä monomeeri.

Kuva 3.4 Kovettuneen polyesterihartsin rakenne.
Lisäaineet
Polyesterihartsin ominaisuudet säädetään halutuiksi lisäaineilla, jotka voidaan jakaa viiteen ryhmään niiden toiminnan perusteella:
1. kiihdytteet eli akseleraattorit: kobolttiyhdisteet ja amiinit
2. inhibiittorit: kinoniyhdisteet
3. haihtumisen estoaineet: vahat ja parafiinit
4. tiksotrooppiset aineet: piidioksidi
5. UV-stabilisaattorit.
Polyesterihartsien kovettuminen huoneenlämpötilassa vaatii peroksidikovetteen ja kiihdytteen. Kiihdytteet eli akseleraattorit aktivoivat peroksidit hajoamalla radikaaleiksi. Ilman kiihdytettä peroksidit hajoavat vapaiksi radikaaleiksi riittävässä määrin vasta yli 60 °C:n lämpötilassa. Kiihdytteinä käytetään joko metalliyhdisteitä kuten kobolttisuoloja tai orgaanisia amiineja. Eniten käytettyjä ovat kobolttioktoaatti ja -naftenaatti liuotettuna joko dioktyyliftalaattiin (DOP) tai styreeniin. Tyypillinen annostus on 0,015 – 0,06 p% kobolttia riippuen halutusta kiihdytysasteesta ja hartsilaadusta. Kaupalliset kiihdytteet sisältävät 0,5 – 10 p% kobolttia annostelun helpottamiseksi. Kobolttisuolan ja peroksidin reaktio on luonteeltaan hapetus-pelkistysreaktio.
Toisen ryhmän kiihdytteitä muodostavat orgaaniset amiinit. Niistä yleisimmät ovat N,N-dimetyylianiliini (DMA), N,N-dietyylianiliini (DEA) ja dimetyyli-p-toluidiini (DMpT). Hyvin tavalliseen DMA:iin verrattuna DEA antaa pitkän hyytymisajan ja nopeamman kovettumisen. DMpT on puolestaan erittäin nopea kiihdyte. Amiinikiihdytteiden annostukset ovat tavallisesti 0,1 – 0,4 p%. Kaupalliset tuotteet sisältävät amiinia liuotettuna yleensä dioktyyliftalaattiin.
Inhibiittorit reagoivat radikaalien kanssa muodostaen inaktiiveja molekyylejä. Näin estetään hartsin ennenaikainen kovettuminen ja pidennetään työskentelyaikaa. Kun kaikki inhibiittorimolekyylit ovat reagoineet, ristisilloittumisreaktio alkaa taas ja hartsi kovettuu. Inhibiittorien tärkein käyttö on polyesterin geeliajan säätö työstöä varten. Tarkalla annostuksella geeliaika voidaan säätää minuuttien tarkkuudella. Yleisimmin käytettyjä inhibiittoreita ovat hydrokinoni, tolueenihydrokinoni ja parabentsokinoni. Niiden tarve on tyypillisesti 0,01 – 0,1 p% hartsin määrästä. Kuvassa 3.5 on esitetty tavallisimpia polyestereiden lisäaineita.

Kuva 3.5 Polyesterihartsien lisäaineita; a) N,N-dimetyylianiliini (DMA), b) N,N-dietyylianiliini (DEA), c) dimetyyli-p-toluidiini (DmpT) d) hydrokinoni, e) tolueenihydrokinoni, f) parabentsokinoni
Polyesterihartseihin lisätään usein myös haihtumisen estoaineita. Niillä vähennetään styreenimonomeerin haihtumista laminointivaiheen aikana ja toisaalta estetään laminaatin pinnassa hapen kovettumista inhiboiva vaikutus. Ilman haihtumisen estoainetta hartsin pinta jää tahmeaksi eli osittain kovettumattomaksi. Vahat ja vahamaiset yhdisteet kuten parafiini ovat tavallisimpia haihtumisen estoaineita. Polyesterihartseja, joihin on lisätty styreenihaihtuman estoaineita, kutsutaan LSE hartseiksi (LSE = low styrene emission) eli alhaisen styreenihaihtuman hartseiksi. Styreenihaihtumaa ja siihen liittyviä työsuojelullisia ongelmia on tarkemmin kuvattu kappaleessa 10.7.
Polyesterihartsit valuvat varsinkin pystysuorilta pinnoilta ellei hartsi ole tiksotrooppinen. Tavallisin tiksotropiaa lisäävä yhdiste on piidioksidi. Sen toiminta perustuu vetysidosten muodostumiseen piidioksidin hydroksyyliryhmien ja polyesterimolekyylien välille. Nämä vetysidokset lisäävät hartsin viskositeettia, kun hartsia ei käsitellä ja näin valuminen vähenee. Vetysidokset ovat sekundäärisiä sidoksia. Toisin sanoen ne eivät ole pysyviä vaan hajoavat, kun hartsia sekoitetaan tai ruiskutetaan. Näin ollen hartsin työstettävyys ei hankaloidu. Tiksotrooppiset lisäaineet tekevät kovettuneesta hartsista hieman samean.
Kovettuminen
Tyydyttymättömät polyesterit kovettuvat styreenin kanssa radikaalireaktiossa, jossa vapaat radikaalit reagoivat keskenään muodostaen kovalenttisia sidoksia. Radikaalit muodostuvat initiaattorin avulla, joka hajoaa lämmön tai kemiallisen reaktion seurauksena. Initiaattoreita kutsutaan yleisesti kovetteiksi. Radikaalireaktiossa polyesteriketjut reagoivat styreenimolekyylien kanssa muodostaen ristisilloittuneen rakenteen. Lopputulos on oikeastaan yksi valtava molekyyli, koska periaatteessa kaikki polyesteriketjut on kytketty toisiinsa styreenisiltojen kautta. Initiaattorina käytetään orgaanisia peroksideja, joiden hajoamislämpötilat ovat yleensä 60 – 130 °C. Kiihdytteiden avulla peroksidit hajoavat myös alemmassa lämpötilassa kemiallisen reaktion seurauksena. Kiihdyte lisätään polyesteriin säätövaiheessa tai hartsiin ennen laminointia.
Kovettuminen tapahtuu kolmessa vaiheessa, jotka ovat hyytyminen eli geeliytyminen, kovettuminen ja jälkikovettuminen. Hyytymisaika eli geeliaika määrää hartsin työskentelyajan. Kovettumisreaktio on eksoterminen eli lämpöä kehittävä ja näin itse itseään nopeuttava. Kovettumisen aikana saavutettava korkein lämpötila eli eksotermihuippu voi nousta jopa yli 150 °C:een. Lämpötila on sitä korkeampi mitä paksumpi on laminaatti. Jos huippulämpötila nousee liian korkeaksi, voi hartsi tummua eli ”palaa”, jolloin laminaatti vahingoittuu.
Tyypillisesti laminaatin sisäinen lämpötila muuttuu kovettumisreaktion aikana kuvan 3.6 mukaisesti. Niin pitkään kuin inhibiittori vaikuttaa, laminaatin kovettuminen ei pääse alkamaan. Inhibiittorimolekyylien loputtua alkaa ristisilloittumisreaktio, joka johtaa lämmön kehittymiseen ja hartsin nopeaan kovettumiseen ristisilloittuneeksi kertamuoviksi. Hartsi kovettuu täydellisesti vasta, kun se jälkikovetetaan 60 – 120 °C lämpötilassa. Yleisesti arvioidaan, että 24 h:n jälkikovetus 50 °C lämpötilassa vastaa yhden kuukauden jälkikovettumista huoneen lämpötilassa. Jälkikovettuminen on hyvin tärkeä vaihe lujitemuovituotteen valmistuksessa, koska optimaaliset ominaisuudet saavutetaan vasta ristisilloittumisreaktion ollessaan täydellinen. Kovettumisastetta voidaan seurata DSC:n, jäännösstyreenipitoisuuden tai Barcol-kovuuden avulla, tai se voidaan määrittää Ramanspektroskopian avulla.

Kuva 3.6 Tyypillinen polyesterihartsin eksotermikäyrä.
Kovetteet
Polyesterihartsien kovetteet ovat orgaanisia peroksideja. Peroksidi hajoaa muodostaen radikaaleja ja toimii näin ristisilloittumisreaktion initiaattorina. Peroksidien aktiivihapen määrä [-0-0-] lasketaan olettamalla peroksidi täysin puhtaaksi. Peroksidien ominaisuudet ja soveltuvuus eri työstömenetelmiin määräytyvät hajoamisnopeuden, puoliintumisajan, kriittisen lämpötilan ja aktiivihapen määrän avulla. Kriittinen lämpötila on se lämpötila, missä peroksidi alkaa hajota muodostaen radikaaleja. Polyesterien kovetteiden kriittiset lämpötilat ovat 60 – 130 °C. Puoliintumisaika on se aika, jossa puolet peroksidista on hajonnut tietyssä lämpötilassa.
Peroksideja on olemassa lukuisia eri kovetusolosuhteisiin ja käyttötarkoituksiin. Lähes kaikki peroksidit ovat puhtaina herkästi räjähtäviä ja siksi niitä myydäänkin yleensä liuotettuna dioktyyliftalaattiin. Joitakin peroksideja toimitetaan jauheena tai pastamaisena aineena. Peroksidit ovat vahvoja myrkkyjä, joiden käsittelyssä on noudatettava toimittajan ohjeita. Peroksidia ei koskaan saa lisätä hartsiin suuria määriä ohjeiden vastaisesti eikä sitä saa sekoittaa kiihdytteen kanssa.
Ketoniperoksidit ovat eniten käytettyjä kovetteita huoneenlämpötilassa yhdessä kobolttikiihdytteiden kanssa. Tavallisimmat kovetteet ovat metyylietyyliketoniperoksidi (MEKP) ja sykloheksanoniperoksidi (CHP). Muita ketoniperoksideja ovat asetyyliasetoniperoksidi (AAP), metyyli-isobutyyliketoniperoksidi ja kaikkien edellä mainittujen seokset. Metyylietyyliketoniperoksidin normaaliannostus on 1 – 2 p% laminointityöhön ja 2 – 4 p% pintahartseihin eli gel- ja topcoateihin. Sykloheksanoniperoksidi toimii lämpötilassa 0 – 25 °C, mutta vaatii jälkikovetuksen, mikäli hartsi kovetetaan alle 15 °C:ssa. Eksotermin huippulämpötila on pienempi kuin MEKP:lla kovetettaessa eikä CHP kellasta laminaattia yhtä helposti. Asetyyliasetoniperoksidi on nopea kovete, mutta herkkä annosteluvirheille.
Diasyyliperoksideja ovat dibentsoyyliperoksidi eli lyhyesti bentsoyyliperoksidi (BPO), diasetyyliperoksidi ja dikapryyliperoksidi. Niistä tavallisin on BPO, jota toimitetaan jauheena tai pastana. Ilman kiihdytettä se toimii lämpötilassa 80 – 120 °C. Huoneenlämpötilassa kovetettaessa BPO:n kanssa käytetään amiinikiihdytettä, sillä kobolttikiihdyte on tehoton. Bentsoyyliperoksidia käytetään yleensä 2 – 3 p% 50 %:na pastana. BPO:ta käytetään yleensä lämpökovetuksessa SMC:n ja BMC:n sekä levyjen valmistuksessa.
Hydroperoksidikovetteista yleisimpiä ovat kumeenihydroperoksidi (KHP) ja tert-butyylihydroperoksidi (tBHP). Molempien kanssa voidaan käyttää sekä koboltti- että vanadiinikiihdytteitä, jolloin hyytymisaika on pitkä ja loppukovuus hyvä. KHP:n ja BPO:n seoksella saadaan asteittainen kovettuminen hyvin alhaisissakin lämpötiloissa. Kovettumisen aloittaa BPO. KHP jatkaa kovettumisreaktion loppuun lämpötilan noustua lähelle 100 °C.
Dialkyyli- ja diaralkyyliperoksideista tärkeimmät ovat dikumyyliperoksidi (DKP), di-tert-butyyliperoksidi ja tert-butyylikumyyliperoksidi. Niitä käytetään lämpökovetuksessa etenkin BMC:n kovetteina. Niitä ei voida kiihdyttää eli kovettuminen aikaansaadaan ainoastaan lämmön avulla.
Peroksidiestereistä tavallisin kovete on tert-butyyliperbentsoaatti (tBPB), jota käytetään kuumapuristuksessa ja BMC:ssa sellaisenaan. Kovetuslämpötila on 130 – 150 °C. Koboltti- tai vanadiinikiihdytteillä kovetuslämpötilaa voidaan laskea 70 °C:een asti. Muita tämän ryhmän kovetteita ovat tert-butyyliperoktoaatti, tert-butyyliperoksidietyyliasetaatti ja tert-butyyliperoksipivalaatti.
Perketaalit ovat erikoiskovetteita, joita käytetään lämpökovetuksessa etenkin pigmentoiduissa tuotteissa. Perketaalien kovetusominaisuudet eivät muutu pigmenttien metallien vaikutuksesta samalla tavoin kuin muiden kovetteiden. Mikään kiihdyte ei pysty toimimaan perketaalien kanssa huoneenlämpötilassa. Yleisimmin käytetty perketaali on 2,2-bis(tert-butyyliperoksi)butaani (Bis-BPBUT), jota käytetään SMC:n ja BMC:n kovettamisessa.
Erikoispolyesterihartsit
Erikoistarkoituksia varten valmistetaan muita polyestereitä, jotka poikkeavat yleispolyestereistä kemiallisen koostumuksensa ja lähtöaineiden osalta. Bisfenoli-A-pohjaiset hartsit valmistetaan propoksyloidusta tai etoksyloidusta bisfenoli-A:sta ja fumaarihaposta. Ne ovat kovempia, jäykempiä ja etenkin lämmön-, kemikaalien- ja vedenkestävämpiä kuin ortopolyesterihartsit.
Disyklopentadieeni (DCPD) on edullinen hiilivety, jota saadaan öljynjalostuksessa sivutuotteena. Disyklopentadieeni reagoi helposti maleiinihappoanhydridin kanssa ja sitä voidaan käyttää polyesterihartsien modifiointiin. DCPD lisätään reaktoriin polyesterin valmistuksen aikana ja se reagoi polyesteriketjun pääteryhmien kanssa. DCPD-hartsien etuja ovat alhainen viskositeetti, hyvä lujitteen kostutus ja hyvä lämmönkesto. Hinnaltaan ne ovat edullisia, johtuen DCPD:n alhaisesta hinnasta. Niiden käyttö ei kuitenkaan ole kovin yleistä varsinkaan Euroopassa.
Palamattomia tai huonosti syttyviä polyestereitä voidaan valmistaa käyttämällä lähtöaineina halogenoituja dikarboksyylihappoanhydridejä kuten tetrakloori- tai tetrabromiftalaattia tai HET-happoanhydridiä. HET-happoanhydridi on heksakloorisyklopentadieenin ja maleiinihappoanhydridin reaktiotuote. HET-happoanhydridipohjaiset polyesterit kestävät erittäin hyvin kemikaaleja ja lämpöä ja ovat itsestään sammuvia. Tänä päivänä kloorattuja ja bromattuja polyesterihartseja halutaan välttää ympäristösyistä. Näiden sijasta käytetään palonestoaineilla (esim. alumiinitrihydraatti tai fosfaatti) täytettyjä polyestereitä. Täyteaineisten hartsien ongelmana on toisaalta korkea viskositeetti, mikä hankaloittaa hartsin käyttöä.
Hybridihartsit ovat pieni ryhmä hartseja, jotka asettuvat polyesterihartsien ja vinyyliesterihartsien välille ominaisuuksien ja työstön kannalta. Peruspolymeerinä voidaan käyttää polyesteriä tai oligomeeristä polyuretaania, jolla on pääteryhmänä metakryyliryhmä. Ristisilloittavana monomeerina käytetään styreeniä tai metyylimetakrylaattia. Hybridihartsien etuna on hyvin alhainen viskositeetti erityisesti, kun ristisilloittavana monomeerina on metyylimetakrylaatti. Näitä käytetään erityisesti palonestoaineilla täytettynä. Metyylimetakrylaatin haihtuvuudesta johtuen sitä sisältäviä hartseja voidaan työstää vain suljetuilla menetelmillä kuten injektiolla.
Polyesterihartsien erikoissovelluksia ovat pigmentoidut pintahartsit eli gelcoat- ja topcoat-hartsit. Näitä käsitellään tarkemmin kappaleessa 3.5.
Fysikaaliset ominaisuudet
Taulukkoon 3.2 on kerätty kovetettujen polyestereiden
tyypillisiä ominaisuuksia lujittamattomina ja lujitettuina. Ortopolyesterit
ovat yleishartseja joilla on hyvä hinta-laatu suhde. Isoftaalihartsien
lämmönkestävyys ja mekaaniset sekä kemialliset ominaisuudet ovat ortohartseja
paremmat.
Taulukko 3.2 Kovetettujen polyesterien fysikaalisia ominaisuuksia. [1]

3.1.2 Vinyyliesterit
Vinyyliesterihartsit (VE) ovat ominaisuuksiltaan ja käyttötavoiltaan polyesterihartsien sukulaisia, mutta erilaisia kemialliselta rakenteeltaan. Yleisin vinyyliesteri koostuu bisfenoli-A:n ja epikloorihydridin reaktiotuotteesta eli epoksihartsista, joka on esteröity metakryylihapon kanssa. Tämä oligomeeri liuotetaan styreeniin kuten polyesterihartsi. Styreenipitoisuus on noin 40 – 45 p%.
Vinyyliesteripolymeerin rakenne eroaa polyesteristä siten, että tyydyttymättömät kaksoissidokset esiintyvät ainoastaan polymeerin pääteryhmänä, kun taas polyesterissä kaksoissidokset esiintyvät polyesteriketjun sisällä. Tämän tyyppisten vinyyliesterien yleisrakenne on esitetty kuvassa 3.7

Kuva 3.7 Bisfenoli-A-pohjaisen vinyyliesterin rakenne.
Toisen ryhmän vinyyliestereitä muodostavat epoksien novolakkoihin (EPN) perustuvat vinyyliesterit. Nämä ovat jonkin verran kemiallisesti kestävämpiä ja lämmönkestävämpiä kuin bisfenoli-A:n vinyyliesterit.
Vinyyliesterien kemiallisesta luonteesta seuraa, että ne muistuttavat työstöominaisuuksiltaan polyesterihartseja ja monilta loppuominaisuuksiltaan epoksihartseja. Reaktiivisena liuotteena käytetään styreeniä. Hartseja on saatavissa eri moolimassaisina ja eri styreenipitoisuuksilla. Polymeerin moolimassan kasvaessa sen ristisilloittuneisuus vähenee, sillä kaksoissidoksellinen ristisilloittuva metakrylaattiryhmä sijaitsee polymeeriketjun päässä. Matalamman moolimassan polymeerit ristisilloittuvat pitemmälle ja ovat näin kemiallisesti kestävämpiä, lämmönkestävämpiä ja hauraampia kuin suuren moolimassan polymeerit.
Vinyyliesterihartsit kovetetaan samalla tavoin kuin tavalliset polyesterihartsit. Huoneenlämmössä kovetettaessa käytetään yleisesti kobolttinaftenaattia ja dimetyylianiliinia (DMA) kiihdytteinä ja kovetteena metyylietyyliketoniperoksidia (MEKP). Korkealämpötilakovetuksessa käytetään esim. bentsoyyliperoksidia (BPO) tai t-butyyliperbentsoaattia (tBPB) tai muuta vastaavaa korkealämpötilaperoksidia. Kovettuminen tapahtuu peroksidin aktivoidessa styreenin kaksoissidoksen ja vinyyliesteripolymeerin metakrylaattiryhmän kaksoissidoksen.
Vinyyliesterihartsien etuja ovat sitkeys, lämmönkesto ja hyvä kemikaalien, erityisesti happojen kestävyys. Vinyyliesterien tartunta- ja kostutusominaisuudet ovat kaikkiin lujitteisiin hyvät ja ne kovettuvat tavanomaisilla kovetteilla. Taulukoihin 3.3 ja 3.4 on koottu tietoja vinyyliesterien kemiallisesta kestävyydestä ja muista ominaisuuksista.
Taulukko 3.3 Vinyyliesterihartsien korkeimmat käyttölämpötilat (°C) eri kemikaaleissa.

Taulukko 3.4 Vinyyliesteristä valmistettujen hartsivaloksien yleisiä ominaisuuksia.

Vinyyliesterien suurimmat käyttökohteet ovat prosessiteollisuuden korroosionkestävät laitteet, joita käytetään selluloosa-, paperi- ja kemianteollisuudessa sekä jätevesien käsittelyssä. Tyypillisiä prosessilaitteita ovat putket, kanavat, säiliöt, pesurit, savupiiput, reaktorit, sähkölaitteet, pumput, pinnoitteet sekä jätevesien käsittelyaltaat ja -säiliöt.
3.1.3 Epoksit
Epoksihartseilla tarkoitetaan oligomeerejä tai polymeerejä, jotka sisältävät vähintään kaksi epoksiryhmää. Epoksiryhmä on yleensä sidottu molekyyliin metyleeniryhmän kautta, jolloin ryhmän oikea kemiallinen nimi on glysidyyliryhmä (kuva 3.8). Epoksiryhmä on rengasmainen ja hyvin reaktiivinen, mitä hyödynnetään epoksihartsissa.
Kovetusreaktiossa epoksiryhmä reagoi hartsiin lisätyn kovetteen kanssa. Kovetettu epoksimuovi ei enää ole epoksi puhtaasti kemiallisessa mielessä. Kovetteina käytetään amiini-, alkoholi- tai happoanhydridiyhdisteitä. Käytännössä sana epoksi viittaa usein epoksikomponentin ja kovetteen yhdistelmään, koska ristisilloittuneen rakenteen muodostamiseen tarvitaan molemmat aineosat.

Kuva 3.8 A) Epoksiryhmä ja B) glysidyyliryhmä.
Epoksihartseja on lukuisia erilaisia, koska lähes kaikki bisfenolit ja monifunktionaaliset fenolit, glykolit ja polyolit voidaan epoksoida epoksihartsiksi. Hartsit ovat huoneenlämpötilassa viskooseja nesteitä (viskositeetti alkaen 200 cP:sta) tai alle 100 °C:ssa sulavia kiinteitä aineita.
Yleisin epoksihartsi valmistetaan epikloorihydridin reaktiolla bisfenoli-A:n kanssa (kuva 3.9). Hartsimolekyylin pituutta ja moolimassaa voidaan säätää reaktio-olosuhteilla ja epikloorihydridimäärällä. Tyypillisesti bisfenoli-A yksiköiden lukumäärä molekyylissä vaihtelee yhdestä kymmeneen. Hartsit eroavat toisistaan kemiallisen koostumuksensa, epoksiekvivalenttipainonsa (EEW) ja viskositeettinsa puolesta. Perusepoksi, bisfenoli-A:n diglysidyylieetteri (DGEBA) sisältää vain yhden bisfenoli-A yksikön. Hartsi saattaa kiteytyä varastoitaessa. Kiteytymistaipumus vähenee, kun epoksi sisältää myös korkeamman moolimassan oligomeerejä eli kun hartsin epoksiekvivalentti on suurempi.
Toisen tärkeän ryhmän epoksihartseja muodostavat epoksoidut fenolinovolakat (EPN). Tavallisimmat EPN-hartsit ovat joko fenoliformaldehydi- tai o-kresoliformaldehydinovolakkojen polyglysidyylieettereitä. Muita merkittäviä epoksihartseja ovat N,N,N’,N’-tetraglysidyylimetyleenidianiliini (TGMDA) ja triglysidyyli-p-aminofenoli (TGAP).
Taulukkoon 3.5 on koottu yhteenveto muutamien epoksihartsien ominaisuuksista ennen kovettamista.

Kuva 3.9 Epoksihartsin valmistus epikloorihydridistä ja bisfenoli-A:sta.
Taulukko 3.5 Kovettamattomien epoksihartsien ominaisuuksia. [2]

Epoksihartsit kovetetaan reaktiivisella kovetteella, jonka kanssa hartsi reagoi kemiallisesti stökiömetrisessä suhteessa. Tältä osin epoksien kovetteet eroavat merkittävästi polyesterihartsien kovetteista, jotka reagoivat pieninä pitoisuuksina toimien initiaattorina eli kovettumisreaktion alullepanijana. Epoksikovete muodostaa myös suuren osan kovetetun hartsin verkkorakenteesta, jolloin lopputuotteen ominaisuudetkin riippuvat merkittävästi myös kovetteesta.
Monet yhdisteet voivat toimia epoksihartsin kovetteena. Kovetteet voidaan jakaa kahteen ryhmään, emäksiin ja happoihin. Emäksisiä kovetteita ovat primääriset ja sekundääriset alifaattiset amiinit, sykloalifaattiset amiinit, aromaattiset amiinit, polyamiinit, polyamidit, sekä näiden yhdisteet. Tertiäärisiä amiineja käytetään pääasiassa kovetusreaktion katalyyttinä. Kovetusreaktion mekanismi on pääpiirteiltään sama kaikille amiineille. Amiiniryhmä reagoi ensin epoksiryhmän kanssa avaten epoksirengasta, jonka jälkeen syntynyt molekyyli reagoi toisen kerran epoksiryhmän kanssa muodostaen ristisilloittuneen polymeerin.
Primääriset ja sekundääriset alifaattiset amiinit ovat nesteitä. Alhaisesta moolimassasta johtuen niiden viskositeetti on alhainen. Ne ovat myös haihtuvia, aiheuttavat korroosiota ja ärsyttävät ihoa. Kovetusreaktio on suhteellisen nopea huoneenlämpötilassa. Hartsi geeliytyy noin tunnissa ja on täysin kovettunut 24 tunnin sisällä. Sykloalifaattiset ja aromaattiset amiinit ovat vähemmän haihtuvia ja kovettuvat vasta korkeammassa lämpötilassa. Aromaattisilla amiineilla kovetetut epoksit kestävät hyvin lämpöä ja kemikaaleja.
Happamista kovetteista yleisimpiä ovat sykliset anhydridit kuten ftaalihappoanhydridi, heksahydroftaalihappoanhydridi, trimellitiinihappoanhydridi ja pyromellitiinianhydridi. Nestemäiset anhydridit sekoittuvat hyvin epoksihartsiin, kiinteät anhydridit vaativat lämmitystä. Kovetusreaktiossa anhydridin rengas avautuu ja reagoi epoksiryhmän kanssa. Katalyyttinä käytetään yleensä tertiääristä amiinia. Reaktiolla on alhainen eksotermi. Anhydridit ovat herkistäviä ja voivat aiheuttaa allergiaa. Käsittelyssä onkin noudatettava tarkoin toimittajan antamia ohjeita.
Epoksihartsin kovetteen annostelu on tehtävä huolellisesti. Mikäli hartsia tai kovetetta on liikaa, se jää reagoimatta kovettuneeseen epoksiin huonontaen näin epoksimuovin ominaisuuksia. Kovetteen oikea määrä saadaan laskettua jakamalla kovetteen moolimassa reaktiivisten ryhmien lukumäärällä, minkä jälkeen saatu luku jaetaan epoksiekvivalenttipainolla, joka on epoksihartsin moolimassa jaettuna epoksiryhmien lukumäärällä. Tulos ilmaisee suoraan kovetteen määrän grammoissa 100 grammaa hartsia kohden. Käytännössä hartsitoimittajat ilmoittavat aina oikean kovetemäärän, koska hartsien ja kovetteiden kemiallista rakennetta ei ilmoiteta.
Epoksihartseihin voidaan lisätä myös liuotteita. Ne pienentävät hartsin viskositeettia ja siten parantavat esim. hartsin kostutusominaisuuksia ja helpottavat impregnointia eli lujitteiden kyllästymistä hartsilla. Liuotteet voivat olla ei-reaktiivisia tai reaktiivisia. Ei-reaktiivisia liuotteita voidaan lisätä enintään 5 p% kovetetun hartsin ominaisuuksia heikentämättä. Ei-reaktiivisina liuotteina käytetään mm. styreeniä, tolueenia, ksyleeniä ja dibutyyliftalaattia. Reaktiiviset liuotteet osallistuvat kovetusreaktioon. Ne ovat pääasiassa alkoholien, fenolien tai kresolien diglysidyylieettereitä. Yleisesti käytettyjä ovat esim. butaanidiolin diglysidyylieetteri (BDE) ja neopentyyliglykolin diglysidyylieetteri. Reaktiiviset liuotteet kilpailevat kovetteen kanssa kovetusreaktiossa, joten niiden annostus pitää olla tarkasti laskettu.
Epoksimuovien kemian monipuolisuudesta seuraa, että kovetettujen epoksien ominaisuuksia voidaan vaihdella hyvin laajoissa rajoissa. Kovetetun epoksin lasittumislämpötila voi esimerkiksi olla alhaisimmillaan alle 100 °C ja korkeimmillaan 250 °C käytetyistä raaka-aineista riippuen. Vastaavasti murtovenymää voidaan vaihdella välillä 1,4 – 20 %. Kovetuslämpötilat vaihtelevat huoneenlämpötilasta aina 200 °C:een asti. Kovettumiskutistuma on alhainen, tyypillisesti noin 0,5 t%. Kovettumisreaktiossa ei vapaudu haihtuvia komponentteja. Epoksit tarttuvat hyvin moniin pintoihin ja niiden mekaaniset ominaisuudet ovat selvästi parempia verrattuna polyesterihartseihin. Epoksit eristävät sähköä ja lämpöä hyvin ja ne kestävät jopa 290 °C:n lämpötiloja. Epoksien kemikaalienkesto on hyvä.
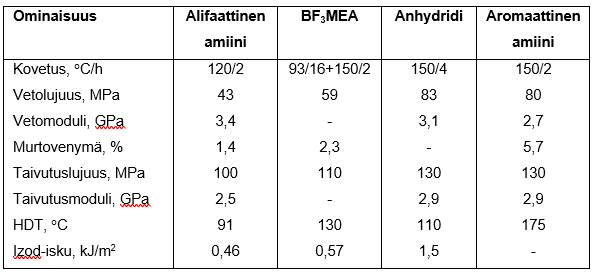
Taulukkoon 3.6 on koottu erityyppisillä kovetteilla kovetetun DGEBA-epoksin ominaisuuksia.
Taulukko 3.6 Eri kovetteiden vaikutus DGEBA hartsiin. [3]
Epoksien käyttö voidaan jakaa neljään osaan: yleiskäyttö, sähköteollisuuden käyttö, avaruus- ja lentokonekäyttö sekä käyttö liimoina. Yleiskäyttö sisältää urheiluvälineet ja vapaa-ajan välineet. Hartsina on tavallisimmin DGEBA ja kovetteet ovat joko aromaattisia tai alifaattisia amiineja tai anhydridejä. Tässä käytössä epoksit lujitetaan useimmiten lasikuiduilla. Tuotteita ovat putket, autojen osat ja urheiluvälineet.
Sähköteollisuuden käytöstä suurimman osan muodostavat elektroniikan piirilevyt ja komponenttien kotelot. Sähkönsiirron eristeet eli isolaattorit ovat toinen tärkeä käyttökohde. Palo-ominaisuuksien takia joudutaan usein käyttämään halogenoituja erikoisepokseja ja erikoisamiinikovetteita sekä kiihdytteitä.
Lentokone- ja avaruusteollisuudessa epoksi on yleisin matriisimuovi. Raaka-aineena on tyypillisesti esipolymeroidun epoksihartsin ja tavallisimmin hiilikuidun muodostama prepreg. Epoksien käyttöä liima-aineena tarkastellaan kappaleessa 3.7.
3.1.4 Fenoli-formaldehydit
Fenoli-formaldehydihartsia (PF) voidaan pitää ensimmäisenä täysin synteettisenä teollisena muovina. Hartsit tulivat markkinoille vuonna 1907 kauppanimellä Bakeliitti. Fenoli-formaldehydihartsit valmistetaan kondensoimalla fenolia formaldehydin vesiliuoksen (formaliini) kanssa (kuva 3.10). Reaktio edistyy useiden välituotteiden kautta. Se on hyvin monimutkainen ja vaikeasti karakterisoitavissa. Reaktiossa vapautuu vettä. Ristisilloittuminen tapahtuu kun trifunktionaalinen fenoli reagoi difunktionaalisen formaldehydin kanssa.

Kuva 3.10 Fenolin ja formaldehydin reaktio. Muodostunut tuote reagoi edelleen lähtöaineiden ja itsensä kanssa. Reaktio on esitetty huomattavasti yksinkertaistettuna.
Hartseja voidaan myös valmistaa substituoiduista fenoleista ja muista aldehydeistä, mutta nämä ovat harvinaisia johtuen fenolin ja formaldehydin halvasta hinnasta ja helposta saatavuudesta. Käytännössä hartsin ominaisuuksia säädetään fenolin ja formaldehydin suhteella, reaktio-olosuhteilla ja katalyytillä.
Fenoli-formaldehydin kovettumisreaktio voidaan jakaa kolmeen vaiheeseen (A, B ja C). Vaiheessa A ristisiltoja ei vielä ole muodostunut ja hartsi on täysin vesiliukoinen. Vaiheessa B juuri ennen geelipistettä ristisilloittuminen on edistynyt niin, että hartsin moolimassa ja viskositeetti ovat selvästi nousseet, mutta hartsi on vielä työstettävissä. Vaiheessa C moolimassa ja ristisilloittumisaste ovat hyvin korkeat eikä hartsia voi enää työstää. Hartsi ei myöskään liukene eikä sitä voida sulattaa.
Fenoli-formaldehydihartseja on olemassa kahta tyyppiä: resoleja ja novolakkoja. Resolit saadaan aikaan emäskatalyytillä, kun formaldehydiä on ylimäärä reaktioseoksessa. Reaktio pysäytetään jäähdyttämällä B-vaiheen aikana, jolloin saatu hartsi on vielä työstettävissä. Reaktioaika on noin 1 tunti 100 °C:ssa. Kovettumisreaktio viedään loppuun eli C-vaiheeseen ilman erillistä ristisilloittajaa hartsia lämmittämällä. Resolit ovat näin yksikomponenttihartseja. Hartsien säilyvyysaika on lyhyt, tyypillisesti noin 3 kuukautta.
Novolakkahartseja saadaan, kun reaktioseoksessa on ylimäärä fenolia ja reaktiossa käytetään happokatalyyttiä. Reaktio tapahtuu 160 °C:ssa. Reaktioaika on 2 – 4 tuntia. Reaktioseos jäähdytetään ja saatu hauras hartsi murskataan ja sekoitetaan heksametyleenitetra-amiiniin. Tämä kompaundi voidaan kovettaa muotissa lämmittämällä. Tyypillisesti kovettumiseen tarvitaan noin 165 °C:n lämpötila. Heksametyleenitetra-amiini hajoaa tässä lämpötilassa ammoniakiksi ja formaldehydiksi, joka reagoi kovetuksessa. Novolakat ovat kaksikomponenttihartseja, koska kovetus vaatii heksametyleenitetra-amiinin läsnäoloa reaktiivisena komponenttina. Novolakoilla on pitkä säilyvyys normaaliolosuhteissa.
Fenoli-formaldehydihartsit ovat tyypillisesti tummia. Väri vaihtelee punaruskeasta mustaan ja rajoittaa niiden käyttöä. Hartsit ovat hyvin hauraita ilman täyteaineita. Fenolihartsien etuja ovat hyvä dimensionaalinen stabiliteetti ja alhainen kutistuma, hyvä virumisenkesto, hyvä puristuskestävyys, hyvä lämmön- ja kemikaalienkesto, alhainen vesiabsorptio sekä hyvä säänkesto. Ne ovat myös hyviä sähköneristeitä.
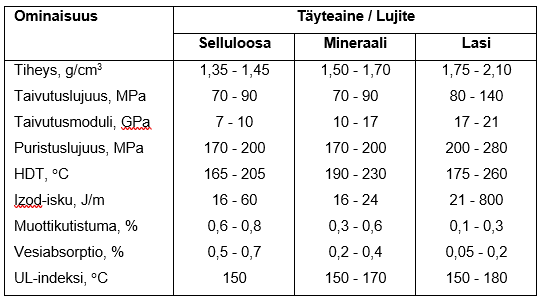
Fenolihartseja käytetään eniten vanerin liimaukseen ja pinnoitukseen. Hartseja käytetään myös kuitulevy-, lasivilla-, valimo- ja paperiteollisuudessa. Teknisessä käytössä fenolihartseja lujitetaan ja modifioidaan täyteaineilla, joiden paino-osuus on yleensä alle 45 – 65 p%. Tyypillisiä täyteaineita ovat mineraalit, grafiitti, piidioksidi, puuvilla, selluloosa, kuidut ja puujauhot. Fenolipuristemassoja lujitetaan myös lasikuiduilla. Massoja on saatavilla rakeina, hiutaleina ja jauheina. Täytettyjen ja lujitettujen teknisten fenolimuovien ominaisuuksia on koottu taulukkoon 3.7.
Taulukko 3.7 Täytettyjen ja lujitettujen fenolimuovien ominaisuuksia. [3]
Fenolipuristemassoja käytetään sähköteollisuuden rasioissa, kytkimissä, pistokkeissa ja pistotulpissa. Kotitalouskoneet ja kahvat ovat toinen tärkeä sovellusalue. Fenolien musta tai ruskea väri on kuitenkin vaikuttanut kestomuoveihin siirtymiseen. Autoteollisuudessa ja muussa teollisuudessa fenoleja käytetään paljon erilaisissa sähkölaitteissa kuten liittimissä ja kytkinrimoissa. Tuotteita valmistetaan ahtopuristamalla, siirtopuristamalla ja ruiskuvalamalla. Tyypillisesti muottilämpötilat ovat 150 – 205 °C, ahtopuristuspaine 10 – 35 MPa ja ruiskuvalupaine 70 – 140 MPa.
Fenolihartseista sekä lasi-, hiili- ja aramidikuiduista valmistetaan myös prepregejä. Näitä käytetään pääasiassa lentokoneteollisuudessa. Fenolihartseja on kehitetty myös laminointikäyttöön korvaamaan polyesterihartseja. Näitä erikoislaatuja on kehitetty etenkin kuljetusvälineteollisuuteen, jossa fenolihartsien vähäisempi savunmuodostus on etu. Fenolihartsien laajempaa käyttöä rajoittavat kuitenkin fenoliin ja formaldehydiin liittyvät työhygieeniset ongelmat.
Urea-formaldehydi- ja melamiini-formaldehydihartsit kuuluvat aminohartsien ryhmään. Kemiallisesti ne ovat sukulaisia fenoli-formaldehydihartseille. Niitä myös valmistetaan ja työstetään samaan tapaan. Aminohartsien pääasiallinen käyttökohde on lastulevyjen ja puulevyjen liimaus ja pinnoitus. Lujitemuoveissa niitä käytetään täytettyinä puristemassoissa fenolihartsien tapaan. Niiden pääasiallinen etu fenoli-formaldeydihartseihin nähden on vaalea väri.
3.1.5 Polyuretaanit
Polyuretaaneiksi (PUR) kutsutaan polymeerejä, jotka syntyvät, kun di-isosyanaatti reagoi eri yhdisteiden kanssa muodostaen uretaaniryhmiä (-NH-CO-O-). Polyuretaaneja on lukuisia erilaisia. Tärkeimmät perustuvat di-isosyanaattien ja polyolien väliseen reaktioon. Di-isosyanaatin ja amiinin reaktiossa muodostuu polyurea-uretaaneja. Di-isosyanaatin ja veden reaktiossa syntyy vastaava rakenne ja samalla muodostuu hiilidioksidia. Vaahdotetut polyuretaanit perustuvat veden reaktioon isosyanaattien kanssa. Reaktioon riittää usein ilmassa oleva kosteus. Edellä kuvatut reaktiot on esitetty kuvassa 3.11.

Kuva 3.11 Polyuretaanien muodostumisreaktiot: A) di-isosyanaatin reaktio alkoholin kanssa, B) di-isosyanaatin reaktio amiinin kanssa, ja C) di-isosyanaatin reaktio veden kanssa.
Polyuretaanien valmistuksessa tärkeimpiä isosyanaatteja ovat aromaattiset isosyanaatit. Ne ovat halvempia ja reaktiivisempia kuin vastaavat alifaattiset isosyanaatit. Isosyanaatit ovat myrkyllisiä ja niiden käsittely edellyttää huolellisuutta ja työturvallisuuteen liittyvien kysymysten kunnollista hoitamista. Yleisimmät isosyanaatit ovat difenyylimetaani-4,4′-di-isosyanaatti (MDI) ja tolueenidi-isosyanaatti (TDI).
Polyolit ovat kaksi- tai useampiarvoisia alkoholeja, joiden moolimassa on tyypillisesti välillä 500 – 8 000 g/mooli. Ollakseen riittävän joustavia näiden polyolien on oltava alifaattisia. Kemiallisesti polyolit ovat joko propeenioksidista valmistettuja polyeetteripolyoleja tai adipiinihappoon perustuvia polyesteripolyoleja.
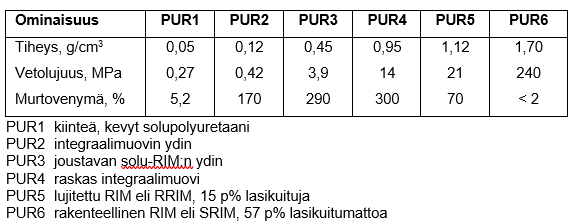
Polyuretaanien monipuolinen kemia tarjoaa monia mahdollisuuksia niiden valmistamiseen. Polyuretaanien ominaisuuksia voidaankin säätää hyvin laajalla alueella. Taulukko 3.8 kuvaa ominaisuuksien vaihteluvälejä ja keskinäisiä riippuvuussuhteita. Taulukossa on esitetty myös kahden lujitetun PUR:n ominaisuuksia. Lujitetut laadut on nimetty yleisesti käytössä olevilla lyhenteillä RRIM ja SRIM (Reinforced/Structural Reaction Injection Moulding). Edellisessä lujitteena on tavallisesti jauhettu lasikuitu, jälkimmäisessä jatkuvakuitu- tai katkokuitumatto.
Taulukko 3.8 Eri polyuretaanien tyypillisiä ominaisuuksia.
Polyuretaanien tärkeimpiä etuja ovat alhainen viskositeetti (tyypillisesti 1 Pas), alhainen kovetuslämpötila (50 – 70 °C), tarvittaessa erittäin nopea kovetusreaktio (muutama sekunti) ja alhainen hinta. Heikkouksia ovat alhaiset mekaaniset ominaisuudet ja huono lämmönkesto kun vertailukohtana ovat muut kertamuovit. Isosyanaatit ovat lisäksi toksisia. Isosyanaattia vapautuu myös kovetetun hartsin mekaanisessa työstössä.
Polyuretaaneilla on lukuisia käyttökohteita, esimerkkeinä pinnoitteet, liimat, maalit, eristevaahdot ja tekniset muovit. Niiden pääasiallinen käyttökohde on sovelluksissa, joissa ei käytetä lujitetta. Lujitettuja polyuretaaneja käytetään jonkin verran autoteollisuudessa.
3.1.6 Polyimidit
Polyimidit ovat laaja polymeeriryhmä. Niille on tunnusomaista imidiryhmä toistuvana yksikkönä polymeeriketjussa. Imidiryhmä ja polymeerin aromaattiset monomeerit antavat polyimideille erittäin hyvän lämmönkeston.
Polymidit valmistetaan dianhydreistä ja diamiineista kondensaatioreaktiossa, joka tapahtuu kahdessa vaiheessa. Ensimmäisessä vaiheessa muodostuu polyaamihappo, joka sitten reagoi muodostaen polyimidin. Polyimidejä on kolme ryhmää: kestomuoviset polyimidit, kertamuoviset polyimidit ja bismaleimidit. Kestomuovisia polyimidejä tarkastellaan kappaleessa 3.2.
Kertamuoviset polyimidit työstetään polyaamihappomuodossa liuotettuna orgaaniseen liuotteeseen. Kovetuksessa reaktio viedään loppuun lämmittämällä katalyytin kanssa. Bismaleimidit (BMI) ovat alhaisen moolimassan omaavia oligomeerejä, joilla on reaktiivinen maleimidiryhmä pääteryhmänä. BMI-hartsit valmistetaan diamiinista ja maleiinihappoanhydridistä. Tavallisin diamiini on metyleenidianiliini (kuva 3.12). Hartsit kovetetaan lämmittämällä peroksidin kanssa tai käyttäen aromaattista diamiinia kovetteena. Reaktiossa ei muodostu haihtuvia komponentteja.

Kuva 3.12 Bismaleimidin valmistaminen metyleenidianiliinista ja maleiinihappoanhydridista.
Kovetetut BMI-hartsit ovat erittäin lämmönkestäviä kertamuoveja. Niiden heikkoutena on hauraus. Sitä voidaan vähentää käyttämällä aromaattista diamiinia kuten tolueenidiamiinia MDA:n kanssa. Tällä tavalla BMI-muovien ominaisuuksia on voitu parantaa lentokoneteollisuuden edellyttämälle tasolle. Puhtaita MDA- bismaleimidihartseja käytetään mm. elektroniikkateollisuuden piirilevylaminaatteihin.
Bismaleimidejä on saatavissa sellaisenaan tai lujitettuna hiili- tai lasikuiduilla. Lujitetut tuotteet ovat hartsilla esi-impregnoituja tuotteita eli prepregejä. Tyypillinen bismaleimidiprepregin kovetus autoklaavissa tehdään nostamalla lämpötilaa vaiheittain 80 °C:een, 177 °C:een ja lopuksi 204 °C:een. Tuotteen jälkikovetus muotista irrottamisen jälkeen tehdään lämpötilassa 220 – 260 °C vuorokauden ajan. Jäähdytys on tehtävä hitaasti ja hallitusti (n. 100 °C/h) jännitysten ja jännityssäröilyn estämiseksi.
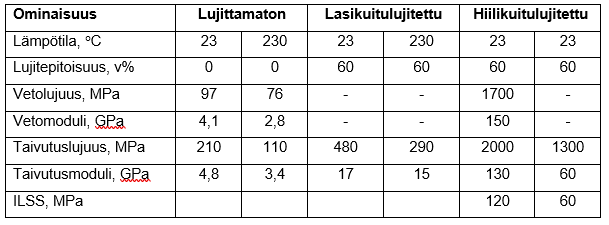
Bismaleimidien mekaaniset ominaisuudet ovat erittäin hyvät etenkin hiilikuitulujitettuna. BMI-muovien jatkuva käyttölämpötila on 180 – 230 °C. Pienen tuotannon ja hankalan kemian takia BMI-hartsit ovat kalliita. Tärkeimmät sovellutukset löytyvät lentokone- ja avaruusteollisuudesta. Kovetetun BMI-muovin ominaisuuksia lujittamattomana ja lujitettuna on koottu taulukkoon 3.9.
Taulukko 3.9 Lujittamattoman ja lujitetun bismaleimidin homopolymeerin ominaisuuksia eri koestuslämpötiloissa. [3]
3.1.7 Syanaattiesterit
Syanaattiesterit ovat yksikomponenttihartseja, jotka muodostavat ristisilloittuneen polymeerirakenteen lämpökovetuksen avulla. Syanaattiesterit sisältävät vähintään kaksi syaaniesteriryhmää (- O – C º N). Tätä ei pidä sekoittaa isosyanaattiryhmään (- N = C = O), joka on polyuretaanien yksi ainesosa. Syanaattiesterit valmistetaan halogeenisyanaatin ja moniarvoisen fenolin reaktiolla. Syntyvä tuote on tyypillisesti alhaisen moolimassan omaava molekyyli, jolla on syanaattiesteriryhmät pääteryhminä (kuva 3.13).

Kuva 3.13 Syanaattiesteri
vSyanaattiesterin rakenne riippuu käytetystä fenolista. Tarjolla on monia tyyppejä, jotka ovat pääasiassa kiteisiä hartseja. Niiden sulamispisteet vaihtelevat rakenteesta riippuen tyypillisesti välillä 70 – 200 °C. Kovetusreaktiossa kolme syanaattiryhmää reagoi ns. trimerisaatioreaktiossa muodostaen syklisen triasiiniryhmän. Kovettuminen aikaansaadaan lämmittämällä syanaattiesteriä 180 °C:ssa katalyyttien läsnä ollessa. Syntynyt kertamuovi on korkeasti verkottunut. Korkea verkottumisaste yhdistettynä aromaattisiin renkaisiin antaa syanaattiestereille erinomaiset veden-, lämmön- ja liuotteenkesto-ominaisuudet sekä hyvät sähköiset ja mekaaniset ominaisuudet. Lasittumislämpötila on 250 – 290 °C ja kutistuma alhainen. Syanaattiestereitä käytetään lujitemuovisovelluksissa lähinnä hiilikuiduilla lujitettuina korkean lämpötilan sovelluksissa.