Teollisuudelle käyttökelpoisessa muodossaan muovit sisältävät erilaisia täyte‑, apu‑ ja lisäaineita. Periaatteessa on mahdollista ostaa nämä sekä peruspolymeeri erikseen ja suorittaa sekoitus itse. Toisaalta muovit voidaan hankkia kaikki tarvittavat lisäaineet sisältävinä. Tavallisinta kuitenkin on, että muovit ja hartsit sisältävät jo ostettaessa osan lisäaineista. Käyttäjät lisäävät vain ne täyte‑ ja apuaineet, joilla muovien ja hartsien ominaisuudet muutetaan valmistettavan tuotteen tai valmistusmenetelmän kannalta soveliaimmiksi.
Tässä luvussa käsitellään tärkeimpiä täyte‑ ja apuaineita, värejä ja pigmenttejä sekä sisäisiä irrotusaineita. Muottipinnalle levitettäviä ulkoisia irrotusaineita tarkastellaan kappaleessa 10.3. Muoveihin ja hartseihin valmistajien toimesta sekoitettavia lisäaineita käsitellään myös luvuissa 3.1, 3.2 ja 4.2.
3.3.1 Täyteaineet
Täyteaineilla voidaan laajassa merkityksessä tarkoittaa lähes kaikkia muoveihin sekoitettavia kiinteitä, nestemäisiä tai kaasumaisia aineita. Tässä täyteaineiksi luetaan vain ne kiinteät lisäaineet, joita käytetään huomattavia pitoisuuksia, tavallisesti vähintään 8…10 tilavuusprosenttia. Täyteaineiden ulkopuolelle jäävät siten tärkeät lisäaineet kuten värit, pigmentit, katalysaattorit, stabilisaattorit, pehmitteet, voiteluaineet, irrotusaineet ja antistaattiset apuaineet.
Vaikka suuri osa muovituotteista ei sisällä täyteaineita, on täyteaineiden asema ollut tärkeä aina muoviteollisuuden alusta lähtien. Kun aikaisemmin täyteaineita käytettiin alentamaan kustannuksia ja kasvattamaan tilavuutta, on nykyisin merkittäväksi tekijäksi tullut muovien mekaanisten ja fysikaalisten ominaisuuksien muuttaminen haluttuun suuntaan. Täyteaineiden käyttöä ovat lisäämässä perusraaka‑ainekustannusten nousu, muovituotteiden valmistusteknologian kehittyminen, muovisovellutusten lisääntyminen ja monipuolistuminen, täytettyjen muovien tulo markkinoille, tehokkaammat tartunta‑aineet (coupling agents), täyteaineiden vakaa hintakehitys ja suhteellisen helppo saatavuus, täyteaineissa tapahtunut kehitys sekä valikoimien laajeneminen ja monipuolistuminen.
Täyteaineita voidaan nykyisin modifioida ja räätälöidä lähes kaikkiin käyttötarkoituksiin ja tarpeisiin sopiviksi. Myös yhteiskunnan sekä ympäristön vaatimukset koskien lähinnä kierrätettävyyttä ja hävitettävyyttä vaikuttavat merkittävästi sekä täyteaineen valintaan että sen käyttöön valmistettavassa muovituotteessa. Täyteaineiden vuosikulutus koko maailman muoviteollisuudessa 2000-luvun alussa oli 11…13 miljoonaa tonnia. Tästä määrästä (kalsium- ja magnesium-) karbonaattien osuus oli n. 65 %.
Usein pääasiallisin syy täyteaineen käyttöön on tilavuuden kasvattaminen, tiheyden alentaminen tai nostaminen ja kustannusten pienentäminen tai kurissa pitäminen. Tavoitteena on alentaa raaka‑ainekustannuksia, nopeuttaa valmistusta ja pienentää hävikkiä. Kustannusten alentaminen on kuitenkin nykyisin harvoin ainoa tai edes tärkein syy, sillä tähän päästään vain käyttämällä partikkelikooltaan suuria täyteaineita.
Täyteaine vaikuttaa myös muovin ja valmistettavan tuotteen ominaisuuksiin. Tavallisimmin vaikutus kohdistuu jäykkyyteen, tiheyteen ja muovin viskositeettiin sekä kovettumiskutistumaan. Myös esim. tuotteen pinnan laatuun, optisiin ominaisuuksiin, väriin, kaasun- ja vedenläpäisevyyteen, termisiin, kemiallisiin ja sähköisiin ominaisuuksiin sekä palonkestoon voidaan vaikuttaa. Parhaan tuloksen saavuttamiseksi eri täyteaineita voidaan yhdistellä joko keskenään tai lujitteiden kanssa. Koska täyteaineiden yksittäisten partikkelien muoto, koko ja kokojakautuma saattavat vaihdella suurestikin, on aina ennen tuotannollisen toiminnan aloittamista suoritettava riittävä määrä kokeita täyteaineiden kokonaisvaikutuksen selvittämiseksi. Tyypillisenä haittana täyteaineiden käytössä on niiden taipumus sitoa muoviin ilmaa ja lisätä näin valmiin tuotteen huokoisuutta. Tästä syystä sekoitus on tehtävä huolellisesti. Tarvittaessa voidaan ilman poisto suorittaa alipaineimulla.
Markkinoilla on useita satoja täyteaineita, joista määrällisesti merkittäviä on vain muutama. Näistä mainittakoon kalsium‑ ja magnesiumkarbonaatit, talkki, kaoliini, piidioksidi, alumiinihydroksidi ja orgaaniset täyteaineet. Kalsiumkarbonaatit muodostavat ylivoimaisesti suurimman ryhmän, sillä täyteaineiden kokonaiskulutuksesta niiden osuus on noin 2/3. Valtaosa näistä, kuten täyteaineista yleensä, käytetään kestomuovien kanssa. Täyteaineiden käyttö kertamuoveissa on huomattavasti vähäisempää ja valikoidumpaa. Lähes kaikkia täyteaineita on saatavissa sekä käsittelemättöminä että pintakäsiteltyinä laatuina.
Täyteaineet voidaan luokitella monella tavalla. Tässä esityksessä jako on suoritettu mineraalitäyteaineisiin, lasiin, metalleihin, hiilimustaan ja orgaanisiin täyteaineisiin. Omina ryhminään tarkastellaan lisäksi palonestotäyteaineita, sähkönjohtavuutta parantavia täyteaineita sekä pallomaisia täyteaineita.
3.3.2 Täyteaineille asetetut vaatimukset
Täyteaineilla on joukko niille tyypillisiä ominaisuuksia, joista riippuu täyteaineen käyttäytyminen muovissa ja täyteaineen käytöllä saavutettavat edut ja haitat lopullisessa tuotteessa. Täyteaineen vaikutuksen kannalta merkitsevimmät ominaisuudet ovat täyteainepartikkelin muoto, koko ja kokojakautuma sekä ominaispinta‑ala. Muita merkittäviä ominaisuuksia ovat tiheys, öljynabsorptioluku, kovuus, väri, lämpöominaisuudet sekä kemialliset ja sähköiset ominaisuudet.
Täyteaineen täyttökyky ja pakkaustiiviys vaikuttavat yhdessä merkittävimmin siihen tulokseen, mikä täyteaineen käytöllä saavutetaan. Nämä ominaisuudet määräytyvät täyteaineen partikkelimuodosta, -koosta, kokojakautumasta, pinta-alasta ja huokoisuudesta. Vaikutus viskositeettiin on pienin täyteaineilla, joilla on hyvä täyttökyky ja suuri pakkaustiiviys ja joiden partikkelimuoto on pyöreä ja dispergoituminen täydellistä.
Täyteaineiden partikkelikoko vaihtelee tavallisesti alueella 0,015…800 μm, mutta myös usean millimetrin halkaisijamittaisia täyteainepartikkeleita on käytössä. Toisaalta synteettisen, saostetun kalsiumkarbonaatin partikkelikoot ovat tyypillisesti 0,004…0,07 μm ja synteettisen, tiksotropointiin käytettävän piituhkan 0,007…0,016 μm. Laaja partikkelikokojakautuma antaa parhaan tuloksen. Pienemmät partikkelit sijoittuvat isojen väliin ja muovin tarve on vähäinen. Sekä kustannusten että mekaanisten ominaisuuksien kannalta on edullisinta, jos muovia on riittävästi täyttämään tyhjät kohdat ja kastelemaan täyteainepartikkelit täydellisesti, mutta ei yhtään tätä enempää. Täyteaineen pinta-alalla on merkitystä erityisesti dispergointi- ja pinta-aktiivisten aineiden yhteydessä. Täyteaineen öljynabsorptioluku riippuu ominaispinta-alasta. Huokoisilla partikkeleilla on suurempi öljynabsorptio kuin samankokoisilla ei-huokoisilla partikkeleilla. Alhainen öljynabsorptio sallii suuremman täyttöasteen, ts. mitä suurempi öljynabsorptio on, sitä voimakkaampi on täyteaineen viskositeettia kohottava vaikutus. Täyteaine, jonka öljynabsorptioluku on suuri voi imeä itseensä pehmitteitä sekä stabilointi- ja voiteluaineita ja siten heikentää polymeeriä.
Täyteaineen tiheys on tavallisesti yksittäisen täyteainepartikkelin tiheys. Tilavuuspaino ilmoittaa paljonko tietty tilavuus, tavallisesti dm3 täyteainetta tavanomaisessa myynti- ja käyttömuodossa painaa. Hintavertailut ja kustannusanalyysit on suoritettava tilavuusyksikköä, esimerkiksi dm3 kohden. Sekoituskustannukset sekä vaikutus kappaleaikaan ja hävikkiin on myös otettava huomioon.
Täyteaineen kovuus määritetään Mohsin kovuusasteikolla 1…10. Asteikon alin arvo 1 vastaa talkin kovuutta ja ylin arvo 10 timantin kovuutta. Kovuus vaikuttaa mm. hiottavuuteen ja kuluttavuuteen. Täyteaineiden väri vaihtelee hyvinkin paljon. Yleensä suositaan valkoista väriä. Täyteaineen peittokyky määräytyy valontaitekertoimesta ja partikkelikoosta. Täyteaineen kemiallisia ominaisuuksia on tarkasteltava sekä muovin että valmistettavan tuotteen kannalta. Täyteaineen mahdollisiin epäpuhtauksiin on kiinnitettävä huomiota. Tuotteen korroosiokestävyys on ensisijaisesti muovista riippuvainen, mutta mikäli täyteainetta käytetään lähellä pintaa tai tuote on kulutukselle tai väsytykselle alttiina, on täyteaineen kemiallisilla ominaisuuksilla myös merkitystä. Täyteaineilla voidaan vaikuttaa myös lämpöominaisuuksiin kuten lämpölaajenemiseen, lämmönjohtumiseen, hajoamislämpötilaan, ominaislämpöön ja palonkestoon. Lisäksi voidaan modifioida perusmuovin optisia ja magneettisia ominaisuuksia sekä sähköisiä ominaisuuksia joko parantamalla eristeominaisuuksia tai sähkönjohtavuutta.
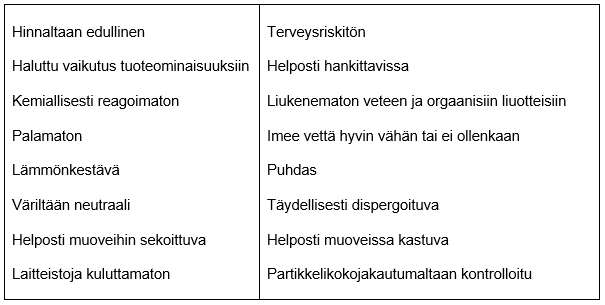
Ihannetäyteaineelle voidaan asettaa joukko ominaisuuksia, joista tärkeimmät on koottu taulukkoon 3.10.
Taulukko 3.10 Ihannetäyteaineen ominaisuudet.
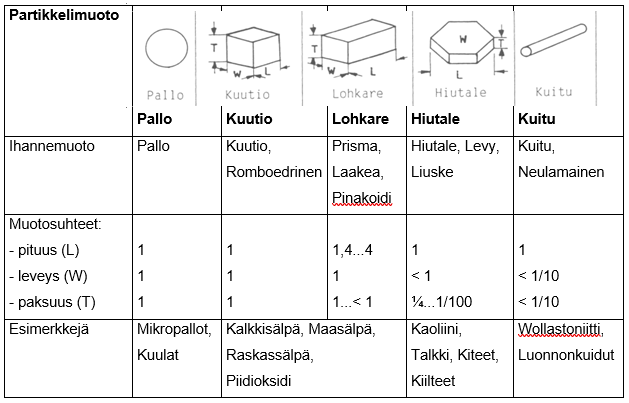
3.3.3 Täyteaineiden partikkelimuodot
Täyteaineet jaetaan partikkelimuotonsa perusteella yleensä viiteen ryhmään (taulukko 3.11). Käytännössä niiden muoto poikkeaa teoreettisesta muodosta usein hyvinkin paljon. Eräissä tapauksissa onkin lähes mahdotonta sijoittaa täyteainetta johonkin näistä viidestä ryhmästä. Esimerkkinä tällaisesta täyteaineesta on piimaa, joka on syntynyt esihistoriallisella kaudella vedessä eläneiden levien piikuorien kerrostumista.
Partikkelimuodosta ja partikkelikokojakautumasta määräytyy täyteaineen ominaispinta‑ala, josta taas täyteaineen vaikutus ja käyttäytyminen polymeerissä suurelta osalta riippuu.
Taulukko 3.11 Täyteaineiden peruspartikkelimuodot.
Pallomaiset täyteaineet
Teoriassa ideaalisin täyteaineen muoto olisi pehmeäpintainen pallo. Sillä olisi pienin vaikutus matriisimuovin viskositeettiin ja virtausominaisuuksiin eikä se aiheuttaisi tuotteen mekaanisia ominaisuuksia heikentäviä sisäisiä jännityksiä.
Pallomaisten täyteaineiden edut ovat seuraavat:
- pieni pinta‑ala suhteessa tilavuuteen, mikä merkitsee alhaista hartsin imeytymistä ja mahdollistaa korkean täyttöasteen vähäisin vaikutuksin muovin viskositeettiin
- säännöllinen partikkelimuoto takaa helpon kastumisen ja voimien jakautumisen, jolloin täyteaineen vaikutus fysikaalisiin ominaisuuksiin on paremmin ennakoitavissa
- koneisiin, laitteisiin ja työkaluihin kohdistuva kuluttava vaikutus on vähäinen
- kontrolloidusta partikkelikoosta ja kokojakautumasta johtuen sekoittuminen on tasainen.
Umpipalloja voidaan valmistaa useista materiaaleista. Tunnetuimpia ovat lasipallot. Näiden koko vaihtelee alueella 0,005…5 mm tiheyden ollessa 2,5 g/cm3. Yleisimmin käytettyjä ovat 5…45 μm halkaisijamittaiset umpilasipallot. Myös useista polymeereistä kuten polystyreenistä, ‑uretaanista, ‑propeenista, ‑amidista, ja ‑esteristä sekä fenoli‑ ja akryylimuovista valmistettuja umpipalloja on markkinoilla. Polymeeripallojen koko on tavallisesti 1…150 mm ja muista materiaaleista valmistettujen umpipallojen 5…800 μm.
Onttoja palloja valmistetaan lasista, hiilestä, polymeereistä ja keraamisista aineista. Niitä saadaan myös lentotuhkasta erottamalla. Umpipalloihin verrattuna ontoilla palloilla on lisäetuna keveys. Partikkelitiheydet ovat tavallisesti alueella 80…800 kg/m3. Umpipalloihin verrattuna epäkohtana on alempi murskauslujuus, joka johtuu onttoudesta ja usein hyvin ohuesta kuoresta. Tämä on otettava huomioon palloja muoviin sekoitettaessa. Lujitemuovien täyteaineena tavallisimmin käytettäviä onttoja palloja kutsutaan myös mikropalloiksi.
Lentotuhkasta erottamalla saatujen ehjien, onttojen pallojen partikkelikoot vaihtelevat alueella 5…540 µm seinämävahvuuden ollessa 0,5…5 µm. Partikkelitiheydet 300…850 kg/m3 vastaavat tilavuuspainoja 0,20…0,45 g/cm3. Lentotuhkapallot ovat väriltään harmaita.
Partikkelitiheydeltään kevyemmät (120…600 kg/m3), valkoiset mikropallot ovat tavallisesti boorilasista synteettisesti valmistettuja. Hinnaltaan ne ovat lentotuhkamikropalloja merkittävästi kalliimpia. Niitä on markkinoilla useita eri laatuja erilaisin pintakäsittelyin. Partikkelikoot vaihtelevat yleensä alueella 7…210 µm.
Kevyimpiin mikropalloihin lukeutuvat fenolista valmistetut, väriltään ruskeat ontot pallot, joiden keskimääräinen partikkelikoko on 50 µm ja tiheys 100 kg/m3. Fenolimikropallotäyte helpottaa kertamuovien hiottavuutta. Epäkohtana on se, että fenolipallot absorboivat ilmasta kosteutta. Ne eivät myöskään kestä hyvin styreeniä mistä syystä käyttöä ei suositella poly- ja vinyyliestereiden kanssa.
Mikropalloja käytetään mm. tasoitteissa hiottavuuden parantamiseksi, täytemassoissa, maaleissa ja liimoissa alentamaan painoa ja hintaa ja pienentämään kutistumaa sekä laminaattirakenteissa kasvattamaan laminaatin paksuutta ja parantamaan jäykkyysominaisuuksia. Mikropallojen ja hartsin seosta, ns. syntaktista solumuovia käytetään mm. kerroslevyrakenteen ydinaineena sekä vaativissa vedenalaisissa sovellutuksissa kelluttavana materiaalina.
Pallomaisten täyteaineiden käytöllä pyritään lähinnä alentamaan materiaalikustannuksia korvaamalla niillä kalliimpaa matriisimuovia. Ontoilla palloilla voidaan rakenteita myös keventää kontrolloidusti. Kuten muillakin täyteaineilla voidaan myös pallomaisilla täyteaineilla tyypistä ja partikkelikoosta riippuen parantaa tuotteen palon‑, sään‑ ja savukaasunkestoa, pinnan laatua sekä lämmön‑ ja sähköneristysominaisuuksia. On muistettava, että kustannusvertailut onttojen ja täytteisten pallojen välillä on aina suoritettava tilavuuspainoihin perustuen.
Kuitumaiset täyteaineet
Partikkelimuodoltaan kuitumaisella tai neulamaisella täyteaineella on myös lujittava vaikutus. Erityisesti tämä koskee vetomurtolujuutta, jota partikkelimuodoltaan toisenlaisilla täyteaineilla ei voida merkittävästi parantaa.
Asbesti ja wollastoniitti ovat mineraalitäyteaineista ainoat, joiden partikkelimuoto on kuitumainen. Asbesti on yleisnimi eräille kuitumaisille hydratoiduille magnesium‑ ja natriumsilikaateille, joiden fysikaaliset ja kemialliset ominaisuudet eroavat toisistaan huomattavasti. Asbestimineraaleja tunnetaan kuusi, joista määrällisesti merkittävin ja tunnetuin on krysotiili, valkoinen asbesti. Muoviteollisuudessa asbestia on aikaisemmin käytetty kestomuovien täyteaineena suuria määriä. Terveyshaitoista johtuen asbestikuitujen käytöstä on nyt luovuttu.
Myös tavanomaisia lujitekuituja sekä muita orgaanisia ja epäorgaanisia kuituja voidaan käyttää täyteaineena. Näihin lukeutuvat myös whiskersit eli kuitumaiset yksittäiskiteet. Sekä puu- että lujitemuoviosien liittämisessä käytetään matalaviskoosisten liimojen täyteaineena jauhettuja selluloosakuituja, ns. mikrokuituja. Valkaistusta selluloosasta valmistetut 200…300 µm:n pituiset kuidut absorboivat liimaa estäen sen valumisen liimasaumasta. Puun liimauksessa täyteaine estää myös liiman liiallisen imeytymisen puuhun. Näiden ominaisuuksien ohella selluloosamikrokuiduilla on lujittava vaikutus.
3.3.4 Mineraalitäyteaineet
Kalsiumkarbonaatti
Kalsiumkarbonaatti CaCO3 on kalkkisälpää eli kalsiittia. Kivilajia, joka sisältää pääasiallisesti kalkkisälpää nimitetään kalkkikiveksi, marmoriksi tai liiduksi. Liitu on syntynyt merieläinten kuorista kerrostumalla.
Kalsiumkarbonaatti on määrällisesti merkittävin muovien täyteaine. Sen osuus on runsas puolet kaikista käytetyistä täyteaineista. Kalsiumkarbonaatilla voidaan mm. kontrolloida viskositeettia, parantaa pinnan laatua, alentaa kutistumaa sekä pienentää materiaalikustannuksia. Muovien täyteaineeksi on saatavissa kuiva‑ ja märkäjauhettua, puhdistettua kalsiittia tai saostettua kalsiumkarbonaattia, joita on markkinoilla runsas valikoima sekä pintakäsiteltyinä että -käsittelemättöminä laatuina. Myös synteettistä, saostettua kalsiumkarbonaattia (CCP = calcium carbonicum praecipitatum), jonka partikkelikoko on 0,004…0,07 μm on valmistuksessa. Tämä on luonnon kalsiumkarbonaatteja kalliimpaa. Luonnon kalsiumkarbonaattien tiheys on noin 2,7 g/cm3 ja saostetun 2,6 g/cm3.
Kalsiumkarbonaateilla on monia etuja muihin täyteaineisiin verrattuna. Näistä mainittakoon edullinen hinta, turvattu saatavuus sekä markkinoiden laajin partikkelikokovalikoima, mikä mahdollistaa optimitäyttöasteen saavuttamisen. Kalsiumkarbonaatit sekoittuvat helposti ja täydellisesti muoviin parantaen joskus myös muiden täyteaineiden sekoittumista. Ne ovat väriltään vaaleita ja helppoja pigmentoida sekä helposti pintakäsiteltäviä. Mohsin kovuus on 3. Ne ovat myrkyttömiä, hajuttomia ja ihoa ärsyttämättömiä täyteaineita, jotka vaikuttavat suhteellisen vähän jäykkyyteen suurinakin pitoisuuksina. Kalsiumkarbonaatit parantavat lämmönkestävyyttä. Ne alkavat hajota kalsiumoksidiksi ja hiilidioksidiksi 600 °C lämpötilassa.
Kalsiumkarbonaattien epäkohtana on huono haponkesto sekä vähäinen lujittava vaikutus useimpiin muihin täyteaineisiin verrattuna. Jälkimmäinen johtuu partikkelimuodosta, joka on romboedrinen kide.
Magnesiumkarbonaatti
Magnesiumkarbonaatti esiintyy luonnossa magnesiittina MgCO3 tai dolomiittina CaCO3·MgCO3. Sitä käytetään laminointi‑ ja valumuoveissa joko yksinään tavallisen täyteaineen tavoin tai antimonitrioksidin kanssa parantamaan palonkesto‑ominaisuuksia. Magnesiumkarbonaatin tiheys on 2,85 g/cm3 ja kovuus 3 Mohs.
Kalsiumsilikaatti
Kalsiumsilikaatti CaSiO3 esiintyy luonnossa metasilikaattina eli wollastoniittina, jonka partikkelimuoto mineraalitäyteaineista ainoana on täysin neulamainen. Sen pituus‑paksuussuhde voi olla jopa 15:1. Tiheys on 2,9 g/cm3 ja kovuus 4,5…5 Mohs. Wollastoniittia käytetään lähinnä kestomuovien täyteaineena ja sitä on saatavissa myös pintakäsiteltyinä laatuina. Sen väri on valkoinen ja kosteudenkesto erinomainen. Partikkelimuotonsa ansiosta sen lujittava vaikutus on muita mineraalitäyteaineita suurempi ja sillä voidaan haluttaessa korvata osa lujitekuiduista.
Kaoliini
Kaoliini (posliinisavi) Al2O3·2SiO3·2H2O on kidevesipitoinen alumiinisilikaatti, jota tavataan maasälpien rapautumistuotteena paikoin vahvoinakin kerroksina. Se on valkoista, multamaista, savelta tuoksuvaa massaa. Kaoliinia on täyteaineena saatavissa luonnollisessa muodossaan sekä kalsinoituna, jolloin vesi on poistettu. Kalsinoitu kaoliini on tavallista kaoliinia kovempaa.
Kaoliinia käytetään lujitemuovituotteiden valmistuksessa estämään kuitujen näkymistä ja peilautumista tuotteen pinnassa, parantamaan pinnan laatua ja estämään hiushalkeamien syntymistä (erityisesti SMC‑ ja BMC‑tuotteet). Tähän se sopii levymäisen partikkelimuotonsa ja viskositeettia nostavan vaikutuksensa ansiosta. Sähköteollisuudelle valmistettavissa tuotteissa kalsinoitu kaoliini on parantamassa sähköisiä eristeominaisuuksia (erityisesti PVC) ja pienentämässä titaanidioksidin tarvetta. Kaoliini sekoittuu suhteellisen helposti muoviin varsinkin, jos samalla käytetään dispergoivia tai pinta‑aktiivisia apuaineita. Kaoliinin happamuudesta johtuen epoksien ja vinyyliestereiden kanssa on käytettävä pintakäsiteltyjä laatuja. Happojen ja emästen kesto on kaoliinilla hyvä.
Kiilteet
Kiilteet ovat luonnossa esiintyviä verkkosilikaatteihin kuuluvia alumiinisilikaatteja, joiden käyttö muovien täyteaineena on yleistynyt. Useimmat kiilteet kiteytyvät monokliinisiksi kiteiksi, joille on luonteenomaista lähes täydellinen lohkeavuus kohtisuoraan pituussuuntaan vastaan. Isot kiteet ovat lohkottavissa erittäin ohuiksi ja taipuisiksi, elastisiksi liuskeiksi, jotka soveltuvat käytettäviksi muovien täyteaineena. Kaikki kiilteet sisältävät jonkin verran sidottua vettä, tavallisesti alle 5 p%. Kiilteistä tärkeimmät ovat:
- Muskoviitti (kalikiille) K2Al4(Al2Si6O2O)(OH)4
- Flogopiitti K2(MgFe+2)6(Al2Si6O2O)(OH,F)4
- Biotiitti K2(Mg,Fe+2)6(Al2Si6O20)(OH)4
- Lepidoliitti K2Li4Al2(Si6O20)(F,OH)4
Vermikuliitti on hydratoitunut biotiitti sisältäen sidottua vettä 10…20 p%. Voimakkaasti kuumennettaessa se laajenee alkuperäisestä koostaan moninkertaiseksi.
Kiilteitä on täyteaineina kuiva‑ ja märkäjauhettuja sekä pintakäsiteltyjä laatuja. Kiilletyypistä ja kemiallisesta puhtaudesta riippuen kiilteitä on värittömistä ja läpinäkyvistä laaduista voimakkaan värisiin ja jopa mustiin.
Kerta‑ ja kestomuovien täyteaineena käytetään yleensä kiilteitä, joiden muotokerroin (kiillelevyn halkaisijan suhde paksuuteen) on vähintään 100. Mikäli sekoituksessa tai prosessissa kiilteitä ei rikota, ne ovat laminaatin tasossa ja huokoisuus on eliminoitu, on mahdollista valmistaa tuotteita, joiden moduli on alumiinia vastaava ja lujuus 200…300 MPa. Tämä edellyttää korkeaa täyteainepitoisuutta. Pienillä täyteainepitoisuuksilla, rikkoutuneilla tai alhaisen muotokertoimen kiilteillä ei ole merkittävää vaikutusta veto‑ ja taivutuslujuuteen.
Kiilteillä voidaan myös parantaa muovien sähköisiä ominaisuuksia, mittapysyvyyttä, lämmön‑, sään‑, korroosion‑ ja kosteudenkestävyyttä, kemiallista kestoa sekä pienentää kutistumista ja lämpölaajenemiskerrointa. Kiilteet eivät ole kuluttavia, sillä niiden kovuus on vain 2,5…3 Mohs. Tiheys on 2,8 g/cm3. Merkittävimpänä epäkohtana kiilteiden käytössä pidetään niitä sisältävien komposiittien alhaista iskulujuutta ja ‑sitkeyttä. Pakkaustiiviyden ja virtausominaisuuksien parantamiseksi kiilteiden kanssa voidaan käyttää mikropalloja tai muita partikkelimuodoltaan vastaavia täyteaineita.
Maasälpä
Maasälpä on yksi graniitin kolmesta päämineraalista. Täyteaineina käytettävät maasälvät ovat alkalialumiinisilikaatteja, joiden tiheys on 2,6 g/cm3 ja kovuus 6,0…6,5 Mohs. Ne soveltuvat mm. SMC:n ja BMC:n sekä kestomuovien, erityisesti PVC:n täyteaineeksi. Korkeat pitoisuudet ovat mahdollisia varsinkin, jos maasälvän kanssa samalla käytetään muita hienojakoisempia täyteaineita.
Maasälvät pienentävät kutistumaa, lisäävät jäykkyyttä ja parantavat merkittävästi sään‑ ja hankauksenkestoa sekä kemikaalien kestoa. Etuina ovat myös läpinäkyvyys ja poikkeuksellisen helppo dispergoitavuus. Maasälvät parantavat muovien virtaus‑ ja valuominaisuuksia ja pienentävät pigmenttien tarvetta. Ne soveltuvat myös elintarvikekäyttöön valmistettaviin tuotteisiin.
Sirkoniumsilikaatti
Sirkoniumsilikaatti ZrSiO4 on luonnossa esiintyvä happoihin ja emäksiin liukenematon mineraali. Sen käytöllä voidaan parantaa muovien sähköneristysominaisuuksia ja lämmönkestoa, alentaa merkittävästi veden imeytymistä, kutistumista ja halkeilua sekä polyesterimuovin yhteydessä nopeuttaa sen kovettumista. Sitä voidaan käyttää myös pigmenttinä.
Talkki
Talkki on magnesiumsilikaatti, jonka kemiallinen kaava on 3MgO·4SiO2·H2O. Talkki esiintyy luonnossa tavallisesti isoina suomuina serpentiinikivien raoissa ja talkkiliuskeissa. Se tuntuu liukkaalta ja rasvaiselta. Väri vaihtelee valkoisesta harmaaseen, mutta voi olla jopa keltaista, vaalean sinistä tai vihreää. Talkki voi olla partikkelimuodoltaan levymäinen, kuitumainen, neulamainen tai epämääräinen lohkare. Se on pehmein tunnettu mineraali, jonka kovuus on Mohsin asteikossa 1. Kaupalliset laadut ovat usein kovempia, mikä johtuu niiden sisältämistä epäpuhtauksista. Talkin tiheys on 2,9 g/cm3.
Talkin hinta on alhainen, mikä tekee siitä materiaalikustannuksia alentavan täyteaineen. Muoviteollisuuden käyttämä talkki on yleensä valkoista ja partikkelimuodoltaan levymäistä, minkä johdosta sitä usein pidetään lujittavana täyteaineena. Levymäisellä talkilla saavutetaan kaikissa lämpötiloissa korkeampi jäykkyys ja virumisvastus kuin muilla täyteaineilla pitoisuuksien ollessa samat. Epäkohtana on kuitenkin iskulujuuden alentuminen, mikä rajoittaa talkin käyttöä. Talkki saattaa sisältää myös epäpuhtauksina raskasmetalleja ja asbestia.
Talkki ei johda sähköä ja sen lämmönjohtokyky on alhainen. Se parantaa tuotteen työstettävyyttä ja alentaa polyesterin eksotermin huippulämpötilaa. Talkki nostaa muovin viskositeettia jo pieninä pitoisuuksina. Nousu on nopeampaa kuin kalsiumkarbonaatilla.
Alumiinioksidi
Alumiinioksidia Al2O3 saadaan bauksiitista kemiallisella käsittelyllä. Muovien täyteaineena se parantaa ominaissähkövastusta, lämmönjohtavuutta, kovuutta ja kulutuskestävyyttä (Mohsin kovuus on 9). Alumiinioksidi on kemiallisesti erittäin passiivinen ja sillä on alhainen lämpölaajenemiskerroin. Kalsinoitua bauksiittia käytetään polyesteri‑ ja epoksimuovien kanssa liukastumista estävänä täyteaineena.
Piiyhdisteet
Piidioksidi SiO2 on tärkein piin kemiallisista yhdisteistä. Sitä esiintyy useissa kivilajeissamme kvartsina ja kvartsiittina. Piidioksidin käyttöä muovien täyteaineena rajoittaa erityisesti kestomuovien kohdalla materiaalin kovuudesta johtuva laitteiden ja työkalujen voimakas kuluminen. Kertamuovien täyteaineena sillä voidaan parantaa sähköisiä eristeominaisuuksia, mittapysyvyyttä ja lämmönjohtokykyä.
Kvartsilasia eli piidioksidilasia valmistetaan erittäin puhtaasta kvartsihiekasta sulattamalla se valokaariuunissa grafiittielektrodeilla. Syntynyt lasi hienonnetaan ja jauhetaan pulveriksi. Kvartsilasilla on täyteaineista pienin lämpölaajenemiskerroin, vain 0,3·10‑10 1/K. Sen avulla voidaan tehokkaasti alentaa muovin lämpölaajenemista ja parantaa kestävyyttä äkillisiä lämmönvaihteluja vastaan. Muissa suhteissa kvartsilasi on muiden piidioksiditäyteaineiden kaltainen. Kvartsilasin tiheys on 2,65 g/cm3 ja kovuus 7 Mohs.
Piimaa on syntynyt esihistoriallisella kaudella vedessä eläneiden levien piikuorien kerrostumista. Siitä valmistettu täyteaine on hyvin huokoista, josta seuraa sen keveys sekä korkea öljynabsorptioluku ja hyvä lämmöneristyskyky. Partikkelitiheys on 1,9…2,4 g/cm3 ja tilavuuspaino 80…250 kg/m3. Sulamispiste on 1400…1750°C.
Kertamuovien kannalta merkittävimmän piidioksidien ryhmän muodostavat pyrogeeniset piidioksidit eli piituhkat. Ne valmistetaan synteettisesti. Partikkelit ovat pallomaisia. Keskimääräinen koko on 0,007…0,016 µm ja ominaispinta‑ala jopa 380 m2/g. Näillä piidioksideilla on voimakas sakeuttava ja tiksotropoiva vaikutus. Niitä käytetäänkin yleisesti poly- ja vinyyliestereiden sekä epoksien täyteaineena estämään muovin valuminen kaltevilla tai pystysuorilla pinnoilla ja siitä johtuva hartsiköyhien tai ‑rikkaiden alueiden muodostuminen. Tiksotrooppinen vaikutus saavutetaan sangen pienillä pitoisuuksilla. Toivotun tuloksen antaa yleensä jo 1…2 p%:n lisäys. Piituhkaa käytetään yhdessä selluloosamikrokuitujen kanssa matalaviskoosisten liimojen täyteaineena tiksotropoivana täyteaineena. Tällöin piituhkapitoisuudet voivat olla jopa 6 p%.
Muut mineraalitäyteaineet
Täyteaineena käytetään myös sekä lyijyoksidia PbO että lyijymönjää Pb3O4. Lyijyoksidia voidaan käyttää pigmenttinä erityisesti pohjamaaleissa. Sillä voidaan tehokkaasti nostaa tuotteen tiheyttä ja saada tuote röntgensäteitä läpäisemättömäksi. Epäkohtana on kaikkien lyijy‑yhdisteiden tapaan materiaalien myrkyllisyys.
Magnesiumoksidi MgO on merkittävä täyteaine valmistettaessa polyesteristä SMC‑ ja BMC‑massoja, joissa se toimii paksunnosaineena. Sitä käytetään myös kestomuovituotteissa parantamaan lämmönjohtavuutta.
Rautaoksideja Fe2O3 käytetään pigmentteinä sekä erikoistäyteaineina lähinnä elektroniikkateollisuudelle valmistettavissa lujitemuovituotteissa. Niiden väri vaihtelee mustasta ruskeaan ja punaisesta keltaiseen puhtaudesta ja hapettumisasteesta riippuen.
Titaanidioksidi TiO2 on tärkein maaliteollisuuden käyttämä pigmentti. Sillä voidaan parantaa myös sään‑ ja lämmönkestoa sekä jäykkyyttä. Puhtaalla titaanidioksidilla on kaksi kidemuotoa, rutiili ja anataasi, joista edellinen on pigmenttinä tärkeämpi. Rutiilin peittokyky on paras kaikista valkoisista pigmenteistä. Se on myös tehokas UV‑valon absorboija.
Bariumsulfaatti BaSO4 on sekä valkoinen pigmentti että täyteaine. Sillä voidaan nostaa tiheyttä, nopeuttaa polyesterihartsin kovettumista, parantaa hankauksen kestävyyttä ja kemiallista kestävyyttä sekä tehdä muovituote röntgensäteitä läpäisemättömäksi.
Kalsiumsulfaattia eli kipsiä voidaan myös käyttää täyteaineena. Kipsiä on kahta laatua CaSO4·2H2O ja CaSO4·½H2O, joista jälkimmäistä voidaan käyttää absorboimaan itseensä vesi hartsista. Kalsiumsulfaatilla voidaan myös vahvistaa värien vaikutusta.
Muista mineraalitäyteaineista mainittakoon sinkkioksidi ZnO, jota voidaan käyttää valkoisena pigmenttinä sekä täyteaineena parantamaan kovuutta, sään‑, valon‑ ja lämmönkestoa sekä sähkönjohtavuutta. Bariumtitanaattia BaTiO3 käytetään mm. valuepokseissa sähköisten eristeominaisuuksien säätelyyn ja vakioimiseen. Berylliumoksidia BeO käytetään kestomuoveissa parantamaan sähkönjohtavuutta. Piikarbidi SiC muovien täyteaineena parantaa niiden hankaus‑ ja kulutuskestävyyttä.
3.3.5 Lasitäyteaineet
Lasia voidaan hakkeena tai jauhettuna kuituna käyttää myös täyteaineena. Varsinaisia lasitäyteaineita ovat ontot ja umpinaiset pallot sekä hiutaleet (Flakeglas). Umpipalloja on saatavissa partikkelikoossa 5…5000 μm. Suosituimpia ovat 5…45 μm umpipallot, joiden tiheys on 2,5 g/cm3. Onttoja lasipalloja valmistetaan partikkelitiheyksissä 0,12…0,60 g/cm3. Näiden partikkelikoot ovat 7…210 µm keskimääräisen partikkelikoon ollessa 40…80 µm. Lasipalloja valmistetaan myös eri metalleilla pinnoitettuina sekä erilaisilla pintakäsittelyaineilla käsiteltyinä laatuina.
C‑lasista valmistettuja hiutaleita käytetään parantamaan pintaominaisuuksia, lähinnä kemiallista kestävyyttä. Hiutaleiden vaikutus perustuu veden diffuusiomatkan lisäämiseen laminaatin pinnassa. Ne ovat etupäässä pintahartsien täyteaineita. Värjättyjä tai värikkäillä metalleilla päällystettyjä hiutaleita voidaan käyttää pinnan koristeluun. Niitä käytetään myös joissakin erikoismaaleissa.
3.3.6 Metallitäyteaineet
Metallitäyteaineet ovat pulvereita, hiutaleita tai kuituja. Niitä valmistetaan mm. raudasta, teräksestä, kuparista, kupariseoksista, alumiinista, sinkistä, nikkelistä, lyijystä ja hopeasta. Hiutaleista suosituimmat ovat alumiinista ja kupari-sinkkiyhdisteestä valmistetut. Tähän ryhmään voidaan lukea myös täyteaineina käytettävät metallipinnoitetut hiilikuidut, mikropallot ja kiilteet.
Metallitäyteaineita käytetään paitsi koristetarkoituksiin myös muuttamaan tuotteen ominaisuuksia. Niillä parannetaan sähkön‑ ja lämmönjohtavuutta, vaikutetaan lämpökapasiteettiin ja magneettisiin ominaisuuksiin, alennetaan kitkaa ja aikaansaadaan säteilynsuojaus. Lujittavaa vaikutusta ei yleensä ole johtuen heikosta sidonnasta muoviin. Metallitäyteaineilla on korkeintaan vähäinen vaikutus epoksien kovettumisnopeuteen, mutta polyestereiden kanssa ne voivat merkittävästi kiihdyttää tai hidastaa kovettumista.
3.3.7 Hiilimusta
Hiilimusta (kimrööki, noki) on tunnettu erityisesti kumin täyteaineena. Mustana pigmenttinä sitä on käytetty jo vuosisatojen ajan. Muoveissa sitä käytetään täyteaineena, jolla voidaan värjätä, parantaa muovattavuutta ja sähkönjohtavuutta sekä aikaansaada ultravioletti‑ ja lämpösäteilysuojaus. Hiilimustaa on useita kaupallisia laatuja, jotka on luokiteltu partikkelikoon ja värin mukaan. Niitä on myös mikropalloina.
Grafiittipulverilla muovi saadaan itsevoitelevaksi. Grafiitin rakenne, puhtaus ja partikkelikoko vaikuttavat saavutettavaan tulokseen. Suurina pitoisuuksina (30 p%) grafiitti alentaa myös kutistumaa. Grafiittipulverin ja mineraalitäyteaineiden avulla voidaan kestomuovista valmistaa kappaleita hyvin tiukkoihin toleransseihin. Tällaisia ovat mm. vesimittarin osat, jotka nestemäisissä olosuhteissa toimien ovat alttiina jatkuvalle kulutukselle.
3.3.8 Orgaaniset täyteaineet
Orgaanisia täyteaineita on käytetty muoveissa jo niiden historian alusta asti. Näitä ovat mm. puujauho, puuvilla, pellava, sisal, juti, hamppu ja muut kasviperäiset täyteaineet, joiden perusrakenne on kuitumainen ja jotka suurimmaksi osaksi muodostuvat selluloosasta sisältäen vähäisemmässä määrin ligniiniä ja muita epäpuhtauksia. Kaikkien partikkelimuoto ei kuitenkaan ole kuitumainen ja eräät ovat peräisin eläinkunnasta. Myös synteettisiä orgaanisia täyteaineita on markkinoilla. Ne ovat yleensä kuituja ja lukeutuvat lähinnä lujiteaineisiin vaikutuksensa vuoksi. Luonnosta saatavat täyteaineet ovat yleensä halpoja ja niitä käytetäänkin alentamaan raaka‑ainekustannuksia. Puu‑, korkki‑, maissintähkä‑ ja pähkinänkuorijauho ovat hinnaltaan edullisia. Tärkkelystäyteaineita on tutkittu pyrittäessä kehittämään luonnossa hajoavia muoveja. Viljasta, perunasta jne. valmistettavat tärkkelyspartikkelit ovat muovissa alttiina biologiselle ja hapettavalle vaikutukselle jouduttaen siten tuotteen hajoamista suotuisissa olosuhteissa.
Orgaanisten täyteaineiden haittana on laadun epätasaisuus ja huono tarttuvuus muoveihin. Ne absorboivat vettä ja huonontavat valmistettavan tuotteen lämmön- ja säänkestoa sekä altistavat tuotteen sieni- ja hyönteisvahingoille. Niillä on usein epäedullinen vaikutus myös prosessoitavuuteen. Etuina ovat edullinen hinta, alhainen tiheys ja ympäristöystävällisyys. Orgaanisilla täyteaineilla voidaan myös parantaa muovituotteen iskunkestävyyttä sekä ominaislujuutta ja –jäykkyyttä. Ympäristöystävällisyydestä seuraa, että tuotteiden kierrätys ja hävitys on ongelmattomampaa.
3.3.9 Palonestoaineet
Palonestoaineilla pyritään huonontamaan muovin syttyvyyttä, hidastamaan sen palamista ja vähentämään palonaikaista savunmuodostusta. Eräät muovit ovat luontaisesti sangen palonkestäviä tai palamattomiksi luokiteltuja. Niiden polymeereissä on jotain halogeenia sidottuna tai niillä on taipumus hiiltyä, jolloin liekin ja sille alttiina olevan materiaalin välille muodostuu hiiltymisen seurauksena paloa hidastava suojakerros.
Useat kemialliset yhdisteet parantavat muovien palonkestävyyttä ja vähentävät savunmuodostusta. Näitä ovat kestomuoveissa käytettävät kloori, bromi ja fosforia sisältävät yhdisteet. Osa yhdisteistä on kiinteitä ja osa nestemäisiä. Yleensä ne sekoitetaan muoviin jo valmistusvaiheessa. Esimerkiksi painettuihin piirilevyihin tarkoitettujen epoksimuovien valmistuksessa käytetään reaktiivista palonestoainetta, joka reagoi kemiallisesti isäntämuovin kanssa muodostaen palonkestävän polymeerin. Nämä palonestoaineet ovat halogeenia tai fosforia sisältäviä kemikaaleja.
Myöhemmässä vaiheessa lisättäviä, täyteaineiksi luokiteltavia palonestoaineita ovat halogeenia sisältävät täyteaineet, lähinnä typpeen perustuvat palonestoaineet sekä epäorgaaniset yhdisteet kuten alumiini- ja magnesiumhydroksidit, antimonitrioksidi, fosforiyhdisteet ja fosfaattiesterit. Savunmuodostuksen vähentämiseen käytetään mm. sinkkioksidia, sinkkiboraattia, alumiinihydroksidia, molybdeeni‑, rauta‑ ja sinkki‑magnesiumyhdisteitä usein halogeeniyhdisteiden kanssa. Täysin tyydyttäviä tuloksia ei ole saavutettu.
Reaktiivisten palonestoaineiden ja täyteaineina käytettävien paloa hidastavien aineiden ohella palo-ominaisuuksiin voidaan vaikuttaa tuotteen pintaan valmistuksen yhteydessä liitettävillä kankailla ja huovilla, jotka korkeassa kuumuudessa paisuvat ja hiiltyvät muodostaen huonosti lämpöä johtavan, eristävän suojakerroksen, joka tehokkaasti hidastaa palon etenemistä itse tuotteeseen.
Halogeenia sisältävät palonestotäyteaineet ovat kalliita. Tyydyttävä tulos saavutetaan kuitenkin pienillä pitoisuuksilla. Näitä käytetään metallioksidien kanssa. Muovin palaessa halogeeniyhdisteet ja metallioksidit hajoavat, jolloin muodostuu kaasua, joka estää hapen pääsyn palokohtaan. Lainsäädännöllä pyritään rajoittamaan halogeenipohjaisten, erityisten kloorattujen yhdisteiden käyttöä, mutta toistaiseksi ei ominaisuuksiltaan yhtä hyviä vaihtoehtoja ole pystytty kehittämään. Bromattuja yhdisteitä käytetään kloorattuja enemmän, koska korkeissa lämpötiloissa niillä saavutetaan parempi suojaus.
Alumiinihydroksidi Al(OH)3 tai Al2O3 ·3H2O (alumiinioksidin trihydraatti ATH) on palonestotäyteaineista eniten käytetty. Se on väriltään valkoinen täyteaine, jonka yleisin partikkelikoko on 5…55 µm. Palonkesto-ominaisuuksiin parantavasti vaikuttavien kemikaalien kokonaiskäytöstä alumiinihydroksidin osuus on lähes puolet. Se on myös hinnaltaan edullinen paloa hidastava ja savunmuodostusta vähentävä täyteaine, jolla parannetaan myös läpilyöntikestävyyttä. Teho perustuu kideveden vapautumiseen yli 220 °C:n lämpötilassa aineen muuttuessa alumiinioksidiksi. Vapautuvan veden määrä on 34,5 p% lämpötilojen 220…600 °C välillä. Tämä endoterminen reaktio yhdessä veden höyrystymisen kanssa sitoo tehokkaasti lämpöenergiaa. Hajaantumisen jälkeen alumiinioksidista muodostuu kappaleen pinnalle paloa ja savunmuodostusta hidastava suojakerros. Alumiinihydroksidipitoisuudet tuotteessa ovat tavallisesti hyvin korkeat, jopa 50 p%, millä voi olla epäedullinen vaikutus mekaanisiin ominaisuuksiin. Haittapuolena voidaan pitää myös sitä, että tuotteen valmistuksessa ei missään vaiheessa saa ylittää 200 °C:n lämpötilaa. Palonestotäyteaineeksi tarkoitettuja alumiinihydroksideja on markkinoilla useita eri laatuja erilaisin pintakäsittelyin.
Antimonitrioksidi Sb2O3 on valkoista, enemmän tai vähemmän epäpuhtauksia sisältävää pulveria. Aikaisemmin sitä käytettiin runsaasti pigmenttinä, johon tarkoitukseen se ei enää ole hinnallisesti kilpailukykyinen. Tärkein käyttö on nykyisin muovien palonkesto‑ominaisuuksien parantaminen. Yksinään antimonitrioksidi on sangen tehoton, mutta yhdessä halogeeniyhdisteiden, tavallisesti bromi‑ tai klooriyhdisteiden kanssa sen vaikutus kasvaa huomattavasti. Sitä käytetään 1…15 p%, tavallisesti alle 5 p%. Antimonitrioksidin vaikutus fysikaalisiin ominaisuuksiin on samankaltainen kuin muilla hienojakoisilla täyteaineilla. Antimonihydroksidi on luokiteltu luokan 3 karsinogeeniksi.
Magnesiumhydroksidi Mg(OH)2 on väriltään valkoinen, paloa hidastava ja savunmuodostusta vähentävä täyteaine, joka alkaa hajota vasta yli 330 °C:n lämpötiloissa. Sen käyttö palonestotäyteaineena on kasvussa.
3.3.10 Sähkönjohtavuutta parantavat täyteaineet
Sähkömagneettisten häiriöiden ja suurtaajuushäiriöiden suojaus tuli muovien yhteydessä ajankohtaiseksi niiden syrjäyttäessä metalleja elektronisten laitteiden kotelomateriaaleina. Suojaus kohdistuu pääasiallisesti häiriösäteilyyn, joka on taajuusalueella 30…1000 MHz. Eräissä tapauksissa edellytetään staattisen sähkön poisjohtamista tai jostain muusta syystä vaaditaan, että kappaleen pinnan on oltava sähköä johtava. Nämä ominaisuudet aikaansaadaan muovituotteeseen parantamalla sen sähkönjohtavuutta. Menetelmiä on useita.
Yleisimmin käytetään edelleen valmiin kappaleen pintakäsittelyä johtavalla maalilla. Muita pintakäsittelymenetelmiä ovat mm. liekkiruiskutus, tyhjöpinnoitus ja kemiallinen saostus. Kappaleen pintaan voidaan myös alipaineen avulla kiinnittää ohut metallikalvo, joka tavallisimmin on alumiinia. Kappaleen valmistuksen yhteydessä voidaan haluttuihin kohtiin sijoittaa sähköä johtavista langoista tai kuiduista valmistettuja verkkoja, mattoja, huopia tai kudoksia. Tyypillisiä esimerkkejä ovat hiilikuiduista tai nikkelipinnoitetuista hiilikuiduista ja alumiinipinnoitetuista lasikuiduista valmistetut pintahuovat. Myös sähköä johtavia gelcoateja ja gelcoateihin lisättäviä sähkönjohtavuutta parantavia pastoja on valmistuksessa.
Muovin sähkönjohtavuutta voidaan myös parantaa apu‑ ja täyteaineilla. Tämä tekniikka soveltuu sekä kerta‑ että kestomuoveihin sekä kaikkiin valmistusmenetelmiin. Myös luontaisesti sähköä johtavia polymeerejä kehitetään. Täyteaineista yleisimpiä ovat hienojakoinen hiilimusta, hiilikuidut, alumiini ja metallit, joita käytetään kuituina, hiutaleina tai pulverina. Hiutaleista alumiinista ja kupari-sinkkiyhdisteestä valmistetut ovat yleisesti suosituimmat täyteaineet, mutta sähkönjohtavuutta parantamaan käytetään pääasiassa nikkelistä tai ruostumattomasta teräksestä tehtyjä, orgaanisia pigmenttejä moninkertaisesti suurempia hiutaleita. Myös metallilla pinnoitettuja hiili‑ ja lasikuituja, kiilteitä sekä mikropalloja voidaan käyttää. Staattisen varauksen tehokas eliminoiminen edellyttää, että tuotteessa ei ole hartsirikasta pintakerrosta.
Hiilimustaa, jota on useita eri laatuja joudutaan käyttämään yleensä 20…30 p% tyydyttävän tuloksen saavuttamiseksi. Näin korkeat pitoisuudet vaikuttavat haitallisesti valmistettavan tuotteen muihin ominaisuuksiin. Tavoitteena on kehittää hiilimusta, jota tarvittaisiin vain 5…10 p%. Hiilikuituja käytetään tavallisesti joko hakkeena, jauhettuna kuituna, kuitukankaana tai huopana. Staattinen varautumattomuus saavutetaan jo alle 10 p%:n pitoisuuksilla, mutta sähkömagneettisen häiriösäteilyn suhteen 30…50 dB vaimennus edellyttää 30…50 p%:n pitoisuuksia PAN- tai pikipohjaisia hiilikuituja.
Sopivia metallitäyteaineita ovat mm. alumiini‑, hopea‑, messinki‑ ja teräskuidut sekä niiden hiutaleet ja pulverit. Metallipinnoitettuja täyteaineita ovat mm. alumiini‑, kupari‑ ja nikkelipinnoitetut lasikuidut ja kiilteet, hopea‑ ja kuparipinnoitetut mikropallot sekä hopea‑, nikkeli‑, kupari‑ ja messinkipinnoitetut hiilikuidut. 30…50 dB:n vaimennus saavutetaan, kun alumiinihiutaleita käytetään n. 40 p%, nikkelipinnoitettuja hiilikuituja noin 15 p% ja teräskuituja 5…10 p%.
3.3.11 Täyteaineiden ominaisuudet
Taulukkoon 3.12 on kerätty
tärkeimpien täyteaineiden keskeisiä ominaisuuksia. Arvot ovat tyypillisiä
kaupallisille laaduille.
Taulukko 3.12 Täyteaineiden ominaisuuksia.

3.3.12 Pigmentit ja värit
Muovien värjäys suoritetaan joko väreillä tai pigmenteillä. Useimpia värejä ja pigmenttejä käytetään pieninä pitoisuuksina, jolloin niillä ei ole merkittävää vaikutusta muovituotteen mekaanisiin ominaisuuksiin. Sen sijaan ne saattavat hidastaa tai kiihdyttää erityisesti polyesterihartsien kovettumista. Lisäksi joillakin väreillä tai pigmenteillä voi olla säänkestoa ja korroosio-ominaisuuksia heikentävä vaikutus. Orgaanisilla pigmenteillä pitoisuuksien kasvaessa tavallisesti myös tuotteen lämmönkestävyys sekä valon‑ ja säänkesto paranee.
Orgaaniset värit liuotetaan yleensä ensin sopivaan liuotteeseen, esim. styreeniin tai dibutyyliftalaattiin, joka sitten sekoitetaan muoviin. Käytetyt pitoisuudet ovat tavallisesti 0,05…0,1 p%. Värien käyttöä vähentää se, että toisin kuin pigmentit värit eivät sekoitu kaikkien muovien kanssa. Lisäksi värien säänkesto on yleensä heikompi kuin pigmenteillä ja väreillä on myös taipumus migratoitua.
Muovi‑ ja lujitemuovituotteiden värjäykseen käytetään pääasiassa pigmenttejä, jotka eivät värien tavoin ole muoviin liukenevia. Pigmentit voivat olla epäorgaanisia tai orgaanisia. Edellisiä ovat mm. titaanidioksidi, sinkkisulfidi, nikkeli-, alumiini- ja kupari/sinkkihiutaleet, rautaoksidit, kadmiumyhdisteet, kromikeltainen ja nokimustat. Jälkimmäisiin kuuluu laaja joukko kemiallisia yhdisteitä. Epäorgaaniset pigmentit ovat orgaanisia pigmenttejä helpompia dispergoida. Niillä on hyvä peittokyky ja lämmön‑ ja UV‑säteilynkesto. Ne eivät migratoidu. Orgaanisilla pigmenteillä on suurempi värivoimakkuus, ne ovat yleensä läpinäkyviä sekä epäorgaanisia pigmenttejä hienojakoisempia. Niitä käytetäänkin merkittävästi pienemmissä pitoisuuksissa. Pigmenttien partikkelikoko on tavallisesti 0,01…1 µm.
Pigmentit voidaan hankkia joko pulverina, väritiivisteinä (masterbatch) tai pastoina esim. polyesteri‑ tai epoksihartsissa tai ftalaattipehmittimessä. Pulverit voivat olla joko puhtaita pigmenttejä tai niissä voi olla mukana joku kantoaine tai pölyämistä vähentävä komponentti. Ne sekoitetaan muoviin ennen prosessointia. Automaattista annostelua ei pulvereille voida käyttää. Pulverit ovat hinnaltaan edullisia, mutta helposti pölyävinä ne saattavat liata ympäristöä ja olla terveydelle haitallisia.
Väritiivisteet valmistetaan kuiva‑ tai sulasekoittamalla pigmenttiä tai väriä kantoaineena toimivaan muoviin. Kantoainemuovina käytetään tavallisesti samaa muovia, minkä värjäykseen masterbatch on tarkoitettu. Masterbatch-tiivisteen pigmenttipitoisuus on korkea (10…80 p%). Sitä sekoitetaan värjättävään muoviin tarvittava määrä. Annostelu on helppoa ja käyttö siistiä. Muovien värjäyksestä yli puolet tapahtuu väritiivisteitä käyttäen.
Pastat ovat nestevärejä, jotka sisältävät orgaanisia tai epäorgaanisia pigmenttejä tai väriaineita kantoaineeseen sekoitettuina. Kuten väritiivisteissä myös pastoissa kantoaine voi olla muovikohtainen tai universaali. Pastat voidaan sekoittaa muoviin ilman erityisiä dispergointilaitteita, mistä johtuu niiden suosio. Pastat ovat automaattisesti annosteltavia ja niihin voidaan tarvittaessa sekoittaa muita nestemäisiä lisäaineita. Pastoja käytetään tavallisesti 1…5 p%:n pitoisuuksina riippuen pigmentistä ja vaadittavan värin voimakkuudesta. Kertamuovit värjätään yleensä aina pastoilla.
Läpivärjäystä käytetään pääasiassa vaikeasti värjättävien teknisten muovien yhteydessä. Läpivärjäys tapahtuu muovin valmistajan toimesta. Läpivärjätyt muovit ovat kalliita, mutta toisaalta helppoja käyttää. Lisäksi niillä saavutetaan paras värin toistettavuus.
3.3.13 Sisäiset irrotusaineet
Irrotusaineella estetään muotin ja muovattavan kappaleen tarttuminen toisiinsa. Irrotusaineet voivat olla joko sisäisiä tai ulkoisia. Sisäiset irrotusaineet ovat muovin lisäaineita, jotka sekoitetaan itse muoviin ennen muovausta. Ulkoiset irrotusaineet levitetään muottipinnalle. Joskus on mahdollista valita, kumman ryhmän irrotusaineita kulloinkin käytetään. Useimmissa tapauksissa tämä ei ole mahdollista. Esimerkiksi käsinlaminoinnissa ja ruiskutuksessa on aina käytettävä ulkoisia irrotusaineita. Vastaavasti SMC‑ ja BMC‑massoissa, jotka muovataan kuumapuristamalla, käytetään sisäisiä irrotusaineita. Eräissä tapauksissa muovausta aloitettaessa käytetään sisäisten irrotusaineiden yhteydessä myös ulkoisia irrotusaineita, joilla varmistetaan ensimmäisten kappaleiden moitteeton irtoaminen muotista. Ulkoisia irrotusaineita sekä irrotuksen periaatetta käsitellään kappaleessa 10.3.1.
Valmistustekniikan kehittyminen ja massatuotantoon siirtyminen on johtanut sisäisten irrotusaineiden kehittämiseen. Näiden merkittävimpänä etuna pidetään sitä, ettei muottia tarvitse käsitellä irrotusaineella. Tämä merkitsee säästöä kappaleajassa sekä työ‑ ja materiaalikustannuksissa. Sisäiset irrotusaineet soveltuvat erityisesti valmistusmenetelmiin, joissa muovi, lujitteet tai täyteaineet kuluttaisivat nopeasti muottipinnalla olevan irrotusaineen pois. Sisäisten irrotusaineiden haittana on niiden usein epäedullinen vaikutus muovin fysikaalisiin ominaisuuksiin ja kovettumisaikaan. Toimiakseen sisäiset irrotusaineet edellyttävät lämpöä. Kovettumisprosessin aikana irrotusaine lämmön vaikutuksesta kulkeutuu kappaleen pintaan. Yleisesti ottaen sisäiset irrotusaineet, joiden reaktio aktivoituu noin 65 °C:n lämpötilassa soveltuvat parhaiten käytettäväksi metallimuottien kanssa. Lujitemuovimuotteja käytettäessä sisäinen irrotusaine vähentää huokoisuutta ja parantaa tuotteen ulkonäköä. Lujitemuovimuottien kanssa suositellaan yleensä sisäisen irrotusaineen lisäksi ajoittaista ulkoisen irrotusaineen käyttöä estämään muottipinnan likaantumista ja varmistamaan irrotusta.
Sisäisiä irrotusaineita ovat pulverina lisättävät stearaatit, joita ovat alumiini‑, kalsium‑ ja sinkkistearaatit. Yleisin sisäinen irrotusaine on sinkkistearaatti, jota käytetään 1…3 p%. Muita ovat steariinihappo, jota käytetään, kun muovauslämpötilat ovat alhaiset (alle 127 °C), nestemäinen alkyylifosfaatti, jota tavallisesti lisätään 0,5 p% sekä saippuat, vahat ja silikoniöljyt.
Nestemäinen sisäinen irrotusaine lisätään kertamuoveihin viskositeetiltaan alhaisimpaan tai vähiten reaktiiviseen komponenttiin ennen komponenttien sekoittamista keskenään. Parhaan tuloksen antava irrotusainemäärä määritetään kokeellisesti aloittaen 0,5 %:n painopitoisuudesta. Täyteaineita sisältävien kertamuovien yhteydessä on käytettävä runsaammin sisäistä irrotusainetta.
3.3.14 Esimerkkejä täyte‑ ja apuaineiden käytöstä
Valtaosa muovien täyteaineista käytetään kestomuovien kanssa. Tärkein ja määrällisesti merkittävin täyteaine on kalsiumkarbonaatti, jota eri muodoissaan käytetään erityisesti LD- ja HD-polyeteenin, polypropeenin, polyamidien ja PVC:n täyteaineena. Talkki on mm. LD- ja HD-polyeteenin, polypropeenin ja polyamidien sekä kaoliini HD-polyeteenin, PVC:n ja polyamidien täyteaine. Taulukossa 3.13 on esitetty täyteaineiden vaikutuksia eräiden kestomuovien mekaanisiin ominaisuuksiin.
Kertamuoveissa täyteaineita
käytetään runsaimmin erilaisissa tasoitteissa sekä täyte‑ ja valumassoissa,
liimoissa, polymeeribetonissa, tekomarmorissa ja tyypillisesti SMC‑ ja BMC‑puristemassoissa.
Myös käsinlaminoinnissa, kelauksessa ja suulakevedossa käytetään täyteaineita
erityisesti silloin, kun on kasvatettava seinämävahvuutta riittävän jäykkyyden
saavuttamiseksi. Taulukoissa 3.14 ja 3.15 on esimerkkejä täyteaineiden käytöstä
kertamuovipohjaisissa liimoissa, täytemassoissa ja tasoitteissa.
Taulukko 3.13 Täyteaineiden vaikutus kestomuovien mekaanisiin ominaisuuksiin:

Taulukko 3.14 SP Systems Ltd:n suosittelemat täyteaineiden pitoisuudet kertamuovipohjaisissa liimoissa, täytemassoissa ja tasoitteissa:

Taulukko 3.15 Neljä erilaista kertamuoveille soveltuvaa tee-se-itse tasoitereseptiä:
