Lujitteita käytetään parantamaan muovien mekaanisia ominaisuuksia. Lujitteiden pääasiallisena tehtävänä on kantaa komposiittiin kohdistuvat kuormitukset. Matriisimuovi sitoo lujitteet toisiinsa, suojaa niitä ja siirtää kuormitukset niiden kannettaviksi. Vaikka muovien joitain mekaanisia ominaisuuksia voidaan parantaa täyte‑ tai muilla lisäaineilla, on muovien varsinaisiksi lujitteiksi katsottava ainoastaan kuidut, jotka on erityisesti tätä tarkoitusta varten valmistettu ja käsitelty.
Kaupallisesti ja teollisesti merkittävin lujite on lasikuitu. Sen osuus kaikesta lujitekäytöstä on runsas 96 %. Muita merkittäviä, kaupallisen tuotannon asteelle saatettuja lujitteita ovat hiili‑ ja aramidikuidut. Näitä käytetään erityisesti painokriittisissä sovellutuksissa, ts. tuotteissa, joilta edellytetään keveyttä ja samalla suurta lujuutta ja jäykkyyttä. Tällaisia sovellutuksia on tyypillisesti ilmailu‑, avaruus‑ ja urheiluvälineteollisuudessa. Näiden lisäksi on kehitetty tai kehitystyön alaisena joukko kuituja, joiden käyttö muovien lujittamiseen on vähäistä ja lähinnä erikoistapauksiin rajoittunutta. Näitä ovat mm. boori‑ ja piikarbidikuidut sekä keraamiset kuidut. Luonnonkuitujen osuus näyttäisi olevan kasvussa erityisesti autoteollisuuden sovellutuksissa. Eri lähteitä yhdistelemällä on arvioitavissa, että lujitekuituja käytetään lujitemuovituotteiden valmistukseen 2000‑luvun alussa vuositasolla likimain taulukon 3.16 mukaiset määrät.
Taulukko 3.16 Eri lujitekuitujen arvioitu valmistuskapasiteetti v. 2004. Erityisesti aramidikuitujen ja HP polyeteenikuitujen käyttö muovien lujittamiseen on vain murto-osa olemassa olevasta valmistuskapasiteetista.

3.4.1 Lasikuidut
Lasikuidun valmistus jatkuvina kuituina keksittiin 1930-luvun alussa. Kun samalla vuosikymmenellä jätettiin myös ensimmäiset patentit polyesterihartseista, voidaan lujitemuovien valmistuksen katsoa alkaneen juuri ennen toista maailmansotaa. Lasikuitua valmistetaan nykyisin kaikissa maanosissa. Länsi-Euroopan arvioitu lasikuitutuotanto oli 420 000 t vuonna 2003. Länsi-Euroopan arvioitu lasikuitujen käyttö muovien lujittamiseen samana vuonna n. 730 000 t, josta SMC/BMC:n yhteinen osuus oli n. 28 %. Maailmanlaajuisesti arvioidaan lasikuidun käytön muovien lujittamiseen kasvavan vuosittain 3…5 %. Suomessa lasikuitua valmistaa Ahlstrom Glassfibre Oy Karhulassa. Lasikuitukankaita ja –kudoksia valmistaa yhtiön Mikkelissä sijaitseva tuotantolaitos.
Lasikuidun suurin käyttäjä on lujitemuoviteollisuus. Lisäksi lasikuitua käytetään kudoksien ja vastaavien valmistuksessa sekä lasihuovan muodossa kantavana materiaalina bitumisissa kateaineissa ja polyvinyylikloridi- eli PVC-matoissa ja -tapeteissa.
Lasikuitutyypit
Lasikuitua voidaan valmistaa monista eri lasityypeistä. Kaupallisesti valmistettavia lasityyppeja on kuitenkin vain muutamia. Vanhin lasikuitutyyppi on A-lasi (Alkali glass). Se on natriumkalsiumsilikaatti- eli ns. sooda-kalkkilasia, josta valmistetaan myös ikkuna- ja pakkauslasi. Kuidun huonon vedenkestävyyden takia tästä lasityypistä ei enää valmisteta lujitekuituja.
Noin 99 % kaikesta valmistetusta lasikuidusta on nykyisin E-lasia (Electrical glass). Sen sähköiset ja mekaaniset ominaisuudet sekä kemiallinen kestävyys ovat hyvät, sillä lasi sisältää alkaleja (Na2O + K2O) alle 1 p%.
C-lasia (Chemically resistant glass) käytetään erityisesti happamissa olosuhteissa haluttaessa valmistaa korroosionkestäviä lujitemuovituotteita. Tällöin laminaatin pintakerrokseen laitetaan usein C-lasista valmistettua pintahuopaa (surfacing tissue, mat, veil). Se muodostaa laminaattiin tasaisen hartsirikkaan sisäpinnan.
E-lasista on myös kehitetty muunnos, jossa yhdistyvät sen hyvät mekaaniset ominaisuudet sekä C-lasin kestävyys happamissa olosuhteissa. Tämä lasityyppi on Owens Corning Fiberglasin kehittämä ECR-lasi (E-glass, Chemically Resistant).
Erityisesti lentokoneteollisuutta varten on kehitetty S-lasi (high strength glass) ja R-lasi. Niiden laajempaa käyttöä rajoittaa kallis hinta. Lasien vetolujuus ja kimmokerroin ovat E-lasin vastaavia arvoja suuremmat sekä erityisesti lämmönkestävyys erittäin hyvä.
Yleensä silikaattilasit eivät kestä väkeviä alkaliliuoksia. AR-lasi (Alkali Resistant glass) on kehitetty erityisesti sementin lujittamiseen. Sen alkalinkestävyys perustuu lasin modifioimiseen sirkonium- ja titaanioksidien avulla.
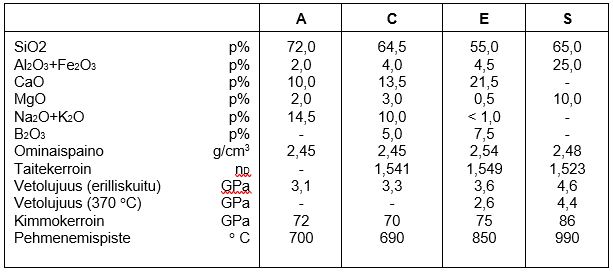
Lasikuitujen koostumuksia ja tyypillisiä ominaisuuksia on koottu taulukkoon 3.17. Standardien puuttumisesta tai niiden väljyydestä johtuen koostumus ja ominaisuudet voivat poiketa taulukossa esitetyistä. Varsinkin C-lasin koostumuksessa esiintyy suuria eroja. Voimassa olevat monet lujitemuovistandardit, Det Norske Veritas, Lloyd’s Register for Shipping sekä kotimaiset putki- ja säiliöstandardit eivät hyväksy pääasialliseksi lujitteeksi muuta kuin E-lasin tai sitä paremman lujitteen.
Taulukko 3.17 Lasikuitujen ominaisuuksia.
Lasikuidun valmistus
Lasikuidun valmistus alkaa raaka-aineiden punnituksella ja sekoituksella. Raaka-aineiden saatavuudesta ja paikallisista olosuhteista riippuen voivat pääraaka-aineet jonkin verran vaihdella. Tavallisimmin Al2O3-lähteenä käytetään jotain savea, kuten kaoliinia, CaO-lähteenä kalkkikiveä, SiO2-lähteenä kvartsihiekkaa ja B2O3-lähteenä jotakin alkalivapaata boorimineraalia, tavallisimmin kolemaniittia (kalsiumboraatti). Tämän lisäksi käytetään lisäaineita, joiden avulla nopeutetaan kaasukuplien poistumista lasista eli lasin selviämistä ja säädetään lasin hapetus-pelkistystasapaino. Kaikkien raaka-aineiden suhteen on tärkeää, etteivät ne sisällä alkalioksideja, sillä niiden summan on oltava alle 1 p% valmiissa lasissa. Raaka-aineiden on oltava hienojakoisia, rakeista vapaita ja kemiallisesti tasalaatuisia. Tyypillisesti raaka-aineet ovat hienoudeltaan 90…98 %:sesti alle 50 μm.
Raaka-aineiden punnituksen ja sekoittamisen jälkeen raaka-aineseos eli mänki syötetään jatkuvatoimiseen sulatusuuniin eli vannaan. Usein punnitus ja sekoitus ovat täysin automaattisia tietokoneen valvomia toimintoja. Vanna on tulenkestävistä tiilistä tehty uuni, jonka kestoikä on 4…6 vuotta. Uuni on rakennettu sirkoniumoksidi-, kromioksidi-, mulliitti- ja piidioksidikivistä. Uunin kestoiän eli kampanjan jälkeen se joudutaan rakentamaan kokonaan uudelleen. Lasikuidun sulatuksen vaatima korkea lämpötila 1400 °C saavutetaan polttamalla joko öljyä tai kaasua. Uunin energiatalouden kannalta on oleellista, että savukaasujen lämmöstä otetaan talteen mahdollisimman suuri osa. Yleisimmin savukaasuilla lämmitetään uunin palamisilmaa korkealämpötilalämmönsiirrintä eli rekuperaattoria käyttäen.
Sulatusprosessissa on tärkeää, että saavutetaan homogeeninen ja kaasukuplaton lasimassa, joka ei sisällä liukenemattomia aineita eikä kiteytymiä. Lasikuidun ohuuden ja kuidun suuren vetonopeuden takia ei kuidunveto onnistu häiriöittä huonosta lasista. Kemiallisesti sulatus on monimutkainen tapahtuma. Hitain vaihe on hiekan liukeneminen sulatteeseen ja silikaattien muodostuminen. Siksi hiekka onkin raaka-aineista hienojakoisin. Sulatus vaatii korkean lämpötilan. Tyypillisesti uunin holvin lämpötila on 1600 °C ja lasin 1400 °C. Uuni jakautuu kahteen osaan, sulatusosaan ja selvitysosaan, joita erottavat pulputtimet. Pulputtimet puhaltavat sulan lasin läpi paineilman muodostamia ilmakuplia, jotka sekoittavat lasia ja jakavat uunin kahteen osaan pystyvirtauksen ansiosta. Sulatusosassa mänki sulatetaan lasiksi, josta selvitysosassa poistuvat kaasukuplat ja lasi saa jäähtyä ennen poistumistaan uunista.
Uunin sulatuskapasiteetti riippuu sen pinta-alasta ja syvyydestä. Nykyisten uunien sulatuskapasiteetti on tyypillisesti 10…150 tonnia vuorokaudessa (t/d). Uunin pinta-ala on yleensä 1…1,5 m2/t/d ja syvyys 40…100 cm. Joissakin tapauksissa käytetään kaasun tai öljyn lisäksi suoraan lasin läpi johdettavaa sähköenergiaa lasin osittaiseen lämmittämiseen. Vain osa kokonaisenergiasta voi olla sähköenergiaa E-lasin huonon sähkönjohtavuuden takia.
Uunista lasi poistuu kurkun kautta kanavistoon (kuva 3.16). Kurkku estää pintalasin virtauksen uunista, sillä kurkku on lasin pinnan alapuolella. Kanavisto on yleisimmin H-kirjaimen muotoinen. H-kirjaimen pystysuorissa osissa ovat suuttimet, joiden läpi lasi vedetään kuiduiksi. Kanavistossa lasi jäähdytetään sopivan lämpöiseksi kuidunvetoa varten. Lasin syvyys kanavistossa on 5…10 cm.

1 rekuperaattori 7 selvitysosa
2 mänkisyöttäjät 8 pintavirtauksen estävä skimmeri
3 mänkilautta 9 sisäkanava
4 sulatusosa 10 ulkokanava
5 pulputtimet 11 forehearth, jossa ovat suuttimet
6 polttimet
Kuva 3.16 Lasikuidun sulatusuunin kaaviokuva.
Kuidunvetoa havainnollistaa kuva 3.17. Suutin on platinan ja rhodiumin seoksesta valmistettu metallilevy, jossa on suuri määrä putkimaisia tai kartiomaisia reikiä. Nykyaikaiset suuttimet ovat yleensä 800, 1600, 2000 tai 4000 reikäisiä ja suuttimen ulosotto reikäluvusta ja valmistettavasta tuotteesta riippuen 20…60 kg/h. Suuttimen läpi johdetaan myös sähkövirtaa, jonka avulla suuttimen ja sen päällä olevan lasin lämpötila säädetään ± 1 °C:n tarkkuudella oikeaksi kuidunvetoa varten. Sähkötehon määrä on suuttimen ulosotosta riippuen 20…50 kW. Suuttimeen liittyvä teknologia ja tietous ovat lasikuidunvalmistajien eräs tarkimmin varjelemia salaisuuksia, sillä kuidunvedon tuotannon tehokkuus on niistä riippuvainen. Kuidun vetonopeus on 50…150 km/h ja näin ollen altis häiriöille. Kuidunveto suoritetaankin yleisesti erillisessä tilassa, jossa on pieni ylipaine. Tilan lämpötila, kosteus ja ilmavirtaukset ovat oleellisia tekijöitä onnistuneelle kuidunvedolle.

1 suutin 4 langanohjain
2 sumutusvedet 5 spiraali
3 sizingin levitystela 6 kelakone
Kuva 3.17 Yksinkertaistettu kaaviokuva kuidunvedosta.
Välittömästi suuttimen alapuolella kuituihin suihkutetaan vettä jäähdyttämään ja kostuttamaan niitä ennen pinnoiteaineella päällystämistä. Kuidut pinnoitetaan vesiemulsiossa olevilla kemikaaleilla. Pinnoitetta kutsutaan sizingiksi. Sen tarkoituksena on muodostaa kuiduista kuitukimppu, toimia voiteluaineena, suojata kuituja ja antaa kuiduille kemiallisia ja fysikaalisia pintaominaisuuksia loppukäyttöä varten. Kuidut pinnoitetaan vetämällä ne pyörivän telan yli, jonka pinnalla on pinnoiteaine-emulsion muodostama kalvo. Pinnoiteaineen määrä säädetään tuotekohtaisesti. Tyypillisesti se on välillä 0,5…2,0 p% kuiva-ainetta.
Kuidut kelataan suurella nopeudella kelakoneen avulla pahvisen hylsyn päälle (f 250…300 mm). Kelaus tapahtuu vakionopeudella pudottamalla kelakoneen kierroksia kelattavan puolan eli ns. vetosalikakun halkaisijan kasvaessa. Suurin osa jatkojalostukseen menevästä kuidusta on jaettua eli yhden kakun sisältämät kuidut on jaettu useaksi kuitukimpuksi. Näin saavutetaan erilaisia kuitukimppujen lankapainoja eli tex-lukuja (kts. luku 4). Halutusta tex-luvusta riippuen voi jako olla jopa 20 osaan. Jatkojalostuksessa kuitu jalostetaan hakkeeksi, rovingiksi tai matoiksi.
Suorakelattu roving eli prosessiroving valmistetaan lopulliseen muotoonsa kuidunkelauksessa käyttämällä erikoiskelakonetta. Tällöin kuvan 3.17 spiraali on korvattu kelakoneeseen kiinnitetyllä langanohjaimella. Ohjaimen sivuttaisliike on yhdistetty kelakoneeseen ja koko ohjainyksikkö siirtyy kauemmas kelakoneesta puolan halkaisijan kasvaessa. Roving koostuu yhdestä yhtenäisestä pinnoiteainekalvon sitomasta kuitukimpusta. Suorakelattua rovingia käytetään tyypillisesti kudonnassa, kelauksessa ja suulakevedossa.
Kelauksen jälkeen valmiit kakut ja puolat kuivataan joko panosuuneissa tai jatkuvatoimisissa uuneissa. Kuivaus suoritetaan 110…130 °C:n lämpötilassa 6…30 h ajan tuotteesta riippuen. Kuivauksessa tuotteesta haihtuu sen sisältämä kosteus (n. 10 %). Joissakin pinnoiteaineissa tapahtuu kuivauksessa myös polymeroitumisreaktioita.
Pinnoiteaineet
Lasikuidun pinnoittamiseen on monia syitä, joista osa johtuu kuidun valmistusprosessista ja jalostuksesta sekä osa kuidun käyttötarkoituksesta ja -tavasta. Pinnoitteen tärkeimmät tehtävät ovat:
- muodostaa kemiallinen tartunta lasin ja hartsin välille
- muodostaa kuiduista kuitukimppu
- pienentää kitkaa ja kuitujen vaurioitumista
- muodostaa stabiili emulsio
- vähentää hankaussähkön muodostumista kuitujen jalostuksessa ja loppukäytössä.
Pinnoiteaine-emulsiossa on yksi tai useampia komponentteja hoitamassa kutakin näistä tehtävistä. Vastaavalla tavalla jaoteltuina nämä komponentit ovat:
- tartunta-aine
- kalvonmuodostaja
- liukaste
- emulgaattori tai pinta-aktiivinen aine
- antistaatti.
Lasikuidun käyttäjän kannalta kiinnostavimmat seikat ovat tuotteen ominaisuudet käyttökohteessa käyttöhetkellä. Tällaisia ominaisuuksia ovat kastuvuus, ilman poistuminen, laminaatin ulkonäkö, rovingin hakkautuvuus ja staattisuus sekä laminaatin lujuus. Kukin lasikuitutuote on tietyllä tavalla kompromissi eri ominaisuuksien välillä, sillä useimmat niistä riippuvat toisistaan.
Tartunta-aineen tehtävänä on toimia kemiallisena siltana lasin pinnan ja hartsin välillä. Tartunta-aineen määrä on 5…15 p% koko pinnoiteaineen määrästä. Tartunta-aineen vaikutus ns. kuivalujuuksiin on suhteellisen pieni suurempien erojen tullessa näkyviin kosteissa tai korrodoivissa olosuhteissa.
Kromitartunta-ainetta (metakryylihapon kromikloridikompleksi, Du Pont: Volan) käytetään lähinnä ruiskurovingeissa sekä joidenkin lankakudosten käsittelyssä. Lujuuksien kannalta kromipinnoite ei ole aivan niin hyvä kuin silaanipinnoite, mutta kromipinnoitteen avulla saadaan ruiskurovingin staattinen sähköisyys helposti matalaksi. Usein ruiskurovingissa käytetäänkin kromi-silaaniyhdistelmää paremman lopputuloksen saavuttamiseksi.
Silaanitartunta-aineita on monia, sillä piin kemia yhdistettynä orgaaniseen kemiaan tarjoaa suuren määrän mahdollisuuksia. Silaanin toimimista tartunta-aineena havainnollistaa kuva 3.18: hydrolysoinnissa syntyy silanoli ja aktiivisia hydroksyyliryhmiä, joilla silaani kiinnittyy kemiallisesti lasin pintaan. Normaalisti hydrolysointi suoritetaan laimeassa etikkahappoliuoksessa. Lasikuidun joutuessa polyesterihartsiin reagoivat silaanin toisen pään tai toisten ryhmien (R) aktiiviset sidokset kovettuvan eli polymeroituvan hartsin kanssa. Tällä tavalla syntyy silaanin välittämä kemiallinen sidos lasikuidun ja hartsin välillä.

Kuva 3.18 A) Silaanin hydrolysointi ja B) kiinnittyminen lasin pintaan.
Kemiallisesti erilaisia silaaneja valmistetaan useita kymmeniä, joista merkittävimpiä on kymmenkunta (taulukko 3.18). Kemiallisesti orgaaniset silaanit jaetaan seuraavalla tavalla: vinyyli-, metakryyli-, epoksi-, amino-, merkapto- ja ureidosilaanit. Käytettävästä hartsista riippuu, mikä silaani on sopivin. Yleensä polyesterihartseissa parhaimpina pidetään vinyyli- ja metakryylisilaaneja. Tärkeimmät silaanien valmistajat ovat Union Carbide, Dow Corning, Wacker Chemie ja Dynamit Nobel.
Taulukko 3.18 Tärkeimmät silaanit.

UC Union Carbide DC Dow Corning
WC Wacker Chemie DN Dynamit Nobel
Kalvonmuodostajan tehtävänä on sitoa yksittäiset kuidut kuitukimpuiksi. Sen osuus pinnoitteen määrästä on yleensä 60…85 p%. Näin suuri kalvonmuodostajan osuus vaikuttaa määräävästi tuotteen moniin ominaisuuksiin.
Ensimmäinen kalvonmuodostaja lujitekuituja valmistettaessa oli polyvinyyliasetaatti
(PVAC). Sitä käytetään monissa lasikuitutuotteissa, joista tavallisimmat ovat lasikuitumaton langan sideaine, emulsiomaton emulsio ja ruiskuroving. PVAC on hyvä kalvonmuodostaja, mutta sen huono puoli on heikko vedenkestävyys. Näin ollen vaativassa käytössä ei käytetä emulsiomattoa, vaan pulverimattoa ja korroosionkestävissä sovellutuksissa muita kalvonmuodostajia kuin PVAC. PVAC:n ominaisuuksia on myös pystytty parantamaan kehittämällä suuri joukko PVAC:n johdannaisia. Tällaisia ovat sen epoksi-, eteeni- ja akryylijohdannaiset, jotka ovat ominaisuuksiltaan parempia kuin modifioimattomat polyvinyyliasetaatit.
Toiseksi tärkeimpiä kalvonmuodostajia ovat veteen emulgoituvat epoksihartsit. Lasikuidun pinnoittamisessa käytettävät epoksihartsit ovat matalamolekyylipainoisia bisfenoli-A:n ja epikloorihydriinin diglysidyylieetterin (DGEBA) johdannaisia. Tavallisimmin johdannaiset on valmistettu DGEBA:n reagoidessa polyeteeniglykolin mono-oleaatin, dietanoliamiinin, polyeteeni-propeeniglykolin, maleiinihapon tai propeenioksidin kanssa. Näiden reaktioiden tuloksena saadaan DGEBA:han pääteryhmiä, joiden ansiosta epoksihartsi emulgoituu veteen. Hartsin molekyylipaino on yleensä matala (EEW 250…10 000). Epoksihartsipohjaisia kalvonmuodostajia käytetään yleisesti kudonta-, kelaus- ja suulakevetorovingeissa sekä joissakin erikoisruiskurovingeissa.
Polyesterit ovat kalvonmuodostajina usein hitaasti polyesteriin liukeneva. Niitä käytetäänkin yleensä SMC-rovingia ja BMC-haketta valmistettaessa. Lisäksi on kehitetty nopeammin liukenevia polyesteriemulsioita, jotka usein ovat bisfenoli-A:n tai jonkin epoksin johdannaisia. Polyesteriemulsio on kemiallisesti sopiva kalvonmuodostaja polyesterihartseja varten. Sen ainut haitta on sideainekalvon hidas liukeneminen ja liukenemisnopeuden vaikea hallittavuus.
Kestomuovien lujittamisen myös on kehitetty joukko kalvonmuodostajia, jotka perustuvat yleisimmin lujitettavan muovien lateksiin tai sen johdannaisiin. Tällaisia kalvonmuodostajia ovat polyuretaani-, polystyreeni-, polypropeeni-, akryyli-, styreeni-butadieeni- ja akryylinitriilibutadieenilateksit. Yleisenä suuntauksena näyttääkin olevan kehittää kalvonmuodostaja, joka on kemiallisesti mahdollisimman lähellä lujitettavaa muovia.
Liukasteen tarkoituksena on pienentää kitkaa kuidun kosketuskohdissa kuidunvedossa, jalostuksessa ja kuitua käytettäessä. Liukasteen määrä pidetään mahdollisimman pienenä (0…10 p%), sillä se pehmentää kuitua ja vaikuttaa kuidun kastumisominaisuuksiin. Tavallisimmat liukasteet ovat rasvahappojen amiineja ja amideja, kuten pelargonihapon tai steariinihapon amiineja. Viime aikoina on myös yleistynyt polyeteeniglykolin, polypropeeniglykolin sekä niiden johdannaisten käyttö liukasteena. Tällaisia johdannaisia ovat tyypillisesti mono-oleaatit ja monostearaatit.
Joissakin tapauksissa sideaine-emulsion stabiilius ei ole riittävä. Tällöin joudutaan käyttämään joko emulgaattoreita tai pinta-aktiivisia aineita, joilla emulsion pysyvyyttä saadaan parannettua. Normaalisti emulgaattorin määrä on 0…5 p%. Käytetyt emulgaattorit ovat tapauksesta riippuen joko kationisia, nonionisia tai anionisia pinta-aktiivisia aineita. Useissa tapauksissa niitä ei tarvita, sillä käytettävät raaka-aine-emulsiot ovat jo stabiloituja.
Lasikuidun hangatessa esim. langanohjaimiin syntyy hankaussähköä. Mikäli hankaussähkö ei pääse purkautumaan kuidun pinnalta pois, on kuitu sähköistä eli staattisesti varautunut. Mitä parempi pinnoite on kemialliselta kestävyydeltään, sitä suurempi on sähköisyys, sillä kemiallisesti kestävät polymeerit johtavat sähköä huonosti. Staattinen sähkö voidaan poistaa kohottamalla työtilan suhteellinen kosteus 60…70 %:iin. Tähän ei kuitenkaan ole aina mahdollisuutta ja siksi kuidun pinnoitteeseen lisätään antistaattiainetta. Antistaatin määrä on yleensä alle 2 p%. Määrä pidetään mahdollisimman pienenä, sillä antistaattiaine huonontaa usein laminaatin lujuutta. Tehokkaita antistaatteja ovat orgaaniset kvaternääriset ammoniumjohdannaiset ja hygroskooppiset epäorgaaniset suolat.
3.4.2 Hiilikuidut
Hiilikuidulla tarkoitetaan tässä yhteydessä kuitua, jonka hiilipitoisuus on korkea, tavallisesti 95…99 p% (>97 %) ja jolle on ominaista korkea kimmomoduli ja suuri lujuus ja joka ominaisuuksiensa puolesta soveltuu muovien lujittamiseen.
Hiilikuidut valmistetaan hiillyttämällä sopivaa lähtöainetta kontrolloidussa prosessissa. Hiilen valmistus kuitumuodossa on tunnettu kauan, mutta vasta lentokone‑ ja avaruusteollisuuden tarve saada käyttöönsä entistä kevyempiä ja riittävän lujia ja jäykkiä rakennemateriaaleja vauhditti hiilikuitujen tutkimista. Kaupallisen tuotannon taso saavutettiin 1960‑luvun loppupuolella. Nykyisin hiilikuidut ovat vakiinnuttaneet asemansa merkittävänä muovien lujiteaineena. Vuositasolla myynnin kasvu 1990-luvulla on ollut keskimäärin 8 % ja sen ennustetaan nousevan 10…12 % tasolle 2000-luvulla.
Hiilikuituja voidaan valmistaa lukuisista lähtöaineista usealla eri menetelmällä. Saavutettavat kuituominaisuudet ovat voimakkaasti sidoksissa lähtöaineiseen ja valmistusmenetelmään. Lupaavimmiksi lähtöaineiksi osoittautuivat aluksi viskoosi‑ ja polyakryylinitriilikuidut, joista jälkimmäisestä, ns. PAN‑kuidusta valmistetaan nykyisin käytännöllisesti kaikki sekä korkean lujuuden että korkean kimmomodulin omaavat, muovien lujittamiseen käytettävät hiilikuidut. Vaikka viskoosikuidun saatavuus on hyvä, kuitu menetti merkityksensä, koska hiilikuidun saanto viskoosikuidusta on keskimäärin vain 25 % verrattuna 45…55 %:n saantoon PAN‑kuidusta. Lisäksi valmistusmenetelmä oli teknisesti monimutkainen ja tuotettu hiilikuitu laadullisesti epätasaisempaa ja fysikaalisilta ominaisuuksiltaan heikompaa PAN‑kuidusta valmistettuun kuituun verrattuna. Kaupallinen tuotanto lopetettiinkin 1978. Viskoosipohjaisten hiilikuitujen kuidun poikkileikkauksen muoto ja korkea puhtausaste sekä alhainen lämmönjohtavuus tekevät kuitenkin näistä kiinnostavan vaihtoehdon valmistettaessa hiili-hiilikomposiitteja. Rajoitettua tuotantoa lähinnä avaruus- ja aseteollisuuden (ohjukset) tarpeisiin on edelleen.
Hiilikuituja valmistetaan nykyisin myös mm. luonnonasfaltista ja kivihiilitervasta. Hiilikuitusaanto voi olla jopa 85 %. Tästä ja raaka‑aineen edullisemmista hinnoista johtuen nämä ns. pikipohjaiset hiilikuidut ovat yleensä PAN‑pohjaisia halvempia. Pikipohjaisilla hiilikuiduilla on kuitenkin tyypillisesti alempi vetomurtolujuus. Lisäksi niiden korkea kimmomoduli tekee ne hauraiksi ja vaikeammin käsiteltäviksi PAN‑pohjaisiin hiilikuituihin verrattuna. Myös ominaispaino on 13…25 % korkeampi. Näistä syistä johtuen pikipohjaisia hiilikuituja käytetään lähinnä korvaamaan asbestikuituja, lujittamaan betonia ja metalleja sekä täyteaineena muoveissa parantamaan sähkön‑ tai lämmönjohtavuutta sekä kemiallista kestävyyttä. Muovien lujittamiseen pikipohjaisia hiilikuituja käytetään rajoitetusti lähinnä erikoissovellutuksissa. Ainakaan toistaiseksi ei ole ennustettavissa pikipohjaisten hiilikuitujen laajempaa käyttöä muovien lujitteena, sillä niillä ei saavuteta samanlaisia mekaanisia ja fysikaalisia ominaisuuksia yhtä taloudellisesti kuin markkinoilla jo olevilla PAN‑pohjaisilla hiilikuiduilla saavutetaan.
PAN-pohjaisten hiilikuitujen laskennallinen tuotantokapasiteetti vuonna 2004 on noin 36 000 tonnia ja käyttö noin 23 000 tonnia. Lähinnä Aasian maihin keskittynyt pikipohjaisten hiilikuitujen käyttö on vastaavasti noin 1 000 tonnia. Kapasiteetista alle 50K:n (1K…48K) touvien osuus on noin 80 %. Loput 20 % ovat 50K:n ja sitä suuremman filamenttiluvun touveja (> 48K…360K).
PAN‑pohjaisten, muovien lujittamiseen tarkoitettujen hiilikuitujen kehitys jatkuu kahta tietä. Suuren lujuuden omaavien hiilikuitujen vetomurtolujuudet tulevat kasvamaan kimmomodulin pysyessä nykyisellä tasolla. Valmistuksessa on jo kuituja, joiden vetomurtolujuus on noin 7 GPa ja tavoitteena on saavuttaa 14 GPa:n lujuus. Nämäkin lujuudet ovat vielä kaukana teoreettisesta maksimivetomurtolujuudesta, joka hiilikuidulle on noin 10 % kuidun kimmomodulista. Vastaavasti jäykkien hiilikuitujen kimmomodulia pyritään nostamaan ilman merkittävää vetomurtolujuuden laskua. Tällä hetkellä on mahdollista valmistaa rajoitetusti 600 GPa:n kimmomodulin PAN‑pohjaista hiilikuitua teoreettisen ylärajan ollessa noin 1 000 GPa. Yleensä kimmomodulin kasvaessa kuidun vetomurtovenymä ja -lujuus laskevat. Myös leikkaus‑ ja puristuslujuudet ovat korkean kimmomodulin kuiduilla merkittävästi suuren lujuuden hiilikuitujen vastaavia arvoja alemmat. Kuituominaisuuksien parantaminen on mahdollista kehittämällä entistä puhtaampaa PAN‑kuitua, jolla vaikutetaan positiivisesti paitsi valmistettavien hiilikuitujen ominaisuuksiin myös niiden valmistusaikaan ja hävikkiin.
Hiilikuidun valmistusprosessiin ei ole tällä hetkellä odotettavissa merkittäviä muutoksia. Sen sijaan hiilikuitujen valmistuslinjojen kapasiteettia on nostettu huomattavasti viime vuosien aikana. Pyrkimyksenä on alentaa tuotantokustannuksia. Lisäksi investointikustannukset ovat likimain samat sekä tuotantokapasiteetiltaan pienten että suurten linjojen kohdalla. Yhdessä nämä toimenpiteet vaikuttavat kuitujen valmistuskustannuksiin alentavasti. Koska yhden hiilikuitukilon tuottamiseen tarvitaan noin kaksi kiloa PAN-kuitua, on PAN-kuidun kulloisellakin hinnalla merkittävä vaikutus hiilikuidun hintaan. Kaupallisesti merkittäviä PAN‑ ja pikipohjaisten hiilikuitujen valmistajia on noin 10.
Hiilikuitujen valmistus PAN‑kuidusta
Hiilikuitujen valmistusta PAN‑kuidusta tutkittiin lähes samanaikaisesti
sekä Japanissa että Englannissa. Osakan the Industrial Research Instituten tutkija Akio Shindo raportoi 1961 valmistaneensa mekaanisilta ominaisuuksiltaan korkealuokkaisia hiilikuituja. Hän ei kuitenkaan kehittänyt kaupalliseen tuotantoon soveltuvaa valmistusmenetelmää. Englannissa tutkimustyön aloitti ensimmäisenä Rolls‑Royce, joka oli jo 1956 ryhtynyt käyttämään lasikuitulujitettuja muoveja alentamaan suihkuturbiinimoottorien painoa ja valmistuskustannuksia. Teknillisen ratkaisun PAN‑pohjaisten hiilikuitujen valmistamiseksi kehittivät Royal Aircraft Establishmentin tutkijat Johnson, Phillips ja Watt, joiden ensimmäiset hiilikuitulujitetut rakenteet testattiin 1964. Vuoden 1967 lopulla oli ensimmäinen tuhat kiloa hiilikuituja saatu valmistetuksi ja jaetuksi teollisuudelle kokeita varten. Tästä voidaan katsoa hiilikuitujen kaupallisen tuotannon alkaneen.
Käytettäessä PAN‑kuitua lähtöaineena on mahdollista valmistaa vakiolaatuista hiilikuitua jatkuvatoimisella prosessilla, joka on jaettavissa viiteen vaiheeseen: hapetus, hiillytys, grafitointi, kuidun pintakäsittely ja käsittely viimeistelyaineella. Prosesseissa on eri kuidun valmistajilla jonkin verran eroja. Seuraavassa kuvataan tyypillistä, taloudelliseksi osoittautunutta menetelmää, jolla voidaan valmistaa korkealuokkaisia hiilikuituja. Mitään uutta mullistavaa ei valmistustekniikan suhteen ole tätä kirjoitettaessa tiedossa. Edelleenkin hiilikuidun mekaaniset ja fysikaaliset ominaisuudet riippuvat ylivoimaisesti merkittävimmin lähtöaineen, PAN-kuidun ominaisuuksista. Hiilikuitujen valmistus PAN-kuiduista on esitetty kuvissa 3.19 ja 3.20.

Kuva 3.19 Hiilikuidun valmistus PAN‑kuidusta.

Kuva 3.20 Hiilikuidun kemiallinen valmistusprosessi.
Ensimmäisessä vaiheessa kihartamattomat ja kierteettömät polyakryylinitriili multifilamenttilangat hapetetaan 300…400 °C:ssa, jolloin muodostuu tikapuupolymeeri, tapahtuu stabilointi ja polymeerin orientaatio tulee pysyväksi. Kuidut muuttuvat myös väriltään mustiksi ja luontaisesti palamattomiksi. Hapetusvaiheessa kuidut ovat kontrolloidusti jännitettyinä. Tämä on lopputuloksen kannalta erittäin merkittävä vaihe. Hapetuksen jälkeen kuitujen hiilipitoisuus on n. 50 %.
Hapetusta seuraa stabiloitujen kuitujen hiillytys hiilikuiduiksi. Tämä suoritetaan hapettomassa tilassa inerttikaasussa kahdessa hiillytysvyöhykkeessä, jossa ensimmäisessä lämpötilaa kohotetaan hitaasti (alle 5 °C/min) noin 600 °C:een asti. Lämmön nopeampi nostaminen johtaisi kuidun pintavaurioihin, koska tässä valmistusvaiheessa tapahtuu suurin osa kemiallisista reaktioista ja valtaosa haihtuvista ja höyrystyvistä aineista vapautuu. Seuraavassa hiillytysvyöhykkeessä lämpötila nostetaan edelleen noin 1 500 °C:een. Nyt lämpöä voidaan nostaa huomattavasti nopeammin. Tässä vyöhykkeessä vapautuu typpi (N2) ja syaanivety (HCN) molekyylien välisen silloittumisen johdosta ja vety (H2) dehydrogenaation seurauksena. Hiillytysvaiheessa, jossa kuidut ovat vähän tai ei ollenkaan jännitettyinä tapahtuu siten PAN‑pohjaisten, stabiloitujen kuitujen pyrolyysi. Tikapuupolymeerit yhtyvät polymeerihiilelle tyypillisiksi nauhoiksi ja kuidun tiheys, lujuus ja kimmomoduli kasvavat. Alkuperäisen kuidun painosta on jäljellä tämän vaiheen jälkeen noin puolet. Saatu hiilikuitu on mekaanisilta ominaisuuksiltaan korkealuokkaista soveltuen useimpiin kaupallisiin käyttötarkoituksiin. Hiillytyksessä kuidusta vapautuu metaania, syaanivetyä, vettä, hiilidioksidia ja ‑monoksidia, vetyä, ammoniakkia ja joukko muita hiilivetyjä. Kuidun kemiallinen koostumus 1 000 °C:ssa on n. 95 % hiiltä ja 5 % typpeä. Lämpötilan saavuttaessa 1 600 °C typpisisältö on pienentynyt n. 0,3 %:iin. Kun PAN-kuiduista valmistetaan korkean kimmomodulin hiilikuituja, prosessiin kuluu aikaa n. 2 h.
Kolmantena vaiheena on grafitointi, jossa lämpötila on 1 500…2 500 °C, joskus jopa 3 000 °C. Myös tämä käsittelyvaihe suoritetaan hapettomassa tilassa kuitujen ollessa jännitettyinä. Lämpöä voidaan nostaa jopa 100…200 °C/min nopeudella. Lämpökäsittelyn tarkoituksena on nostaa kuidun kimmomodulia. Lämpötilan noustessa kuidun kimmomoduli kasvaakin jatkuvasti, mutta sen lujuus alkaa heiketä ylitettäessä noin 1 700 °C:n lämpötila, jolloin kuidun vetomurtolujuus on tyypillisesti noin 3,7 GPa ja kimmomoduli 300 GPa (kuva 3.21). Grafitoitaessa kuitu 2 500 °C:n lämpötilassa saadaan kimmomoduliksi noin 425 GPa, mutta vetomurtolujuus on alentunut noin 2 GPa:iin. Grafitointilämpötilan valinta mahdollistaa siten lujuus‑ ja jäykkyysominaisuuksiltaan erilaisten hiilikuitujen valmistuksen.
Neljäntenä vaiheena kuiduille suoritetaan pintakäsittely, jolla parannetaan kuidun ja matriisimuovin sidosta. Menetelmiä on useita, joista yleisimpänä mainittakoon kuitupinnan tarkoin säädelty hapetus, jolla kuituun lisätään aktiivisia sivuryhmiä. Viidentenä vaiheena kuidun pintaan lisätään pinnoiteaine (size) käsittelyn ja prosessoinnin helpottamiseksi ja filamenttikatkeamien estämiseksi. Sillä voidaan myös nopeuttaa kuidun täydellistä kastumista. Pinnoiteaineen määrä on tavallisesti 0,7…6 p%. Esim. kelauksessa ja prepregien valmistuksessa käytetään kuitua, jossa on pinnoiteainetta 0,7 p% ja kudonnassa kuitua, jossa pinnoiteainetta on 1,6…2 p%. Yleisimmät pinnoiteaineet ovat kovetetta sisältämättömiä epokseja, mutta myös vesiliukoisia pinnoiteaineita sekä kestomuoveja käytetään. Pinnoiteaine valitaan käytettävän matriisimuovin mukaan. Matriisimuovin ja kuidun sidosta parantavia reaktiivisia pinnoiteaineita on myös harkittu, mutta toistaiseksi käytön esteenä on ollut rajoittunut säilyvyys. Erikoistarkoituksiin on hiilikuituja saatavissa myös pintakäsittelemättöminä tai ilman pinnoiteainetta.
Pintakäsittely yhdessä matriisimuovin kanssa määrää ensi sijaisesti sen, kuinka hyvin kuituominaisuudet siirtyvät komposiittiominaisuuksiksi. Hyviä kuituominaisuuksia ei voida hyödyntää hyvinä komposiittiominaisuuksina, jos matriisimuovin tartunta lujitekuituun on huono. Matriisimuovin ja kuidun sidosta voidaan arvioida mm. mittaamalla laminaatin kerrostenvälinen leikkauslujuus.

Kuva 3.21 Valmistuslämpötilan vaikutus hiilikuidun vetolujuuteen (σ) ja kimmomoduliin (E).
Pikipohjaisten hiilikuitujen valmistus
Hiilikuituja voidaan valmistaa esimerkiksi luonnonasfaltista tai kivihiilitervasta usealla menetelmällä, joista vanhin on tunnettu jo vuosia. Lähtöaineena tässä on isotrooppinen piki, jolla on alhainen pehmenemispiste. Se sulakehrätään filamenteiksi, jotka lämpökovetetaan hapettavassa kaasukehässä suhteellisen alhaisessa lämpötilassa pitkän ajan kuluessa (n. 300 °C 2…3 h ajan). Sen jälkeen kuitu hiillytetään hapettomassa tilassa (n. 950 °C) ja grafitoidaan jännitettynä erittäin korkeassa lämmössä (1 200…3 000 °C). Prosessin hitaudesta johtuen saadut kuidut ovat kalliita ja niitä käytetäänkin lähinnä boorikuitujen ja muiden vastaavien kuitujen valmistuksessa ydinkuituna.
Hinnaltaan edullisempia pikipohjaisia hiilikuituja valmistetaan L.S. Singerin 1970‑luvun puolivälissä kehittämällä menetelmällä. Tässä piki muutetaan nestekiteiseen tilaan lämpökäsittelemällä sitä hapettomassa tilassa 400…450 °C lämmössä. Tämän jälkeen mesotilassa oleva piki kehrätään kuiduksi ja lämpökovetetaan hapettavassa atmosfäärissä (300 °C). Lopuksi suoritetaan hiillytys (800 °C) ja grafitointi (1 800 °C). Menetelmän tekee edulliseksi se, että lämpökovetus tapahtuu nopeasti eikä kuituja tarvitse missään vaiheessa jännittää.
Molempia menetelmiä on eri kuituvalmistajien toimesta kehitetty edelleen, mutta perusperiaatteet ovat säilyneet muuttumattomina. Hiilikuituja voidaan valmistaa myös kaasumaisista hiilivedyistä höyrystämällä kasvattaen (VGCF) typpikaasun läsnäollessa ja käyttäen katalyytteinä metalleja (Fe, Ni tai Co). Saadut kuidut ovat pieniä kuitukiteitä, whiskersejä, joiden halkaisijat voivat olla noin 100 nm:stä aina muutamaan sataan mikrometriin.
Pikipohjaisten hiilikuitujen kimmomoduli on suuri, lämmönjohtavuus hyvä ja lämpölaajenemiskerroin negatiivinen. Näiden ominaisuuksiensa ansiosta kuidut ovat erittäin soveliaita käytettäväksi satelliittien ja avaruusalusten muoviosien lujittamisessa.
Hiilikuitulaadut
Hiilikuidut valmistetaan jatkuvana kuitukimppuna, ns. touvina, jonka filamenttiluku vaihtelee valmistajasta ja kuidun pääasiallisesta käyttötarkoituksesta riippuen tuhannesta muutamiin satoihin tuhansiin. Yleisimpiä ovat 3 000 (3K), 6 000 (6K), 12 000 (12k), 24 000 (24K) ja 48000 (48K) filamenttia sisältävät touvit, jotka tavallisesti ovat kierteettömiä. Myös lieväkierteisiä (5…15 kierrettä/m) hiilikuitutouveja valmistetaan. Näissä kierteen tarkoituksena on parantaa kuitujen käsiteltävyyttä prosessissa ja jatkojalostuksessa. Yksittäiset filamentit ovat väriltään mustia ja silkinkiiltoisia. Poikkileikkaukseltaan pyöreiden tai lähes pyöreiden kuitujen halkaisija on 5…10 μm. Tiheys vaihtelee välillä 1,7…2,0 g/cm2.
Hiilikuituja valmistetaan eri laatuja (taulukko 3.19). Tarkoituksena on tarjota kuhunkin käyttötarkoitukseen mekaanisilta ja fysikaalisilta ominaisuuksiltaan parhaiten soveltuva kuitu. Perinteellinen tapa on ollut jakaa hiilikuidut kolmeen ryhmään kuitujen lujuus‑ ja jäykkyysominaisuuksien perusteella. Muutokset kuitujen lujuusominaisuuksissa ovat kuitenkin johtaneet siihen, että nykyisin hiilikuidut jaotellaan lähinnä kimmomodulin mukaan.
SM‑kuidut ovat standardikuituja (Standard Modulus), joita sekä valmistetaan ja käytetään eniten. Hiillytys tapahtuu lämpötilassa 1 000…1 500 °C. Näitä on kutsuttu myös suuren lujuuden (High Strength) tai suuren venymän (High Strain) kuiduiksi. Myös nimitystä HT-kuitu (High Tenacity) on käytetty joissakin lähteissä tämän ryhmän hiilikuiduista. Näille on tyypillistä korkea vetomurtolujuus ja murtovenymä kimmomodulin ollessa noin 230 GPa.
IM‑kuidut ovat keskijäykkiä (Intermediate Modulus) kuituja, joiden kimmomoduli on 270… 320 GPa. Näillä on myös hyvät lujuusominaisuudet. IM-kuidut grafitoidaan lämpötilassa 1 500…2 000 °C.
HM‑kuidut ovat jäykkiä (High Modulus) kuituja, joiden kimmomoduli on n. 340 GPa tai enemmän. Grafitointilämpötila on yli 2 000 °C. Kuitujen vetolujuudet ja murtovenymät ovat SM‑ ja IM‑kuitujen vastaavia arvoja pienemmät. Kuituja, joiden kimmomoduli ylittää 440 GPa kutsutaan myös UHM‑kuiduiksi (Ultra High Modulus). HM‑ryhmän kuitujen pääasiallisin käyttö on avaruus‑ ja lentokoneteollisuudessa.
Hiilikuituja voidaan jaotella myös filamenttiluvun mukaan. Raja pieni- ja suurifilamenttilukuisten touvien välillä on 50 000, jolloin 48K:n touvit ovat pienifilamenttilukuisia ja esimerkiksi 50K, 80K, 160K ja 320K:n touvit suurifilamenttilukuisia.
Kolmantena kuitujen
jaotteluperusteena on lähtöaineena käytettävä PAN-kuitu. Yleensä
suurifilamenttilukuisten touvien lähtöaineena on tekstiili PAN-kuitu, jolla ei
saavuteta samaa tasalaatuisuutta ja mekaanisia sekä fysikaalisia ominaisuuksia
mitä hiilikuitujen valmistukseen erityisesti kehitetyillä ja valmistetuilla
PAN-kuiduilla saadaan. Pääsääntöisesti kuitu on sitä kalliimpi mitä korkeampi
sen kimmoduli on. Touvin filamenttiluku vaikuttaa päinvastaisesti. Mitä
vähemmän filamentteja touvissa on, sen kalliimpaa kuitu on.
Taulukko 3.19 Kaupallisia hiilikuitulaatuja ja niiden ominaisuuksia. Arvot valmistajien tuoteselosteista.

Käyttö
Hiilikuidut soveltuvat kaikkien kerta‑ ja kestomuovien lujittamiseen eivätkä valmistusmenetelmät aiheuta rajoituksia kuitujen käytölle. Niitä käytetään lujitteena pääasiassa silloin, kun valmistettavana on tuote, jolta vaaditaan sekä lujuutta ja jäykkyyttä että keveyttä. Vaatimuksiin saattaa sisältyä myös erinomainen väsymislujuus ja värähtelyn vaimennus, sähkön‑ ja lämmönjohtavuus, kemiallinen kestävyys sekä mittapysyvyys laajalla lämpötilavaihtelualueella. Arvioidaan, että v. 2005 noin 36 % hiilikuiduista käytetään jauhettuina kuituina ja katkokuituina kerta- ja kestomuovien lujittamiseen, noin 12 % lentokone‑ ja avaruusteollisuudessa ja urheilu‑ sekä vapaa‑ajan välineiden valmistuksessa mukaan lukien vene- ja laivateollisuus noin 14 %. Loppu n. 38 % jakautuu usean eri teollisuusalan ja tuoteryhmän kesken, joista suurimmat ovat tie- ja vesirakennus, tuulienergia, öljyteollisuus ja paineastiat.
Hiilikuituja käytetään lujittamiseen joko sellaisenaan tai jatkojalostettuina lujitetuotteina. Käytännössä hiilikuituja on saatavissa samoissa lujitemuodoissa kuin esim. lasikuituja. Poikkeuksen muodostavat suurikimmomoduliset hiilikuidut (E > 400 GPa). Näissä kuitujen jäykkyys rajoittaa niiden jatkojalostamista tekstiililujitteiksi (kudokset, punokset, neuleet), joissa kuidut joutuisivat taipumaan pienelle säteelle.
Hiilikuituja on käsiteltävä aina siten, että filamenttikatkeamia ei tapahdu tai niitä on mahdollisimman vähän. Vaikka filamenttien lujuus kuitusuunnassa on erittäin suuri, voi suhteellisen pieni kuituja vastaan kohtisuorassa oleva voima aiheuttaa filamentin katkeamisen. Tämä ominaisuus johtuu kuidun kiderakenteesta.
Jatkuva touvi on tavallisesti pakattu puolalle. Pakkauksen suojakalvo avataan vasta, kun kuitua aletaan käyttää. Puola asetetaan puolanpitimeen ja touvi vedetään puolalta kohtisuoraan puolan pohjaa vastaan. Missään tapauksessa touvia ei saa vetää puolalta puolan pään yli puolan pohjan suuntaisena. Tämä johtaa filamenttikatkeamiin, jotka aiheuttavat häiriöitä valmistuksessa ja virheitä valmistettavaan tuotteeseen. Kuitujen vedon on tapahduttava mahdollisimman suoraan ja kaikkien ohjainpintojen on oltava ehdottoman sileät ja puhtaat. Filamenttikatkeamia tapahtuu kuidun suuresta kimmomodulista johtuen helposti, jos kuidun taivutussäde on pieni. Ohjausrullien ja ‑tankojen halkaisijoiden tulisikin olla vähintään 75 mm. Kuitujen kulkurata on säännöllisesti puhdistettava katkenneista filamenteista.
Hiilikuidut johtavat sähköä, mikä on otettava huomioon kuituja käsiteltäessä. Katkenneet kuidut leijuvat ilmassa ja saattavat kulkeutua pitkiäkin matkoja ja aiheuttaa sähkölaitteissa oikosulun. Samasta syystä ei hiilikuituja sisältäviä komposiitteja tai hiilikuitujätettä saa polttaa avoimessa tilassa. Palossa vapautuu ilmaan suuri määrä kuituja. Hiilikuitujen ei ole todettu aiheuttavan terveydellisiä haittoja. Kuitupöly voi ärsyttää ihoa, nenää ja nielua.
Mekaaniset ominaisuudet
Hiilikuitukomposiittien ominaisuuksia on lähemmin käsitelty luvussa 6. Hiilikuidulle on tyypillistä suuri lujuus ja jäykkyys yhtyneenä keveyteen. Veto‑, taivutus‑ ja puristuslujuudet ovat erinomaiset. Kuidun hyvät mekaaniset ominaisuudet ovat tehokkaasti hyödynnettävissä hyvinä komposiittiominaisuuksina. Hiilikuitulujitettujen laminaattien jännitys‑venymäkuvaajat ovat lähes lineaariset. Laminaatit ovat täysin kimmoisia murtorajaan asti eikä metalleille ominaista myötöä tai plastista muodonmuutosta ilmene. Hiilikuitulaminaatti on anisotrooppinen ja sen mekaaniset ominaisuudet ovat parhaat kuitusuunnassa. Kuitusuuntaa vastaan poikittaiset ominaisuudet ovat merkittävästi heikommat ja pääosin matriisimuovin ominaisuuksista riippuvaiset. Leikkauslujuudet ja kerroksienväliset leikkauslujuudet (ILSS) ovat yleensä erinomaiset muilla kuiduilla, erityisesti aramidi- ja polyeteenikuiduilla lujitettuihin laminaatteihin verrattuna.
Hiilikuitulujitetuilla laminaateilla on erinomaiset väsymisominaisuudet vaihtokuormituksella. Yhdensuuntaislaminaattien viruminen kuitusuunnassa on erittäin pieni, sillä täysin elastiset kuidut kantavat suurimman osan kuormasta. Myös värähtelynvaimennusominaisuudet ovat hyvät. Iskulujuus ja iskusitkeys ovat yleisesti ottaen huonommat kuin aramidi‑ tai lasikuitulujitetuilla laminaateilla. Hiilikuitulujitetut laminaatit absorboivat iskuenergiaa kunnes murtovenymä saavutetaan. Murtuma tapahtuu kuitusuunnassa, kuitusuuntaa vastaan kohtisuoraan tai delaminoitumalla. Mikäli iskunopeus on pieni, laminaatti absorboi energian elastisella muodonmuutoksella vahingoittumatta. Suuri iskunopeus aikaansaa laminaattiin tavallisesti sileäreunaisen reiän ympärillä olevien kuitujen säilyessä vahingoittumattomina ja laminaatin mekaanisten ominaisuuksien alentuessa vain vähän. Edellisten välillä olevat nopeudet ovat laminaatille vahingollisempia, koska rikkoutuminen tapahtuu yleensä laaja‑alaisena delaminoitumisena.
Hiilikuituja käytetään usein muiden lujitekuitujen kanssa muovien lujittamiseen. Syitä tällaiseen hybridilujittamiseen on tavallisesti kolme: alennetaan kustannuksia, parannetaan hiilikuitukomposiitin ominaisuuksia toisella lujitekuidulla tai parannetaan muun kuin hiilikuitukomposiitin ominaisuuksia hiilikuiduilla. Kustannuksia alennettaessa hintaa alentavana kuituna käytetään yleisimmin lasikuituja. Haittana on komposiitin painon nousu. Hiilikuitukomposiitin muut mekaaniset ominaisuudet iskulujuutta ja ‑sitkeyttä lukuun ottamatta ovat yleensä riittävät. Iskulujuutta ja iskusitkeyttä parannetaan tyypillisesti aramidikuitulisäyksellä. Aramidikuitukomposiitin puristus‑ ja leikkauslujuuksia voidaan merkittävästi nostaa hiilikuiduilla. Vastaavasti hiilikuitulisäyksellä voidaan parantaa lasikuitukomposiitin kimmomodulia, väsymisominaisuuksia ja puristuslujuutta sekä alentaa komposiitin painoa.
Muut ominaisuudet
Hiilikuidut ovat kemiallisesti reagoimattomia. Ne kestävät vahvoja happoja, hapettavia aineita sekä liuottimia. Vahvat hapettavat aineet ja halogeenit heikentävät kuituja. Hiilikuidut parantavat muovien kulutuksenkestoa ja pienentävät kitkakerrointa. Kuituja voidaan käyttää kuivavoiteluaineena.
Hiilikuidut johtavat sähköä ja
lämpöä. Mitä korkeampi kimmomoduli, sen parempi on sähkön‑ ja lämmönjohtuminen.
Kuidut eivät ole magneettisia. Röntgensäteet läpäisevät ne. Kuidut hajaheijastavat
tutkasäteitä. Lämpölaajenemiskerroin kuitusuunnassa vaihtelee
hiilikuitutyypistä riippuen välillä -0,5·10-6…+0,5·10-6
1/°C. Poikittaissuunnassa
lämpölaajenemiskerroin on aina positiivinen. Tyypillisiä ominaisuuksia on
esitetty taulukossa 3.20.
Taulukko 3.20 Tyypillisiä hiilikuitujen sähköisiä ja lämpöteknisiä ominaisuuksia sekä kuitujen keskimääräinen hiili‑, vety‑ ja typpipitoisuus.
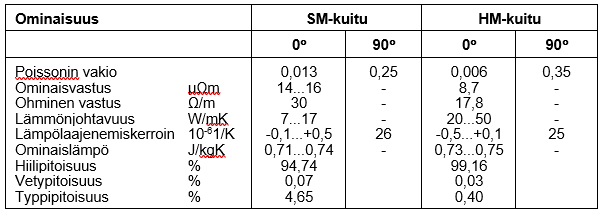
0° kuidun pituussuunta
90° kuidun poikittaissuunta
3.4.3 Aramidikuidut
Aramidikuidut ovat yleisnimi aromaattisille polyamidikuiduille. Muihin orgaanisiin kuituihin verrattuna niillä on huomattavasti suurempi vetomurtolujuus ja kimmomoduli ja merkittävästi pienempi murtovenymä. Kuiduille on myös ominaista alhainen puristuslujuus ja huonohko tartunta matriisimuoviin, mitkä ovat käyttöä rajoittavia ominaisuuksia. Myös lenkki- ja solmulujuudet ovat aramidikuitulangoilla alhaiset. Kuidut ovat luontaisesti palamattomia ja kestävät korkeita lämpötiloja kuten myös orgaanisia liuottimia sekä poltto‑ ja voiteluaineita. Valo heikentää kuidun lujuusominaisuuksia. Olennainen ero lasi‑ ja hiilikuituihin verrattuna on sitkeys ja tekstiilikuitumainen luonne sekä hygroskooppisuus.
Du Pont onnistui valmistamaan ensimmäisen aramidikuidun vuonna 1965. Kuitua kutsuttiin aluksi nimillä Fiber B ja PRD‑49. Myöhemmin kuidun nimeksi tuli Kevlar®. Du Pont ja Teijin Twaron ovat suurimmat ja merkittävimmät aramidikuitujen valmistajat. Tuotantokapasiteetti v. 2004 alussa on n. 40 000 tonnia jakaantuen jokseenkin tasan näiden kahden valmistajan kesken. Teijin Groupin tavaramerkkejä ovat mm. Twaron® ja Technora®.
Aramidikuitujen valmistus
Aramidikuidut valmistetaan polymeeristä kehräämällä. Tarvittavaa polymeeriä ei ole kaupallisesti saatavissa, joten kuitutuottajien on valmistettava se itse. Kevlar®‑ ja Twaron®-kuitujen valmistuksessa käytettävä polymeeri on polyparafenyleenitereftaaliamidi (PPTA), joka on valmistettu tereftaalihappokloridi ja parafenyleenidiamidi monomeereistä käyttäen liuotteena dimetyylisulfoksidia ja katalyyttinä litiumkloridia tai vastaavaa. Liuotteena voidaan käyttää myös n‑metyylipyrrolidonia ja katalyyttinä kalsiumkloridia.
Valmistusprosessissa polymeerin ja väkevän rikkihapon muodostama kehruuliuos kulkee 80 °C:een lämmitettynä kehruusuuttimien läpi kaasukerroksen kautta kehruukylpyyn, jonka lämpötila on 1 °C. Kehruunopeus vaihtelee välillä 0,1…6 m/s. Lukuisista aramidikuitufilamenteista muodostuva kuitukimppu pestään, neutraloidaan (1% NaOH), pestään, kuivataan hitaasti 65…130 °C:ssa ja kehitään puolalle. Kuitujen kimmomodulia voidaan nostaa lämpökäsittelemällä vielä osin kosteat kuidut n. 550 °C:ssa 1…6 sekunnin ajan. Käsittelyn aikana kuidut ovat jännitettyinä.
Aramidikuidut ovat väriltään keltaisia. Niitä on erittäin vaikea värjätä. Nykyisin on markkinoilla rajoitetussa määrin pigmentoimalla värjättyjä aramidikuituja. Yksittäiset filamentit ovat poikkileikkaukseltaan pyöreitä ja halkaisijaltaan n. 12 μm. Technora® aramidikuidun polymeeri on kopolyparafenyleeni/3,4’-oksidifenyleeni tereftaaliamidi.
Aramidikuitujen jäykät, lineaariset molekyyliketjut ovat voimakkaasti suuntautuneet kuituakselin suuntaan ja vahvat kovalenttisidokset yhdistävät polymeeriketjut poikittaissuunnassa. Tästä johtuu kuitujen suuri pitkittäis‑ ja pieni poikittaislujuus. Aromaattinen rengasrakenne on perustana kuidun korkealle kimmomodulille, alhaiselle venymälle, erinomaiselle energian absorptiokyvylle, kemialliselle kestävyydelle ja mittapysyvyydelle korkeissa lämpötiloissa.
Nomex®‑ ja Teijinconex-kuidut valmistetaan polymetafenyleeni‑isoftaaliamidista (MPIA). Kuvassa 3.22 on esitetty eri aramidikuitujen kemiallinen rakenne.


Kuva 3.22 Eri aramidikuitujen kemiallinen rakenne.
Aramidikuitulaadut
Aramidikuidut saattoi ensimmäisenä maailmassa kaupallisen tuotannon tasolle Du Pont Yhdysvalloissa. Polymeerin, josta ensimmäiset aramidikuidut kehrättiin, keksi Stephanie Kwolek tammikuussa 1965. Tämä kuitu, joka myöhemmin sai nimen Kevlar®, kehitettiin kumin lujittamiseen. Se on edelleen valmistuksessa ja kuituja käytetään renkaiden, letkujen ja hihnojen lujiteaineena.
Muovien lujittamiseen soveltuvan kuidun Du Pont toi markkinoille 1972. Kuitu sai tyyppinimekseen Kevlar® 49. Tällä kuidulla on erinomainen ominaislujuus (vetomurtolujuus jaettuna tiheydellä). Sen ominaiskimmomoduli (kimmomoduli vedossa jaettuna tiheydellä) on suurempi kuin lasikuidulla, mutta pienempi kuin hiilikuidulla. Kuidun kehitystyötä jatkettiin edelleen. Tavoitteena oli lähinnä kimmomodulin kasvattaminen ja kuidun veden absorption pienentäminen. Teijin Twaronin (aik. Akzo ja Acordis) muovien lujittamiseen tarkoitettu Twaron® aramidikuitu tuli markkinoille vuonna 1982. Teijin Ltd:n Technora® aramidikuitu oli kaupallisessa tuotannossa vuodesta 1987 lähtien.
Du Pont kehitti Kevlar® 29 aramidikuidun kaupallisen tuotannon tasolle 1973. Kuitua käytetään mm. kumi-, köysi‑ ja kaapeliteollisuudessa sekä erityisesti ns. ballistisissa sovellutuksissa. Kudoksista, neuleista ja kuitukankaista valmistetaan mm. työkäsineitä ja ‑asusteita, luodeilta, sirpaleilta ja räjähteiltä suojaavia tuotteita sekä suodattimia. Kuituja käytetään myös mm. kumiveneiden, ilmapatjojen, kuljetinhihnojen ja erilaisten katteiden valmistuksessa sekä asbestikuituja korvaavana materiaalina kitka‑ ja jarrupaloissa. Vastaavasti Teijin Groupilla on omat Twaron® ja Technora® aramidikuidut näihin käyttösovellutuksiin. Muovien lujittamiseen tähän ryhmään kuuluvia aramidikuituja ei varsinaisesti käytetä. Poikkeuksen muodostavat räjähteiltä, sirpaleilta ja luodeilta suojaavat puolikovat ja kovat laminaatit, kypärät ja muut vastaavat tuotteet.
Nomex® ja Teijinconex® kuitujen mekaaniset ominaisuudet ovat huomattavasti edellisiä heikommat. Muiden aramidikuitujen tavoin nämä kuidut ovat luontaisesti palamattomia, itsestään sammuvia kuituja, jotka kestävät suhteellisen korkeita lämpötiloja pitkiä aikoja ominaisuuksien heikentyessä vain vähän. Lämmönjohtavuus on alhainen ja kemiallinen kestävyys erinomainen useimpien poltto‑, voitelu‑ ja liuoteaineiden suhteen. Kuituja käytetään mm. lämpöä, tulta ja kemikaaleja vastaan suojaavien asusteiden materiaalina. Lujitemuoviteollisuuden kannalta merkittäviä ovat Nomex®‑kuitupaperista valmistetut hunajakennolevyt, joita käytetään kerroslevyrakenteiden ydinaineena.
Kaupallisten aramidikuitujen
ominaisuuksia on koottu taulukkoon 3.21. Muovien lujittamiseen käytettäviä
kuituja valmistetaan kierteettöminä multifilamenttilankoina lankanumeroissa
20…805 tex sekä katkokuituina, joita molempia on saatavissa eri
pintakäsittelyaineilla viimeisteltyinä. Kuituja voidaan käyttää sellaisenaan
lujittamiseen tai ne voidaan ensin jatkojalostaa lasi‑ ja hiilikuitujen tapaan
kudoksiksi, neuleiksi, punoksiksi, matoiksi tai muiksi tarkoituksenmukaisiksi
lujitemuodoiksi.
Taulukko 3.21 Kaupallisia aramidikuitulaatuja ja niiden ominaisuuksia. Arvot valmistajien tuoteselosteista.

Käyttö
Aramidikuitujen käyttö lujitemateriaalina on perustelluinta tuotteissa, joilta vaaditaan keveyttä ja samalla suurta vetolujuutta, jäykkyyttä sekä iskulujuutta ja ‑sitkeyttä. Muovien lujittamiseen tarkoitetuista aramidikuiduista suurimman osan käyttävät lentokone‑, avaruus- ja veneteollisuus sekä urheilu- ja vapaa-ajanvälineiden valmistajat. Käytön kannalta merkittäviä ballistisia sovellutuksia ovat komposiittikypärät sekä puolikovat ja kovat levyt, joita käytetään luodeilta, räjähteiltä, sirpaleilta ja iskuilta suojaamiseen. Näissä matriisimuoveina ovat yleensä fenolit ja polyesterit.
Aramidikuiduilla voidaan periaatteessa lujittaa samoja muoveja ja hartseja kuin lasi‑ ja hiilikuiduilla eivätkä valmistusmenetelmät aiheuta rajoituksia kuitujen käytölle. Matriisimuovin valinta on kuitenkin suoritettava tavanomaista huolellisemmin. Tämä johtuu siitä, että lähes kaikilla muovi‑ ja hartsilaaduilla saavutetaan yleensä heikoin tartunta aramidikuituihin, kun vertailu suoritetaan näiden ja lasi‑ ja hiilikuitujen kesken. Tartuntaominaisuuksia on pyritty parantamaan kehittämällä sekä viimeistelymenetelmiä että kuitujen kemiallista käsittelyä.
Kuitujen sitkeys asettaa tavanomaista suuremmat vaatimukset käytettäville työkaluille ja ‑menetelmille. Aramidikuitujen ja niillä lujitettujen laminaattien leikkaukseen ja työstöön on lähes jokaisella työkaluvalmistajalla erikoistyökalut, joiden käyttöä suositellaan. Tyydyttävän tuloksen saavuttaminen edellyttää työkaluilta ehdotonta puhtautta ja hyvää kuntoa. Hionta johtaa lähes poikkeuksetta nukkapintaan. Tämä on vältettävissä käyttämällä hiontavarana laminaatin pinnassa esim. kevyttä lasikuitukudosta tai ‑mattoa.
Lujitemuoviteollisuudessa aramidikuituja käytetään usein muiden lujitteiden kanssa. Lasikuidun kanssa toimiessaan aramidikuitujen tehtävänä on alentaa painoa ja parantaa tuotteen jäykkyyttä sekä käyttöturvallisuutta. Aramidikuidut kykenevät tehokkaasti rajoittamaan halkeamien leviämistä vaurion yhteydessä sekä estämään katastrofaalisen murtumisen. Lasikuitu parantaa puolestaan taivutus‑ ja puristuslujuutta sekä alentaa materiaalikustannuksia. Aramidi‑ ja hiilikuitujen yhteensopivuutta lisäävät niiden samankaltaiset lämpölaajenemisominaisuudet. Tässä yhdistelmässä aramidikuidut ovat alentamassa painoa ja parantamassa iskulujuutta ja iskusitkeyttä sekä värähtelynvaimennusominaisuuksia. Hiilikuitujen tehtävänä on parantaa rakenteen puristus‑ ja taivutuslujuutta sekä jäykkyyttä.
Laminoinnissa ei aramidikuitujen yhteydessä suositella käytettäväksi tavallisia ortoftaalipohjaisia polyesterihartseja. Mikäli käytettävän epoksihartsin kovete on anhydridi, on aramidikuidut kuivattava alle 1 %:n kosteussisältöön hyvän kerrostenvälisen leikkauslujuuden saavuttamiseksi. Käsinlaminoinnissa tulee hartsin viskositeetin olla alueella 300…700 mPas. Hartsista kastuessaan aramidikuidut muuttuvat kirkkaan keltaisesta kullankeltaisiksi. Laminoinnissa kastumisen tulisi aina tapahtua alapuolelta. Tällöin hartsiköyhät alueet ja ilmataskut ovat helpommin havaittavissa ja hartsia lisäämällä ja telaamalla korjattavissa. Laminointi suositellaan suoritettavaksi kerralla loppuun asti parhaan kerrostenvälisen leikkauslujuuden saavuttamiseksi. Mikäli välikovetus joudutaan suorittamaan, viimeiseksi laminoidun kerroksen pinnalta on poistettava ylimääräinen hartsi, jotta laminointia jatkettaessa seuraava kudoskerros sitoutuisi kuiturikkaaseen kerrokseen eikä pelkkään hartsiin.
Filamenttikatkeamien estämiseksi kuitujen vedon on aina tapahduttava mahdollisimman suoraan. Ohjausrullien ja ‑tankojen tulisi olla halkaisijaltaan vähintään 3,3 mm. Aramidikuidut on varastoitava auringon‑ ja keinovalolta suojattuna 10…35 °C:ssa suhteellisen ilmankosteuden ollessa 25…80 %.
Mekaaniset ominaisuudet
Aramidikuiduille on tyypillistä suuri lujuus ja jäykkyys yhtyneenä keveyteen. Kuidun vetolujuus on erinomainen, mutta puristuslujuus huono. Vedossa aramidikuitujen jännitys‑venymäkäyrä on lähes lineaarinen kuten lasi‑, hiili‑ ja boorikuiduilla. Sen sijaan puristuksessa aramidikuidut nurjahtavat ennen lopullista murtumista. Tämä ominaisuus yhtyneenä kuitujen luontaiseen sitkeyteen on käyttöturvallisuuden kannalta merkittävä, sillä se estää katastrofaalisen rakenteen murtumisen, mikä on tyypillistä lasi‑ ja hiilikuitulujitetuille muoveille maksimijännitystason ylittämisen jälkeen. Aramidikuidut rajoittavat myös tehokkaasti vaurion alaa ja estävät halkeamien leviämistä. Tällä on merkitystä paitsi vahingoittumisen yhteydessä myös silloin, kun tuotteeseen joudutaan työstämään reikiä, aukkoja tai lovia. Aramidikuitujen hyvä iskusitkeys ja iskulujuus on hyödynnettävissä tuotteissa, jotka joutuvat iskumaisille kuormituksille alttiiksi. Paras tulos saavutetaan korkealla kuitupitoisuudella.
Kaikilla aramidikuiduilla on hyvä väsymislujuus ja staattinen pitkäaikaislujuus. Vetoväsyminen aramidikuitu/epoksi yhdensuuntaislaminaatilla on samankaltainen kuin vastaavalla boorikuidulla lujitetulla laminaatilla, jolla yleensä katsotaan olevan paras väsymislujuus. Leikkausväsymislujuuden kuvaaja on hyvin loiva käyrä, samanlainen kuin HM‑hiilikuiduilla lujitetulla laminaatilla. Lujuuden aleneminen on huomattavasti vähäisempää kuin E‑lasikuidulla. Taivutusväsymislujuus on kuormitusmäärillä 10-6 ja 10-7 lähellä E‑lasikuitulujitetun laminaatin vastaavia väsymislujuuksia.
Aramidikuiduilla lujitettujen laminaattien kerrostenväliset leikkauslujuudet (ILSS) ovat parhaimmillaankin n. 30 % alle vastaavia E‑lasikuiduilla saavutettavia arvoja. Tämä johtuu aramidikuidun poikittaisista kuituominaisuuksista ja pehmeästä pinnasta. Kuidun pinnan repeily ja jakaantuminen heikentää myös aramidikuitujen liimautuvuusominaisuuksia. Repäisylujuus jää huomattavasti esim. alumiiniliimaliitoksen lujuutta pienemmäksi. Tämä on otettava huomioon mm. liimattaessa aramidikuitupintoja ydinaineeseen. Aramidikuitulankojen lenkkilujuus on vain n. 25 % ja solmulujuus n. 40 % vetomurtolujuudesta.
Muut ominaisuudet
Aramidikuitujen kemiallinen kestävyys on hyvä tai erinomainen muutamia vahvoja happoja ja emäksiä lukuun ottamatta. Poltto‑, voitelu‑ ja puhdistusaineiden sekä meriveden ei ole todettu aiheuttavan lujuushäviöitä. Muista lujitekuiduista poiketen aramidikuidut ovat hygroskooppisia ja ne voivat imeä kosteutta 3,5…4,5 p% suhteellisen ilmankosteuden ollessa 100 %. Kosteudella on vähän tai ei ollenkaan vaikutusta kuitujen vetolujuuteen. Sen sijaan kosteuden on todettu alentavan kuitujen leikkaus‑ ja puristuslujuutta sekä säteen suuntaista vetolujuutta. Kuiduilla, joiden kosteussisältö on suuri, on taipumusta sisäiseen mikrohalkeiluun kuormituksen alaisena.
Aramidikuitujen lämmönkestävyys on hyvä. Kuidut säilyttävät huomattavan osan huoneenlämpötilassa mitatuista ominaisuuksistaan muuttumattomina vielä 150 °C:ssa. Lämpötilassa 200 °C vetomurtolujuus on alentunut noin 35 % ja kimmomoduli vajaat 20 %. Kuitujen pakkaskestävyys on erinomainen. Lujuusominaisuuksien on todettu pysyvän muuttumattomina lämpötila‑alueella ‑196…23 °C.
Kuidut eivät sula eivätkä ylläpidä palamista. Ne alkavat hiiltyä n. 425 °C:ssa ja hajota noin 500 °C:ssa. Niillä on erinomainen mittapysyvyys lämpötilan muuttuessa. Savunkehitys on palaessa vähäistä. Lämpölaajenemiskerroin on hiilikuitujen tapaan negatiivinen kuitusuunnassa ja positiivinen kuitusuuntaa vastaan kohtisuoraan. Palamislämpö on noin 6800 cal/g ja ominaislämpö 0,26 cal/g°C.
Auringonvalo tummentaa aramidikuidun väriä ja heikentää sen lujuusominaisuuksia. Tummunut kuidun pinta suojaa kuidun sisäosia ultraviolettisäteilyn heikentävältä vaikutukselta. Laminaatissa hartsi antaa suojan, joka kuitenkaan ei ole riittävä, jos tuote joutuu jatkuvalle auringonvalolle alttiiksi. Aramidikuidut ja jatkojalosteet on säilytettävä sekä auringon‑ että keinovalolta suojattuna. Kolmen kuukauden altistus auringonvalolle alentaa vetomurtolujuuden noin puoleen alkuperäisestä. Aramidikuitujen keskeisiä ominaisuuksia on esitetty taulukossa 3.22.
Taulukko 3.22 Aramidikuitujen keskeisiä ominaisuuksia.

3.4.4 Polyeteenikuidut
Tavanomaisia polyeteenikuituja merkittävästi lujempien ja jäykempien polyeteenikuitujen valmistus perustuu hollantilaisen DSM yhtymän patenttiin vuodelta 1979. Näistä kuiduista käytetään kirjallisuudessa useita eri lyhenteitä kuten HDPE-kuidut, UHMWPE-kuidut tai HPPE-kuidut. Valmistus alkoi jo 1983 tuotannon ollessa kuitenkin rajoittunutta aina 90‑luvun alkuvuosiin. Nykyisin suuren lujuuden ja korkean kimmomodulin polyeteenikuituja valmistetaan Yhdysvalloissa (AlliedSignal ja DSM), Hollannissa (DSM) ja Japanissa (DSM/Toyobo yhteisyritys). Kuitujen valmistuskapasiteetti vuonna 2004 on noin 6 000 tonnia, josta DSM:n osuus on arviolta 80 %.
DSM:n HDPE-kuitujen tavaramerkki on Dyneema® ja AlliedSignalin Spectra®. Nämä kuidut ovat ominaisuuksiltaan eräitä merkittäviä poikkeuksia lukuun ottamatta aramidikuitujen kaltaisia. Molempien kuitujen käyttö ja sovellutuskohteet ovatkin paljolti samanlaiset. Kuitujen käyttö muovien lujittamiseen hiili- ja lasikuitujen tavoin on erittäin vähäistä. Tämä johtuu lähinnä HD-polyeteenikuitujen huonosta tartunnasta matriisimuoviin, kuidun virumisominaisuuksista ja alhaisesta puristuslujuudesta. Huono tartunta matriisimuoviin johtuu kuidun kemiallisesti inertistä polyolefiinirakenteen järjestymisestä. Käytännössä kemiallinen tai fysikaalinen adheesio on lähes olematon. Kuidun pintakäsittelyllä, esim. plasmakäsittelyllä, tartuntaa voidaan parantaa, mutta tälläkin saavutetaan kerrostenväliseksi leikkauslujuudeksi (ILLS) vain noin 30 MPa, kun hiili- tai lasikuiduilla vastaava arvo on parhaimmillaan lähes nelinkertainen. Muita kuidun pintakäsittelytapoja ovat kemiallinen hapetus tai koronakäsittely, joilla ei kuitenkaan saavuteta kuin noin 20 MPa:n kerrostenvälinen leikkauslujuus. Käyttöä rajoittava ominaisuus on myös kuidun alhainen jatkuvan lämpötilan kesto erityisesti kuormitettuna. Hyviä ominaisuuksia ovat mm. erinomainen ominaisvetomurtolujuus ja ‑kimmomoduli, alhainen tiheys (0,975 kg/dm3), taivutusväsymislujuus, iskulujuus, erityisesti iskusitkeys, hankauksen kesto, UV‑säteilyn kestävyys ja värähtelynvaimennusominaisuudet. Vesi ja kosteus eivät heikennä kuidun ominaisuuksia. Kuidut ovat tutkalle näkymättömiä.
Valmistus ja käyttö
HD-polyeteenikuidut valmistetaan polymeeriliuoksesta kehräämällä. Lähtöaineena on hyvin suuren molekyylipainon omaava lineaarinen polyeteeni. Kehruusuuttimesta kuidut vedetään uuttokylvyn kautta uuniin, jossa molekyyliketjujen yhdensuuntaistaminen tapahtuu. Kuidut ovat väriltään valkoisia. Ne ovat värjättävissä. Kuitujen halkaisija on tyypistä riippuen 16…38 μm ja jatkuvien multifilamenttilankojen lankanumero 11…176 tex. Kertamuovien lujittamiseen käytettävä polyeteenikuitu on pintakäsiteltävä kuidun ja matriisimuovin sidoksen parantamiseksi. Pintakäsittely voi olla joko kemiallinen hapetus tai korona‑ tai plasmakäsittely.
HD-polyeteenikuidut ovat tekstiilikuitujen kaltaisia ja niitä voidaan helposti jatkojalostaa tekstiiliteknologisin menetelmin kudoksiksi, neuleiksi, punoksiksi, huoviksi, köysiksi ja siimoiksi. Merkittävä osa tuotannosta jatkojalostetaan välittömästi kuituvalmistajan toimesta levymäiseksi yhdensuuntaistuotteeksi, joita on kahta peruslaatua, ns. kovaa ja pehmeää UD-teippiä. Sideaineena käytetään polyeteeniä. Rullatavarana markkinoitava UD-teippi on tarkoitettu lähinnä luotiliivien ja levymäisten, kuumapuristettujen levyjen valmistukseen.
Matriisimateriaaleina voidaan käyttää sekä kerta‑ että kestomuoveja. Rajoituksia valmistusmenetelmien suhteen ei ole. Lämpötila ei kuitenkaan missään valmistuksen vaiheessa saa ylittää 120 °C. Tätä korkeammissa lämpötiloissa HD-polyeteenikuidut alkavat menettää lujuuttaan ja sulavat lämpötila-alueella 144…152 °C. Kestomuoveista voidaan siten käyttää matriisimuovina vain alhaisessa lämmössä sulavia muoveja, joita ovat esim. PE-LD, PE-LLD ja polyeteenin kopolymeerit. Vastaavasti korkean kovetuslämpötilan kertamuovit eivät sovellu matriisimuoveiksi. Levymäisten tuotteiden valmistuksessa HD-polyeteenisten kudoskerrosten väliin voidaan asettaa polyeteenikalvo, joka lämmön ja paineen alaisena sulaa ja liittää kerrokset toisiinsa yhtenäiseksi levyksi. Tällaista levyä voidaan tarvittaessa lämmön avulla muotoilla.
HD-polyeteenikuitujen pääasiallisin käyttö on tuotteissa, jotka suojaavat viilloilta, hankaukselta, luodeilta, sirpaleilta ja räjähteiltä. Näitä ovat mm. erilaiset iskuilta, pistoilta ja viilloilta suojaavat työ- ja urheiluasut ja ‑käsineet, luoti‑ ja sirpaleliivit, komposiittikypärät ja komposiittipanssarilevyt. Voimakkaasti käyttöä kasvattavan ryhmän muodostavat erilaiset köydet ja kaapelit sekä kalastuksessa käytettävät verkot ja siimat. Luodeilta, räjähteiltä ja sirpaleilta suojaavia komposiittikypäriä ja komposiittipanssarilevyjä valmistetaan merkittävässä määrin. Muihin lujitemuovisovellutuksiin kuituja käytetään niin vähän, että kuituvalmistajat eivät edes tilastoi käyttömääriä.
HD-polyeteenikuitujen erinomaista iskusitkeyttä ja leikkuulujuutta voidaan kuitenkin hyödyntää lujitemuovituotteissa, joissa kuormituksia, erityisesti taivutus- ja puristuskuormia kantavat hiili- tai lasikuidut. HD-polyeteenikuitujen tehtävänä on tällöin suojata rakenteita iskuilta ja kulutukselta sekä estää vaurion eteneminen rakenteessa ja rakenteen hajoaminen kappaleiksi. Tällaisista lujitemuovisovellutuksista voidaan mainita veneet, kajakit ja kanootit, eräät kilpa‑autojen ja moottoripyörien lujitemuoviosat, kevyet, iskulujat kerroslevyrakenteet ja urheiluvälineet, joissa käytetään hyväksi myös HD-polyeteenikuitujen värähtelynvaimennusominaisuuksia. Tutka‑antennien suojakuvut, sukellusveneiden periskoopit, lentokoneiden siiven kärkiosat ja helikopterien istuimet ovat esimerkkejä tuotteista, joissa hyödynnetään kuitujen hyviä ominaisuuksia.
Mekaaniset ja fysikaaliset ominaisuudet
HD-polyeteenikuidulla on erinomainen vetolujuus ja kimmomoduli erityisesti suhteessa tiheyteen. Teräkseen verrattuna HD-polyeteenikuitujen ominaisvetomurtolujuus on 15-kertainen ja aramidikuituihin verrattuna noin 40 % suurempi. Kuidulle on tyypillistä hyvä iskulujuus ja ‑sitkeys, hankauksenkesto sekä taivutusväsymislujuus. Myös värähtelynvaimennusominaisuudet ovat hyvät. Kaikista lujitekuiduista HD-polyeteenikuidulla on paras iskuenergian absorptiokyky, kun komposiitin paino on sama. Kuidut eivät ime kosteutta eikä merivesi tai UV-säteily vaikuta kuidun ominaisuuksiin heikentävästi. Happojen ja emäksien sekä useimpien kemikaalien ja liuotteiden kesto on erinomainen tai hyvä. Röntgen- ja tutkasäteet läpäisevät HD-polyeteenikuidut. Leikkaus‑ ja puristuslujuudet ovat aramidikuitujen tasolla. Kerrostenvälinen leikkauslujuus (ILSS) on kuidun pintakäsittelystä riippuen vain 20…30 MPa. Kuidun virumisominaisuudet ovat myös vähemmän tyydyttävät. Puristuslujuus on huono.
Polyeteenikuitujen mekaaniset pitkäaikaisominaisuudet alenevat merkittävästi ylitettäessä lämpötila 100 °C. Korkein suositeltava jatkuva käyttölämpötila polyeteenikuitulujitetulle muovikomposiitille on kuormitettuna 80…90 °C. Lyhytaikaisesti (alle 30 min) kuidut kestävät 125…130 °C lämpöä ominaisuuksien muuttumatta edellyttäen, että kuidut ovat vain vähän tai ei ollenkaan kuormitettuina. Kuitujen ns. ballistiset ominaisuudet säilyvät käytännöllisesti katsoen muuttumattomina lämpötila‑alueella ‑150…100 °C.
Taulukossa 3.23 on esitetty
eräitä Dyneema® HD-polyeteenikuitujen keskeisiä ominaisuuksia.
Taulukko 3.23 Dyneema® HD-polyeteenikuitujen ominaisuuksia. Arvot valmistajan tuoteselosteista.

3.4.5 Boorikuidut
Myös boorikuidut kuuluvat 1960‑luvulla kehitettyihin lujitekuituihin, joiden tutkimus sai alkunsa lentokone‑ ja avaruusteollisuuden tarpeista. Kuitutuotanto aloitettiin 1970 ja epoksi-boorikuituprepregien valmistus vuotta myöhemmin. Kuitujen valmistuskapasiteetti oli 2000-luvun alussa noin 16 tonnia ja prepregien 23 tonnia.
Hyvistä mekaanisista ominaisuuksista huolimatta boorikuitujen käyttö on rajoittunutta, mikä lähinnä johtuu kuitujen korkeasta hinnasta, vaikeasta käsiteltävyydestä sekä siitä, että useimpiin sovellutuksiin voidaan käyttää boorikuitua ominaisuuksiltaan vastaavia ja hinnaltaan merkittävästi halvempia hiilikuituja. Myös metallien lujittamisessa piikarbidikuitujen ja muiden keraamisten kuitujen käyttö on syrjäyttänyt boorikuidut.
Vuonna 1994 aloitettiin boori-hiilikuitu hybridiprepregien valmistus. Menetelmässä käytetään kaupallisessa tuotannossa olevia hiilikuituprepregejä, joihin yhdistetään haluttu määrä boorikuitufilamentteja. Hiilikuituprepregien ja matriisimuovien suhteen on vain vähän rajoituksia. Tästä seuraa, että menetelmällä voidaan periaatteessa valmistaa lukuisa määrä erilaisia, kuhunkin käyttötarkoitukseen parhaiten soveltuvia boori-hiilikuitu hybridiprepregejä.
Boorikuitujen korkea hinta on seurausta valmistusmenetelmästä, jossa kemiallisella höyrystyspäällystyksellä pinnoitetaan 12,5 μm:n wolframikuitua. Lämpötila kuitua valmistettaessa on 1 350 °C ja lähtöaineena on booritrikloridi. Hintaa on pyritty alentamaan käyttämällä ydinkuituna kivihiilitervapohjaista 33 μm halkaisijamittaista hiilikuitua. Tällä ei halvemmasta hinnasta huolimatta ollut kaupallista menestystä.
Boorikuitu valmistetaan jatkuvana monofilamenttina eli yksittäiskuituna. Valmistuksessa on 75, 100, 140 ja 200 µm kuituja, joista 100 μm halkaisijamittaisen kuidun osuus on yli 90 %. Toiseksi suosituin on 140 µm kuitu. Tuotannosta suurin osa markkinoidaan esi‑impregnoituna epoksi-boorikuitu teippinä tai prepreginä, boorikuitu-metalli teippinä tai boori-hiilikuitu hybridiprepreginä. Myös kudottuja, kapeita boorikuitu yhdensuuntaisnauhoja on valmistettu. Näissä on kuteena käytetty mm. polyamidi‑, aramidi‑ ja metallikuitulankoja. Epoksi-boorikuitu prepregien standardileveydet ovat olleet 6 ja 152 mm. Tyypillinen kovetusjakso on 60 minuuttia 120 °C:n lämpötilassa ja 0,35…0,60 MPa paineessa.
Boorikuidulle on tyypillistä
erinomainen veto‑, taivutus‑ ja puristuslujuus sekä kimmomoduli. Kuituja
käytetään lähinnä sotilaslentokone‑ ja avaruusteollisuudessa,
urheiluvälineteollisuudessa ja kilpa-autoissa. Taulukossa 3.24 on esitetty
eräitä boorikuidulle ja boorikuitulujitetulle laminaatille tyypillisiä
ominaisuuksia.
Taulukko 3.24 Wolframiydinkuituisen boorikuidun ja boorikuitu-epoksiprepreglaminaatin keskeisiä ominaisuuksia (Specialty Materials Inc.).

3.4.6 Piikarbidikuidut
Piikarbidikuidut (SiC‑kuidut) kehitettiin1960‑luvulla ja saatettiin tuotantoon 1970-luvulla. Kehitystyön taustalla oli Yhdysvaltain ilmavoimien tarve saada titaanin lujittamiseen soveltuva kuitu. Boorikuiduilla metallien lujuusominaisuuksia ei pystytty riittävästi parantamaan.
Piikarbidikuitujen valmistusmenetelmä on samankaltainen kuin boorikuitujen. Ydinkuituna piikarbidikuiduissa käytetään kivihiilitervapohjaista 33 μm halkaisijamittaista sulakehrättyä hiilikuitumonofilamenttia, joka kaksivaiheisessa prosessissa höyrystyspäällystetään piikarbidilla. Jatkuvan piikarbidilangan halkaisija on tyypillisesti 140 μm. Myös 80 µm:n lankaa on tuotannossa. Valmistuskustannukset ovat boorikuitujen valmistuskustannuksia alemmat, mutta kuitujen käyttö on toistaiseksi huomattavasti rajoittuneempaa. Teollisuuden tarve tälle kuidulle oli 2000-luvun alussa vain noin 1 000 kg vuodessa, mikä olemassa olevasta valmistuskapasiteetista oli vain viidesosa.
Ohuempia, halkaisijamitaltaan vain 12…15 μm:n piikarbidikuituja voidaan valmistaa orgaanisesta silikonipolymeeristä, johon on lisätty hiiltä. Prosessissa lähtöaine lämpökäsitellään ja kehrätään kuiduksi. Piikarbidierilliskidekuituja (whiskers), joiden halkaisija on 0,05…0,5 μm valmistetaan runsaasti piidioksidia ja hiiltä sisältävistä riisin kuorista.
Hiilikuituytimisiä piikarbidimonofilamenttilankoja käytetään lähes yksinomaan titaanin, alumiinin ja keraamisten matriisimateriaalien lujittamiseen. Sen sijaan 12…15 μm halkaisijamittaisia piikarbidikuituja käytetään myös muovien lujittamiseen. Piikarbidikuiduille on tyypillistä suuri lujuus sekä erinomainen lämmönkesto ja korroosionkestävyys. Taulukossa 3.25 on esitetty eräitä piikarbidikuitujen keskeisiä ominaisuuksia.
Taulukko 3.25 Piikarbidikuitujen (140 μm) keskeisiä ominaisuuksia (Specialty Materials Inc.).

3.4.7 Muut keraamiset kuidut
Keraamisten kuitujen kehittämistä vauhditti 1970‑luvulla herännyt kiinnostus metallien lujittamiseen kuiduilla. Keraamisiin kuituihin kuuluu lukuisia ominaisuuksiltaan ja kemialliselta koostumukseltaan toisistaan eroavia metallioksidikuituja, joille on yhteistä erinomainen korkeiden lämpötilojen kesto. Kuitujen sulamispiste on yleensä lähellä 2 000 °C ja käyttölämpötila 1 100…1 500 °C.
Keraamisille kuiduille on tyypillistä suuri kimmomoduli ja puristuslujuus, erinomaiset sähköiset eristeominaisuudet sekä korroosionkestävyys. Keraamisten kuitujen tiheys vaihtelee alueella 2…4 g/cm3, kuidun halkaisija välillä 0,05…20 μm, vetomurtolujuus välillä 0,3…7 GPa ja kimmomoduli välillä 13…390 GPa. Kuituja on saatavissa whiskerseinä, katkekuituina sekä jatkuvina kuituina. Jatkuvia metallioksidikuituja voidaan tekstiiliteknologisin menetelmin jatkojalostaa muihin lujitemuotoihin. Ohuet keraamiset kuidut (f £ 3 µm) on viimeaikaisissa tutkimuksissa todettu terveydelle haitallisiksi. Hengitettäessä tällaiset kuidut joutuvat keuhkoihin jääden sinne pysyvästi. Halkaisijaltaan alle 1 µm:n keraamiset kuidut ovat karsinogeenisia.
Keraamisten kuitujen käyttö on edelleen sangen rajoittunutta ja pääasialliset sovellutusalueet ovat metallien lujittamisessa. Niillä voidaan lujittaa myös muoveja valmistettaessa tuotteita, joilta vaaditaan jotain erityisominaisuutta. Lämmönkestävyyden ohella keraamisilla kuiduilla voidaan parantaa mm. puristus‑ ja iskulujuutta, jäykkyyttä, mittapysyvyyttä, kulutuskestävyyttä, vedenkestävyyttä ja korroosionkestävyyttä.
Esimerkkinä keraamisista kuiduista mainittakoon kvartsilasi- eli piidioksidikuidut (SiO2), jotka vedetään sulatetuista amorfisista piioksiditangoista. Kuituhalkaisijat ovat 9…14 µm. Kuiduilla on alhainen lämpölaajenemiskerroin, hyvä kemikaalien ja lämpötilan kestävyys (n. 1 000 °C). Ne soveltuvat lujitekuiduiksi valmistettaessa tuotteita, joilta edellytetään dielektrisiä ominaisuuksia, ts. pientä häviökerrointa ja eristevakiota. Kvartsilasikuidun häviökerroin (10 GHz) on 0,0002 ja eristevakio (10 GHz) 3,74. Vastaavat arvot esimerkiksi E-lasikuiduilla ovat tyypillisesti 0,0039 ja 6,13 sekä aramidikuiduilla 0,01 ja 3,85. Muita markkinoilla olevia keraamisia kuituja ovat mm.
- alumiinioksidikuidut (Al2O3)
- alumiini/piidioksidikuidut (Al2O3, SiO2)
- alumiini/boori/piidioksidikuidut (Al2O3, B2O3, SiO2)
- sirkonium/piidioksidikuidut (ZrO2, SiO2).
3.4.8 Luonnonkuidut
Muovien lujittamiseen käytettiin alkuaikoina luonnonkuituja, joiden käyttö menetti merkityksensä, kun mekaanisilta ja fysikaalisilta ominaisuuksiltaan paremmat lujitekuidut tulivat markkinoille. Nyt kiinnostus luonnonkuituja kohtaan on teollisuusmaissa jälleen kasvanut johtuen lujitemuovituotteiden kierrätystä ja jätteiden hävittämistä koskevan lainsäädännön muutoksista. Kehitysmaat luonnonkuitujen kasvattajina tukevat myös voimakkaasti luonnonkuitujen runsaampaa käyttöä. Poliittinen paine kuitujen käyttöön tulee maataloudessa tapahtuvien rakennemuutosten aiheuttaman maataloustukien uudelleen kohdistamisen kautta.
Toistaiseksi Euroopassa autoteollisuus on osoittanut suurinta kiinnostusta luonnonkuitujen käyttöön, koska tätä teollisuutta koskevat ympäristömääräykset tiukentuvat vuosien 2005…2010 aikana. Uusien autojen muoviosilta tullaan edellyttämään kierrätettävyyttä ja luontoa rasittamatonta hävitettävyyttä. Vuonna 2003 arvioidaan Euroopan autoteollisuuden käyttävän n. 40 000 tonnia kasviperäisiä luonnonkuituja. Kulutuksen ennustetaan ylittävän 100 000 tonnin rajan jo ennen vuotta 2010.
Luonnonkuituja ovat eläinkarvat, puukuidut ja kasvikuidut. Eläinkarvojen käyttö muovien lujittamiseen on sangen vähäistä, mutta puusta prosessoituja selluloosapohjaisia kuituja käytetään eri muodoissa runsaasti Pohjois-Amerikassa ja Japanissa rakennusteollisuuden sovellutuksissa. Kasvikuituja saadaan kasvien rungosta, lehdistä, siemenkodista, siemenistä, hedelmistä ja pähkinöistä. Käyttökelpoisiksi kasvikuiduiksi ovat osoittautuneet hamppu-, juti-, kenaf-, kookos-, pellava-, puuvilla-, rami-, sisal- ja soijakuidut.
Luonnonkuitujen, lähinnä kasvikuitujen käytön muovien lujittamiseen tekee houkuttelevaksi niiden halpa hinta, alhainen tiheys ja ympäristöystävällisyys, johon liittyy valmistettavien kappaleiden biohajoavuus ja kierrätettävyys. Lujuusominaisuuksien merkittävästi alentumatta tuotteita voidaan kierrättää useita kertoja. Kuidut eivät myöskään ärsytä ihoa, mikä eri valmistusprosesseissa on merkittävä etu. Ne kuluttavat myös vähemmän työkaluja. Luonnonkuiduilla lujitetuilla muovituotteilla on hyvä iskulujuus ja iskusitkeys ja niillä saavutetaan paremmat äänieristysominaisuudet. Alhaisen tiheyden seurauksena kuitujen ominaislujuudet ja –kimmomodulit ovat hyvät.
Käyttöä rajoittavina tekijöinä on kuitujen herkkyys lämmölle. Ne absorboivat vettä ja kosteutta ja ovat alttiita sienten ja hyönteisten hyökkäyksille. Niiden mekaaniset ja fysikaaliset ominaisuudet vaihtelevat erittäin paljon. Toisien sanoen laatuvaihtelut ovat suuret, mikä vaikeuttaa valmistettavien kappaleiden mitoitusta ja pakottaa käyttämään suuria varmuuskertoimia. Tartunta ja kostuminen matriisimuoviin on pintakäsittelemättömillä laaduilla huono. Kuitujen virtaus muoteissa on hitaampaa mikä pidentää valmistusaikoja esim. RIM-menetelmässä. Lisäksi kappaleiden valmistuksen aikana saattaa esiintyä epämiellyttäviä hajuhaittoja. Näihin negatiivisiin ominaisuuksiin pyritään vaikuttamaan kuitujen jälkikäsittelyillä, joita on kehitetty ja kehitetään edelleen. Positiivia tuloksia on saavutettu, mutta seurauksena on väistämättömästi hinnan kohoaminen, mikä vähentää kiinnostusta kuituja kohtaan. Lisäksi jälkikäsittelyt saattavat heikentää käsittelemättömillä kuiduilla saavutettuja iskulujuus- ja iskusitkeysominaisuuksia. Myös kierrätettävyyteen jälkikäsittelyillä saattaa olla negatiivista vaikutusta.
Näyttäisi siltä, että luonnonkuitujen tulevaisuus muovien lujitteena on tuotteissa, joilta edellytetään biohajoavuutta ja kierrätettävyyttä sekä tuotteissa, joille muut lujitekuidut antavat tarpeettoman hyvät mekaaniset ym. ominaisuudet. Tyypillisiä tällaisia tuotteita ovat ei-rakenteelliset ja puoli-rakenteelliset kappaleet.
3.4.9 Muut lujitekuidut
Muista lujitekuiduista mainittakoon erityisesti polyesteri‑ ja polyamidikuidut, joita käytetään sekä katkekuituina, huopina että kudoksina parantamaan kertamuovien isku‑, hankaus‑ ja väsymislujuutta sekä kemiallista kestävyyttä. Etuina on myös alhainen tiheys ja hinta. Näitä sekä muita kestomuovikuituja käytetään harvoin yksinomaisena lujitteena, koska niille on tyypillistä alhainen kimmoduli ja suuri murtovenymä. Yleensä niitä käytetään lasi‑, hiili‑ ja aramidikuitujen sekä mahdollisesti täyteaineiden kanssa valmistettaessa kertamuovikappaleita käsinlaminoimalla, puristamalla tai RTM‑menetelmällä. Huovat ja kudokset sijoitetaan tavallisesti kappaleen pintaan parantamaan iskusitkeyttä, hankauksenkestoa ja kemiallista kestävyyttä. Kelauksessa ja suulakevedossa ohuita ja keveitä polyesteripintahuopia käytetään kuten vastaavia hiili- ja lasikuituhuopia parantamaan valmistettavan tuotteen ulkonäköä.
Muoveja voidaan lujittaa myös mineraalikuiduilla (esim. basaltti, wollastoniitti ja asbesti), metallikuiduilla (esim. teräs) tai synteettisillä, epäorgaanisilla lyhyillä kuiduilla (esim. fosfaattikuidut). Muovien lujittamiseen näitä kuituja käytetään kuitenkin vain harvoin ja satunnaisesti. Sama koskee erilaisia whiskersejä eli erilliskiteitä sekä ylikyllästetystä liuoksesta saostamalla valmistettuja mikrokuituja. Näiden käytön esteenä on tyypillisesti rajoitettu saatavuus, laadun epätasaisuus, sekoitukseen liittyvät ongelmat sekä erityisesti whiskersien kohdalla korkea hinta.
Uusia, muovien lujittamiseen soveltuvia kuituja etsitään jatkuvasti. Kehitystyön alaisena ovat mm. nestekidepolymeerikuidut (LCP‑kuidut), jotka perustuvat polyesterimuoviin ja polyarylaattipolymeeriin sekä polyasetaaliin tai polyoksimetyleeniin perustuva, polyeteenikuidun kaltainen lujitekuitu. 1990-luvun alussa markkinoille tuli PBO-kuitu (polyparafenyleeni-2,6-bentso-oksadiatsoli), joka ominaisuuksiltaan on aramidikuitujen kaltainen. Näitä valmistetaan tuotenimellä Zylon® kahtena eri tyyppinä, joiden vetomurtolujuudet ja kimmomodulit ovat merkittävästi aramidikuitujen vastaavia arvoja korkeammat. Muita mahdollisia polymeerejä lujitekuitujen valmistamiseksi ovat PEEK, PEI, PI, PPS, PBI, PBZ-ryhmä ja E/CTFE.