Kerroslevyrakenne on yhdistelmärakenne, joka muodostuu kahdesta ohuesta ja jäykästä pintalevystä, jotka on liimattu paksun ja kevyen ydinaineen molempiin pintoihin (kuva 3.23). Ydinaineen tehtävänä on antaa rakenteelle paksuutta, jolloin muodostuu kevyt, taivutusjäykkä rakenne. Lisäksi ydinaine vastaanottaa levytasoa vastaan kohtisuorat leikkauskuormat. Ydinaineen on tuettava pintalevyjä niin, että ne poimuilematta pystyvät kantamaan levytasossa vaikuttavat puristus‑ ja leikkauskuormat ja että kerroslevy pystyy kantamaan siihen kohdistuvat paikalliset kuormitukset.
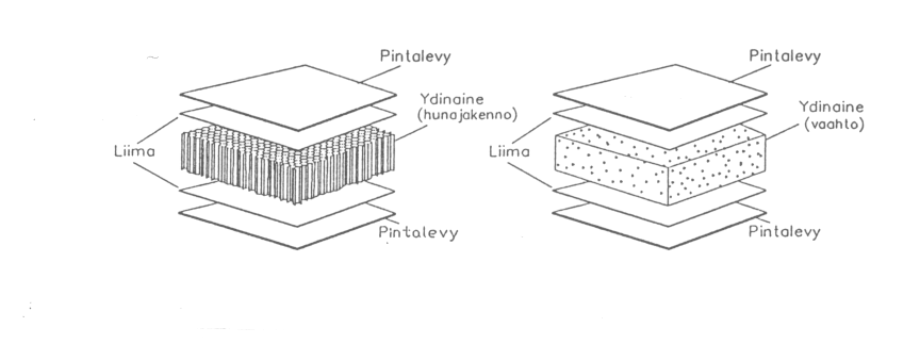
Kuva 3.23 Kerroslevyrakenteita.
Kerroslevyrakenteen hyvinä puolina voidaan pitää erinomaisia jäykkyys‑paino ja lujuus‑paino suhteita, keveyttä, valmistuksen suhteellista helppoutta, iskujen aiheuttamien vaurioiden rajoittumista pienelle alueelle sekä ydinaineesta riippuen erinomaista äänen‑ tai lämmöneristyskykyä. Huonoja puolia ovat ohuista pintalevyistä johtuva alttius iskujen ja pistekuormien aiheuttamille vaurioille, laadun‑ ja vauriotarkastuksen vaikeus sekä liitoksien ja läpivientien aiheuttamat hankaluudet.
Lujuusvaatimusten ohella ydinaineelle voidaan asettaa monia muita vaatimuksia. Osa vaatimuksista voi olla määräysten luonteisia kuten esim. veneenrakennuksessa käytettävät rakenne‑ ja hyväksymissäännöt sekä rakennusten ja kuljetusvälineiden paloturvallisuusnormit. Muista vaatimuksista mainittakoon vesiabsorptio‑ ja vedenkestävyysominaisuudet, eristysominaisuudet, pitkäaikaiskuormien ja väsyttävien kuormien kesto, muotoiltavuus, liittämisominaisuudet ja liitoksissa syntyvien kuormitusten kesto sekä ydinaineen hinta.
Kerroslevyrakenteen toimivuuden kannalta merkityksellisintä on se, että pintalevyt ovat kauttaaltaan huolellisesti ja pitävästi liimatut tai laminoidut ydinaineeseen. Jos ydinaine on palasahattua levyä tai kootaan paloista, on palat liimattava toisiinsa tai palojen välit huolellisesti täytettävä liimalla, johon on sekoitettu kevyttä täyteainetta kuten mikropalloja. Liiman tai hartsin on oltava sellaista, että se ei vahingoita ydinainetta.
Kerroslevyrakenteiden yleisimmät ydinaineet ovat solumuoviydinaineet, syntaktiset ydinaineet, kennoydinaineet ja luonnonydinaineet.
3.6.1 Solumuovit
Kerroslevyjen ydinaineina käytetään eniten solumuoveja. Näistä laajimmin käytettyjä ovat polyvinyylikloridi (PVC), polyuretaani (PUR) ja polystyreeni (PS). Muita solumuoviydinaineita ovat mm. polymetakryyli‑imidi (PMI), styreeniakryylinitriili (SAN), polyeetteri-imidi (PEI), polyeetterisulfoni (PES), fenoli ja solustettu kumi.
Solumuoviydinaineilla on yleensä hyvät lämmöneristysominaisuudet ja suhteellisen pieni vesiabsorptio. Ominaispaino‑ sekä laatuvalikoima on laaja, saatavuus helppoa ja hintataso kohtuullinen. Ydinaine toimitetaan tavallisesti halutun paksuisena valmiina levynä, joka voi olla myös paloista koottua. Tällaisessa ns. palasahatussa levyssä palat ovat liimatut tukikudokseen. Palasahattu levy on helpommin muotoiltavissa. Jos pintalevyt tullaan liimaamaan solumuoviydinaineeseen alipainetta käyttäen, on ydinaineen oltava uritettua tai rei’itettyä (esim. 3 mm reiät 150 mm välein) ilman poistumisen varmistamiseksi.
Polyuretaanisolumuovit
PUR‑solumuovien valikoima on erittäin laaja ulottuen joustavista, pehmeistä solumuoveista jäykkiin polyuretaanisolumuoveihin. Näistä jälkimmäisiä käytetään lujitemuoviteollisuudessa kerroslevyrakenteiden ydinaineena. Jäykkiä PUR-solumuoveja on kahta perustyyppiä, polyisosyanuraattisolumuoveja ja isosyanaatti polyuretaanisolumuoveja. Nämä ovat toisistaan selvästi erottuvia sekä ominaisuuksiltaan että valmistustavoiltaan.
Polyisosyanuraattisolumuovit ovat tyypillisesti kevyitä, lämmöneristykseen käytettäviä solumuoveja, jotka valmistetaan tavallisesti isoina lohkoina jatkuvalla suulakepuristuksella. Lohkot leikataan levyiksi tai muiksi halutunmuotoisiksi kappaleiksi. Solumuoveilla on erinomaiset lämmöneristysominaisuudet, hyvä puristuslujuus ja lämpötilan kesto lähes 150 °C. Tiheydet ovat alueella 30…100 kg/m3. Hinnaltaan nämä solumuovit ovat suhteellisen edullisia. Joustamaton, hauras rakenne ja taipumus voimakkaaseen pölyämiseen hiottaessa ovat tyypillisiä ominaisuuksia. Erityisesti murenevuus rajoittaa näiden solumuovien käyttöä kerroslevyrakenteiden ydinaineena. Pitkäaikaiskäytössä pintalevyt voivat irrota solumuoviytimen pinnan murentuessa väsymisen seurauksena erityisesti värähtely- tai taivutuskuormituksessa.
Varsinaisia ydinaineena käytettäviä isosyanaatti PUR-solumuoveja valmistetaan joko jatkuvalla suulakepuristuksella tai ne paisutetaan muottiin. Valmiit lohkot leikataan levyiksi tai muiksi halutunmuotoisiksi kappaleiksi. Muottiin paisutettaessa muotti voi olla muodoltaan sellainen, että siitä saadaan suoraan halutunlainen kappale. Jos paisutusmuottiin laitetaan pintalevyt ennen paisutusta, saadaan muotista valmis kerroslevy. Muottiin paisutetuissa levyissä materiaali pakkautuu pintoihin ja keskusta jää reuna-alueita kevyemmäksi. Tästä johtuen lujuusarvot keskimääräiseen tiheyteen nähden ovat alhaisemmat kuin suulakepuristetussa, homogeenisessa levyssä.
Isosyanaatti polyuretaanisolumuovit eivät ole yhtä voimakkaasti silloitetut kuin polyisosyanuraattisolumuovit. Valmistettavien levyjen tiheydet ovat 30…800 kg/m3. Lämmönkesto on noin 135 °C. Solumuovit ovat hinnaltaan kohtuullisen edullisia. Niille on tyypillistä lineaarinen hinta-tiheyssuhde. Toisin sanoen 320 kg/m3 solumuovilevyn hinta on noin kaksinkertainen verrattuna vastaavaan 160 kg/m3 tiheyksiseen levyyn. Saman tiheyden omaavilla isosyanaatti polyuretaanisolumuovilevyillä voi olla huomattavan suuret erot sekä mekaanisissa että palo-ominaisuuksissa riippuen käytetystä valmistusmenetelmästä, kemiallisesta rakenteesta, valmistusprosessin aikaisesta kovetuslämpötilasta ja solustukseen käytetystä paisutteesta. Tavallisimmin paisute on hiilidioksidi, mutta erityisesti kevyempiä laatuja valmistettaessa paisutteena käytetään nykyisin myös pentaania freonien sijasta.
Polyisosyanuraattisolumuoveihin verrattuna isosyanaatti PUR-solumuovit ovat huomattavasti sitkeämpiä ja vähemmän murenevia osin kimmomodulin kustannuksella. Niillä on hyvä iskulujuus ja lämmönkesto ja ne ovat lämpömuovattavissa. Varsinaista pintakäsittelyä ei PUR-solumuoveille tarvitse tehdä, mutta pinnan karhennusta suositellaan ennen pintalevyjen liimausta. Epoksimuoveja suositellaan liimaukseen.
Markkinoilla on myös polyisosyanuraatti- ja PUR-solumuovien yhdistelmiä. Nämä sekoitepolyuretaanisolumuovit ovat lujuusominaisuuksiltaan hieman isosyanaatti polyuretaanisolumuoveja parempia ja vähemmän murenevia kuin polyisosyanuraattisolumuovit. Lämmönkestävyys on kuitenkin huonompi. Valmistettavien levyjen tiheydet ovat 32…130 kg/m3.
Polystyreenisolumuovit
Polystyreeni- eli PS‑solumuoveja on markkinoilla sekä paisutettuina että suulakepuristettuina. Näistä suulakepuristetut laadut ovat kalliimpia, mutta myös lujuusarvoiltaan parempia. PS-solumuovit ovat helposti työstettäviä ja hinnaltaan edullisia ja niitä käytetäänkin laajalti ydinaineena mm. erilaisissa vapaa‑ajan tuotteissa kuten purje- ja lainelaudoissa. Lyhytaikaiset lujuusominaisuudet ovat tyydyttävät. Pitkäaikaisessa kuormituksessa tapahtuu jossain määrin virumista, mikä rajoittaa polystyreenisolumuovin käyttöä vaativissa rakenteissa. Epäkohtana on myös polystyreenin liukeneminen moniin aineisiin, esim. polyesterihartseissa käytettävään styreeniin. PS‑solumuoville suositellaan usein pintakäsittelyä.
Polystyreenisolumuoveja valmistetaan paisutettuina laatuina alle 100 kg/m3 tiheyksissä ja suulakepuristettuja laatuja alle 60 kg/m3 tiheyksissä. Suulakepuristetuissa laaduissa on valmistuksen jäljiltä nahkamainen pinta, joka on karhennettava ennen pintalevyjen liimausta.
Polyvinyylikloridisolumuovit
Umpisoluiset polyvinyylikloridi- eli PVC-solumuovit ovat yleisimpiä ydinaineita korkealaatuisissa kerroslevyrakenteissa. Tarkasti ottaen PVC-solumuovit ovat polyvinyylikloridin ja aromaattisen polyurean/polyamidin seos. Niiden kehitys ja käyttö alkoi jo 1930-luvulla.
PVC-solumuoveilla on hyvät staattiset ja dynaamiset lujuusominaisuudet myös pitkäaikaisessa käytössä. Veden imeytyminen on hyvin vähäistä. Ne kestävät myös hyvin useimpia kemikaaleja. Käyttölämpötila on laadusta ja tyypistä riippuen alueella -240…120 °C. PVC-solumuovit ovat lämpömuovattavissa laadusta ja tiheydestä riippuen 90…140 °C:n lämpötilassa. Käsittely vaatii huolellisuutta. Ne ovat hinnaltaan edellisiä solumuoviydinaineita kalliimpia, mutta niiden lujuus‑painosuhde on merkittävästi parempi. Niiden liimausominaisuudet ovat hyvät. Levytavarana umpisoluista PVC‑solumuovia on markkinoilla tiheyksissä 30…400 kg/m3.
Ydinaineena käytettävät PVC-solumuovit valmistetaan joko ristisilloitetusta tai lineaari PVC:sta. Lineaari PVC-solumuovit ovat metyyliakrylaatilla kopolymeroitua polyvinyylikloridia. Ne soveltuvat erityisesti dynaamisesti kuormitettujen kerroslevyjen ydinaineeksi. Ne ovat iskusitkeämpiä, iskunkestävämpiä ja taipuisampina helpommin muotoiltavia kuin ristisilloitetusta PVC:sta valmistetut ydinaineet. Lineaari PVC-solumuoveilla on myös hyvä väsymiskestävyys. Korkein käyttölämpötila on n. 60 ºC. Ne ovat lämpömuovattavissa kuten ristisilloitetutkin laadut. Lineaari PVC:sta valmistetut ydinaineet on aina pintakäsiteltävä ennen pintalevyjen liimausta tai laminointia, jos käytettävä liima tai hartsi sisältää styreeniä. Markkinoilla lineaari PVC-solumuoviydinaineita on tiheyksissä 60…90 kg/m3.
Suurin osa umpisoluisista PVC-ydinaineista on ristisilloitettuja laatuja. Standardilaatuja valmistetaan tiheyksissä 30…400 kg/m3. Niiden maksimi käyttölämpötila on tyypistä riippuen alueella 70…95 °C. Lämmönkestävämpiä laatuja, joiden maksimi käyttölämpötila on n. 120 °C, on markkinoilla tiheyksissä 55…300 kg/m3. Ristisilloitetusta PVC:sta valmistetuilla ydinaineilla on hyvä värähtelynkestävyys ja niiden lujuus- ja jäykkyysominaisuudet ovat hyvät. Ne soveltuvat erinomaisesti staattisesti kuormitettujen kerroslevyjen ydinaineeksi. Lämmöneristysominaisuudet ovat myös hyvät.
Valmistuksessa on myös adipaatti/fosfaattiesterillä modifioituja ristisilloitettuja PVC-solumuoveja. Pyrkimyksenä on ollut lähinnä iskusitkeyden ja iskulujuuden parantaminen. Nämä laadut on pintakäsiteltävä ennen liimausta tai pintalevyjen laminointia samalla tavalla kuin lineaari PVC-ydinaineet. Markkinoilla näitä modifioituja, umpisoluisia PVC-ydinaineita on tiheyksissä 100…250 kg/m3. Niiden korkein käyttölämpötila on 70 °C. Myös lämpöstabiloituja ristisilloitettuja PVC-solumuoveja valmistetaan. Käsittelyn ensi sijaisena tarkoituksena on parantaa solumuovin mittapysyvyyttä ja alentaa kaasujen erittymistä solumuovista korotetussa lämpötilassa suoritettavissa valmistusprosesseissa.
Polymetakryyli‑imidisolumuovit
Polymetakryyli-imidi- eli PMI-solumuovit valmistetaan paisuttamalla lämmössä metakryylihappokopolymeraattia, joka vaahdotusprosessin aikana muuntuu polymetakryyli-imidiksi. Paisutusaineena käytetään alkoholia. Lopputuloksena on homogeenisen solurakenteen omaava, ominaisuuksiltaan isotrooppinen solumuovi. PMI‑solumuoveilla on erinomaiset lujuus- ja jäykkyysominaisuudet ja hyvä mittapysyvyys myös korkeissa lämpötiloissa. Virumisvastus puristuksessa on erinomainen. Savun ja myrkyllisten kaasujen muodostuminen palaessa on vähäistä. Tavallisten laatujen lämmönkestävyys on n. 180 °C ja erikoislaatujen jopa 250 °C.
Kokonaisuutena PMI-solumuovit tarjoavat parhaat ominaisuudet kaikista kerroslevyjen ydinaineina käytettävistä solumuoveista. Laajempaa käyttöä rajoittavana tekijänä on muita solumuoveja merkittävästi korkeampi hinta. Levytavarana umpisoluista PMI‑solumuovia on markkinoilla tiheyksissä 30…200 kg/m3. Levyt ovat lämpömuovattavissa 170…190 °C:n lämpötilassa. Solumuovipinnan murenemisesta ja solujen pienuudesta johtuen pintalevyjen liimaus on suoritettava huolellisesti. PMI-solumuoveja käytetään ydinaineena lähinnä vaativissa kohteissa. Kerroslevyjen valmistukseen soveltuvat autoklaavimuovaus, RTM ja muut injektointimenetelmät. Pintoja liimattaessa suositeltava paine kovetusprosessin aikana on laadusta riippuen alueella 0,2…0,7 MPa.
Styreeniakryylinitriilisolumuovit
Umpisoluiset, jäykät lineaari SAN-solumuovit on kehitetty lähinnä veneteollisuuden tarpeisiin. Useissa muissa sovellutuksissa ne voivat korvata lineaari PVC-solumuovit. Styreeniakryylinitriilisolumuovien staattiset lujuusominaisuudet ovat samanlaiset kuin ristisilloitetuilla PVC-solumuoveilla. Niillä on alhainen viruma sekä hyvä iskusitkeys, iskulujuus, lämmönkesto ja hydrostaattisen paineen kesto. Korkein käyttölämpötila on 110 °C. SAN-solumuovilevyt ovat lämpömuovattavissa. Niitä on saatavissa tiheyksissä 60…400 kg/m3. Myös lämpöstabiloituja laatuja, jotka soveltuvat alhaisessa lämpötilassa kovettuvien prepregien kanssa käytettäviksi on valmistuksessa.
Muut solumuovit
Muista solumuoviydinaineista mainittakoon jäykkä, umpisoluinen, itsestään sammuva fenolisolumuovi, joka on aina pintakäsiteltävä tiksotropoidulla hartsilla ennen pintalevyjen liimausta, sekä korkeita lämpötiloja kestävät polyeetterisulfoni (PES) ja polyeetteri‑imidi (PEI). Näiden solumuovien palaessa ei muodostu myrkyllisiä tai korrodoivia kaasuja. Savunmuodostus on vähäistä. PEI-solumuovin korkein käyttölämpötila on 180 °C ja sitä on saatavissa tiheydessä 80 kg/m3.
Solumuovien pintakäsittelyt
Eräissä tapauksissa suositellaan solumuovilevyjen pintakäsittelyä esim. kobolttiemulsiolla tai nopeasti kovettuvalla hartsilla tai hartsi‑mikropalloseoksella. Käsittelyllä parannetaan pintalevyjen ja solumuovin välisen liimasidoksen lujuutta, varmistetaan pintalevyjen moitteeton liimautuminen ydinaineeseen kauttaaltaan sekä tehdään mahdolliseksi kaikkien yleisimpien hartsien käyttö liimaukseen ja pintalevyjen laminointiin. Pintakäsittelyn tarpeellisuus riippuu paitsi käytetystä solumuovista myös pintalaminaatin paksuudesta, työskentelylämpötilasta sekä laminoinnissa tai pintojen liimauksessa käytettävästä hartsista.
Solumuovilevyn pintakäsittely suoritetaan erillisenä työvaiheena ennen pintalevyjen liimausta tai laminointia. Pintakäsittelyyn käytettävä kobolttiemulsio valmistetaan esim. kobolttioktoaatista, jota lisätään 1 % tislattuun veteen. Emulsio on käytettävä 2 vrk:n kuluessa. Sitä levitetään solumuovilevyn pintaan noin 40 g/m2 esimerkiksi ruiskuttamalla. Nopeasti kovettuvaa (geeliytymisaika 12…20 min), tiksotropoitua polyesteri‑ tai vinyyliesterihartsia käytetään pintakäsittelyyn 200…250 g/m2. Painokriittisissä kerroslevyrakenteissa sekä styreenille herkkien solumuoviydinaineiden yhteydessä pintakäsittely suoritetaan epoksihartsi‑mikropalloseoksella.
3.6.2 Syntaktiset ydinaineet
Syntaktiset ydinaineet (syntactic foams) valmistetaan tavallisesti muovista ja ontoista mikropalloista. Ne kehitettiin alun perin syvällä liikkuviin vedenalaisiin aluksiin kelluttajiksi sellaisiin kohteisiin, joissa solumuovien lujuus ei ollut riittävä. Myöhemmin syntaktisia ydinaineita on alettu käyttää myös kerroslevyrakenteiden ydinaineena.
Syntaktinen ydinaine valmistetaan sekoittamalla mikropallot matriisimuoviin, minkä jälkeen seos kovetetaan. Käyttötarkoituksesta ja sekoitusmenetelmästä johtuen kovettunut syntaktinen ydinaine sisältää myös enemmän tai vähemmän ilmahuokosia. Pyrkimyksenä on valmistaa kevyt, solustettu muovi, jolla on erinomainen puristus‑ ja leikkauslujuus. Syntaktisten ydinaineiden tiheys on 280…750 kg/m3 mikropallojen laadusta, niiden tiheydestä ja määrästä riippuen. Korkea ilmahuokospitoisuus alentaa syntaktisen ydinaineen tiheyttä, mutta vaikuttaa samalla alentavasti ydinaineen lujuuteen.
Lujimmat syntaktiset ydinaineet valmistetaan sekoittamalla ontot mikropallot osittaisessa tyhjiössä. Tällä estetään vapaan ilman pääsy sekoitukseen. Parhaimmat lujuusominaisuudet ja halvin tuote saavutetaan käyttämällä lentotuhkamikropalloja. Näillä ei kuitenkaan päästä yhtä alhaisiin tiheyksiin kuin kalliimmilla, ontoilla lasi‑ ja hiilimikropalloilla.
3.6.3 Luonnonydinaineet
Luonnonydinaineista merkittävin ja eniten käytetty on balsa, jota on saatavissa tiheyksissä 72…220 kg/m3. Levypaksuudet ovat 6…50 mm. Yleisimmin käytetään balsaa, jonka tiheys on 90…110 kg/m3. Kerroslevyrakenteiden ydinaineena balsaa käytettiin jo 1940-luvulla. Tuolloin pintalevyt olivat alumiinia. Ydinaineena balsaa käytetään yleisimmin levynä, joka on valmistettu samaan paksuuteen sahatuista balsapaloista. Paloissa syyt ovat pystysuorassa ts. kerroslevyssä kohtisuoraan pintalevyjä vastaan.
Balsaydinaineen lujuusominaisuudet ovat painoon nähden merkittävästi paremmat kuin tavanomaisilla solumuoveilla. Erityisesti puristuslujuus on erinomainen. Etuina ovat myös hyvät lämmön- ja ääneneristysominaisuudet. Balsan palonkestävyys on myös hyvä kerroslevyn ydinaineena. Palossa balsaydin hiiltyy hitaasti estäen palon leviämistä.
Myös setripuuta käytetään ydinaineena veneenrakennuksessa. Tässä tapauksessa setri on rimoina, jolloin puun syyt kulkevat kerroslevyn pintalevyjen suuntaisina. Myös balsaa on nykyisin saatavana rimoina, jotka itse asiassa ovat kerroslevyrakenteisia. Kahden 1,5 mm paksun vaneripintalevyn väliin on liimattu balsa siten, että syyt ovat kohtisuoraan pintalevyjä vastaan. Nämä kerroslevyt valmistetaan 300 mm x 2440 mm levyinä, jotka tarvittaessa voidaan sahata kapeammiksi rimoiksi.
Balsaa on helppo työstää ja sen liimausominaisuudet ovat hyvät. Haittana on pintalevyjen liimauksessa tai laminoinnissa käytettävän hartsin imeytyminen balsaan, mikä lisää hartsin kulutusta ja kerroslevyn painoa. Epäkohta on myös lujuusarvoissa esiintyvät suuret hajonnat, jotka ovat seurausta siitä, että valikoitunakin balsalevy sisältää laadultaan erilaisia paloja.
Ennen pintalevyjen liimausta tai laminointia balsa voidaan käsitellä liuoksella, jossa on 95 % asetonia ja 5 % kobolttia. Asetoni kuljettaa haihtuessaan kosteuden balsasta n. 2…3 mm syvyydeltä ja koboltti jää parantamaan liimasidosta.
Puumateriaaleille on ominaista voimakas vesiabsorptio ja lahoaminen. Absorptio levytasossa syitä vastaan kohtisuorassa suunnassa on kuitenkin kohtuullinen, joten kosteuden eteneminen esim. paikallisesta vauriokohdasta ei ole kovin nopeaa.
3.6.4 Kennot
Kennoydinaineita voidaan valmistaa lähes mistä tahansa ohuesta, levymäisestä materiaalista. Metallikennoydinaineet ovat tavallisesti alumiinista, ruostumattomasta teräksestä, titaanista ja nikkeliyhdisteistä valmistettuja. Yleisin valmistusmenetelmä on latoa liimaraidoitetut metallifolioarkit päällekkäin tietyn kaavaan mukaan, puristaa pakka yhteen ja lämpöä käyttäen liimata folioarkit toisiinsa. Pakka muodostaa esiaihion, josta leikataan valmistettavan kennolevyn paksuinen osa. Tämä asetaan levityspöydälle, jossa se venyttämällä avataan haluttuun kennomuotoon. Valmistusmenetelmästä johtuen näiden hunajakennolevyjen mekaaniset ominaisuudet ovat erilaiset pituus- ja poikittaissuunnissa. Toisessa menetelmässä metallifolio tai ‑levy uritetaan aaltolevyiksi, jotka liimaamalla tai hitsaamalla liitetään toisiinsa aihioksi, josta leikataan tarvittavan paksuisia kennolevyjä.
Ei‑metallisia kennoydinaineita valmistetaan aramidikuitupaperista (Nomex® ja Korex®) sekä aramidi-, lasi- tai hiilikuitukudoksista, jotka on kyllästetty fenoli-, epoksi- tai polyimidimuovilla. Kyllästäminen tapahtuu kastamalla muotoon avattu ja lämpökiinnitetty aihio hartsiin ja lämpökovettamalla hartsi uunissa. Kastamis‑ ja kovetusjaksoja toistetaan, kunnes haluttu ydinaineen tiheys on saavutettu. Ideaalinen hartsisisältö on n. 50 p%. Valmiista aihiosta leikataan kennoydinainelevyt tarvittavaan paksuuteen.
Kennoydinaineita valmistetaan myös pahvista ja paperista sekä eri kestomuoveista kuten polyeteenistä, polypropeenista, polykarbonaatista, polyeetteri-imidistä ja ABS:stä. Valmistusmenetelmänä käytetään mm. kokonaisten levyjen suulakepuristusta. Erikseen valmistetut, tavallisesti kestomuoviset putket voidaan myös liimata toisiinsa levyksi, joka myöhemmin voidaan työstää haluttuun paksuuteen. Yleensä ohuin mahdollinen levypaksuus on 2…3 mm. Kestomuovikennoydinaineiden suurimpana haittana on pintalevyjen huono liimautuvuus itse ydinaineeseen.
Kaikissa tuotteissa kennomuoto ei ole heksagonaalinen. Tästä huolimatta tuotteita kutsutaan usein yleisnimellä hunajakenno. Nykyisin kennoydinaineita valmistetaan yli 500:sta eri materiaalista.
Parhaimmat lujuusominaisuudet kaikista ydinaineista ominaispainoon verrattuna saavutetaan aramidikuitupaperi‑ ja alumiinihunajakennoilla, joita ilmailuteollisuus on käyttänyt kerroslevyrakenteiden ydinaineina jo 1940‑luvulta lähtien. Nämä hunajakennot, kuten myös aramidi-, lasi- ja hiilikuitukudoshunajakennot ovat kuitenkin kalliita. Paperista, pahvista ja kestomuoveista valmistetut kennoydinaineet ovat yleensä halpoja, mutta niiden leikkauslujuus on huono. Pintalevyjen liimaus kennoydinaineisiin on huomattavasti vaativampaa kuin solumuovi‑ tai balsaydinaineisiin. Tämä johtuu pienemmästä liimapinta‑alasta.
Hunajakennoydinaineen tiheys ja
lujuusominaisuudet riippuvat käytetystä materiaalista, valmistusmenetelmästä,
kennon muodosta ja kennokoosta. Pääosa varsinaisista hunajakennoista on jotain
kolmesta peruskennomuodosta. Nämä ovat kuusikulmainen, yli‑avattu ja taipuisa.
Kuvassa 3.24 on esitetty nämä sekä kolme vähemmän yleistä hunajakennoydinaineen
kennomuotoa. Esimerkkejä kennoydinaineista ja ydinaineeksi soveltuvista
aaltolevyistä on myös kuvassa 3.25.

Kuva 3.24 Hunajakennoydinaineiden kennomuotoja.
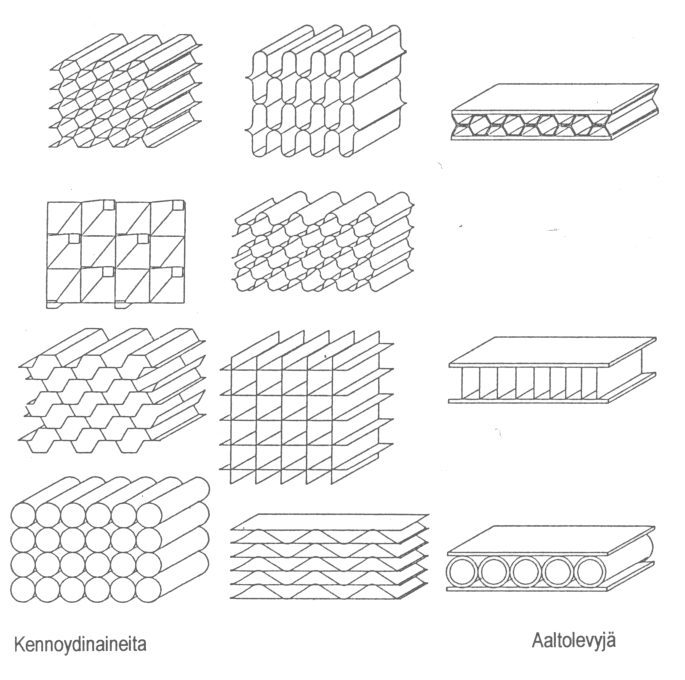
Kuva 3.25 Esimerkkejä erilaisista kennoydinainetyypeistä ja kolmesta aaltolevystä.
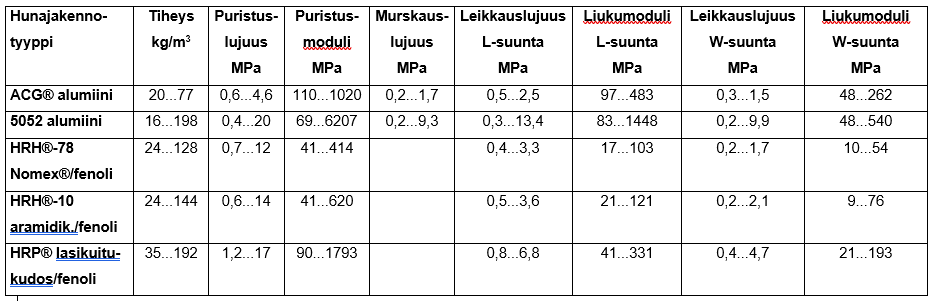
Tavallisin kennomuoto on kuusikulmainen. Leikkauslujuus ja liukumoduli ovat tasossa 23 noin kaksinkertaiset tason 13 arvoihin verrattuna suunnan 1 ollessa levyn pituussuunta, 2 poikittaissuunta ja 3 levytasoa vastaan kohtisuora suunta. Yli‑avattu kennomuoto saadaan, kun kuusikulmaista kennolevyä ylilevitetään pituussuunnassa. Kennoista tulee suorakaiteen muotoisia, jolloin levy taipuu leveyssuunnassa suhteellisen pienelle kaarevuussäteelle. Leikkauslujuus ja ‑moduli ovat suunnilleen samat molemmissa poikittaistasoissa. Taipuisa hunajakennolevy taipuu vaikeuksitta kaksoiskaareviinkin muotoihin. Kennomuotoa voidaan kuvata aaltomaiseksi siten, että aaltoviivat kulkevat leveyssuunnassa.
Aramidikuitupaperihunajakennolevyjä voidaan lämpömuovata 250…300 °C:n lämpötilassa. Muottiaika on 30…60 minuuttia. Huoneenlämpötilaan jäähdytetty hunajakennolevy säilyttää sille muotissa annetun muodon. Menetelmää käytetään mm. valmistettaessa kerroslevyrakenteisia tutka-antennien suojakupuja.
3.6.5 Muut ydinaineet
Muita ydinaineita ovat mm. erilaiset paksut, verkkomaiset kudokset ja neulokset sekä huovat, joiden pääasiallisin tehtävä on kasvattaa rakenteen paksuutta ja siten parantaa sen jäykkyyttä. Yleensä nämä imevät runsaasti hartsia ja toimiakseen niiden onkin kastuttava täydellisesti. Verkkosidoksen aukkokohtien on kuitenkin oltava hartsista vapaita. Mikäli nämä täytetään, kasvaa hartsinkulutus ja kerroslevyrakenteen paino. Näiden ydinaineiden paksuus on tavallisesti 3…6 mm.
Myös polyesterikuiduista ja kestomuovimikropalloista valmistetaan levymäistä ydinainetta 1…5 mm:n paksuuksissa. Ydinaine on rullatavaraa, joten sen käsittely ja leikkaus halutun muotoisiksi paloiksi on helppoa. Polyesterikatkokuidut on sidottu styreeniin liukenevalla polyakryylisideaineella, josta johtuen ydinaine muotoutuu lasikuitumaton tavoin. Mikropallosisältö on 50 t%. Ydinaineen on kastuttava täydellisesti hartsilla, minkä jälkeen sen tiheys on n. 650 kg/m3. Epäkohtana on runsas hartsin imeytyminen ydinaineeseen sekä alhainen leikkauslujuus.
3.6.6 Ydinaineiden ominaisuudet
Taulukoissa 3.27 ja 3.28 on
esitetty eräitä ydinaineiden keskeisiä ominaisuuksia. Yksityiskohtaisempaa
tietoa valmistuksessa olevista laaduista ja niiden ominaisuuksista on
saatavilla valmistajien tuote-esitteistä Internetistä.
Taulukko 3.27 Ydinaineiden tyypillisiä ominaisuuksia.

Taulukko 3.28 Kuusikulmaisten (hexagonal) hunajakennoydinaineiden tyypillisiä ominaisuuksia. Arvot Hexcel Composites Ltd:n tuoteselosteista.