Muovikomposiitti on liimaamalla kokoonpantu materiaaliyhdistelmä. Liimaus on myös luonnollinen osien liittämistapa, mikäli liitosta ei tarvitse myöhemmin purkaa huollon tai muun syyn takia. Tässä kappaleessa tarkastellaan lyhyesti liima-aineelle asetettuja vaatimuksia sekä tarjolla olevia liima-aineita ja niiden ominaisuuksia.
3.7.1 Vaatimukset
Liimasauman toimivuuden perusedellytys on liima-aineen hyvä tartunta eli adheesio liimattavaan kappaleeseen. Toinen tärkeä ominaisuus on riittävä koheesio eli liiman sisäinen lujuus. Liimasaumat suunnitellaan siirtämään kuormat kappaleesta toiseen leikkauksella (kuva 3.26). Korkea leikkauslujuus on näin liiman tärkeimpiä lujuusominaisuuksia. Käytännössä liimasaumoihin kohdistuu aina myös repiviä kuormia, mistä syystä liimojen tulee pääsääntöisesti olla sitkeitä ja kestää hyvin myös vetokuormitusta. Liima-aineen tulee lisäksi kestää käyttöympäristön lämpötilat ja saumaan mahdollisesti vaikuttavat kemikaalit. Muut ominaisuudet, esimerkiksi palo-ominaisuudet ja väri, voivat myös olla liima-aineen valintaan vaikuttavia tekijöitä.
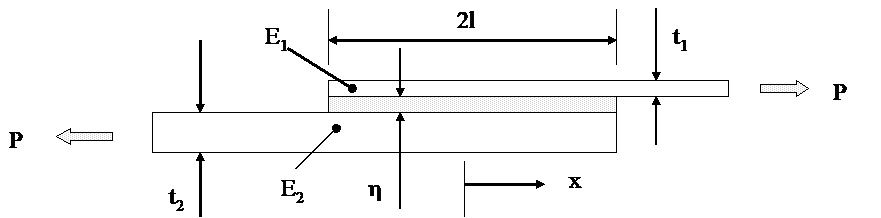
Kuva 3.26 Leikkauksella kuormia väittävä liimasauma.
Liiman käytön tulisi olla mahdollisimman helppoa. Tärkeitä käyttöominaisuuksia ovat liiman levitettävyys, käyttöaika, saavutettavissa oleva liimasauman paksuus ja tasalaatuisuus sekä liiman kovetusprosessi eli kovetuksessa tarvittava lämpötila ja liimasauman puristuspaine.
3.7.2 Liimatyypit
Erilaisia kasvi- ja eläinpohjaisia aineita on jo vuosisatoja käytetty liimoina. Varsinaiset rakenneliimat on kehitetty viimeisten vuosikymmenten aikana. Aluksi rakenneliimoina käytettiin perusmuoveja. Myöhemmin perusmuoveja alettiin modifioida kemiallisesti, jotta niiden ominaisuudet saataisiin paremmin vastaamaan liimoille asetettuja vaatimuksia.
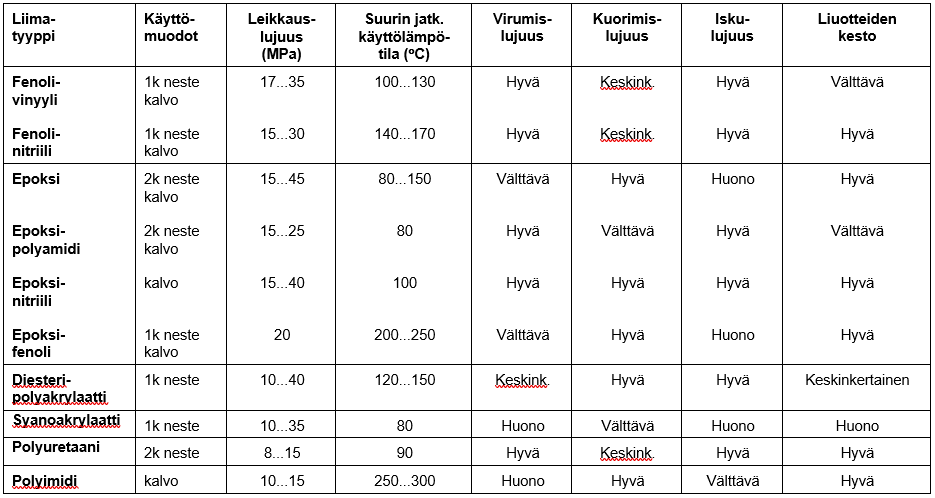
Nykyiset rakenneliimat voidaan selkeimmin luokitella peruskomponenttinsa mukaan kestomuovi-, kertamuovi- ja elastomeeriliimoihin. Kestomuovipohjaisia liimoja ovat mm. akryyli-, vinyyli- ja polyamidiliimat. Kertamuoviliimoja valmistetaan lähes kaikista kertamuoveista, mm. epokseista, fenoleista, polyestereistä ja polyimideistä. Tunnetuimpia elastomeerirakenneliimoja ovat polyuretaanit. Perusmuovien liimausominaisuuksia on lyhyesti verrattu taulukossa 3.29.
Taulukko 3.29 Perusmuovien liimausominaisuuksia.

Perusmuoveja modifioidaan lisäaineilla sekä käyttöominaisuuksien että loppuominaisuuksien parantamiseksi. Ominaisuuksia säädellään mm. liuotteilla, täyteaineilla ja muilla muoviaineilla. Hyvänä esimerkkinä modifioinnista ovat kertamuovipohjaiset liimat, joita on sitkistetty lisäämällä niihin kestomuovia tai elastomeeria. Toinen esimerkki on liiman modifiointi kovettuessaan paisuvaksi, jolloin liimalla voidaan täyttää rakenteen sisään jäävä epämääräisen muotoinen tila, esimerkiksi kerroslevyn reuna-alue.
Liimojen kovettumisprosessi vaihtelee raaka-aineista riippuen. Kovettumisprosessi voi olla (1) kemiallinen reaktio, (2) sulatilaan saatetun liiman kovettuminen jäähdytettäessä, tai (3) kovettuminen liiman sisältämän liuotteen haihtuessa. Rakenneliimat kuuluvat lähinnä ensimmäiseen ryhmään.
Tyypillisiä kemiallisella reaktiolla kovettuvia liimoja ovat kertamuovipohjaiset liimat, joiden kovettuminen on molekyylien ristisilloittumista eli verkkoutumista. Myös osa kestomuovipohjaisista liimoista kovettuu kemiallisella polymeroitumisreaktiolla. Reaktion alullepanijana voi toimia lämpö, UV-säteily tai kosteus. Ns. anaerobiset liimat, esimerkiksi diesteripolyakrylaatit, polymeroituvat kun liimasauma suljetaan ja näin estetään liiman kosketus ilman hapen kanssa.
Lämmittämällä sulatilaan saatettavat ja jäähdyttämällä kovetettavat liimat ovat kestomuoveja. Liimoja nimitetään yleisesti sulateliimoiksi (hot-melt adhesives). Sulateliimoja käytetään lähinnä, kun nopeus on liimausprosessin perusvaatimus.
3.7.3 Käyttömuodot
Harrastetarkoituksiin käytetyt liimat ovat useimmiten yksi- tai kaksikomponenttisia nesteitä ja pastoja. Helppokäyttöisyytensä takia nesteitä ja pastoja käytetään runsaasti myös rakenneliimauksessa. Ne ovat myös ainoa vaihtoehto, jos liimasaumaa ei pystytä kovetuksen aikana kunnolla puristamaan tai jos sauma on kovetettava huoneenlämmössä. Pastoilla on lisäksi mahdollista kompensoida vähäisiä toleranssivirheitä.
Nesteiden ja pastojen haittapuolena ovat saumaan helposti jäävät ilmataskut tai -huokoset, jotka johtuvat liiman huonosta levityksestä tai väärästä annostuksesta. Nesteiden ja pastojen käyttö on usein myös epäsiistiä ja voi liima-aineesta riippuen aiheuttaa terveydellisiä ongelmia. Kaksikomponenttiliimoja käytettäessä on aina varmistettava seossuhteiden oikeellisuus, sillä väärä seossuhde voi merkittävästi alentaa liiman lujuusominaisuuksia.
Kestomuovipohjaiset sulateliimat ovat tavallisesti kalvoja, jotka sulatetaan liimattavalle pinnalle. Myös kertamuoviliimoja käytetään usein kalvoina. Kalvoja on saatavilla eri paksuisina ja levyisinä rullina ja nauhoina. Kalvon toisella puolella – tai molemmilla puolilla – on suojamuovi helpottamassa käsittelyä ja estämässä kalvokerrosten tarttumisen toisiinsa. Rakenneliimaukseen käytetyissä kalvoissa on usein harva tukikudos tai -huopa, joka helpottaa kalvon käsittelyä, parantaa sauman repimislujuutta ja kontrolloi liimasauman paksuutta. Tukikudoksen tai -huovan kuituna on useimmiten polyesteri tai polyamidi. Mikäli em. materiaalien lämmönkesto ei ole riittävä, käytetään lasikuitukudosta. Tukikudos on tavallisesti kalvon keskellä. Toiselle puolelle sijoitettua kudosta käytetään joskus vähentämään kalvon tarttuvuutta asennusvaiheessa. Toisella pinnalla oleva kudos jättää myös poistumisreitin ilmalle ja haihtuville ainesosille, joita syntyy joidenkin liimojen kovettumisprosessissa.
Kertamuovipohjaiset liimakalvot sisältävät kaikki liiman kovettumiseen tarvittavat aineosat, joten niiden varastointiaika on rajoitettu. Varastointiaikaa voidaan pidentää säilyttämällä kalvoja kylmässä. Varastointiaikaa samoin kuin kalvojen huoneenlämpötilassa oloaikaa (ns. out-time) on kontrolloitava. Ennen käyttöönottoa kalvorullan on annettava lämmitä huoneenlämpötilaan tiiviissä pussissa, jotta liima ei lämmitessään absorboisi kosteutta.
Eräs lujitemuovitekniikassa käytetty liimaustapa on myös kahden kappaleen liittäminen toisiinsa laminoimalla. Tällöin liimana toimii laminointihartsi. Koska hartsit ovat useimmiten huomattavasti hauraampia kuin varsinaiset liima-aineet, saumojen lujuus ei ole yhtä hyvä kuin varsinaisilla liima-aineilla saavutettava lujuus.
3.7.5 Liima-aineet ja niiden ominaisuudet
Epoksiliimat
Epoksien adheesio ja koheesio ovat erittäin hyvät. Epoksit nimetäänkin usein parhaiksi liima-aineiksi. Epokseja käytetään liimoina sekä modifioimattomina että modifioituina. Yleisimmin käytetty epoksi on bisfenoli-A:n diglysidyylieetteri. Kovetteena käytetään useimmiten amiinia, mutta myös amideja ja happoanhydridejä. Joidenkin kovetteiden kanssa käytetään myös kiihdytteitä. Useat epoksit ja niiden yhteydessä käytetyt liuotteet voivat aiheuttaa yliherkkyyttä. Amiinikovetteet ovat myrkyllisiä, ihoa ärsyttäviä ja aiheuttavat yliherkkyyttä. Kovettunut liima on myrkytön.
Epoksiliimoista paljon käytettyjä ovat nitriilielastomeerilla sitkistetyt epoksinitriilit. Kalvomaisena saatavilla olevat liimat soveltuvat hyvin rakenneliimaukseen, sillä ne kovettuvat suhteellisen alhaisessa lämpötilassa (120 °C), antavat liimasaumalle hyvän leikkaus- ja repimislujuuden sekä kestävät pitkäaikaisesti aina 100 °C:n käyttölämpötiloja. Liimat kestävät hyvin kosteutta ja kemikaaleja joitakin hydraulinesteitä lukuun ottamatta. Ne soveltuvat hyvin myös kerroslevyrakenteiden kennoydinaineen liimaukseen.
Polyamideilla modifioituja epoksipolyamideja on saatavissa sekä kaksikomponenttisina nesteinä että kalvoina. Nestemäiset liimat voidaan kovettaa huoneenlämpötilassa. Liimakalvot vaativat epoksinitriilejä korkeamman kovetuslämpötilan (170 °C). Käyttölämpötila-alue on samaa luokkaa kuin epoksinitriileillä. Leikkaus- ja repimislujuudet ovat hyvät. Kosteuden on todettu heikentävän liimasaumaa. Tästä ja korkeasta kovetuslämpötilasta johtuen epoksinitriilit ovat rakenneliimoina epoksipolyamideja suositumpia. Helppokäyttöisyytensä ansiosta nestemäiset ja paisuvat epoksipolyamidit ovat kuitenkin suosittuja sekundäärisissä liimauksissa.
Fenolilla modifioitujen epoksien lämmönkestävyys on huomattavasti parempi kuin epoksinitriilien tai epoksipolyamidien. Leikkaus- ja repimislujuudet jäävät selvästi epoksinitriilien arvoja alhaisemmiksi. Epoksifenolien tyypillisiä käyttökohteita ovat korkeiden käyttölämpötilojen rakenteet.
Modifioimattomia epokseja on epoksipolyamidien tapaan saatavilla kaksikomponenttisina nesteinä ja kalvoina. Kovetuslämpötilat ja lämmönkestävyys vaihtelevat suuresti tyypistä riippuen. Modifioimattomien epoksien etuina ovat hyvän lämmönkestävyyden ohella erittäin hyvä sään ja kemikaalien kesto. Haittapuolena on hauraus ja tästä johtuva huono repimislujuus.
Epoksiliimoja käytettäessä liimasaumaa on puristettava kohtalaisella paineella kovetuksen aikana kunnollisen sauman aikaansaamiseksi. Poikkeuksen muodostavat nestemäiset, huoneenlämpötilassa kovettuvat epoksit, joilla usein saadaan tyydyttävä sauma jo pienellä puristuspaineella. Kovetuspaine voidaan kohdistaa saumaan mekaanisesti tai ali- ja ylipaineena. Alipaineen käyttöä rajoittavat monilla epokseilla niiden sisältämät kevyet aineosat, jotka alkavat haihtua alhaisessa paineessa jo matalissa lämpötiloissa. Haihtumisen seurauksena liimasauma jää huokoiseksi ja huonolaatuiseksi.
Nestemäisiä epokseja voidaan varastoida yleensä vuosia. Liimakalvot, jotka aina sisältävät kovetteen, pysyvät käyttökelpoisina vain muutamia kuukausia kylmävarastoitunakin.
Fenoliliimat
Modifioimattomat fenolihartsit ovat modifioimattomien epoksien tapaan hauraita. Fenoliliimoja valmistetaankin sitkistämällä perushartseja vastaavilla aineosilla kuin epokseja. Tunnetuimpia fenoliliimoja ovat fenolivinyylit, fenolinitriilit ja fenolipolyamidit.
Fenoliliimoja on saatavilla nesteinä ja kalvoina. Liimat ovat jonkin verran epoksiliimoja halvempia. Lujuusominaisuudet ja tartunta ovat huonommat kuin epoksiliimoilla, lämmönkesto on samaa luokkaa. Monien fenoliliimojen käyttöä hankaloittaa kovetuksessa vapautuva vesi. Kunnollisen liimasauman aikaansaamiseksi sauman kovetuksessa onkin käytettävä korkeita lämpötiloja ja puristuspaineita. Fenoliliimojen käyttö lujitemuovitekniikassa on melko vähäistä.
Polyuretaaniliimat
Polyuretaanit syntyvät isosyanaattien ja polyolien reagoidessa keskenään. Liimojen kannalta tärkeimpiä isosyanaatteja ovat tolueeni-di-isosyanaatti (TDI) ja difenyylimetaani-di-isosyanaatti (MDI). Käytetyimpiä polyoleja ovat polyeetterit ja polyesterit. Ominaisuudet määräytyvät lähinnä polyolikomponentin mukaan. Polyuretaaneista osa on kestomuovi-, osa kertamuovityyppisiä.
Polyuretaaniliimojen ominaisuuksia voidaan vaihdella suuresti muuttamalla lähtöaineita ja niiden suhteita. Ominaisuuksia voidaan edelleen modifioida lisäaineilla. Liimoja on useita tyyppejä, joista rakenneliimaukseen käytetään lähinnä yksi- ja kaksikomponenttisia reaktioliimoja. Liimat voivat olla liuotevapaita tai sisältää jonkin verran liuotetta. Yksikomponenttisysteemit kovettuvat joutuessaan kosketuksiin kosteuden kanssa. Monet kaksikomponenttiliimat kovettuvat huoneenlämmössä. Näiden käyttöaikaa voidaan säädellä laajoissa rajoissa katalyyteillä. Katalyyteillä voidaan myös vaikuttaa kovettumisaikaan.
Polyuretaaniliimoille on tyypillistä sitkeys ja hyvä tartunta, minkä ansiosta liimasaumojen repimislujuus on hyvä. Liimojen leikkauslujuus on kohtalainen. Sään, kemikaalien ja säteilyn kesto on monilla polyuretaaniliimoilla hyvä. Kestomuovityyppisten polyuretaaniliimojen haittapuolena on alhainen lämmönkesto (n. 70 °C). Kertamuovityyppisillä liimoilla on mahdollista päästä aina 170 °C:n käyttölämpötiloihin. Käyttöä vaikeuttavia tekijöitä ovat liimojen korkea viskositeetti sekä usein erittäin pitkät kovettumisajat. Oikein valittu polyuretaaniliima on kuitenkin usein varteenotettava vaihtoehto myös komposiittiosien liimaukseen.
Akryyliliimat
Akryyliliimoja on useita eri tyyppejä. Tärkeimpiä näistä ovat diesteripolyakrylaatit ja syanoakrylaatit. Liimat ovat yksikomponenttisia nesteitä. Diesteripolyakrylaatit ovat ns. anaerobisia liimoja, joiden kovettuminen alkaa, kun liimasauma suljetaan ja näin estetään liiman kosketus ilman hapen kanssa. Syanoakrylaattien kovettumisreaktion aikaansaa kosteus, jota on normaalisti riittävästi liimattavilla pinnoilla.
Akryyliliimojen etuna on ensisijaisesti käytön helppous. Kovettumisajat ovat lyhyitä, lyhyimmillään vain muutamia sekunteja. Monet liimat kovettuvat täydellisesti jo huoneenlämmössä, toiset on jälkikovetettava lopullisten lujuusominaisuuksien saavuttamiseksi. Liimojen leikkauslujuus on hyvä. Diesteripolyakrylaatit kestävät lämpöä aina 150 °C:een asti. Syanoakrylaateilla korkein käyttölämpötila on noin 80 °C. Liimojen erityisominaisuutena on kyky liuottaa rasvoja, minkä ansiosta niiden tarttuvuus huonostikin puhdistettuun ja pintakäsiteltyyn alustaan on kohtalaisen hyvä. Huonosti puhdistetun pinnan liimausta on kuitenkin vältettävä, sillä epäpuhtaudet heikentävät aina jossain määrin liimasaumaa.
Akryyliliimojen kemiallinen kestävyys on heikohko. Syanoakrylaatit ovat lisäksi hauraita. Epäkohtana on myös matala viskositeetti, jolloin liimasaumojen on oltava ohuita. Epäkohtia on pyritty poistamaan modifioimalla akryylejä lisäaineilla sitkeämmiksi ja korkeaviskoosisemmiksi.
Sulateliimat
Kestomuovipohjaiset sulateliimat ovat marginaalisesti luettavissa rakenneliimoihin. Sulateliimojen koostumus ja ominaisuudet ovat hyvin vaihtelevia. Peruspolymeereina käytetään mm. polyeteeniä, polypropeenia, polyamidia ja kestomuovityyppistä polyesteriä. Sulateliimojen ensisijaisena etuna on liimausprosessin nopeus. Liimoja käytetäänkin lähinnä erilaisten massatuotteiden kokoonpanossa. Liimojen tarttuvuus, lujuus ja lämmönkesto ovat tyypillisesti heikohkot.
Kuumalujat liimat
Hyvän lämmönkestävyytensä perusteella osa liimoista luokitellaan ns. kuumalujiksi liimoiksi. Useat edellä esitetyistä kertamuovityyppisistä liima-aineista soveltuvat jo sellaisenaan käytettäviksi melko korkeissa lämpötiloissa. Kun lämmönkestovaatimus on alle 200 °C, liimaksi valitaan yleensä modifioimaton epoksi, epoksifenoli tai fenolinitriili. Näistä ensiksi mainitut kestävät hyvin aina 150 °C:n lämpötiloja pitkäaikaisesti (15000 h) ja lyhytaikaisesti lämpötiloja aina 200 °C:een asti. Epoksifenolien lyhytaikainen lämmönkesto on modifioimattomia epokseja parempi, mutta pitkäaikainen lämmönkesto vain samaa luokkaa. Fenolinitriilit ovat lämmönkestoltaan lähes samaa luokkaa kuin modifioimattomat epoksit. Haittapuolena on niiden huono virtaavuus nestemäisessä tilassa, mistä syystä liimauksessa on käytettävä korkeita puristuspaineita. Huonon virtaavuuden takia fenolinitriilit eivät sovellu kerroslevyjen liima-aineiksi.
Varsinaisia kuumalujia liima-aineita ovat polyimidit, polykinoksiliinit sekä polybentsimidatsolit. Näistä tärkeimpiä ovat polyimidit, jotka kestävät pitkäaikaisesti 200… 250 °C:n lämpötiloja ja lyhytaikaisesti aina yli 300 °C:n lämpötiloja. Liimat ovat kuitenkin hauraita ja niiden kovetusprosessi on monivaiheinen. Huokosettoman liimasauman aikaansaamiseksi puristuspaineen on oltava korkea, sillä kovetusreaktiossa vapautuu haihtuvia aineosia.
Ominaisuuksien vertailu
Liimojen – kuten kaikkien
muovien – modifiointimahdollisuudet ovat lähes rajattomat. Liimojen
ominaisuuksien vertailu onkin mahdollista vain melko yleisellä tasolla.
Taulukossa 3.30 esitetyn vertailun tavoitteena on antaa yleiskuva liimoista
liimatyypin valinnan pohjaksi. Lopullinen kaupallisen liiman valinta ja
ominaisuuksien määritys on aina syytä tehdä yhteistyössä liiman valmistajan
kanssa.
Taulukko 3.30 Rakenneliimojen ominaisuuksia.
Kirjallisuutta
Kappale 3.1
- Airasmaa, J., Johansson, C-J., Kokko, J., Komppa, V., Linkoaho, P., Piltz, A. & Saarela, O. Lujitemuovitekniikka, Muoviyhdistys ry, Karisto, 1987, s. 24-55.
- Hamerton, I., Recent developmemnts in epoxy resins, Rapra Review Reports No 91, Rapra Terchnbology Ltd., Shawbury, Uk, 1996
- Engineered Materials Handbook, Volume 2: Engineering Plastics, ASM International Metal Park, Ohio 1988, s. 222-276.
- Lubin, G., (Ed.), Handbook of Composites, Van Nostrand Reinhold, New York 1982, s. 17-85.
- Åström, B.T, Manufacturing of Polymer Composites, Chapman & Hall, London, 1997
- Goodman, S.H., Handbook of Thermoset Plastics, 2. painos, Noyes Publications, Westwood, 1998
- Lin, S.-C. & Pearce, E.M., High-Performance Thermosets; Chemistry, Properties, Applications. Hanser, Munchen, 1994
Kappale 3.2
- Edshammar, L.-E., Plasthandboken – en materialguide för industrin, Plastforum Nordica 2002, ISBN 91-7548-658-X
- Järvinen, P., Muovin suomalainen käsikirja, Muovifakta Oy 2000
Kappale 3.3
- Wypych G., Handbook of Fillers, 2nd Edition. ChemTec Publishing, Canada 1999. ISBN 1-895198-19-4.
- Murphy J., The Reinforced Plastics Handbook, 2nd Ed. Elsevier Science Ltd, Great Britain 1998. ISBN 1-85617-348-8.
Kappale 3.4
- Donnet J-B. et al.,, Carbon Fibers, 3rd Edition, Revised and Expanded, Marcel Dekker Inc. New York 1998. ISBN 0-8247-0172-0.
- Bledzki A.K. et al., Natural and Wood Fibre Reinforcement in Polymers, Rapra Technology Ltd, U.K. 2002. ISSN: 0889-3144.
- Murphy J., The Reinforced Plastic Handbook, 2nd Edition, Elsevier Advanced Technology, U.K. 1998. ISBN 1-85617-348-8.
- Akovali G., Handbook of Composite Fabrication, Rapra Technology Ltd, U.K. 2001. ISBN: 1-85957-263-4.
Kappale 3.5
- Harper C.A., Handbook of Plastics, Elastomers and Composites, 3rd Edition, McGraw-Hill Companies Inc., U.S.A. 1996. ISBN 0-07-026693-X.
- Handbook of Industrial Materials, 2nd Edition. Elsevier Advanced Technology U.K. 1992. ISBN 0-946395-83-7.
- Akovali G., Handbook of Composite Fabrication, Rapra Technology Ltd, U.K. 2001. ISBN 1-85957-263-4.
Kappale 3.6
- Vinson J., The Behaviour of Sandwich Structures of Isotropic and Composite Materials, Technomic Publishing Co., USA, 1999. ISBN 1566766990.
- Zenkert D., The Handbook of Sandwich Construction, EMas 1997, ISBN 0 947817 96 4.
Kappale 3.7
1. Engineered Materials Handbook, Volume 1, Composites. ASM International, USA 1987.
2. Engineered Materials Handbook, Volume 3, Adhesives and Sealants. ASM International, USA 1990.
3. Shields J., Adhesives handbook, Third edition. Butterworth & Co Ltd, Great Britain 1984.
4. Skeist I. (ed.), Handbook of Adhesives, Second edition. Van Nostrand Reinhold Company, USA 1977.