Rakenteet suunnitellaan mahdollisimman tehokkaiksi ottaen kuitenkin huomioon materiaalien ja valmistustekniikan asettamat rajoitukset. Seuraavassa tarkastellaan lyhyesti suunnittelun tärkeitä osa-alueita: osajaottelua ja osien muotoilua, laminaattirakenteiden valintaa sekä kokoonpanoa eli osien liittämistä toisiinsa.
9.5.1 Osajaottelu ja osien muotoilu
Komposiittirakenteiden suurimpia etuja on mahdollisuus valmistaa suuria kappaleita yhtenä kokonaisuutena. Tämä etu tulisi hyödyntää täysipainoisesti eli rakenteen tulisi pääsääntöisesti sisältää niin vähän osia kuin mahdollista. Liitosten minimoinnilla saadaan kokoonpanokustannusten ohella rakenteen massa alhaiseksi, sillä liitos on aina integraalirakennetta painavampi.
Toisaalta integrointia ei saa viedä liian pitkälle. Osajaottelua suunniteltaessa on erityisesti arvioitava, miten rakenne voi käytössä vaurioitua ja miten vauriot on korjattavissa. Jos joku rakenteen kohta todetaan helposti vaurioituvaksi ja integroituna vaikeasti korjattavaksi, on syytä harkita sen valmistamista erillisosana niin, että rakenne on tarvittaessa korjattavissa osa vaihtamalla.
Muita tavoitteita osajaottelun suunnittelussa ovat liitosten tehokkuus ja mahdollisimman helppo kokoonpano. Liitossuunnittelua tarkastellaan lähemmin kappaleessa 9.5.3.
Toinen komposiittien oleellinen etu on mahdollisuus valmistaa hyvinkin vaikeamuotoisia osia. Suunnittelijan tulisi hyödyntää myös tämä etu täysipainoisesti muotoilemalla osat käytön kannalta mahdollisimman tarkoituksenmukaisesti.
Osat ja kokoonpano on toisaalta aina suunniteltava valittujen valmistusmenetelmien asettamien rajoitusten puitteissa. Valmistuksen kannalta perusedellytys on, että osiin suunnitellaan riittävät päästöt, jotta niiden irrottaminen muotista olisi helppoa. Nurkka-alueiden valmistus on käytännössä sitä helpompaa mitä suurempia ovat pyöristyssäteet. Metallirakenteissa yleisiä teräviä nurkkia tulee lujitteiden rajallisen taipuisuuden ja osien irrotettavuuden takia viimeiseen asti välttää. Toleranssit on valittava tarkoituksenmukaisesti raaka-aineet, valmistusmenetelmä ja osan geometria huomioon ottaen. Muita varmistettavia tekijöitä ovat mm. lujitteiden muotoutuvuus ja injektiomenetelmissä hartsin injektoitavuus, joita voidaan arvioida myös kaupallisilla simulointiohjelmistoilla. Eri valmistusmenetelmien tarjoamia mahdollisuuksia ja niiden asettamia rajoituksia on tarkasteltu lähemmin luvussa 5.
9.5.2 Laminaattirakenteet
Laminaattirakenteiden perusmäärittelyt tehdään ennen rakenteen varsinaista mitoitusta. Määrittelyjä helpottavat yleisluontoiset ohjeet ja suositukset, jotka ovat syntyneet osittain käytännön kokemusten, osittain teoreettisten tarkastelujen tuloksena. Suositukset ja ohjeet, joita seuraavassa tarkastellaan, takaavat yleensä toimivan ja käyttötarkoitukseen sopivan rakenteen.
Kerrossuuntaukset
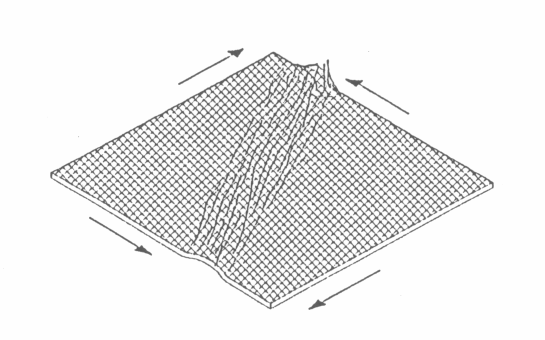
Luvun 6 mukaisesti 0°/90°/±45°-tyyppiset laminaatit kantavat tehokkaasti sekä normaali- että leikkauskuormia (kuva 9.8). Laminaattien kerrossuunnat rajataankin usein näihin neljään valmistuksen ja laadunvarmistuksen yksinkertaistamiseksi. Rajaus ei aina ole tarpeellinen, kun kappale valmistetaan automatisoidulla valmistusmenetelmällä. Esimerkiksi kuitukelauksessa useamman kuitusuunnan käyttö ei oleellisesti lisää kustannuksia.

Kuva 9.8 Suositellut kerrossuuntaukset.
Kerrossuuntien suhteet valitaan rakenteeseen kohdistuvien kuormituskomponenttien keskinäisen suuruuden perusteella. Aksiaalisesti kuormitettuun laminaattiin tulisi kuitenkin aina sisällyttää jonkin verran poikittaista lujitetta, sillä vain yhteen suuntaan lujitettu rakenne on erittäin hauras. Poikittaisella lujituksella pystytään myös tehokkaasti alentamaan poikittaissuuntaisia muodonmuutoksia ja poikittaissuuntaista lämpölaajenemiskerrointa (vrt. luku 6).
Ohutta, puristus- tai leikkauskuormitettua laminaattia suunniteltaessa on aina varmistettava, ettei rakenne epästabiloidu eli lommahda käyttökuormilla (kuva 9.9). Lommahdusta ei käytännössä voida sallia missään käyttötilanteessa, sillä lommahduksen aiheuttamat suuret muodonmuutokset aiheuttavat hauraaseen hartsiin mikrohalkeamia. Voimakkaasti suunnattu laminaatti on lommahduksen suhteen arka. Laminaatit, joissa on leikkausjäykkyyttä antavia ±45°-kerroksia, ovat stabiliteetin kannalta selvästi parempia kuin yhdensuuntais- ja ristikkäislaminaatit.
Kuva 9.9 Laminaatin lommahtaminen.
Kerrosjärjestys
Kerrosjärjestyksen osalta tärkein suositus on keskitasonsa suhteen symmetristen laminaattien ja rakenteiden käyttö (kuva 9.10). Epäsymmetristen laminaattien käyttöä vältetään, koska lämpötila- ja kosteusmuutokset pyrkivät aiheuttamaan niihin muodon vääristymiä. Epäsymmetristen laminaattien käyttäytyminen kuormituksessa on usein myös arvaamatonta (vrt. luku 8). Epäsymmetria on toisinaan perusteltua ja edullista mm. paineastioissa, putkissa ja säiliöissä, joiden muoto estää tehokkaasti vääristymät.
Kerrosjärjestyksellä voidaan myös säädellä laminaatin taivutusjäykkyyttä. Taivutusjäykkyys tietyssä suunnassa voidaan maksimoida sijoittamalla tämän suuntaiset kerrokset laminaatin pintoihin. Monien samansuuntaisten kerrosten pinoamista päällekkäin tulee kuitenkin välttää, sillä tällaiset laminaatit on todettu hauraiksi ja helposti delaminoituviksi (kuva 9.10).

Kuva 9.10 Kerrosjärjestystä koskevia suosituksia.
Paikalliset vahvistukset
Pistekuormien sekä aukkojen ja muiden epäjatkuvuuksien aiheuttamien jännityskeskittymien takia laminaattirakenteita joudutaan vahvistamaan paikallisesti. Vahvistukset on suunniteltava huolellisesti, sillä laminaattirakenteet eivät myödä, jolloin jännitykset pääsevät tasoittumaan vain rakenteen rikkoutumisen kautta.
Aukkojen vahvisteet suunnitellaan tavallisesti siten, että aukon ympäristössä lujitteita on tasapuolisesti kaikissa neljässä pääsuunnassa (0°, 90° ja ±45°). Vahvistusten suunnittelussa on huomattava, että kuitusuuntaukset vaikuttavat oleellisesti epäjatkuvuuksien aiheuttamiin jännityshuippuihin (vrt. kappale 6.7.1).
Laminaattitasossa paikallisesti kuormitetun alueen vahvistusta suunniteltaessa on varmistettava, että rakenne pystyy vastaanottamaan kuorman ja levittämään sen rakenteeseen mahdollisimman tehokkaasti (kuva 9.11). Vahvisteen laminaattirakenteen tulisikin sisältää kuormituksen suuntaisia lujitteita ja kuormia tehokkaasti levittäviä, kuormaan nähden ±45°:een suunnattuja lujitteita.
Paikallisten vahvistekerrosten reunat porrastetaan jännityshuippujen minimoimiseksi. Porrastus on tavallisesti kuvan 9.12 mukainen eli vahvistekerrosten kokoa pienennetään pintaan päin kunnes viimeisellä pintakerroksella peitetään koko vahvistealue. Näin suojataan vahvistekerrosten reunat ja samalla tuetaan ne kuoriutumisen ehkäisemiseksi.

Kuva 9.11 Paikallinen vahviste reunakuormitetussa laminaatissa.

Kuva 9.12 Vahvistekerrosten porrastus.
Kerroslevyt
Laminaattirakenteita koskevat ohjeet ja suositukset soveltuvat myös laminaattipintaisten kerroslevyjen suunnitteluun. Suunnittelussa on lisäksi huomattava, että kerroslevyn ydinaine sekä ytimen ja pintalevyjen väliset liimasaumat ovat arkoja mekaanisille vaurioille ja usein myös ympäristön kemikaaleille ja kosteudelle. Tästä syystä kerroslevypaneelin reunat ja paneeliin tehtyjen aukkojen reunat suojataan joko viistämällä ydinaine ja tuomalla pintalaminaatit reunoilta yhteen tai käyttämällä erillisiä, pintalevyjen väliin tai levyn ulkopuolelle liimattavia reunaprofiileja (kuva 9.13). Tarvittaessa reunoja voidaan vahvistaa ylimääräisillä lujitekerroksilla.
Yleisimmin käytettyjä kerroslevyjen reunaprofiileja on esitetty kuvassa 9.14. Rakenteellisesti edullisimpia ovat kerroslevyyn päin aukeavat profiilit, sillä ne eivät aiheuta rakenteeseen äkkinäisiä jäykkyyden muutoksia. Profiilien käyttö on kuitenkin valmistusteknisesti hankalaa erityisesti pintalevyjen väliin asennettuna. Pintalevyjen välissä reunaprofiilina käytetäänkin useimmiten ulospäin avautuvaa tai kotelomaista profiilia.
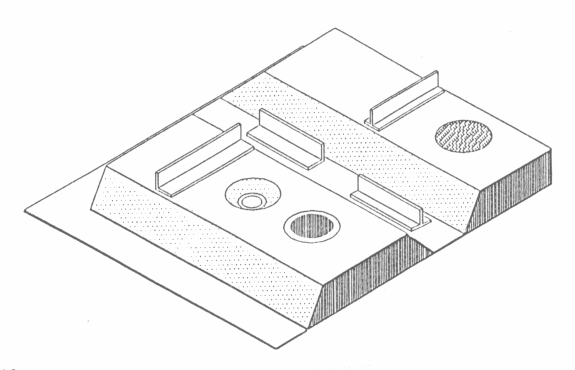
Kuva 9.13 Kerroslevyn rakenneyksityiskohtia.

Kuva 9.14 Kerroslevyn reunaprofiileja.
Huono paikallisten kuormien kantokyky on kerroslevyille ominainen piirre. Kuormitetut kohdat joudutaankin tavallisesti vahvistamaan. Jos ydinaineena on kenno, levyä voidaan vahvistaa täyttämällä kennot täyteaineisella hartsi/kovete-seoksella. Tarvittaessa pintalaminaatteihin lisätään myös ylimääräisiä lujitekerroksia. Solumuoviydinaineinen levy voidaan vahvistaa korvaamalla solumuovi paikallisesti vahvemmalla ydinaineella, esimerkiksi tiheämmällä solumuovilla tai puulla (kuva 9.15). Kun ydinaine kootaan useista paloista, palat on liimattava toisiinsa, sillä ilman liimausta rakenne ei jatkoskohdaltaan toimi kerroslevynä. Erityisesti kennolevypalojen yhteen liimaamiseen soveltuu liima, joka kovettuessaan paisuu ja samalla täyttää muodoltaan epämääräisen sauman.

Kuva 9.15 Kerroslevyn paikallisia vahvistuksia.
9.5.3 Liitokset
Laminaatteja liitetään muiden rakenteiden tapaan mekaanisesti ja liimaamalla. Liitoksissa pyritään pääsääntöisesti leikkausliitoksiin, koska laminaattien ja liimasaumojen poikittainen vetolujuus on alhainen. Liitostapa on usein itsestään selvä rakenteen kokoonpanolle ja purkamiselle asetettujen vaatimusten perusteella. Missä valintamahdollisuus jää, on punnittava liitostapojen edut ja haitat, jotka on kootusti esitetty taulukossa 9.1. Taulukon mukaisesti liimasauman suurimpia etuja ovat tiiveys ja keveys. Laminaatit ovat myös helpompia liimata kuin esimerkiksi metallit. Mekaanisten liitosten puolesta puhuu toimintavarmuus ja tarkastettavuus.
Liitosten ominaisuuksia on kuvattu luvussa 6. Tätä kuvausta täydentävät seuraavassa esitettävät liitosten tärkeimmät suunnittelunäkökohdat.
Taulukko 9.1 Mekaanisen liitoksen ja liimaliitoksen vertailu.

Laminaattien mekaaniset liitokset
Kuormankantokyvyltään parhaita mekaanisia liitoksia ovat pulttiliitokset. Pulttien sijasta voidaan käyttää niittejä, mikäli liitosta ei normaalikäytössä tarvitse purkaa. Ruuviliitosten käyttö laminaattirakenteissa on melko harvinaista, sillä laminaattiin tehdyt kierteet eivät kanna suuria kuormia. Jos ruuviliitosta syystä tai toisesta käytetään, laminaattiin tavallisesti upotetaan tai liimataan metallinen, kierteitetty insertti.
Liitoksen geometrian valinta on taloudellisten, toiminnallisten ja tehokkuusvaatimusten määrittelemä kompromissi. Tehokkuudeltaan kaksipuoliset liitokset ovat yksipuolisia parempia, sillä yksipuolisia liitoksia rasittaa merkittävä taivutusmomentti, joka kuormittaa liitettäviä levyjä ja aiheuttaa liitinreikään epätasaisen pintapaineen jakautuman (ks. kuva 6.60). Pitkän liitoksen tehokkuutta pystytään merkittävästi parantamaan viistämällä tai porrastamalla liitettävät laminaatit ja käyttämällä liitoksen pituussuunnassa erikokoisia liittimiä. Liitostapa on kuitenkin useimpiin sovelluksiin liian kallis.
Liitoksen tehokkuuden kannalta varmuusmarginaalien eri pettämismekanismien suhteen tulisi olla samaa suuruusluokkaa. Liitoksen mittasuhteet kannattaa kuitenkin valita niin, että ylikuormituksessa liitoksen primäärinä pettämismekanismina on reunapuristusmurtuma, joka ei aiheuta liitoksen välitöntä kantokyvyn menetetystä kuten muut pettämistavat. Tähän päästään valitsemalla liitoksen reunaetäisyydet e/d ja w/d sekä monipulttiliitoksen liitinväli p/d riittävän suuriksi. Tarvittavat reunaetäisyydet riippuvat materiaaleista ja laminaattirakenteesta ollen tyypillisesti välillä 4…5 (vrt. luku 6).
Liitosalueen laminaattirakenne tulisi käytännössä valita siten, että laminaatilla on kohtuullinen lujuus liitoksen pitkittäis- ja poikittaissuunnassa sekä myös leikkauksessa. Mattolujitetussa laminaatissa ehto toteutuu automaattisesti. Jatkuvilla kuiduilla lujitetussa laminaatissa, jossa kuituja on neljässä pääsuunnassa, suositellaan kuvan 9.16 rasteroidun alueen mukaisia kuitusuuntaussuhteita. Yksinkertaisena nyrkkisääntönä esitetään, että kuhunkin pääsuuntaan tulisi suunnata 1/8…3/8 koko lujitemäärästä.
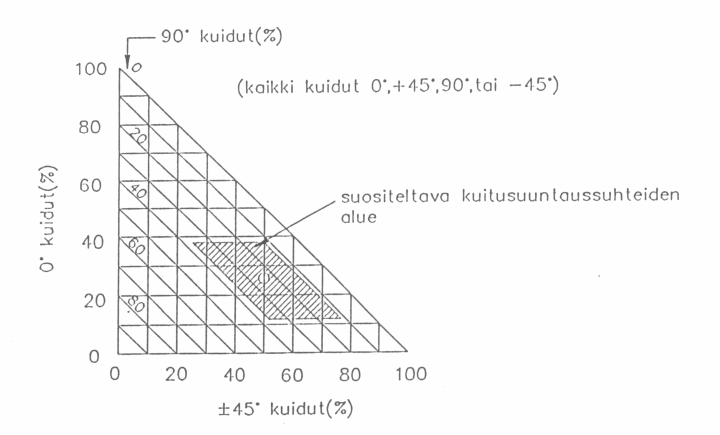
Kuva 9.16 Jatkuvilla kuiduilla lujitettujen laminaattien suositellut kuitusuuntaussuhteet liitosalueella. [2]
Liittimien kestävyys varmistetaan valitsemalla niiden halkaisijat riittävän suuriksi. Koska laminaattien paksuussuuntainen lujuus on alhainen, liittimien kantojen tulee olla leveitä, minkä lisäksi pulttiliitoksessa on aina käytettävä aluslaattoja. Laminaattien niittauksessa on oltava erityisen varovainen, sillä niittauksen aiheuttama puristus rikkoo helposti laminaatin. Laminaattien niittaukseen onkin kehitetty omia, leveäkantaisia niittityyppejä.
Liitinmateriaalit valitaan yhteensopiviksi liitettävien laminaattien kanssa. Lasi- ja aramidikuitulujitettujen laminaattien liittämiseen soveltuvat kaikki tavanomaiset liitinmateriaalit. Hiili on kuitenkin eräs jaloimpia materiaaleja ja syövyttää kosteissa oloissa sen kanssa kosketuksissa olevaa epäjalompaa materiaalia (ks. kuva 6.45). Hiilikuitulaminaattien liitoksissa onkin käytettävä jaloista materiaaleista kuten titaanista tai ruostumattomasta teräksestä valmistettuja liittimiä. Toisena mahdollisuutena on eristää liittimet ja laminaatti niin, ettei liitin ole suorassa kosketuksessa hiilikuitujen kanssa.
Liittimen ja liittimen reiän väliset toleranssit valitaan suhteellisen tiukoiksi, jotta pintapaineen jakauma liitinreikien reunoilla olisi mahdollisimman tasainen. Toleranssien merkitys korostuu monen liittimen liitoksessa, sillä hauraassa laminaatissa väljien toleranssien aiheuttama kuormien epätasainen jakautuminen voi tasoittua vain laminaatin rikkoutumisen kautta. Toleransseja ei kuitenkaan saa valita niin tiukoiksi, että liitin joudutaan pakottamaan reikään, sillä tällöin helposti vaurioitetaan laminaattia. Samasta syystä paisuvia niittejä ei tule käyttää liittämiseen.
Liittimien kiristysvoimat määritellään niin, että liitos on kiristetty, mutta laminaattia ei ole vaurioitettu. Koetulosten mukaisesti jo käsin tapahtuva kiristys parantaa liitoksen kuormankantokykyä merkittävästi kiristämättömään tappiliitokseen verrattuna (ks. kuva 6.53). Kiristysvoiman kasvaessa kuormankantokyky kasvaa edelleen jonkin verran kunnes voima kasvaa niin suureksi, että kiristys alkaa vaurioittaa laminaattia.
Kerroslevyjen mekaaniset liitokset
Kerroslevyjen reunat ovat lähes aina umpilaminaattia tai profiileilla vahvistetut. Levyjen liittäminen reunoistaan ei yleensä olekaan sen ongelmallisempaa kuin laminaattien tai profiilien liittäminen. Kerroslevypaneelin keskelle pystytään kuitenkin kiinnittämään ilman erikoistoimenpiteitä vain pienehköjä osia. Materiaaleista ja kerroslevyn mittasuhteista riippuen kiinnitykset tehdään ruuveilla tai pulteilla.
Raskaampia osia kiinnitettäessä kerroslevypaneeli joudutaan vahvistamaan kiinnityskohdastaan. Vahvistus voidaan tehdä korvaamalla ydinaine paikallisesti vahvemmalla materiaalilla (ks. kuva 9.15). Kerroslevykiinnityksiin on myös kehitetty erilaisia inserttejä, jotka voivat olla kierteellisiä tai kierteettömiä. Mekaanisesti parhaita ovat koko kerroslevyn läpäisevät, kumpaankin pintalevyyn tukeutuvat insertit. Näitä valittaessa on aina varmistettava, että kerroslevy kestää inserttien asennuskuormat. Kuvassa 9.17 on esitetty toiselta puolelta asennettava, liimaamalla kiinnitettävä insertti, joka soveltuu vain suhteellisen kevyesti kuormitettuihin liitoksiin. Insertin kuormankantokyky on tarvittaessa määritettävä kokeellisesti.

Kuva 9.17 Kerroslevyyn upotettu insertti.
Liimaliitokset
Luvun 6 mukaisesti leikkausjännitysjakautuma liimasaumassa on aina epätasainen, minkä lisäksi epäsymmetrisen liimaliitoksen päihin kohdistuu merkittäviä repiviä kuormia. Repivien kuormien minimoimiseksi liimasaumat kannattaakin suunnitella symmetrisiksi, mikäli tämä on rakenteen valmistuksen ja käytön kannalta mahdollista.
Liimasaumojen leikkausjännitysjakaumaa voidaan tasoittaa viistämällä liitettävien levyjen tai palstalevyjen päät. Viisteet alentavat myös sauman päihin kohdistuvia repiviä kuormia. Sisäänpäin kallistuvan viisteen ja liimapurseen on niin ikään todettu parantavan merkittävästi sauman lujuutta (kuva 9.18). Erityyppisten liimasaumojen kuormankantokykyä liitettävien levyjen paksuuden funktiona havainnollistaa kuva 9.19. Kuvan mukaisesti paksujen levyjen liittämiseen on käytettävä hyvin hankalasti valmistettavia saumoja, mikäli halutaan, että sauma kestää likimain yhtä paljon kuin liitettävät levytkin.

Kuva 9.18 Liitoksen muotoilun vaikutus hiilikuitulujitetun laminaatin ja teräksen välisen liimaliitoksen lujuuteen. [3]

Kuva 9.19 Erityyppisten liimaliitosten tehokkuus suhteessa liitettävien levyjen lujuuteen. [4]
Liitoksen pituus on tärkein liitoksen kuormankantokykyyn vaikuttava geometrinen suure. Jos liitettävien levyjen viistäminen ei ole mahdollista, sauman pituudella pystytään kasvattamaan lujuutta vain tiettyyn rajaan asti epätasaisesta leikkausjännitysjakautumasta johtuen. Kohteissa, joissa lyhytkin liimasauma pystyisi kantamaan liitokseen kohdistuvat kuormat, näennäisesti tehottomampi pitkä sauma on usein perusteltu, sillä sauman vähän kuormitettu keskialue toimii varmuusmarginaalina ja ehkäisee tehokkaasti sauman virumista pitkäaikaiskuormituksessa.
Toinen liitoksen lujuuteen vaikuttava geometrinen suure on liimasauman paksuus. Pääsääntöisesti sauman tulisi olla ohut. Voimakkaasti epäsymmetrisissä liitoksissa sauman paksuntamisella voi olla lujuutta parantava vaikutus, sillä paksu sauma kestää paremmin repiviä kuormia. Saumaa voidaan joutua paksuntamaan myös osavalmistuksen epätarkkuuksien takia erityisesti, kun liitettävät osat ovat suuria.
Myös liima-aineen valinta on usein kompromissi. Puhtaasti leikkausrasitetuissa saumoissa käytetään suhteellisen jäykkiä liimoja, joilla tyypillisesti on hyvä leikkauslujuus ja lämmönkestävyys. Toisaalta joustavat liimat kestävät hyvin repiviä kuormia, mistä syystä niitä käytetään epäsymmetrisissä ja paksuissa liimasaumoissa.
Liitos mitoitetaan siten, että leikkausjännitys sauman päissä ei koskaan ylitä käyttökuormilla liima-aineen myötörajaa. Mikäli sauma on pitkäaikaisesti kuormitettu, sallitulle jännitykselle voidaan joutua käyttämään hyvinkin alhaisia arvoja erityisesti, kun liima-aine on joustava.
Sauman lujuutta määritettäessä on myös otettava huomioon kerrostenvälisen murtuman mahdollisuus (vrt. kuva 6.57). Pettämistapa on todennäköinen paksuilla matoilla ja kudoksilla lujitettujen polyesterilaminaattien liitoksissa laminaattien alhaisen kerrostenvälisen leikkauslujuuden takia. Laminaateilla, joiden kerrostenvälinen leikkauslujuus on korkea, leikkautuminen ei yleensä ole ongelma edellyttäen, että pintakerros sisältää kohtuullisesti lujitetta sauman pituussuunnassa.
Liitoksen kestävyyden kannalta oleellinen tekijä on myös liiman ja liimattavan pinnan välinen tarttuvuus. Pääsääntöisesti tarttuvuuden tulisi olla niin hyvä, ettei adheesiomurtumaa lainkaan esiinny. Liimojen tarttuvuus kertamuovipohjaisiin komposiitteihin onkin yleisesti ottaen riittävän hyvä. Erityisiä pintakäsittelyjä ei tarvita, kunhan varmistetaan, että liimattavat pinnat ovat puhtaat ja sopivan karheat. Puhdistus asetonilla ja mekaaninen karhennus antavat hyvän lopputuloksen. Mikäli karhennukseen käytetään vesihiontaa, liimattavat pinnat on kuivattava huolellisesti.
Tartunnan kannalta riittävän hyvä pinta saadaan toisinaan aikaan laminoimalla liimattaville pinnoille osan valmistusvaiheessa ns. karhennuskangas eli ohut tekokuitukudos. Karhennuskangas suojaa liimattavaa pintaa likaantumiselta ja kun kangas revitään irti, se jättää laminaatin pinnan karheaksi. Karhennuskankaan toimivuus on varmistettava, sillä muoviaineesta, kovetusprosessista ja käytetystä kankaasta riippuen laminaatin pintaan saattaa jäädä liimautumista heikentäviä epäpuhtauksia. Yleissääntönä voidaan todeta, ettei karhennuskankaalla koskaan saavuteta yhtä hyvää tarttuvuutta kuin mekaanisella karhennuksella ja puhdistuksella.
Mikäli laminaattia joudutaan liimaamaan metalliin, metalli on lähes aina pintakäsiteltävä kemiallisesti lujan ja kestävän tartunnan aikaansaamiseksi. Metallien pintakäsittelyyn soveltuvia menetelmiä on esitetty mm. lähteissä [5] ja [6].
Kokonaisuutena liimaus on monimutkainen ja virheille altis prosessi. Tästä syystä liimaliitoksen käyttöä on syytä tarkoin harkita. Mikäli liimausta käytetään, sauma on suunniteltava huolellisesti. Lisäksi on huolehdittava, että valmistustilat, -laitteet ja -prosessit sekä laadunvarmistusproseduurit ovat asianmukaiset. Jos sauma on rakenteen kantokyvyn kannalta kriittinen, voidaan harkita liimaliitoksen varmistamista mekaanisella liitoksella. Mikäli varmistusta ei käytetä, tulisi liitos ainakin suunnitella siten, että se on tarvittaessa mekaanisesti korjattavissa. Näin siksi, että liitoksen korjaus liimaamalla voi olla kenttäolosuhteissa äärimmäisen hankalaa.
Merkittäviä kuormia kantavien liimasaumojen lopullinen toimivuus ja kestävyys on pääsääntöisesti varmistettava kokeellisesti, sillä laskentamallit eivät ota huomioon kaikkia kestävyyteen vaikuttavia tekijöitä. Tärkeimpiä näistä ovat repivien kuormien vaikutukset sekä mahdollinen tartunnan heikentyminen erityisesti vaativassa ympäristössä.