Muovikomposiittikappaleiden valmistukseen on olemassa useita perusmenetelmiä. Niitä on lisäksi muunneltu tai yhdistelty toisiinsa. Tässä luvussa käsitellään yleisesti tunnetut perusmenetelmät ja tavallisimmat yhdistetyt menetelmät. Tarkastelussa rajoitutaan lujitemuovituotteiden valmistustekniikoihin täydennettynä reaktiovalulla (RIM), joka perusmuodossaan luetaan seostettujen muovituotteiden valmistustavaksi.
5.1.1 Menetelmien ryhmittely
Kuvassa 5.1 on esitetty lujitemuovituotteiden valmistusmenetelmien pääryhmät, ryhmiin kuuluvat valmistustekniikat ja niiden tavallisimmat muunnokset.

Kuva 5.1 Lujitemuovituotteiden valmistusmenetelmät.
Laminointimenetelmiin kuuluvat käsinlaminointi, ruiskulaminointi ja kuitukelaus muunnoksineen. Laminaatti valmistetaan kerroksittain avomuottiin, jossa se voidaan kovettaa joko ilman ulkoista painetta tai ali-/ylipaineella puristaen. Käsinlaminointi voidaan jakaa edelleen märkälaminointiin ja kuiva- eli prepreg-laminointiin. Edellisessä lujitteet kostutetaan nestemäisellä hartsilla. Jälkimmäisessä käytetään esikyllästettyjä puolivalmisteita eli prepregejä.
Puristusmenetelmissä raaka-aine puristetaan muotoonsa. Materiaali voidaan asettaa muottiin joko puolivalmisteena tai komponenteittain. Raaka-aine voidaan myös annostella siirtosylinteriin ja edelleen männän avulla muottionkaloon. Edellistä kutsutaan ahtopuristusmenetelmäksi, jälkimmäistä siirtopuristusmenetelmäksi.
Ahtopuristus jaetaan edelleen kylmä- ja kuumapuristukseen. Edellisessä menetelmässä tuote muovataan normaalissa lämpötilassa. Kuumapuristuksessa materiaalia pehmennetään ja/tai kovetusta nopeutetaan ulkoisella lisälämmöllä joko lämmittämällä materiaalia tai muottia.
Kuumapuristusmenetelmät luokitellaan usein käytettävän puolivalmisteen mukaan BMC-, SMC- ja GMT-menetelmiin. Tarkkaan ottaen nämä eivät ole erillisiä valmistusmenetelmiä, vaan raaka-aine- tai puolivalmistetyyppejä. Termit ovat vakiintuneita ammattikäytössä ja niitä käytetään myös tässä esityksessä.
Injektiomenetelmissä matriisi tai kaikki komponentit syötetään muottiin joko paineen avulla tai valamalla. Paineinjektiossa eli RTM-menetelmässä matriisi injektoidaan ylipaineella ja tarvittaessa alipaineen avustuksella suljettuun muottiin. Alipaineinjektiossa hartsi imetään alipaineella muottipuoliskon ja alipainekalvon tai joustavan muottipuoliskon väliseen tilaan, johon on asetettu lujitteet tai lujiteaihio. Kalvoinjektiossa matriisi on hartsikalvoina lujitekerrosten välissä tai muotin pinnalla ensimmäisenä kerroksena. Ylämuottina toimii tässäkin menetelmässä normaalisti alipainekalvo.
Suulakemenetelmissä tuotteen pituus voi olla periaatteessa ääretön. Nimensä menetelmät ovat saaneet tuotteen muotoiluun käytettävästä suulakkeesta tai muotista, jonka läpi tuote kulkee valmistuksen aikana. Suulakemenetelmillä valmistetaan putkia ja profiileja. Menetelmät on kehitetty erityisesti vakiopoikkipintaisille volyymituotteille.
Valssaus on erikoismenetelmä profiloitujen levyjen jatkuvatoimiseen valmistukseen.
5.1.2 Märkälaminointi
Märkälaminoinnissa lujitteet asetellaan kerroksittain avoimeen muottiin käsin ja käsityökaluin. Lujitteet kostutetaan ja kostutetut kerrokset telataan tasaisiksi ja ilmattomiksi. Hartsi levitetään siveltimellä, lastalla, maalausrullalla tai myös ruiskuttamalla. Lujitemuodoista ja työtavasta riippuen lujitteet kostutetaan lujitekerroksen alapuolelta, päältä tai molemmilta puolilta. Laminaatin ilmanpoisto tehdään polyesterilaminaateilla ilmanpoistoteloja käyttäen. Epokseilla työskenneltäessä ilmanpoisto voidaan tehdä myös pensselillä. Parhaan tuloksen saavuttamiseksi ilmanpoistotelaus suositellaan tehtäväksi jokaiselle kerrokselle erikseen. Märkälaminoinnin työvaiheet on esitetty kuvassa 5.2.
MKR 10.4

Kuva 5.2 Märkälaminoinnin perustyövaiheet.
Materiaalit
Märkälaminointiin soveltuvat useimmat lujitemuodot ja lujitetyypit. Edulliseen kilohintaan ja kohtuullisiin lujuus- ja jäykkyysominaisuuksiin pyrittäessä on laminaattien lujitteena lasikuitu joko katkokuitumattona tai rovingkudoksena. Hartsina on joko orto- tai isoftaalipolyesteri. Vaativissa kohteissa, joissa lujuus, lämmönkesto tai väsymisominaisuudet ovat kriittisiä, käytetään lujitteena ohuita lasi-, aramidi- tai hiilikuitukudoksia ja hartsina tavallisesti epoksia tai vinyyliesteriä.
Käsinlaminoinnissa lujitteilta vaaditaan helppoa kasteltavuutta ja muotoiltavuutta. Mattolujitteilla käytettävyyden erot riippuvat lähinnä sideaineen määrästä ja laadusta. Nopeimmin liukenevat emulsiosideaineet ja hitaimmin korroosionkestävissä tuotteissa käytetyt pulverisideaineet. Kuitujen ja sideaineen tasainen jakautuma vaikuttaa työskentelyn nopeuteen ja laminaatin laadun tasaisuuteen.
Kudosten käytettävyys vaihtelee kudostyypin ja kudoksen neliöpainon mukaan. Tasavaltainen rovingkudos soveltuu lievästi kaareville muodoille. Jos valmistetaan kaksoiskaarevia pintoja tai tuotteissa on pieniä kaarevuussäteitä, on järkevämpää käyttää toimikas- tai satiinisidoksisia lankakudoksia. Yhdensuuntais- ja moniaksiaalilujitteet ovat käyttökelpoisia, kun valmistetaan suunnatut lujuusominaisuudet omaavia laminaatteja.
Lujitemuodosta riippumatta on aina syytä varmistaa, että lujitteiden sideaineet ja pinnoitteet ovat yhteensopivia käytettävän hartsin kanssa. Kudotut lujitteet on tavallisesti viimeistelty perushartseille yhteensopiviksi. Hartsikohtaisesti räätälöityjä lujitteiden viimeistelyjä on myös saatavilla.
Työskentelyn kannalta oleellisimmat hartsin ominaisuudet ovat viskositeetti, työskentelyaika ja haihtuvien liuotteiden määrä. Näihin kaikkiin vaikuttavat myös ulkoiset tekijät, lähinnä työskentelytilan ja hartsin lämpötila sekä ilman kosteus.
Polyesterihartsien viskositeetti määräytyy käytettävien liuotteiden laadusta ja määrästä. Sitä voidaan jonkin verran säätää esimerkiksi styreenimäärällä. Yleensä hartseja ei kuitenkaan enää muunnella laminointipaikalla. Märkälaminointiin tarkoitetut epoksihartsit ovat nykyään liuotevapaita, joten niiden viskositeettia voi säädellä työskentelypaikalla vain lämpötilaa muuttamalla. Parhailla märkälaminointihartseilla viskositeetti on huoneenlämpötilassa 400…500 mPas. Kuvassa 5.3 on esitetty yleispolyesterihartsin hyytymisaika eri kovetemäärillä ja eri lämpötiloissa.
MKR 10.5

Kuva 5.3 Yleispolyesterin hyytymisajat kovetemäärän ja lämpötilan funktioina.
Työskentelyaikaa joudutaan usein muuttamaan kappaleen koosta, valmistustavasta tai ulkoisista olosuhteista riippuen. Polyesteri- ja vinyyliesterihartseilla tämä tehdään kovetussysteemiä muuttamalla. Eri kovete/kiihdyte/hidaste-kombinaatioilla voidaan työskentelyaikaa säätää laajoissa rajoissa. Erittäin pitkän kovetusajan omaavilla hartseilla joudutaan käyttämään jälkikovetusta, jotta kovettumisaste saadaan riittäväksi. Epokseilla työskentelyaikaa voidaan säädellä kovetevalinnalla. Monet epoksit kovettuvat varsin pitkälle huoneenlämpötilassa. Täydellinen kovettuminen edellyttää useimmiten jälkikovetusta korotetussa lämpötilassa, tyypillisesti noin 80 °C:ssa muutaman tunnin ajan. Jälkikovetuksessa lopputuotteen lujuusominaisuudet paranevat ja murtovenymä kasvaa.
Märkälaminointi edellyttää ilmastoinnin täyttääkseen nykyiset työsuojelumääräykset. Myös materiaalivalinnalla voidaan vaikuttaa terveydelle vaarallisten aineiden määrään ja laatuun. Esimerkiksi styreenin haihtuvuutta voidaan merkittävästi pienentää lisäaineilla. Tyypillisesti näissä ”miljööhartseissa” käytetään lisäaineena parafiinia. Nykyiset märkälaminointiepoksit ovat liuotevapaita ja lähes hajuttomia. Märkälaminointiin liittyviä työturvallisuusseikkoja tarkastellaan lähemmin luvussa 10.
Laminointi
Märkälaminoinnissa tuotteen laatuun vaikuttavat sekä ulkoiset olosuhteet että työntekijän ammattitaito ja tarkkuus. Materiaalien säilytys asianmukaisissa olosuhteissa ja niiden käyttökelpoisuuden toteaminen on ensimmäinen edellytys laadukkaan tuotteen valmistukselle. Laminointitilan lämpötilan ja kosteuden on oltava suositelluissa rajoissa, jotta hartsit kovettuvat kunnolla ja saavutetaan halutut lujuusarvot. Hartsin ja kovetteen annostelun on etenkin epokseilla työskenneltäessä oltava tarkka. Yleensä suositellaan korkeintaan ± 2 %:n toleranssia sekoitusmäärissä.
Itse laminoinnissa on lujitteiden kostutukseen käytettävä oikea määrä hartsia. Liian pieni määrä johtaa huonoon kerrostenväliseen leikkauslujuuteen ja huokoiseen laminaattiin, jonka lujuus ja säänkesto eivät ole parhaat mahdolliset. Toisaalta liiallinen hartsin käyttö on turhaa, sillä se johtaa ylipainoon ja ylimääräisiin kustannuksiin. Laminaatteihin jää helposti myös paksuusvaihteluja ja hartsivalumia.
Kertamuovien kovettumisreaktio on eksoterminen eli lämpöä synnyttävä. Lämpömäärä ja maksimilämpötila nousevat kerralla laminoitavan kokonaispaksuuden mukana. Liiallisen lämpenemisen estämiseksi paksut laminaatit valmistetaankin vaiheittain. Hartsityypistä ja käytetystä kovetussysteemistä riippuen suurimman kerralla laminoitavan kerroksen paksuus vaihtelee 4 mm:stä 20 mm:iin.
Kovetus
Märkälaminoitu tuote voidaan kovettaa vapaasti muotissa. Tarvittaessa laminaatin tiivistystä tehostetaan paineenkäytöllä. Paine saadaan aikaan tavallisimmin alipainesäkillä, joskus myös ylipainesäkillä.
Alipainesäkkiä käyttämällä laminaatin lujitepitoisuus saadaan korkeammaksi ja huokoisuus alhaisemmaksi verrattuna laminaatin vapaaseen kovetukseen. Erityisen käyttökelpoinen alipainekovetus on kerroslevyjen ydinaineen liimauksessa. Ydinaine voidaan liimata laminointihartsilla laminointivaiheessa tai erikseen kovettuneen laminaatin päälle. Alipainesäkin käyttö normaaliin märkälaminointiin sovellettuna on esitetty kuvassa 5.4.
MKR 10.6
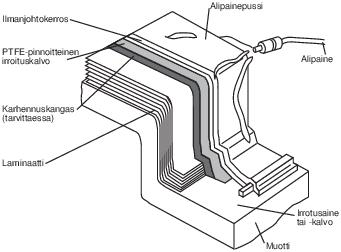
Kuva 5.4 Alipainesäkin käyttö märkälaminoinnissa.
Alipainesäkkikovetusta käytetään lähinnä epoksipohjaisten laminaattien valmistuksessa, sillä normaaleilla polyestereillä tapahtuu alipaineessa styreenin kiehumista, jos alipaine on pienempi kuin 0,4…0,5 baaria. Usein pyritään myös korkeisiin lujuusarvoihin, joten on luonnollista käyttää kudottuja lujitteita.
Alipainesäkin käyttö soveltuu suurten ja laakeiden kappaleiden valmistukseen. Kovetus on melko hidas johtuen käytettävistä hartsisysteemeistä, joita ei voi lämmittää kovin paljon kovetusajan lyhentämiseksi. Alipainesäkki ei rasita muottia, joten valmistuksessa voidaan käyttää normaaleja käsinlaminointimuotteja.
Painesäkkikovetuksessa laminaattia puristava paine aikaansaadaan kumipussin avulla kuvan 5.5 mukaisesti. Muotti toimii paineastiana ja vaatii hiukankin suuremmilla paineilla erittäin jäykän konstruktion. Toisaalta myös painetta voidaan korottaa suuremmaksi kuin pelkällä alipaineella toimittaessa eikä menetelmällä ole alipaineen hartseille asettamia rajoituksia.
Ominaisuuksiltaan painesäkkikovetetut kappaleet ovat samankaltaisia kuin alipainesäkillä kovetetut. Valmistusprosessia voidaan nopeuttaa lämmittämällä muottia esim. höyryllä. Muotin jäykkyysvaatimus rajoittaa taloudellisesti valmistettavien osien koon suhteellisen vaatimattomaksi.
MKR 10.7

Kuva 5.5 Painesäkin käyttö kovetuksessa.
Lopputuote
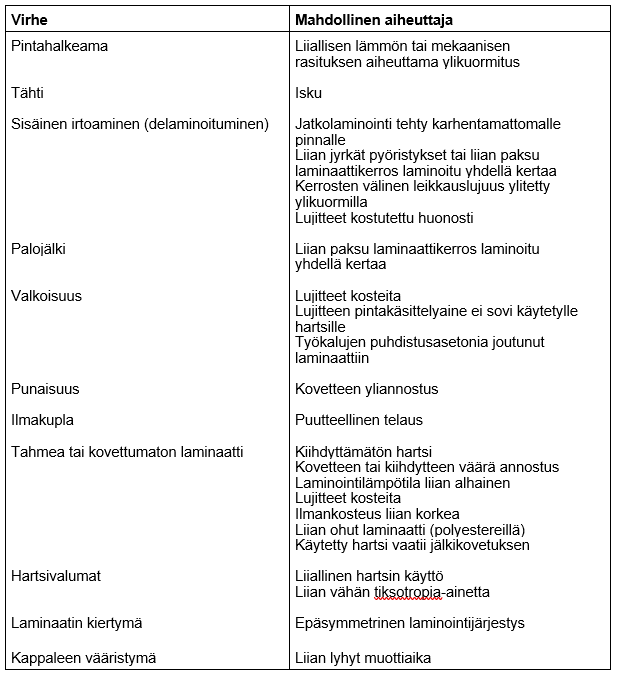
Taulukossa 5.1 on esitetty tavallisimpia märkälaminoitujen laminaattien virheitä ja niiden mahdollisia syitä.
Taulukko 5.1 Laminaattivirheitä ja niiden syitä.
Edut ja haitat
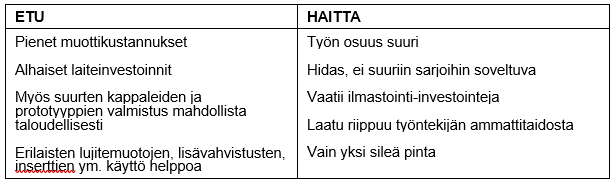
Märkälaminointi mahdollistaa varsin vapaan materiaalien ja rakenteiden valinnan. Sillä pystytään valmistamaan suuria ja monimutkaisia kappaleita kohtuullisin muotti- ja laitekustannuksin. Märkälaminoinnin tärkeimmät edut ja haitat on lueteltu taulukossa 5.2
Taulukko 5.2 Märkälaminoinnin etuja ja haittoja.
5.1.3 Prepreg-laminointi
Prepreg-materiaali toimitetaan muovikalvolla tai kahden muovikalvojen väliin pakattuna. Kalvot poistetaan ennen prepregin leikkausta mittoihinsa tai sen jälkeen. Prepreg-kerrokset asetellaan muottiin halutussa järjestyksessä ja suunnassa. Kerrokset telataan toisiinsa mahdollisimman tiiviisti ja ilmattomasti. Laminoitaessa jyrkkiä kaarevuuksia prepregiä tavallisesti pehmennetään lämminilmapuhaltimella taipuisuuden parantamiseksi. Paksuille prepreg-laminaateille suoritetaan välitiivistys alipainesäkin avulla noin 5 kerroksen välein.
Laminoitu prepreg-kappale alipainesäkitetään kovetusta varten. Tavallisesti kovetus tehdään lämmitettävässä paineastiasssa eli autoklaavissa. Kovetustapaa kutsutaan autoklaavikovetukseksi. Kuvassa 5.6 on esitetty normaalin autoklaavikovetuksen tarveaineet, kun raaka-aineena on prepreg. Kuvan tapauksessa prepregissä on ylimäärä hartsia, joka imeytetään prosessin aikana imuhuopiin. Nykyään on siirrytty entistä enemmän ns. no-flow laatuihin, joista ei poisteta hartsia prosessin aikana.
MKR 10.8

Kuva 5.6 Autoklaavikovetuksen tarveaineet ja niiden sijoitus alipainesäkissä.
Autoklaavissa tehtävällä kovetuksella pyritään minimoimaan ilmahuokosten määrä laminaatissa ja saamaan tuotteeseen korkea lujitesisältö, joka tyypillisesti on noin 60 t%. Samalla suoritetaan laminaatin jälkikovetus. Imukankaiden määrää, painetta, lämpötilaa ja aikaa muuttamalla haetaan kullekin kappaleelle ja prepreg-systeemille sopiva kovetusprosessi. Kuvassa 5.7 on esitetty tyypillinen kovetusjakso. Kuvan mukaisesti kovetusjaksossa on 30-60 minuutin mittainen vakiolämpötilavaihe, kun prepreghartsi on saavuttanut minimiviskositeetin ns. dwell-lämpötilassa. Tämän vaiheen aikana prepregeissä oleva ilma saadaan poistumaan mahdollisimman hyvin ja itse lujitekerrokset pääsevät liukumaan toistensa suhteen helposti. Vaiheen jälkeen lämpötila nostetaan lopulliseen kovetuslämpötilaan.
MKR 10.9
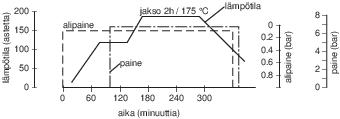
Kuva 5.7 Prepregistä valmistetun kappaleen tyypillinen kovetusjakso autoklaavissa.
Prepreg-nauhojen laminointiin on kehitetty myös automaattisia laminointikoneita. Ne perustuvat samoihin periaatteisiin kuin moniaksiaaliset työstökoneet. Työkalun sijasta manipulaattorin päässä on laitteisto, joka syöttää prepreg-nauhan muotin pinnalle halutussa kulmassa, tiivistää sen ja katkaisee halutun pituiseksi. Koneilla voidaan laminoida sekä kerta- että kestomuoviprepregejä. Ne soveltuvat lähinnä suorien ja loivasti kaarevien pintojen laminointiin. Nauhalaminointikoneen periaate on esitetty kuvassa 5.8.
Kuva 5.8 Nauhalaminointikone.
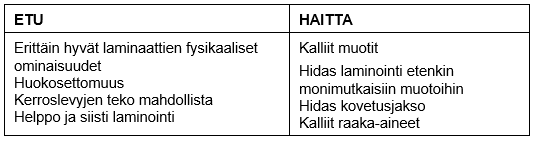
Prepreg-laminointi autoklaavikovetuksineen on kehitetty rakenteellisesti vaativien tuotteiden valmistukseen, lähinnä lentokone- ja avaruusteollisuuden tarpeisiin. Tavoitteena on ollut kontrolloidusti tapahtuva suurten kappaleiden valmistus, jossa saavutetaan mahdollisimman korkeat lujuusarvot ja tasainen laatu. Tämä heijastuu itse menetelmän taloudellisuuteen ja nopeuteen, jotka eivät ole olleet ensisijaisia tavoitteita. Etuja ja haittoja on kuvattu taulukossa 5.3.
Taulukko 5.3 Prepreg-laminoinnin ja autoklaavikovetuksen etuja ja haittoja.
5.1.4 Ruiskulaminointi
Ruiskulaminoinnissa lujitteet ja hartsi ruiskutetaan ns. ruiskutuspistoolin avulla muotin pinnalle. Roving-lujite katkotaan halutun mittaisiksi katkokuiduiksi ruiskutuspistooliin kiinnitetyllä leikkurilla. Samanaikaisesti pistoolissa sekoitetaan hartsi ja kovete keskenään. Katkotut lujitteet kulkevat pistoolin aikaansaaman hartsisuihkun mukana muotille (kuva 5.9).
MKR 10.10

Kuva 5.9 Ruiskulaminoinnin periaate.
Ruiskutetun laminaattikerroksen ilmanpoisto suoritetaan telaamalla kuten märkälaminoinnissa. Haluttaessa voidaan ruiskutettujen kerrosten väliin laminoida kudoksia tai muita lujitteita tai asettaa ydinaine. Laminaatti kovetetaan joko huoneenlämpötilassa tai hieman korotetussa lämpötilassa. Pinnassa voidaan käyttää gelcoatia, maalia tai muovilevyä.
Ruiskutuslaitteiston pääkomponentit ovat hartsi- ja kovetepumput, kuituleikkuri ja sekoituspää. Eri valmistajien laitteet eroavat toisistaan lähinnä sekoituspään osalta. Pumppuina käytetään mäntäpumppuja. Kuitu leikataan kaksirullaisella leikkurilla. Toinen rulla on kumitettu ja toiseen on kiinnitetty ohuita teriä säteettäin tasaisin välein kuvan 5.10 mukaisesti. Roving-langan veto ja leikkaus tapahtuvat näiden rullien välissä.
MKR 10.11

Kuva 5.10 Leikkurin periaatekuva.
Hartsi ja kovete sekoitetaan joko sekoituspään ulkopuolella (ulkoinen sekoitus) tai itse sekoituspäässä (sisäinen sekoitus). Sekoittamiseen voidaan käyttää apuna ilmaa (matalapainesekoitus) tai hartsi ja kovete ruiskutetaan korkealla paineella sellaisenaan.
Erilaiset sekoitustavat vaikuttavat muodostuvan hartsisuihkun leveyteen, ilmapitoisuuteen ja kovetteen haihtumiseen. Ruiskulaminoinnissa on ehkä tavallisin sisäinen matalapainesekoitus. Tällä saadaan riittävä pisaranmuodostus ilman kovetesumua ja hyvä kovetteen sekoittuminen hartsiin. Sen sijaan geeliruiskutuksessa vaaditaan hyvän lopputuloksen aikaansaamiseksi pienen pisarakoon antava korkeapaineruisku.
Ruiskulaminointi on tuottavuudeltaan moninkertainen käsinlaminointiin verrattuna. Se soveltuu pienille ja keskisuurille sarjoille, kun tuotteelle ei aseteta erityisiä lujuusvaatimuksia. Tyypilliset valmistettavat tuotteet ovat erilaisia muotokappaleita, soutuveneitä ja pieniä säiliöitä. Kuten avomuottimenetelmissä yleensäkin muottikustannukset ovat kohtuullisia eikä ruiskutuslaitteiston hintakaan ole korkea.
Ruiskulaminoinnissa ei käytännössä useinkaan käytetä muuta lujitusta kuin katkottua rovingia. Näin myös lujuusominaisuudet ovat varsin vaatimattomat. Nykyiset työsuojeluvaatimukset edellyttävät tehokasta ilmastointia ja suojausta työntekijälle. Tämä lisää investointikustannuksia ja nostaa välillisesti menetelmän muuten alhaista kustannustasoa.
Toistaiseksi ruiskutus tehdään pääosin manuaalisesti. Työn laatu ja tasaisuus riippuvat hyvin paljon työntekijän ammattitaidosta. Ruiskulaminointia automatisoidaan entistä enemmän, jolloin työn laatu saadaan tasaisemmaksi ja ruiskutus voidaan tehdä suljetussa tilassa.
5.1.5 Kuitukelaus ja sen muunnokset
Kuitukelaus ja sen eri muunnokset ovat avomuottimenetelmiä, joita käytetään lähinnä sylinterimäisten tai kartiomaisten kuorien valmistamiseen. Muotti on normaalisti koiraspuolinen.
Kuitukelaus
Kuitukelauksessa kuitukimput kostutetaan altaassa ja johdetaan pyörivälle muotille kuvan 5.11 mukaisesti. Kun riittävä ainevahvuus saavutetaan, laminaatin annetaan kovettua muotilla tai kappale siirretään muotteineen kovetusuuniin. Muotti poistetaan laminaatin kovetuttua.
Kelauskulma saadaan halutuksi koordinoimalla kastelualtaan ja pyörivän muotin liikkeitä. Kelattavien kuitukimppujen lukumäärällä säädetään nauhan leveys ja nousu sopivaksi, yleensä muottipinnan täysin kerralla kattavaksi kerrokseksi. Tässä yksinkertaisimmassa muodossa kelaus soveltuu mm. putkien valmistukseen.
MKR 10.13

Kuva 5.11 Kuitukelauksen periaate.
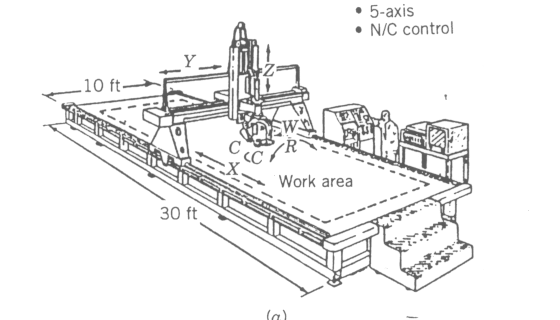
Kun kelauksen vapausasteita lisätään, menetelmä soveltuu hyvinkin monimutkaisten kappaleiden valmistukseen. Kuvassa on 5.12 esitetty peruskelaustavat ja kuusiaksiaalinen kelauskone. Luonnollisesti kelaustapahtuman ohjaus vaikeutuu vapausasteiden määrän lisääntyessä. Kelausgeometrioiden suunnitteluun on saatavissa ohjelmistoja, joita käytetään myös koneen ohjelmointiin.
MKR 10.14

Kuva 5.12 Peruskelaustavat ja kuusiaksiaalinen kelauskone.
Kelauskoneen oleellisia ominaisuuksia ovat lujitteiden tasainen jännittäminen kelauksen aikana, kelauspään ohjauksen tarkkuus ja toistettavuus eri kerroksille, käännöksissä tapahtuvan materiaalihukan minimointi (esim. putkien päät) ja muottien käsittelyn järjestelyt. Lujitteiden kostutukseen on olemassa useita erilaisia allas/puristintela-systeemejä, jotka rajoittavat kelausnopeutta. Kelattavien kappaleiden koolle ei ole olemassa teknistä ylärajaa. Suurimmat vaakasuorassa toimivissa koneissa kelatut putket ovat halkaisijaltaan 6…7 m. Pystysuorassa toimivilla koneilla on valmistettu noin 20 m:n halkaisijaisia kappaleita. Kelauskoneet voivat olla myös jatkuvatoimisia. Tällöin muotti on rakennettu esim. jatkuvasta teräsnauhasta.
Kelausta käytetään määrällisesti eniten korroosionkestävien putkien ja säiliöiden valmistukseen. Erilaiset polyesterilaadut ovat yleisimpiä kelaushartseja. Erityiskohteissa käytetään myös epoksi- ja fenolihartseja. Märkäkelaushartseilta vaaditaan riittävän alhaista viskositeettia nopean kostutuksen aikaansaamiseksi ja pitkää työskentelyaikaa. Usein pitkän työskentelyajan hartsisysteemit vaativat korotetun lämpötilan kovettuakseen. Tuotetta voidaan lämmittää muotilla lämpölamppujen avulla tai kappale muotteineen voidaan siirtää kovetusuuniin.
Kelauslujitteiden on kuljettava langanohjaimissa nukkaantumatta ja katkeilematta. Lisäksi niiden tulisi kostua mahdollisimman nopeasti ja hyvin. Lujitteena kelauksessa on tavallisesti lasikuituroving, mutta myös katkokuitumatot, pintahuovat ja kudokset ovat mahdollisia. Useimmiten viimeksi mainitut lujitemuodot kelataan muotin päälle kapeahkona nauhana. Ne voidaan lisätä kostuttamattomina roving-kerrosten väliin tai kostuttaa altaassa ennen kelausta.
Kertamuovipohjainen tuote voidaan kelata myös prepregistä, jolloin kasteluallasta ei tarvita. Työ on samalla siistimpää ja lopputuotteen laatu parempi kuin märkäkelauksessa.
Kelaus soveltuu myös lujitettujen kestomuovituotteiden valmistukseen. Tällöin prepreg-nauha lämmitetään paikallisesti muotin pinnalla sulamispisteeseen ja puristetaan kiinni alla olevaan kerrokseen. Sulatuksen ja tiivistyksen periaate on esitetty kuvassa 5.13.

Kuva 5.13 Kestomuoviprepregin sulatus ja tiivistys kelausmenetelmässä.
Kelattujen tuotteiden mekaaniset ominaisuudet ovat hyvät, sillä lujitteet ovat jatkuvia ja suunnattuja. Lisäksi menetelmällä on mahdollista saada korkea lujitesisältö. Ominaisuudet vastaavat parhaimmillaan prepreg-laminoinnilla ja autoklaavikovetuksella saavutettavia arvoja. Kelaus mahdollistaa lisäksi haluttujen lujitesuuntausten käytön tuotteen lujuusvaatimusten mukaisesti.
Kelaus soveltuu monimutkaistenkin kappaleiden valmistukseen. Kappaleiden on oltava muodoltaan sellaisia, että kuiduissa säilyy jatkuvasti vetojännitys kelauksen aikana. Tämänkin jälkeen voidaan kappaleita muotoilla erikseen esim. puristusmenetelmillä. Kelattujen tuotteiden pääasiallinen lujitus on halvimmassa muodossaan ja menetelmän tuottavuus on korkea. Valmis tuote on erittäin kilpailukykyinen sekä ominaisuuksiltaan että hinnaltaan.
Kuitulaminointi
Kuitulaminointi on kuitukelauksen ja nauhalaminoinnin yhdistelmä. Se on automatisoitu menetelmä, jossa prepreg-touvi tai touveista muodostuva nauha telataan muottiin haluttuun paikkaan halutussa suunnassa. Tällä tekniikalla voidaan laminoida myös kaarevia ja negatiivisen päästön omaavia kappaleita, koska kuiduissa ei tarvita vetojännitystä laminointivaiheessa. Koneet on suunniteltu lähinnä lentokoneiden suurien komponenttien kuten siipien ja runkojen laminointiin. Laiteinvestoinnit ovat erittäin korkeat. Kuitulaminointikoneen periaate on esitetty kuvassa 5.14.

Kuva 5.14 Kuitulaminointikoneen periaate.
Punonta
Punonta on oikeastaan lujitteiden käsittelytapa kuten lujitekankaan kudonta. Punonnassa yksittäiset kuitukimput pujotellaan toistensa yli ja ali. Näin muodostuu kaksi- tai kolmidimensionaalisia yhtenäisiä lujiterakenteita. Tyypillinen punos on sylinterimäinen ”sukka”. Kelatun ja punotun rakenteen erot on esitetty kuvassa 5.15.
MKR 10.15

Kuva 5.15 Kelattu ja punottu rakenne.
Punontatekniikalla on mahdollista valmistaa myös 3D-lujiteaihioita mm. I-palkkien, jäykistettyjen paneelien, nokkakartioiden, auton runkojen yms. valmistukseen. Itse punontakone on vanha keksintö. Tärkein osa on lankarullien pyöritysjärjestelmä ja siihen liittyvät lankojen ohjaimet (kuva 5.16).
MKR 10.16
Kuva 5.16 Punontakone.
Punos voidaan valmistaa kuivista lujitteista tai prepregistä. Kuivien lujitteiden kostutus punontakoneessa on hankalaa, joten kostutus tapahtuukin usein eri vaiheessa esim. paineinjektio- tai puristustekniikalla.
Punotun rakenteen lujitus voi olla kaksi- tai kolmiaksiaalista tai kolmessa dimensiossa. Rakenteen edut tulevat esille varsinkin iskumaisissa kuormissa, jolloin toistensa lomitse kulkevat lujitteet rajoittavat iskuvaurion etenemistä tehokkaasti. Kolmidimensionaalisella lujituksella rakenteiden kesto muita kuin tasossa esiintyviä kuormia vastaan on myös oleellisesti parempi kuin normaaleilla lujiterakenteilla. Punontaa käytetäänkin yleensä, kun valmistettavalta kappaleelta vaaditaan erityisominaisuuksia iskulujuuden tai laminaattitasoa vastaan kohtisuorassa suunnassa esiintyvien kuormitusten suhteen.
Kelauksen ja punonnan väliset pääasialliset erot on esitetty taulukossa 5.4.
Taulukko 5.4 Kelauksen ja punonnan eroja.

Käärintä
Käärintä on kehitetty pyörähdyssymmetristen ohutkuoristen kappaleiden valmistukseen. Materiaalin on oltava puolivalmisteena joko prepreginä tai esikostutettuna. Materiaali leikataan valmistettavan kappaleen pituiseksi aihioksi, joka tämän jälkeen kääritään mekaanisesti muotin päälle. Seinämän paksuudesta ja laminaattirakenteesta riippuen käärintä voidaan tehdä yhdessä tai useammassa vaiheessa. Erilaisia käärintätapoja on esitetty kuvassa 5.17.
MKR 10.17

Kuva 5.17 Erilaisia käärintätapoja.
Kääritty kappale kovetaan muotin päällä. Prepregin edellyttämä kovetuspaine saadaan aikaan esimerkiksi kappaleen päälle kelatulla kutistuskalvolla tai painesäkillä. Valmistuksessa voidaan myös käyttää ulkopuolista muottia, jolloin kappale kääritään paineletkun päälle, minkä jälkeen kappale asetetaan muottiin ja puristuspaine johdetaan letkun sisään.
Tyypilliset käärimällä valmistettavat kappaleet ovat ohutseinäisiä urheiluvälineitä tai niiden varsia. Menetelmä on nopea ja pitkälle automatisoitavissa. Sillä pystytään valmistamaan mittatarkkoja ja korkeat lujuusarvot omaavia tuotteita.
5.1.6 Paine- ja alipaineinjektio
Paineinjektiossa ja alipaineinjektiossa nestemäinen hartsi injektoidaan muottiin aseteltuihin kuiviin lujitteisiin tai lujiteaihioon yli- ja/tai alipaineen avulla. Hartsi voi olla myös aihiossa kalvona tai muuna vastaavana tuotteena. Tällöin hartsi saatetaan ensin juoksevaan tilaan, minkä jälkeen lujitteet kyllästetään. Seuraavassa näitä menetelmiä tarkastellaan yhdessä.
Menetelmäkuvaukset
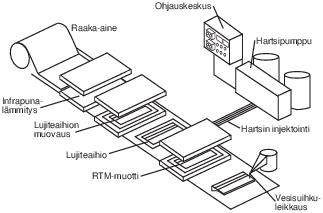
Paineinjektiossa eli RTM-menetelmässä (Resin Transfer Moulding) lujitteet tai lujiteaihio asetellaan muottiin, muotti suljetaan ja muottiin injektoidaan hartsi ylipaineella. Tarvittaessa voidaan käyttää myös alipainetta. Kun injektointivaihe on päättynyt, kappale kovetetaan, poistetaan muotista ja viimeistellään. Prosessi on esitetty kuvassa 5.18.
Paineinjektiosta on kaksi variaatiota. Perinteisessä matalan lujitesisällön paineinjektiossa valmistettavan kappaleen lujitepitoisuus on melko alhainen, jolloin injektioprosessi on nopea. Vaativiin sovelluksiin kehitetyssä korkean lujitesisällön paineinjektiossa injektionopeudesta tingitään, jotta kappaleen lujitepitoisuus saataisiin korkeaksi.
MKR 10.18

Kuva 5.18 Paineinjektio-menetelmän periaate.
Alipaineinjektiossa (Vacuum Injection Moulding, Vacuum Injection Process) kappale valmistetaan avoimella muotilla. Toinen muottipinta korvataan alipainesäkillä tai joustavalla muottipuoliskolla. Perusmenetelmässä hartsi imetään lujitteisiin alipaineen avulla. Injektiota voidaan joissakin tapauksissa nopeuttaa ylipaineella. Ylipaineen on luonnollisesti oltava itseisarvoltaan pienempi kuin alipaineen, jotta menetelmä toimisi. Hartsin virtausta voidaan edistää erillisillä hartsinjohtokerroksilla, erikoislujitteilla ja kerroslevyrakenteissa myös ydinaineen urituksella. Hartsinjohtokerroksina käytetään erilaisia verkkoja. Erikoislujitteista esimerkkejä ovat yhdistelmälujitteet, joissa normaalien lujitteiden lisänä on hartsia hyvin johtava huopakerros.
Alipaineinjektiomenetelmän periaate on esitetty kuvassa 5.19. Mikäli tuotteen molemmat pinnat halutaan sileiksi tai sarjasuuruus on riittävä, voidaan alipainesäkki korvata joustavalla muottipuoliskolla, johon on usein yhdistetty myös hartsinjohtokanavat ja muottien reunatiivistykset. Joustava muotti valmistetaan tavallisesti elastomeerista tai lujitemuovista.

Kuva 5.19 Alipaineinjektion periaate
Kalvoinjektiossa (kuva 5.20) matriisimuovi on kalvona yhtenä kerroksena muotin pinnalla (RFI = Resin Film Infusion) tai kerroksittain kuivien lujitekerrosten välissä (SPRINTâ ja HexFITâ). Hartsi on puolikovassa B-tilassa, joten se täytyy lämmittää juoksevaksi ennen varsinaista injektointia. Hartsi virtaa lujitteisiin lähinnä paksuussuunnassa. Menetelmän etuna onkin erittäin lyhyt virtausmatka.

Kuva 5.20 Kalvoinjektion periaate, puolivalmisteessa myös syntaktinen ydin.
Injektiomenetelmät ovat käsinlaminointiin verrattuna nopeampia ja niiden toistettavuus on parempi. Prosessit ovat myös suljettuja, jolloin haihtuvia aineita ei leviä työympäristöön. Lujitteiden asettelu muottiin on suhteellisen helppoa, koska käsiteltävinä ovat kuivat lujitteet. Tarvittaessa lujitekerrokset sidotaan toisiinsa mekaanisesti tai sideaineella, esimerkiksi sprayliimalla. Alipaine- ja kalvoinjektion etuna paineinjektioon verrattuna on mahdollisuus käyttää hinnaltaan edullisia avomuotteja.
Raaka-aineet
Perinteisessä alhaisen lujitesisällön paineinjektiossa käytetään matto- ja kudoslujitteita. Tavallisinta on jatkuvakuitumaton ja katkokuitumaton käyttö vuorotellen. Injektiopaineen aiheuttama hartsivirtaus pyrkii siirtämään lujitteita, joten pelkän katkokuitumaton käyttö ei anna tasaista lujitejakautumaa. Lujitteiden asettelu ja niiden oikea määrä on oleellinen lopputuloksen kannalta. Usein lujitteet on jollain tavalla kiinnitettävä toisiinsa. Tämä voi tapahtua mekaanisesti tai lujitteisiin liimattujen liimanauhojen avulla.
Korkean lujitesisällön paineinjektiossa käytetään tavallisesti suunnattuja erikoislujitteita, jotka on neulottu moniaksiaalisiksi kerroksiksi tai valmiiksi lujiteaihioiksi. Usein lujitemateriaalina on hiilikuitu. Tarvittaessa voidaan käyttää myös lasi- ja aramidilujitteita.
Hartseille asetetut vaatimukset riippuvat lähinnä halutusta jaksoajasta ja lopputuotteen ominaisuuksista. Hartsit ovat matalaviskoosisia, jolloin injektionopeus on hyvä. Toisaalta kovettuvan hartsin huippueksotermin pitäisi olla mahdollisimman alhainen, ettei tapahdu laminaatin säröilyä ja ylikuumenemista.
Perinteisessä paineinjektiossa polyesterihartsi on tavallisin. Polyestereiden ohella käytetään epokseja ja vinyyliestereitä etenkin kudoslujitteiden kanssa. Samoin voidaan käyttää metakrylaattipohjaisia hartsisysteemejä. Näillä on mahdollista nopeuttaa injektiota tai vastaavasti lisätä täyteaineiden määrää, sillä akrylaateilla on hyvin alhainen viskositeetti. Perinteinen paineinjektio sallii suuren täyteainemäärän käytön sovellutuksissa, joissa haetaan kustannussäästöjä tai erikoisominaisuuksia kuten palonkestoa. Täyteaine on yleensä kalsiumkarbonaattia, jota voidaan lisätä jopa 50 p% hartsin määrästä. Alipaineinjektiossa tyypilliset lujitesisällöt ovat 50 t%:n luokkaa, joten täyteaineiden käyttö ei ole helppoa.
Korkean lujitesisällön paineinjektiossa perusmatriisiaineita ovat yksi- ja kaksikomponenttiset epoksit, joilla saavutetaan hyvät mekaaniset ominaisuudet ja korkea käyttölämpötila. Korkea lujitesisältö edellyttää alhaista hartsin viskositeettia. Käytännössä viskositeetiltaan noin 250 cps:n hartsit on todettu sopiviksi. Näin alhainen viskositeetti saavutetaan monilla hartseilla vasta hartsia lämmittämällä. Lentokone- ja avaruussovelluksiin on myös kehitteillä sitkistettyjä RTM-hartseja. Iskunkestävyyttä voidaan parantaa myös sopivia lujitteita, mm. neuloksia käyttämällä.
Yleisimpien hartsityyppien ohella sekä yli- että alipaineinjektiossa käytetään jossain määrin fenoli-, syanaatti- ja bismaelimidihartseja.
Lujiteaihiot
Injektiomenetelmissä käytetään paljon lujiteaihioita. Näitä käytetään seuraavin periaattein:
- Aihiot räätälöidään rakenteellisesti tuottamaan kappaleelle halutut lujuus- ja jäykkyysominaisuudet kaikissa suunnissa.
- Aihioihin lisätään tarpeellisiin kohtiin paikallisesti lujitusta ja/tai esim. mekaanisten liittimien kiinnityspisteitä.
- Vaurionsietokykyä lisätään lujitekerrosten yhteentikkauksella. Sopivilla erikoislujitteilla lisätään myös pintojen iskulujuutta ja/tai kulumiskestävyyttä.
- Prosessoinnin helppouteen vaikutetaan aihioiden lujitesisällön muutoksilla. Nurkissa tai muuten vaikeissa kohdissa lujituksen määrää tai rakennetta muutetaan hartsivirtauksen helpottamiseksi.
- Kappaleen ulkopintaa muunnellaan mm. liittämällä aihioiden pintaan mm. erilaisia huopia sekä aramidi-/hiilikuitukudoksia ja –punoksia.
Aihioiden tekninen etu on mahdollisuus suunnata lujitteet tarkemmin kuormitusten mukaisesti. Niin sanottujen nettoaihioiden käytöllä voidaan myös välttää reunojen tai muiden normaalisti leikattavien osien aiheuttama hukkamateriaali. Muita aihioiden käytöllä haettavia taloudellisia etuja voivat olla raaka-ainekustannusten alentaminen ja kappaleen valmistusprosessin nopeuttaminen. Aihioiden valmistus voidaan automatisoida, jolloin saavutetaan työkustannusten säästöä tai valmistuskapasiteetti nostettua tarvittaessa korkeaksi. Aihioiden käsiteltävyys ja riittävä muodossa pysyminen ovat kriittisiä etenkin suurissa aihioissa sekä automatisoidussa tuotannossa.
Lujiteaihiot perinteisessä paineinjektiossa
Lujitteiden asettelu kerroksittain ja niiden leikkaus mittoihinsa on aikaa vievä työvaihe perinteisessä paineinjektiossa. Tämän nopeuttamiseksi on kehitetty parikin erilaista tapaa.
Saatavilla on valmiita jatkuvakuitumattoja, jotka voidaan muotoilla apumuotin päällä lämmön avulla likimain valmistettavan kappaleen muotoiseksi. Matoissa on yleensä kestomuovipohjaista sideainetta, joka lämmetessään pehmenee jonkin verran, mutta pitää lujitteen muodossaan jäähtyessään.
Toinen mahdollisuus lujiteaihion valmistukseen on ruiskuttaa lyhyttä katkokuitua ja sopivaa sideainetta valmistettavaa kappaletta muistuttavan rei’itetyn muotin päälle. Muottiin on johdettu alipaine, joka pitää lujitteet muotin pinnalla kunnes sideaine ehtii kovettua. Valmistustapa on esitetty kuvassa 5.21. Sideaineina käytetään sekä vesiemulsioita että kestomuovipohjaisia pulvereita.
MKR 10.19

Kuva 5.21 Lujiteaihion valmistus.
Valmiit lujiteaihiomatot soveltuvat parhaiten suhteellisen laakeiden kappaleiden valmistukseen. Ruiskuttaminen on edullisempi tapa monimutkaisten ja syvien kappaleiden aihioiden valmistukseen. Näin saadaan materiaalihukka selvästi pienemmäksi. Ruiskutustekniikalla tehtävien aihioiden lujitepituuksia voidaan lisäksi vaihdella kerroksittain. Katkokuitujen suuntaus on myös mahdollista ruiskuttamalla tehtävissä aihioissa. Aihiomuotin sopivalla konstruktiolla voidaan reunahukkaa pienentää huomattavasti.
Lujiteaihiot korkean lujitesisällön paine- ja alipaineinjektiossa
Korkean lujitesisällön paineinjektiossa käytettäviä aihioita valmistetaan monin tavoin. Tyypillisesti laminaateilta vaaditaan hyvää vaurionsietokykyä, jolloin lujitusta tarvitaan myös laminaattitasoa kohtisuorassa suunnassa. Samoin pyrkimyksenä on minimoida materiaalihukka. Tällöin aihiot pyritään valmistamaan lähelle lopullisen kappaleen mittoja eli nettoaihioina.
Aihiot voidaan valmistaa jatkuvista lujitteista muottien päälle kelaamalla tai punomalla. Kelaustekniikalla valmistetaan 2-dimensionaalisia aihioita pääosin vain pyörähdyssymmetrisille kappaleille. Punonnalla on mahdollista saada lujitusta myös tasoa vastaan kohtisuoraan suuntaan ja eri lujitekerrokset on mahdollista punoa yhteen. Myös punomalla valmistetut aihiot ovat geometrioiltaan rajoitettuja.
Useimmiten lujiteaihio valmistetaan tasolujitteesta tikkaamalla (stiching), kutomalla (weaving), neulomalla (knitting), punomalla (braiding), sideaineen avulla tai käyttämällä näiden menetelmien sopivaa yhdistelmää.
Tikkaamalla lujitekerroksia yhteen saadaan kerrosten välistä leikkauslujuutta ja vaurionsietokykyä parannettua huomattavasti. Toisaalta liitoskohtiin voi jäädä huokosia ja mikrohalkeamien alkukohtia. Kutomalla on vaikea valmistaa ± 45°:n lujitusta. Liitoskohtiin syntyy myös kutistumia, koska lujitteet eivät ole suoria. Neulomalla valmistetut lujitteet ovat puolestaan erittäin taipuisia ja lujitteet kulkevat suorina. Punoksia voidaan valmistaa myös 3D-rakenteiksi. Näiden rajoituksena on aihioiden pieni koko johtuen vaadittavista monimutkaisista koneista. Taulukossa 5.5 on esitetty yhteenveto eri perusaihioiden ominaisuuksista ja sovelluksista.
Monimutkaisten kappaleiden valmistuksessa perusaihioita joudutaan yhdistelemään tai muotoilemaan lopulliseen muotoon. Yhdistelyyn ja/tai muotoiluun käytetään mm. seuraavia tekniikoita:
- Aihio ommellaan sopivista kohdista, minkä jälkeen rakenne avataan (kuva 5.22).
- Aihiokerrokset muovataan muotoonsa kalvopuristimessa (kuva 5.23). Menetelmässä lämmössä pehmenevää pulveria sisältävät lujitekerrokset asetetaan rei’itetylle alipainepöydälle ja tiivistetään kumikalvolla. Tämän jälkeen kerrokset lämmitetään sidontapulverin lämpötilaan kuumailmapuhalluksella tai infrapunalämmittimillä. Aihiokerrokset muotoillaan muotoonsa mallin avulla ja aihiokerros jäähdytetään. Sidontapulveri pitää kovetuttuaan aihion eri kerrokset kiinni toisissaan ja aihion muodossaan.
- Aihiot muotoillaan puristimilla, joissa reunoistaan kiinnitetyt aihiokerrokset venytetään muotoonsa. Tällöin lujitteet ja lujitekerrokset joutuvat liukumaan toistensa suhteen.
- Aihio valmistetaan yhdistämällä osa-aihiot esimerkiksi ompelemalla kuvan 5.24 mukaisesti.
Taulukko 5.5 Erilaisia aihionvalmistustapoja


Kuva 5.22 Lujiteaihion valmistus ompelemalla kudoskerroksista.

Kuva 5.23 Kalvopuristin aihioiden muotoiluun.

Kuva 5.24 Aihion valmistus osa-aihioista ompelemalla.
Paineinjektion nopeuttaminen
Perinteisen paineinjektion muottiaika on noin 15…20 min, joka usein riittää pieniin sarjoihin. Menetelmää on kehitetty entistä suuremmille sarjoille sopivaksi. Tämä edellyttää selvästi nopeampaa muottiaikaa, jottei tarvittavien muottien lukumäärä ja niiden vaatima tila sekä käsittelyaika nouse kohtuuttomasti. Menetelmää on nopeutettu huomattavasti lähinnä autoteollisuuden tarpeisiin.
Paineinjektiota voidaan nopeuttaa mm. seuraavin tavoin:
- lujiteaihioiden käytöllä
- hartsin lämmityksellä
- muotin lämmityksellä
- useiden injektiopisteiden käytöllä
- injektiopaineen lisäyksellä ja samanaikaisella alipaineen käytöllä.
Hartsin ja muotin lämmityksellä alennetaan hartsin viskositeettia ja näin pienennetään virtausvastusta. Korotettu lämpötila nopeuttaa laminaatin kovettumista. Jaksoajoissa on mahdollista päästä noin 2 minuuttiin. Hartseina käytetään mm. vinyyliestereitä, akryyliahartseja ja epokseja. Kuvassa 5.25 on esitetty nopeutetun paineinjektion sovellutus autonkorin valmistukseen.
MKR 10.20
Kuva 5.25 Nopeutetun paineinjektion perusvaiheet.
Injektio-tuotteiden ominaisuudet
Perinteisellä paineinjektiolla valmistetun kappaleen lujitesisältö on mattolujitteita käytettäessä 25…35 p%. Suurella täyteainepitoisuudella etenkin lujuusarvot heikkenevät jonkin verran. Kudoksia ja suunnattuja kudoksia sekä matalaviskoosisia hartseja käytettäessä voidaan paineinjektiolla saavuttaa 60 t%:n lujitesisältö. Alipaineinjektiolla tyypillinen lujitesisältö on 50 t%. Näin myös fysikaaliset ominaisuudet ovat korkeat.
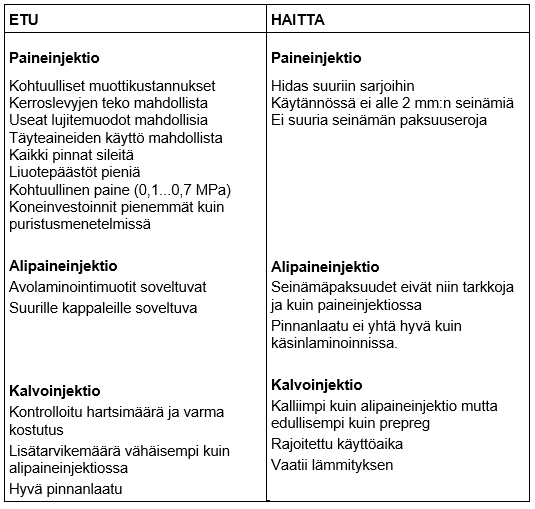
Paineinjektio on suljetun muotin menetelmä, joten kappaleen molemmat pinnat ovat sileitä. Yleensä menetelmä on taloudellisesti kannattava jo muutaman kymmenen tai sadan kappaleen sarjoissa. Muotit ovat käsinlaminointimuotteja kalliimpia, koska injektointipaine edellyttää jäykempiä muottirakenteita ja tarvitaan kaksi muottipuoliskoa sekä muottien kiinnitysmekanismi. Kohtuullisen alhaisen muottipaineen ja kovetuslämpötilan ansiosta muotit pystytään valmistamaan edullisista lujitemuovimateriaaleista, joten muottikustannus ei ole kohtuuton. Menetelmässä ei lujitteiden tarvitse virrata, joten syvienkin kappaleiden valmistus onnistuu helposti. Injektiomenetelmien etuja ja haittoja on esitelty taulukossa 5.6.
Alipaineinjektiossa on toinen muottipuolisko korvattu alipainesäkillä tai puolikovalla muotilla. Näin muottikustannukset ovat oleellisesti paineinjektiota alhaisemmat eikä kappaleiden koolla ole käytännössä ylärajaa. Muovikalvo ei anna täysin sileää ulkopintaa eikä kappaleen paksuutta saada niin tarkaksi kuin paineinjektiolla. Pinnanlaatu paranee selvästi, kun muovikalvon sijasta käytetään puolikovaa muottia. Samalla voidaan oleellisesti lyhentää valmistusjaksoa, koska alipainesäkin ja muiden lisätarvikkeiden asennusaika lyhenee huomattavasti.
Taulukko 5.6 Injektio- menetelmien etuja ja haittoja.
5.1.7 Reaktiovalu eli RIM
Reaktiovalu eli RIM-menetelmä (Reaction Injection Moulding) on kehitetty polyuretaanisolumuovin valmistukseen. Menetelmässä sekoitetaan kaksi pääkomponenttia yhteen ja injektoidaan suljettuun muottiin. Lyhyttä kuitulujitusta käytettäessä menetelmästä käytetään yleisesti lyhennettä RRIM, jossa ensimmäinen kirjain viittaa lujitukseen (Reinforced Reaction Injection Moulding). Muotit suljetaan tavallisesti muottipuristimella, jolla voidaan myös vaihtaa muotin asentoa sopivimman injektointiasennon löytämiseksi.
RIM-menetelmässä käytetään tavallisesti lähtöraaka-aineina polyolia ja isosyanaattia. Niitä sekoitetaan omissa säiliöissään ja kierrätetään putkistossa saostumisen estämiseksi. Injektoitaessa lämmitetyt raaka-aineet johdetaan korkeapaineputkia myöten sekoituspäähän, josta materiaali injektoidaan muottiin. Materiaalin ruiskutus tapahtuu kappaleen koosta ja raaka-aineista riippuen muutamassa sekunnissa. Raaka-aineen hyytymisaika on pienillä kappaleilla 2…6 s. Muottiaika on 20…200 s. Menetelmän periaate on esitetty kuvassa 5.26.
MKR 10.21

Kuva 5.26 RIM-menetelmän periaate.
Menetelmässä syntyvä muottipaine on 0,5…1 MPa eli varsin alhainen moniin muihin suljettujen muottien menetelmiin verrattuna. Pieni paine mahdollistaa myös suhteellisen halpojen puristimien ja muottien käytön. Näin menetelmä soveltuu myös pienten sarjojen valmistukseen.
RIM-menetelmää käytetään eniten kuljetusvälineteollisuuden tuotteiden valmistukseen. Suurimmat valmistuksessa olevat kappaleet ovat 50 kg:n luokkaa, jolloin tarvittava puristinvoima on noin 1 000 tonnia.
RIM-menetelmällä saavutettavien alhaisten kimmo- ja lujuusarvojen takia valmistettavat kappaleet ovat harvemmin kantavia rakenteita. Useimmiten menetelmällä valmistetaan muotokappaleita, joilta vaaditaan suurta joustavuutta ja iskulujuutta. Tyypillisiä sovellutuksia ovat autojen puskurien osat, ilmanohjaimet, jäähdyttäjän säleiköt ja pystysuorat korin osat kuten auton ovet. RIM-menetelmän etuja ja haittoja on esitetty taulukossa 5.7.
Taulukko 5.7 RIM-menetelmän etuja ja haittoja.

RRIM-menetelmässä lujitepitoisuus jää alhaiseksi ja lujitekuidut ovat lyhyitä. Näistä syistä myös RRIM-tuotteiden lujuusarvot ovat melko vaatimattomat. RIM-menetelmästä onkin edelleen kehitetty nk. SRIM-menetelmä (Structural Reaction Injection Moulding), jossa käytetään valmiita lujite-aihioita. Menetelmä on periaatteessa hyvin samantapainen kuin paine-injektio. Nyt käytössä on polyuretaanihartsi, jonka ruiskutustapahtuma on hyvin nopea perinteiseen paineinjektioon verrattuna. Tämä aiheuttaa joitakin muutoksia lähinnä lujitteisiin ja hartsinsyöttöön. Hartsin nopea syöttö vaatii lujitteita, jotka eivät kulkeudu hartsivirtauksen mukana. Lujitteina käytetään jatkuvakuituista mattoa, harvoja kudoksia tai näistä valmistettuja muotonsa paremmin pitäviä aihioita.
Muotin ilmanpoisto on toinen ongelma nopeassa hartsin injektiossa. Ratkaisuina tähän ovat olleet esim. muotin alipaineimu tai muotin ulkoreunoilla käytettävä puoliläpäisevä vaahto, joka laskee ilman läpi, mutta tiivistyy hartsirintaman täyttäessä vaahdon. Osittain saman asian ajaa muotin reunojen väliin puristettu jatkuvakuitumatto.
5.1.8 Ruiskuvalu
Ruiskuvalu on tärkeimpiä kestomuovikappaleiden valmistustekniikoita. Menetelmää käytetään myös lujitettujen kesto- ja kertamuovituotteiden valmistuksessa. Lähtömateriaali on granulaattina tai esimerkiksi BMC:tä (ks. luku 4).
Menetelmäkuvaus
Ruiskuvalutuotteen raaka-aine syötetään syöttösuppilosta ja siirretään ruiskuvalukoneen ruuville. Ruuvin avulla materiaali siirretään eteenpäin samalla kun kestomuovi plastisoidaan tai kertamuovi lämmitetään kontrolloidusti varsinaista ruiskutustapahtumaa varten. Kun yhtä ruiskutuskertaa varten tarvittava materiaalimäärä on kerätty ruuvin eteen, ruuvi liikkuu eteenpäin työntäen sulan tai pehmeän massan muottiin. Ruuvissa oleva sulkurengas estää massan takaisinvirtauksen ruiskutuksen aikana. Ruuvin edessä sylinterissä on suutin, jossa olevalla sulkusuuttimella säädellään massan virtaus ruiskutuskanavistoon. Ruiskuvalun perusvaiheet on esitetty kuvassa 5.27
Ruiskuvalukappale kovettuu muotissa koosta riippuen 20…120 sekunnissa. Ruiskutuspaine vaihtelee 40…200 MPa:n välillä riippuen muovimateriaalista ja kappaleen monimutkaisuudesta. Kestomuoveja käytettäessä muotti on jäähdytettävä ja kertamuoveja käytettäessä lämmitettävä. Korkeista puristuspaineista ja suurista sarjoista johtuen ruiskuvalumuotit on valmistettu korkealuokkaisesta työkaluteräksestä.
MKR 10.22

Kuva 5.27 Ruiskuvalun perustyövaiheet.
Ruiskuvalumuotit ovat rakenteeltaan monimutkaisia ja näin ollen myös kalliita. Ruuvilta tullessaan sula massa kulkee syöttökanavan kautta jakokanavistoon ja edelleen portin kautta muottiin. Ruiskutuskanavisto sisältyy muottiin ja on suunnittelultaan kappalekohtainen. Muotti sisältää myös kiinnitys- ja ohjauselimet sekä kappaleen ulostyöntäjät. Ruiskutuskanavisto voi olla myös lämmitetty, jolloin kestomuovimassa ei kovetu kanavistoon. Näin vältetään kappaleen jälkikäsittely ja säästetään materiaalia. Muotin periaate on esitetty kuvassa 5.28.
MKR 10.23
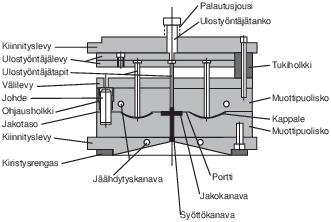
Kuva 5.28 Ruiskuvalumuotti ja sen osat.
Ruiskuvalukoneiden koot määräytyvät puristusvoiman, annoksen suuruuden ja suurimman mahdollisen muottikoon mukaan. Tavallisesti koneet luokitellaan puristusvoiman mukaan. Suurimpien ruiskuvalukoneiden puristusvoimat ovat tällä hetkellä noin 10 000 tonnia.
Muotin sulkuvoiman aikaansaavan sulkuyksikön toiminta perustuu joko hydrauliikkaan tai polviniveliin. Pääpuristussuunta voi olla horisontaalinen tai vertikaalinen. Muilta osin ruiskuvalukoneet ovat samantapaisia. Käytännössä erot ovat koneiden komponenttien laadussa, rungon jäykkyydessä ja ohjausjärjestelmissä.
Lujitettujen kesto- ja kertamuovien ruiskuvalu voi vaatia erilaiset ruuvit kuin lujittamattomien materiaalien ruiskuvalu. Pyrkimyksenä on minimoida kuitujen pilkkoutuminen siirto- ja puristusvaiheen aikana. Eräänä ratkaisuna on kaksoisruuvien käyttö siten, että materiaali etenee riittävän kaukana toisistaan olevien ruuvien välissä. On myös kehitetty kaksivaiheisia muotteja, joihin ensin ruiskutetaan materiaali varsin pienellä paineella laajojen valukanavien kautta ja toisessa vaiheessa suoritetaan loppupuristus muottiin. Näin on pyritty saamaan lujitteet muottiin mahdollisimman pitkinä ja ehjinä. Ratkaisu lisää oleellisesti muottikustannuksia.
Lujitettujen ruiskuvalutuotteiden ominaisuudet
Ruiskuvalu soveltuu suhteellisen pienten ja muodoiltaan vaihtelevien kappaleiden valmistukseen sarjakoon ollessa suuri. Kuitulujitusta käytetään haluttaessa kappaleilta korkeita kimmo- ja lujuusarvoja, hyvää lämmönkestoa tai alhaista lämpölaajenemista. Lujitus lisää myös oleellisesti pitkäaikaislujuutta sekä staattisessa että dynaamisessa kuormituksessa. Lujitetuissa tuotteissa matriisiaineet ovat tavallisesti teknisiä kestomuoveja.
Ruiskuvalukoneen ruuvissa tapahtuva materiaalin muokkaus katkoo lujitekuidut lyhyiksi alentaen näin lujituksen tehoa. Normaaleilla lujitetuilla ruiskuvalumateriaaleilla on lopullisen tuotteen keskimääräinen lujitepituus vain noin 0,2 mm. Viime vuosina on kehitetty uusia ruiskuvalumateriaaleja, joissa lujitteen pituus saadaan lopputuotteessa keskimäärin noin 3…4 mm:iin. Kuvassa 5.29 on esimerkki lyhyt- ja pitkäkuituisesta ruiskuvalugranulaatista.
MKR 10.24

Kuva 5.29 Lyhyt- ja pitkäkuituisen ruiskuvalugranulaatin kuiturakenne.
BMC:tä voidaan myös ruiskuvalaa. Tämä edellyttää joitain modifikaatioita syöttölaitteisiin ja ruuviin. Samoin muotit ovat normaalia ruiskuvalumuottia kalliimmat lämmityksen ja kovempien pintavaatimusten vuoksi. Yleensä ruiskuvaletun BMC:n lujitesisältö on n. 20 p%. Ominaisuudet vastaavat puristamalla valmistettujen BMC-kappaleiden ominaisuuksia.
Ruiskuvalutuotteiden ominaisuuksia tarkasteltaessa on muistettava lujitteiden pyrkimys suuntautua virtauksen suuntaiseksi. Kappaleen muodosta riippuen ominaisuudet voivat näin ollen olla hyvin epäisotrooppiset. Lujitetuilla muoveilla ovat mahdolliset kylmäsaumat vielä ongelmallisempia kuin lujittamattomilla muoveilla.
Ruiskuvalun edut ja haitat
Ruiskuvalu on eräs tärkeimmistä kestomuovituotteiden valmistusmenetelmistä. Tuotevaatimusten kasvaessa on lujitettujen kesto- ja myös kertamuovien ruiskuvalu yleistynyt. Menetelmä on jaksoajaltaan lyhyt ja soveltuu suursarjatuotantoon. Suurten puristuspaineiden ja tästä johtuvan laiteinvestointien kalleuden vuoksi kookkaitten kappaleiden valmistus ruiskuvalamalla ei ole taloudellisesti mielekästä. Taulukossa 5.8 on yhteenveto ruiskuvalun eduista ja haitoista.
Taulukko 5.8 Ruiskuvalun etuja ja haittoja.

5.1.9 Keskipakovalu
Keskipakovalussa lujitteet asetetaan pyörähdyssymmetrisen muotin sisään ja muotti pannaan pyörimään. Tämän jälkeen kaadetaan tai ruiskutetaan hartsi tasaiseksi kerrokseksi muotin sisään. Keskipakovoiman ansiosta lujite kostuu ja ilma poistuu laminaatista. Valmistusvaiheet on esitetty kuvassa 5.30.
MKR 10.25

Kuva 5.30 Keskipakovalun työvaiheet.
Keskipakovalu soveltuu pyörähdyssymmetristen kappaleiden kuten putkien, vaippojen ja painepäätyjen valmistukseen. Kappaleen seinämien on oltava likimain tasavahvat. Lujitteena käytetään katkokuitumattoa tai kudoksia. Kelaamalla valmistettaviin putkiin verrattuna ulkopinta on sileä. Keskipakovalussa ei voida käyttää roving-lujitusta, joka taas kelatuissa putkirakenteissa toimii tehokkaasti.
Keskipakovalussa voi käyttää huomattavia määriä täyteaineita, joilla voidaan nostaa edullisesti seinämävahvuutta ja näin myös seinämän paikallista jäykkyyttä. Menetelmä onkin suosittu viemäriputkien valmistuksessa. Viemäriputkien mitoituksen määrää useimmiten seinämän paikallinen rengasjäykkyys.
5.1.10 Puristusmenetelmät
Kuitulujitettujen tuotteiden valmistuksessa käytettäviä puristusmenetelmiä ovat siirtopuristus ja ahtopuristus erilaisine variaatioineen.
Siirtopuristus
Siirtopuristuksessa raaka-aine annostellaan ja lämmitetään erillisessä siirtosylinterissä, josta se puristetaan männän avulla muottionkaloon kuvan 5.31 mukaisesti. Siirtopuristus soveltuu muodoltaan monimutkaistenkin kappaleiden valmistukseen. Puristuspaine voi nousta 200 baariin. Raaka-aineet voivat olla samoja kuin ruiskuvalussa. Muotti- ja laitekustannukset ovat alhaisemmat, mutta muottiaika pidempi ja raaka-ainehukka suurempi kuin ruiskuvalussa.
Ahtopuristus
Ahtopuristuksessa käytetään suljettuja muotteja ja puristinta. Käytettävä raaka-aine vaihtelee, mutta itse valmistustapahtuma on aina samantapainen. Ensimmäisessä vaiheessa raaka-aine asetetaan avattuun muottiin. Toisessa vaiheessa muotti suljetaan, jolloin kappale muotoutuu muottionkalon mukaiseksi. Kolmannessa vaiheessa kappale kovetetaan. Puristuspaineet ja -nopeudet sekä prosessilämpötilat riippuvat käytettävistä raaka-aineista.
Puristimissa on kaksi puristinlevyä, jotka voivat olla lämmitettäviä. Muottipuoliskot on kiinnitetty näihin levyihin. Puristusvoima aikaansaadaan useimmiten hydraulisesti yhden tai useamman hydraulisylinterin avulla. Puristimien puristusvoimat vaihtelevat 25…5 000 tonnin rajoissa. Muottien koot ovat suurimmillaan noin kaksi neliömetriä. Puristimen kaaviokuva on esitetty kuvassa 5.32.
MKR 10.26
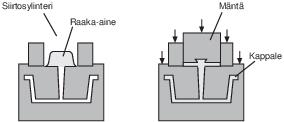
Kuva 5.31 Siirtopuristuksen periaate.
MKR 10.27

Kuva 5.32 Ahtopuristuksessa käytettävä puristin.
Teknisiltä ominaisuuksiltaan puristimet ovat monessa suhteessa erilaisia. Puristusvoima, vapaa puristinlevyjen pinta-ala sekä avautumismatka määrittävät suurimman mahdollisen kappalekoon sekä kyseeseen tulevat materiaalivaihtoehdot. Puristinlevyjen maksimilämpötilat tai jäähdytystehokkuudet vaihtelevat. Muita suunnitteluparametreja ovat mm.
- muotin sulku- ja avautumisnopeudet
- puristuspaineen nousunopeus
- muotin sulkunopeuksien säätömahdollisuudet
- puristusparametrien ohjelmointi ja talletus
- puristinlevyjen yhdensuuntaisuus
- kappaleen poistotekniikka
- muottien vaihtotekniikka
- energian kulutus.
Märkäpuristus
Märkäpuristuksella tarkoitetaan ahtopuristusmenetelmää, jossa lujitteet tai lujiteaihio asetetaan muottiin ja hartsiseos kaadetaan lujitteiden päälle (kuva 5.33). Tämän jälkeen muotti suljetaan ja kappale kovetetaan. Riippuen siitä, käytetäänkö kovetuksen nopeuttamiseksi lämpöä vai ei, puhutaan vastaavasti kuuma- ja kylmäpuristuksesta.
MKR 10.28

Kuva 5.33 Kylmä- ja kuumapuristuksen periaate.
Märkäpuristuksessa käytetään varsin alhaista puristuspainetta, joten muottivaatimukset eivät ole korkeat. Toisaalta kappaleen valmistusaika on pitkä erityisesti kylmäpuristuksessa. Kylmä- ja kuumapuristus soveltuvatkin parhaiten muutaman tuhannen kappaleen sarjakokoihin ja suhteellisen yksinkertaisille muodoille, joissa ei ole jyrkkiä mutkia, jäykisteitä tmv. rakenteita.
Lujitteena käytetään jatkuvakuitumattoa ja sen ohella tarvittaessa kudoksia. Hartsina on normaalisti polyesteri, joka on joko huoneenlämpötilassa (kylmäpuristus) tai korotetussa lämpötilassa kovettuva (yleensä 150 °C). Kovetusajat vaihtelevat 5…15 minuutin rajoissa kappaleen koosta ja kovetuslämpötilasta riippuen. Hartsissa ei käytetä merkittäviä määriä täyteaineita, joten lujuusominaisuudet ovat lähellä mattolujitetun käsinlaminoidun laminaatin arvoja
BMC:n ja SMC:n puristus
Kuumapuristuksesta on useita muunnoksia, joita voidaan käsitellä myös erillisinä valmistustekniikkoina. Tosiasiassa ne ovat vain eri raaka-aineiden ja puolivalmisteiden kuumapuristusta. BMC-puolivalmiste on taikinamainen massa ja SMC muutaman millimetrin paksuisen taipuisa levy (ks. luku 4).
BMC:stä ja SMC:stä puristetaan tuotteita annostelemalla raaka-aine muottiin, muovaamalla kappale muotoonsa muotti sulkemalla ja kovettamalla tuote korotetussa lämpötilassa (kuva 5.34). Tarvittavat puristuspaineet vaihtelevat kappaleen muodosta ja materiaalin virtausmatkasta riippuen SMC:llä 5…10 MPa:n ja BMC:llä 10…15 MPa:n välillä. Puristusprosessi on huomattavasti vaativampi kuin kylmä- tai kuumapuristuksessa. Materiaalin asettelu etenkin SMC:lle on tärkeää. Yleisesti SMC-kerrokset asetellaan hieman pyramidin omaisesti ja ne leikataan niin, että muotti täyttyy pinta-alaltaan noin 70 %:sti. Lisäksi raaka-aineen määrän on oltava oikea. Muotin pintalämpötilan on oltava vakio noin 2 °C:n tarkkuudella. Puristusnopeutta ja paineennousua on pystyttävä säätämään puristuksen aikana. Näistä syistä sekä puristusmuoteilta että puristimelta vaaditaan huomattavasti enemmän kuin märkäpuristusmenetelmissä.
MKR 10.29

Kuva 5.34 BMC:n ja SMC:n puristuksen periaate.
BMC:n ja SMC:n puristuksen tyypilliset jaksoajat ovat 30…150 sekuntia. SMC on vain suursarjatuotannossa taloudellisesti kilpailukykyinen. Sen sijaan BMC:n käyttö voi olla taloudellisesti kannattavaa jo tuhannenkin kappaleen sarjalla.
BMC:tä voidaan myös siirtopuristaa ja ruiskuvalaa. Siirtopuristuksessa käytettävä paine on 15…30 MPa ja muotin lämpötila jopa 170 °C. Ruiskuvalussa vastaavasti paine on 30…80 MPa, lämpötila 140…160 °C ja ruuvin pyörimisnopeus 20…50 1/min. Molemmat yllämainitut BMC:n muovausmenetelmät sopivat parhaiten suurten sarjojen massatuotantoon. Suurin osa normaaleista ruiskuvalukoneista on pienin muutoksin muutettavissa BMC-tuotteiden valmistukseen.
SMC- ja BMC-materiaaleissa on runsaasti täyteaineita ja muita lisäaineita, joilla vaikutetaan fysikaalisiin ominaisuuksiin, juoksevuuteen, pinnan laatuun ja kutistumiin. Kaupallisesti on saatavissa halutunlaisia sekoituksia. Suuret puristajat tekevät puolivalmisteensa itse. Taulukossa 5.9 on tyypillisen low-profile SMC-levyn ja standardi BMC-massan koostumus. SMC-materiaaleja on kehitetty edelleen. Nykyisin on saatavissa mm. pienen puristuspaineen materiaaleja, jotka vaativat vain 4 baarin puristuspaineen. Samoin mikropallolisäyksellä tiheyttä on voitu alentaa normaalista 1,8 kg/cm3:stä 1,4 g/cm3:iin.
Taulukko 5.9 SMC- ja BMC raaka-aineiden tyypillisä koostumuksia.

BMC:ssä lujite on yleensä katkottua lasikuitua. SMC on myös perusmuodossaan katkokuitulujitettua, mutta siitä on saatavissa myös kudos- ja jatkuvalujiteversioita. Hartsit ovat yleensä peruspolyesteripohjaisia, mutta kokeiluja on tehty mm. vinyyliesteri- ja fenolihartseilla sekä kestomuoveilla. Tyypillisiä BMC-tuotteita ovat sähköteollisuuden rasiat ja kotelot. SMC (Sheet Moulding Compound) puolestaan soveltuu nimensäkin mukaan levymäisiin kappaleisiin kuten autoteollisuuden korin osiin ja vastaaviin. Varsinkin huonosti pigmentoituvat matalaprofiiliset SMC-laadut vaativat maalauksen lakka- tai epoksimaalilla. Kappaleen pinnan puhdistaminen liuotteella ja primerin käyttö ovat oleellisia tekijöitä maalauksen onnistumiselle. SMC-kappale voidaan maalata myös muotin sisällä tapahtuvalla jauhemaalauksella.
Kalvopuristus
Kalvopuristuksella voidaan valmistaa varsin monimutkaisia ohutseinämäisiä, tasomaisia kappaleita. Menetelmässä prepreg-lujitteet asetetaan kahden muovikalvon (usein polyimidikalvo) väliin, minkä jälkeen prepregit tiivistetään alipaineella ja lämmöllä. Prepreg-pakka muovataan avomuottiin ylipaineella kuten painesäkkimenetelmässä. Muovikalvojen tehtävänä on estää lujitteiden rypistyminen ja sallia lujitteiden liukuminen hallitusti muovauksen aikana. Kalvopuristuksen periaate ja eri vaiheet on esitetty kuvassa 5.35.

Kuva 5.35 Kalvopuristuksen vaiheet.
Kalvopuristuksen etuja ovat varsin nopea sykliaika autoklaavikovetukseen verrattuna ja edulliset muottikustannukset. Kalvopuristetun tuotteen mekaaniset ominaisuudet ovat hyvät, koska lähtöraaka-aineena käytetään kerta- ja kestomuoviprepregejä. Kalvot ovat kertakäyttöisiä ja varsin kalliita. Menetelmässä on kokeiltu myös monikäyttöisten kalvojen kuten elastomeerien käyttöä, mutta niillä ei ole saavutettu yhtä hallittua lujitteiden muovautumista kuin polyimidikalvoilla.
Pitkäkuitulujitettujen kestomuovilevyjen puristus
Kestomuoveja lujitetaan jatkuvista kuiduista valmistetuilla matoilla ja katkokuiduilla. Materiaali on levymuodossa ja lujitus voi olla määrältään ja laadultaan erilainen. Tavallisin lujitettava muovi on polypropeeni. Muovi voi olla kiinteässä muodossa tai pulverina. Tyypillinen kestomuovipohjainen puolivalmiste on GMT (ks. luku 4).
GMT-tuotteen valmistusprosessi poikkeaa hieman tavanomaisesta kuumapuristuksesta. Lujitettu kestomuovilevy kuumennetaan muovin sulamislämpötilan yläpuolelle, siirretään kylmään muottiin ja muovataan nopeasti korkealla paineella. Kappaleen annetaan jäähtyä muotissa kunnes muoviosa on riittävän kovaa kappaleen irrottamiseksi. GMT:n puristuksen periaate on kuvassa 5.36.
MKR 10.30

Kuva 5.36 GMT-levyn puristuksen periaate.
Nopea jaksoaika sekä korkea puristuspaine vaativat kalliin puristimen, mutta toisaalta se on ainoa tapa hyödyntää kestomuovimateriaalien erityisominaisuuksia. Muotit valmistetaan metallista. Muottikustannukset ovat näin melko korkeat.
Lujitus on ainakin toistaiseksi katkokuitu- tai jatkuvakuitumattoa. Teknisesti on mahdollista käyttää GMT-tuotteissa myös suunnattuja lujitteita. Suunnattu lujitus rajoittaa kuitenkin materiaalin juoksevuutta, mikä asettaa rajoituksia tuotteille.
Oman alueensa muodostaa ns. kehittyneiden, jatkuvilla kuiduilla lujitettujen kestomuovien muovaus. Näissä matriisina on kuumaluja tekninen kestomuovi.
Puristusmenetelmien prosessiolosuhteet
Puristusmenetelmät eroavat toisistaan materiaalien ja prosessointiolosuhteiden osalta. Taulukon 5.10 prosessiolosuhteet ja jaksoajat pätevät tyypillisille kappaleille, joissa ei ole poikkeavan syviä muotoja tai erityisiä pinnan laatuvaatimuksia ja joissa matriisina on joko tavallinen kertamuovi (polyesteri) tai kestomuovi (polypropeeni). Lujitteena on kaikissa lasikuituinen jatkuvakuitu- tai katkokuitumatto.
Taulukko 5.10 Puristusmenetelmien prosessiolosuhteet.

* Muotin lämpötila, kun materiaali on lämmitetty n. 200 °C:een
Puristustuotteiden laatu
Puristustuotteiden mitat,
mittapysyvyys, pinnanlaatu ja mekaaniset ominaisuudet vaihtelevat valmistustekniikan,
materiaalien ja itse puristustapahtuman myötä. Kylmä- ja kuumapuristuksessa
lujitteiden asemat eivät oleellisesti muutu puristuksen aikana. Sen sijaan
muilla puristustekniikoilla tapahtuu materiaalin virtausta, johon vaikuttavat
oleellisesti muovattavan kappaleen mitat ja muoto sekä puolivalmistemateriaalin
asettelu muottiin. Lujitettujen muovien kyseessä ollessa materiaalin virtaus ja
erityisesti lujitteissa tapahtuva uudelleenjärjestäytyminen tai suuntautuminen
vaikuttavat oleellisesti sekä mekaanisiin ominaisuuksiin että mittapysyvyyteen.
Taulukossa 5.11 on esitetty muutamia puristustuotteiden virheitä ja niiden
mahdollisia syitä.
Taulukko 5.11 Puristuskappaleiden vikataulukko.

Puristusmenetelmien edut ja haitat
Kylmä- ja kuumapuristamalla tehtävien tuotteiden etuna on molempien pintojen sileys. Työn automaatioaste ja nopeus kasvavat käytettäessä puolivalmisteita (SMC, BMC tai GMT). Samanaikaisesti kuitenkin taloudellisesti kannattavan sarjan koko kasvaa. Eri menetelmistä on löydettävissä vaihtoehto useille eri sarjasuuruuksille ja erilaisille kappaleille.
Menetelmillä on mahdollista valmistaa suoraan kappaleeseen ripoja ja jäykisteitä. Niihin voidaan myös jo puristusvaiheessa yhdistää esimerkiksi metallisia kiinnitysosia.
Kappale voidaan maalata joko suoraan muotissa injektoimalla maali raotetun muotin sisään tai jälkikäteen maalaamalla. Kappaleiden mittatarkkuus on erittäin hyvä avomuottimenetelmillä saataviin tuotteisiin verrattuna.
Märkäpuristusmenetelmiä lukuun ottamatta ei valmistusprosessissa haihdu haitallisia määriä liuotteita. Samoin puolivalmisteita käytettäessä laatuvaihtelut eivät ole oleellisesti työntekijöiden ammattitaidosta riippuvia. Kylmä- ja kuumapuristus edellyttävät useimmiten varsin tasomaisia kappaleita (BMC:tä lukuun ottamatta), joiden seinämien paksuusvaihtelut ovat suhteellisen pieniä. Tämä rajoittaa menetelmien käytettävyyttä. Normaalisti käytetty katkokuitulujitus antaa vaatimattomat mekaaniset arvot verrattuna suunnattuun jatkuvakuitulujitukseen.
Puristusmenetelmien laite- ja muotti-investoinnit ovat suuret verrattuna kaikkiin avomuottimenetelmiin.
5.1.11 Suulakeveto ja sen muunnokset
Suulakeveto eli pultruusio on jatkuvatoiminen profiilien ja putkien valmistusmenetelmä. Prosessi on pitkälle automatisoitavissa. Tuotantonopeus voi parhaimmillaan olla useita metrejä minuutissa tyypillisten arvojen liikkuessa välillä 0,5…2 m/min.
Menetelmäkuvaus
Suulakevedossa kostutetut lujitteet vedetään muottina toimivan lämmitetyn suulakkeen läpi. Muotissa kappale saa muotonsa ja hartsi kovettuu. Muotin loppuosassa tai sen jälkeen suoritetaan tarvittaessa kappaleen jäähdytys. Tuotteen on oltava niin pitkälle kovettunut, että se kestää vetolaitteiston voiman. Vetolaitteen jälkeen tuote voidaan katkaista halutun mittaiseksi. Suulakevetolaitteiston pääkomponentit ja toimintaperiaate on esitetty kuvassa 5.37.
MKR 10.31

Kuva 5.37 Suulakevetolaitteisto.
Lujitteet kostutetaan joko avoaltaissa tai hartsi injektoidaan muotin sisään. Lujitteiden tulisi olla mahdollisimman tasaisesti jännittyneitä ja usein myös ennen muottia esimuotoiltu lähelle lopullisia kappaleen mittoja. Raaka-aineita voidaan lämmittää ennen muottia. Näin saadaan nopeampi ja tasaisempi kovetus. Etenkin paksujen profiilien esilämmitys mikroaalloilla helpottaa hallitsemaan kovettumiskutistuman aikaansaamia halkeamia, sillä mikroaaltolämmitys vaikuttaa koko poikkipintaan samanaikaisesti, kun taas muottilämmitys kuumentaa vain pinnan, jolloin kovettumisreaktio on epätasainen.
Muotit ja onttojen kappaleiden valmistuksessa tarvittavat sisätuurnat on valmistettu kovapintaisista työkaluteräksistä tai ne on pinnoitettu esim. kromaamalla. Muotin lämpötilaa voidaan säätää vyöhykkeittäin, jolloin kullekin hartsisysteemille löydetään sopivin kovetusnopeus. Muotin pituus on yleensä 500…1 200 mm ja se on useimmiten kaksi- tai useampiosainen.
Tuotteen vetoon käytetään joko telaketjuperiaatteella tai vuorottelevilla tarraimilla toimivia vetolaitteita. Tarraintyypeissä on profiilin muotoon sopivat, esimerkiksi kumista tehdyt tarraintyynyt, joilla saadaan suurempi vetovoima ja varmempi tartunta kuin telaketjuilla. Profiili katkaistaan normaalisti linjan nopeuteen synkronoidulla laikalla.
Raaka-aineet
Suulakevedon peruslujite on lasikuituroving. Muista vaatimuksista riippuen voidaan lujitukseen käyttää myös katkokuitumattoa, kudottuja lujitteita ja pintahuopia. Nämä lisälujitteet voidaan kostuttaa erikseen, mutta kohtuullisina määrinä käytettynä ne voidaan syöttää muottiin kostuttamattomina, jolloin rovingien ylimäärähartsi kostuttaa kuivat lujitteet. Suulakevedossa käytetään jonkin verran ns. spunrovingia, joka lujittaa laminaattia myös poikittaissuunnassa. Tätä käytetään etenkin profiilien nurkissa ja muissa vastaavissa paikoissa, joihin on vaikea saada muuten poikittaislujitusta. Lasikuidun ohella suulakevetoon soveltuvat myös hiili- ja aramidikuidut.
Tyypillisin hartsi on polyesteri, joka on hinnaltaan edullinen ja jolla saavutetaan suurin linjanopeus. Erityisominaisuuksia haettaessa voidaan käyttää epokseja (lujuuskriittisissä osissa), fenoleja (korkean lämpötilan tai palo-ominaisuuksien takia), metakrylaattihartseja (linjanopeuden nosto) tai myös kestomuoveja. Kestomuovit ovat yleensä prepregejä, mutta kehitteillä on myös kestomuovisysteemejä, joissa polymerointi tapahtuu vasta muotissa. Tällöin kestomuovien korkea viskositeetti ei rajoita linjanopeutta ja lujitteiden kostutusta. Mikäli hartsi injektoidaan muottiin, voidaan käyttää reaktiivisempia hartseja ja näin nopeuttaa valmistusta. Samoin ympäristöhaitat ovat huomattavasti vähäisemmät kuin avoallaskostutuksessa.
Suulakevedetyn profiilin valmistus vaatii hartsin lisäaineistuksen mm. kunnollisen pinnanlaadun aikaansaamiseksi, kovettumiskutistuman eliminoimiseksi ja tuotteen irrottamiseksi muotista. Pinnanlaatua voidaan parantaa mm. mineraalitäyteaineilla kuten kalkilla ja savella tai pintahuopien käytöllä. Hallittu kutistuma saavutetaan puolestaan sopivalla kestomuovilisäyksellä. Täyteaineilla voidaan myös pienentää raaka-ainekustannuksia tai parantaa mm. palonkesto-ominaisuuksia. Profiilien värjäys tehdään useimmiten prosessin yhteydessä sekoittamalla väripigmenttiä suoraan hartsiin.
Ominaisuudet ja sovellutukset
Suulakevedolla valmistettavien profiilien koot voivat vaihdella millimetrin halkaisijaisesta umpitangosta parin metrin levyiseen onteloprofiiliin. Kappaleen koolle ei ole teknistä ylärajaa. Tangoissa ja umpiprofiileissa käytetään puhdasta roving-lujitusta. Onttoihin ja leveisiin profiileihin lisätään matto- tai kudoslujitteita. Lujitesisältö on korkea, joten saavutettavat mekaaniset ominaisuudet ovat erittäin hyvät etenkin aksiaalisuunnassa.
Tyypillisiä suulakevedon sovellutuksia ovat vakiopoikkipintaiset profiilit. Rakennusteollisuuden käyttöön etenkin korrodoiviin olosuhteisiin on tarjolla valmiita profiilisarjoja kantavien palkistojen, hoitotasojen, tikkaiden, seinien ymv. valmistamiseksi. Urheiluvälineet kuten mailojen varret ja suksisauvat sekä jäykisteprofiilit, koneiden osat ja sähköteollisuuden eristävät profiilit ovat muita tyypillisiä suulakevetotuotteita.
Edut ja haitat
Suulakeveto on erikoismenetelmä tietyntyyppisten tuotteiden valmistamiseen. Tuotteen kysynnän on oltava riittävä (esim. profiileilla tyypillisesti satoja metrejä), jotta prosessin käynnistyskustannukset pysyvät kohtuullisina suhteessa valmistusmääriin. Suulakevetolinjan investointikustannus on varsin korkea ja vaatii normaalisti kannattaakseen korkean käyttöasteen ja pienen hukkamäärän. Menetelmän eduista ja haitoista on yhteenveto taulukossa 5.12.
Taulukko 5.12 Suulakevedon etuja ja haittoja.

Suulakevedon muunnokset
Suulakevedosta on kehitetty muunnelmia, joilla pystytään valmistamaan myös kaarevia ja poikkipinnaltaan vaihtelevia profiileja. Tällöin on käytössä kaksiosainen muotti, jonka toinen puolisko on kiinteä ja toinen liikkuva. Liikkuva puolisko on kiinnitetty pyörivään pöytään esim. kuvan 5.38 mukaisesti.
MKR 10.32

Kuva 5.38 Kaarevan profiilin valmistuslaitteisto.
Toisena menetelmän muunnoksena on Exel Oyj:n kehittämä teippipultruusio, jossa ”ulkomuottina” toimii muovikalvo. Sisämuottina on ontelomaisilla kappaleilla stationäärinen lämmitettävä tuurna. Kappale esikovetetaan tuurnan päällä ja jälkikovetetaan linjalla olevassa uunissa. Muilta osin valmistuslaitteisto on kuten suulakevedossa. Poikittaiskelauksella varustetun laitteiston toimintakaavio on kuvassa 5.39.
MKR 10.33

Kuva 5.39 Teippipultruusiolaitteisto.
Kestomuovipultruusio on kehityksensä alkuvaiheessa. Lujitteet ovat joko esi-impregnoituja rovingeja tai impregnointi tapahtuu muotin sisällä. Oleellisimmat erot kertamuovien pultruusioon verrattuna ovat muottikonstruktioissa. Esi-impregnoidut lujitteet ovat varsin jäykkiä ja vaativat esimuotoiluosan ennen varsinaista muottia.
5.1.12 Suulakepursotus eli ekstruusio
Suulakepursotus eli ekstruusio on ruiskuvalun tavoin lujittamattomien kestomuovien perusvalmistusmenetelmä, jossa käytetään myös lujitteita sisältäviä raaka-aineita. Menetelmässä raaka-aine plastisoidaan jatkuvana prosessina ja muotoillaan suulakkeella halutun muotoiseksi tuotteeksi.
Raaka-aine syötetään syöttösuppilosta ruuville, joka siirtää ja tiivistää sekä lopulta plastisoi ja homogenisoi sen. Ruuvin eri vyöhykkeet on esitetty kuvassa 5.40. Ruuvin geometria valitaan käytettävän raaka-aineen mukaan. Rakenne voi koostua myös kahdesta ruuvista.
MKR 10.34

Kuva 5.40 Suulakepursotusruuvin eri osien toiminnot.
Suulakepursotusta käytetään putkien, profiilien, kalvojen ja letkujen valmistukseen. Ainakin toistaiseksi lujitettuna raaka-aineena on lyhytkuituinen kestomuovigranulaatti. Suulakepursotettujen tuotteiden mekaaniset ominaisuudet ovatkin selvästi alhaisemmat kuin suulakevetotuotteilla.
5.1.13 Valssaus
Valssauksessa lujitteet ja hartsi syötetään kalvojen väliin, minkä jälkeen suoritetaan tarvittaessa levyn muotoilu. Lopuksi muotoiltu tuote kovetetaan lämmöllä. Menetelmän periaate on esitetty kuvassa 5.41.
MKR 10.35

Kuva 5.41 Valssauksen periaate.
Valssaamalla valmistettavia tuotteita ovat erityisesti rakennusteollisuuden paneelit, kerroslevyt, suorat laminaatit ja muut vastaavat standardoidut tuotteet. Tuotantomäärien on oltava suuria, jotta investoinnit ovat kannattavia.
Tuotteiden lujitus on etenkin rakennusteollisuuden sovellutuksissa katkokuitua. Muissa laminaateissa käytetään myös suunnattuja lujitteita ja kudoksia.
5.1.14 Kerroslevyjen valmistus
Kerroslevyt soveltuvat moniin rakenteisiin keveytensä, jäykkyytensä ja hyvien eristysominaisuuksiensa ansiosta. Kerroslevyjen valmistukseen voidaan käyttää valmiita ydinaineita. Vaihtoehtoisesti ydinaine voidaan valmistaa lopputuotteen valmistuksen yhteydessä.
Valmiiden ydinaineiden käyttö
Suosituimmat ydinaineet ovat solumuoveja. Näiden raaka-aineita ovat mm. uretaani-, PVC-, fenoli- ja PMI-muovit. Ydinaineen valinta kuhunkin käyttötarkoitukseen perustuu vaadittaviin lujuusominaisuuksiin, lämmön- ja palonkestoon, hintaan ja muihin vastaaviin ominaisuuksiin.
Äärimmäistä keveyttä ja hyviä lujuusarvoja haettaessa tulevat kyseeseen erilaiset hunajakennoydinaineet, joiden perusmateriaalina voi olla esim. alumiini tai hartseilla impregnoidut huovat.
Kerroslevyn valmistuksessa on oleellista hyvän liimasauman aikaansaaminen pintakerrosten ja ydinaineen välille. Tähän tarvitaan riittävä puristuspaine ja sopiva määrä liimaa. Lisäksi ydinaineen on oltava tasalaatuista. Ydinaineet voidaan liimata laminaattiin laminoinnin yhteydessä laminointihartsilla tai erikseen joko pastaliimalla tai liimakalvolla. Kun lujitemuovipinnat kovetetaan ennen ydinaineen liimausta, on ennen liimausta syytä suorittaa pinnan mekaaninen karhennus tai käytettävä laminaatin valmistuksessa karhennuskangasta.
Ydinaineen liimauksessa tarvittava puristuspaine aikaansaadaan alkeellisimmillaan painoilla. Tasaisempi ja korkeampi puristuspaine saadaan aikaan alipainesäkillä. Suorien kerroslevyjen valmistuksessa käytetään etenkin sarjavalmistuksessa monikerrospuristimia, joilla voidaan liimata useita kerroslevyjä kerrallaan.
Kaarevien kerroslevyjen liimaus vaatii joko ydinaineen esitaivutuksen tai korkean paineen sekä usein myös korotetun lämpötilan. Painetta voidaan nostaa autoklaavimuovauksessa useisiin baareihin, joka on useimmiten riittävä ja ylittää jo heikoimpien ydinaineiden puristuslujuuden. Suljettujen muottien menetelmistä paineinjektio soveltuu hyvin myös kerroslevyjen valmistukseen.
Ydinaineet ovat periaatteessa valmiita liimattaviksi. Usein kerroslevyn ydin kootaan useasta palasta ja mahdollisesti eri tiheyksisistä ja vahvuuksisista materiaaleista. Jatkosaumat on aina liimattava toisiinsa sopivalla liimalla, esimerkiksi vaahtoutuvalla hartsilla tai hartsi/mikropallo-seoksella. Sauman muoto (viistetty/suora jatkosauma) riippuu tuotteen kriittisyydestä. Toisinaan ydinaine joudutaan suojaamaan kokonaan laminointihartsin kemiallista vaikutusta vastaan. Esimerkiksi polystyreeniydin on aina suojattava polyesterihartsilta.
Ydinaineen taivuttaminen loiville pinnoille onnistuu yleensä helposti mm. alipainesäkkiä käyttäen. Sen sijaan jyrkät taivutukset vaativat ydinaineen esitaivutuksen korotetussa lämpötilassa. Vaihtoehtoisesti voidaan käyttää uritettua ydinainetta, paloista tehtyä balsaa tai taipuisia hunajakennolaatuja. Laajojen pintojen valmistuksessa ydinaine voidaan rei’ittää ilmataskujen synnyn estämiseksi. Alipaineinjektioon on saatavilla valmiiksi rei’itettyjä ja uritettuja levyjä, joissa urat toimivat injektoinnissa hartsikanavina.
Ydinaineen valmistus kappaleen valmistusprosessin osana
Valmiiden ydinaineiden käyttö on etenkin sarjavalmistuksessa aikaavievä ja suhteellisen kallis tapa. Markkinoilla onkin erilaisia soluuntuvia materiaaleja, jotka voidaan suoraan kaataa tai ruiskuttaa muottionkaloon. Paisuessaan ne täyttävät onkalon muodostaen samalla rakenteen ydinaineen. Pinnat voivat olla valmiiksi kovettuneita tai prepregiä, jonka paisuntapaine tiivistää laminaatiksi.
Suosituin valmistuksen yhteydessä solustettava ydinaine on polyuretaani. Sen tiheyttä voidaan säädellä 15…150 kg/m3:n rajoissa. Perusmateriaalin hinta on kohtuullinen.
Soluuntuvia epokseja käytetään
erikoiskohteissa. Eräänä valmistustapana on käyttää hieman alimittaista,
soluuntuvasta epoksista muotoiltua ydinaineaihiota, jonka ympärille lujitteet
kääritään. Tämä aihio asetetaan muottiin ja muotti suljetaan. Muottia
lämmitetään, jolloin ydinaine soluuntuu ja laajenee kostuttaen samalla lujitteet
hartsilla. Lopputuloksena on valmis kerroslevytuote.
5.1.15 Valmistusmenetelmien teknistaloudellinen vertailu
Muovikomposiittien useat erilaiset valmistustekniikat ovat kehittyneet ja kehittynevät tulevaisuudessakin kapea-alaisemmiksi. Tietyt menetelmät soveltuvat entistä harvempien kappaleiden valmistukseen, käyttävät omia puolivalmisteitaan tai materiaalejaan ja ovat taloudellisia vain tietyllä sarjakoolla.
Seuraavassa esitettävän valmistusmenetelmien teknisen vertailun avulla voi alustavasti valita sopivan valmistustavan erilaisille tuotteille. Yleensä mitkään rajoitukset eivät kuitenkaan ole ehdottomia, vaan käytännössä löytyy keinoja ylittää rajat. Normaaleista poikkeavat ratkaisut vaikuttavat sekä kustannuksiin että toimitusaikoihin.
Taloudellisuuden tarkka vertailu ei onnistu kuin tietylle kappaleelle, jonka dimensiot, laatuvaatimukset ja sarjakoko on tunnettu. Monissa menetelmissä muottien vaatima investointi vaihtelee huomattavasti tarvittavan sarjakoon ja kappaleen vaikeusasteen mukaan. Tämän takia myöhemmin esitettyihin kustannustasoihin eri menetelmien välillä on suhtauduttava varauksin ja vain suuntaa-antavina.
Tekninen vertailu
Tavallisimmat kappaleen
suunnittelussa huomioon otettavat mitta- ja muotorajoitukset eri valmistustekniikoita
vastaten on koottu taulukkoon 5.13. Taulukossa 5.14 on puolestaan esitetty
yhteenveto taloudelliseen sarjakokoon ja kustannuksiin vaikuttavista tekijöistä.
Nämä auttavat valmistustekniikan perusvalinnassa. Lopulliseen valintaan
vaikuttavat usein myös tuotteelle asetetut erityisvaatimukset.
Taulukko 5.13 Eri valmistustekniikoiden asettamat mitta- ja muotorajoitukset.
MKR taulukko 10.23
Taulukko 5.14 Eri valmistustekniikoiden tuotantoteknisiä vertailuarvoja.

Taloudellinen vertailu
Komposiittituotteiden hintavertailu yleisellä tasolla on aina epätarkkaa. Kunkin kappaleen erityispiirteet ja -vaatimukset sopivat aina eri tavalla eri tuotantotekniikoille. Näin tekniikkojen keskinäinen vertailu on tuotekohtainen eikä koskaan täysin tasapuolinen.
Seuraavassa taloudellisessa vertailussa on selvitelty kustannuksiin oleellisesti vaikuttavia tekijöitä eli suoria materiaali- ja työkustannuksia sekä laite- ja muotti-investointeja. Muut tuotantoprosessin ja pääoman kustannukset ovat materiaalista riippumattomia ja yhteisiä kaikelle tuotantotoiminnalle.
Muovikomposiittituotteiden raaka-aineiden ja puolivalmisteiden kilohinnat ovat selvästi korkeammat kuin perinteisillä konstruktiomateriaaleilla. Toisaalta materiaalitiheyksien ollessa alhaisia on tilavuushinta kilpailukykyisempi. Lukuisat käytännön esimerkit osoittavat kuitenkin muovikomposiittien olevan kilpailukykyisiä halvimpiin metallikonstruktioihin verrattuna vain, jos kappaleen suunnittelussa pystytään hyödyntämään muovikomposiittien erityisominaisuuksia. Tällaisia ovat esimerkiksi osien integroinnista johtuva kokoonpano-, työstö- tai viimeistelytyön väheneminen. Niiden merkitys on yleensä suuri ja eräs merkittävimmistä tekijöistä komposiittien käytön puolesta.
Taulukoihin 5.15 ja 5.16 on koottu suuntaa-antavat hintatiedot lujitteista, puolivalmisteista ja matriisimateriaaleista. Hinnat on annettu teollisuusmittakaavaisille tilauserille.
Taulukko 5.15 Matriisimateriaalien hintoja.

Taulukko 5.16 Lujitteiden ja puolivalmisteiden hintoja.

Materiaalien hintakehitys on ollut varsin rauhallista. Vakiintuneet laadut ovat säilyttäneet reaalihintansa ja uusimmat lujitteet ja muovit ovat jopa halventuneet. Taulukossa 5.15 mainittujen raaka-aineiden suhteelliset hinnat tullevat olemaan myös lähitulevaisuudessa likimain oikeita.
Suoran työn suhteellinen osuus vaihtelee kappaleen koon ja vaikeuden mukaan etenkin työvaltaisissa menetelmissä. Sen sijaan suljettujen muottien menetelmissä muottikonstruktiot kallistuvat eikä työn osuus kasva merkittävästi. Taulukossa 5.17 on annettu suuntaa-antavia arvoja eri menetelmien tuotantonopeuksista ja suoran työn suhteellisesta osuudesta. Kappaleiden vaikeusaste on oletettu keskinkertaiseksi ja materiaalit tyypillisiksi. Tuotantonopeus on ilmoitettu yhtä muottia kohden.
Taulukko 5.17 Eri tuotantomenetelmien tuotantonopeuksia ja suoran tuotetyön suhteellisia osuuksia.

Taulukossa 5.18 on arviot tyypillisistä laite- ja muotti-investoinneista eri valmistusmenetelmillä. RTM:ssä ja RRIM:ssä hartsinsyötön kapasiteetti on suuri ja mahdollistaa useiden muottien täyttämisen peräkkäin. Myös kelauksessa laminaatin kovetus tapahtuu usein eri työvaiheena, jolloin kelauskonetta voidaan työllistää koko ajan. Kapasiteetin käyttöasteen maksimointi vaatii näillä menetelmillä joko useita muotteja samalle tuotteelle tai useita eri tuotteita. Taulukossa on annettu yhdenmukaisuuden vuoksi vain yhden muotin hintataso.
Taulukko 5.18 Eri valmistusmenetelmien muotti- ja laitekustannukset.

Sarjakoon vaikutus taloudellisuuteen
Levymäisten ohutkuoristen kappaleiden valmistukseen on olemassa useita käyttökelpoisia valmistustekniikoita. Niiden keskinäinen kannattavuus riippuu sarjasuuruudesta ja kappaleen koosta. Suursarjamenetelmien muotti- ja konekustannukset tulevat kilpailukykyisiksi vasta useamman tuhannen kappaleen vuosituotannolla.
Yleensä kannattavuuskäyrät leikkaavat noin 5000 kpl/a tuotannon kohdalla. Mikäli kappaleiden tarve ei ole tasainen, vaan tarvitaan suuria määriä lyhyessä ajassa, tulevat suursarjamenetelmät suhteellisesti hieman edullisemmiksi. Kuvassa 5.42 on esitetty karkeasti sarjakoon vaikutus kappaleiden hintoihin keskikokoisille kappaleille ilman erityisvaatimuksia.
MKR 10.36

Kuva 5.42 Sarjakoon vaikutus keskisuurien muotokappaleiden hintoihin, kun kappaleilla ei ole erityisvaatimuksia.
Kappaleen koon kasvaessa suursarjamenetelmien muottikustannukset kohoavat jyrkästi. Samoin koneiden puristuskapasiteetti loppuu muutaman neliömetrin kappalekoossa. Tämä rajoittaa käytettävissä olevat valmistustekniikat vain muutamaan.
Kelattujen tuotteiden hintataso on kohtuullisilla sarjasuuruuksilla 2… 3 kertaa raaka-aineen hinta. Vastaavassa hintatasossa ovat pultruusiolla valmistetut standardiprofiilit.