Lujitemuovikappaleiden valmistuksessa tarvitaan yleensä muotti ja muotin valmistamiseksi mahdollisesti malli. Valmistustekniikka ja kappaleen muoto asettavat erilaisia vaatimuksia muottisuunnittelulle. Tavallisimmat suunnitteluparametrit ovat:
- sarjasuuruus
- kovetuslämpötila
- muottipaine
- mittatarkkuus ja lämpölaajeneminen
- lämmönjohtavuus
- muotin paino ja jäykkyys
- kustannukset
- valmistusprosessin erityisvaatimukset.
Mallien ja muottien oikealla materiaalinvalinnalla ja konstruktiolla on erittäin merkittävä osuus sekä prototyyppikappaleiden onnistumiseen että sarjatuotteiden taloudellisuuteen. Kappaleiden dimensiot, päästöt ja pyöristykset vaikuttavat oleellisesti muottien kestoon, samoin muottien käsittely ja kappaleiden irrotustavat.
5.2.1 Mallit
Mallimateriaalilta vaaditaan helppoa muotoiltavuutta, mittapysyvyyttä ja edullista hintaa. Mallista tehdään harvoin kovin monta muottia, joten sen kestävyys ei ole merkittävä valintakriteeri. Lämpölaajenemiskerroin ei myöskään ole merkittävä tekijä, mikäli muotit voidaan valmistaa huoneenlämpötilassa.
Avomuottien mallit tehdään puusta, savesta, kipsistä, hartsipastoista, vaahdoista tai muovimateriaaleista valamalla, laminoimalla, 3D-tulostamalla tai työstämällä. Mikäli muotin kovetus vaatii korkean lämpötilan, voidaan myös käyttää esim. grafiittia. Malleja valmistetaan myös solumuoveista tai erityisistä mallimateriaaleista. Tyypillisiä mallimateriaaleja ovat uretaani- ja epoksi/mikropallo-seokset.
Monien suljettujen menetelmien puristuspaineet ovat niin korkeita, että ne vaativat teräsmuotit. Muotit valmistetaan useimmiten työstämällä ilman mallia. Suurten mallien valmistuksessa on yleistynyt numeerisesti ohjattujen työstökoneiden käyttö. Työstöaihio eli karkea malli rakennetaan valmiista (uretaani- tai epoksipohjaisista) paneeleista liimaamalla tai pursottamalla vaahdon päälle pastaa.
5.2.2 Muottimateriaalit
Muottimateriaalien pääasialliset valintakriteerit ovat kulumiskestävyys ja lämmönkesto. Vähiten rasittuvat huoneenlämpötilassa kovetettavien käsinlaminointituotteiden muotit. Kovimmillaan olosuhteet ovat kuumalujien teknisten kestomuovien ruiskuvalussa tai jatkuvilla kuiduilla lujitettujen kestomuovilevyjen puristuksessa. Kaikilla korkean lämpötilan valmistustekniikoilla muottien ja valmistettavien kappaleiden lämpölaajenemiskertoimien tulisi olla ainakin likimain samansuuruiset. Näin voidaan minimoida lopullisen kappaleen mittamuutokset.
Valettavat kertamuovit
Pienten kappaleiden muottimateriaaleina voidaan käyttää valettavia kertamuoveja. Tavallisin on epoksi, jolla on kohtuullisen pieni kovettumiskutistuma. Sopivilla täyteaineilla voidaan myös lisätä kulumiskestävyyttä, pienentää muottien kutistumaa, painoa ja lämpölaajenemista. Puhtaan hartsin lujuus ja jäykkyys ovat alhaisia, mistä syystä valumuotteja käytetään harvoin suurten kappaleiden valmistuksessa. Lämpölaajenemiskerroin on suuri, mikä puolestaan hankaloittaa valumuottien käyttöä korotetuissa lämpötiloissa.
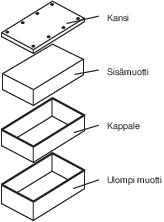
Tyhjiössä valettuja silikonimuotteja käytetään etenkin ruiskuvalutuotteiden prototyyppejä ja näytekappaleita valmistettaessa. Sekä silikonimuotti että kappale valetaan alipainekammiossa. Kuvassa 5.43 on esitetty muotin ja kappaleen valmistusvaiheet.
MKR 11.1

Kuva 5.43 Alipaineessa valetun silikonimuotin sekä prototyyppikappaleen valmistusvaiheet.
Lasikuitulujitetut kertamuovit
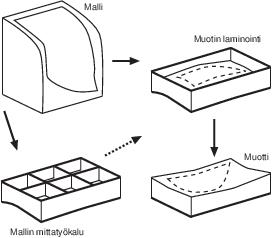
Lujitemuovit ovat tyypillisiä muottimateriaaleja avomuottimenetelmissä sekä pienillä muottipaineilla toimivissa puristus- ja injektiomenetelmissä. Lasikuitulujitetut kertamuovimuotit ovat lujuudeltaan hyviä, niiden paino on alhainen ja ne voidaan helposti jäykistää joko kerroslevyrakenteella tai jäykisterivoin. Hinnaltaan materiaali on erittäin kilpailukykyinen ja soveltuu erinomaisesti myös prototyyppivalmistukseen. Muottien valmistuksen nopeuttamiseksi ja kutistumien minimoimiseksi on markkinoilla nykyisin alumiintrihydraattitäytettyjä hartsisysteemejä. Niillä voidaan laminoida suuria kerrospaksuuksia ja kovettumiskutistuma saadaan lähes eliminoitua. Tyypillisen lujitemuovimuotin valmistusvaiheet on esitetty kuvassa 5.44.
Lasikuitulujitettujen muottien pahimpia haittapuolia ovat rajoitettu kulumis- ja lämmönkestävyys. Joihinkin sovellutuksiin muottien mittapysyvyys ei myöskään ole riittävä tai lämpölaajeneminen on liian suuri. Epoksihartseista valmistetut muotit ovat mittatarkempia ja kestävämpiä kuin polyesteripohjaiset muotit. Riittävän leveät ja jäykät reunat ovat muottien keston kannalta oleellisia yksityiskohtia.
MKR 11.2

Kuva 5.44 Lujitemuovimuotin valmistusvaiheet.
Hiilikuitulujitetut kertamuovit
Hiilikuitulujitettuja avomuotteja käytetään etenkin hiilikuitulujitettujen tuotteiden valmistuksessa. Laminaatin pieni lämpölaajenemiskerroin, joka on samaa suuruusluokkaa kuin valmistettavilla kappaleilla, on pääasiallisena syynä materiaalinvalintaan. Lämpölaajenemiskertoimien yhteneväisyys mahdollistaa monimutkaistenkin kappaleiden mittatarkan valmistuksen. Kuumalujia matriisimuoveja käyttämällä muotit saadaan kestämään autoklaavikovetuksessa käytettävät kovetuslämpötilat. Muotit ovat erittäin keveitä ja lämpenevät nopeasti. Materiaalin hintataso on moninkertainen lasikuitulujitettuihin muoveihin verrattuna.
Hiilikuitulujitettujen kuten myös muiden laminaattirakenteisten muottien huonona puolena on anisotrooppisuus. Laminaattitasoa vastaan kohtisuorassa suunnassa lämpölaajenemisominaisuudet poikkeavat huomattavasti tason suuntaisista ominaisuuksista. Tämä aikaansaa muotin vääristymistä korotetuissa lämpötiloissa. Lämpötilasyklit voivat myös aiheuttaa kerrosten välisiä mikrohalkeamia, jotka puolestaan pienentävät muotin käyttöikää. Anisotrooppisuuden haittapuolia voidaan vähentää hyvällä muottisuunnittelulla ja hartsivalinnalla. Lämpöjännityksiä voidaan pienentää jonkin verran laminoimalla muotit pienehköistä paloista. Tällöin muotissa ei ole koko muotin mittaisia jatkuvia lujitteita.
Korkean lämpötilan muotteja valmistettaessa tehdään usein ”ylimääräiset” muotit huoneenlämpötilassa kovettuvista materiaaleista. Näin myös lopullisen muotin malli on valmistettu laminoidusta hiilikuidusta, jolla on sama lämpölaajenemiskerroin. Hiilikuitulujitetun muotin eri valmistusvaiheet on esitetty kuvassa 5.45.
MKR 11.3
Kuva 5.45 Hiilikuitulujitetun muotin valmistusvaiheet.
Ruiskutettavat ja elektrolyyttisesti pinnoitettavat metallit
Sarjakoon kasvaessa tulee muotin pinnan kulumiskestävyys muotin materiaalivalinnassa entistä tärkeämmäksi. Metallimuottien kalleudesta johtuen on kehitetty erilaisia metallisia muottikuoria, joilla saadaan esimerkiksi lujitemuovimuotille kova ja kulutusta kestävä sisäpinta.
Metallikuoren paksuus on muutamia millimetrejä. Tämä kuori jäykistetään lujitemuovilla (paksuus 6…8 mm), muovilla, betonilla tai muulla edullisella muottimateriaalilla. Itse kuoren valmistus tapahtuu joko ruiskuttamalla tai elektrolyyttisesti pinnoittamalla.
Ruiskutettavia metalliseoksia ovat sinkki-, tina-sinkki- sekä tina-vismuttiseokset. Yhteistä näille on alhainen sulamislämpötila (noin 150…200 °C), jolloin mallin lämpötilan keston ei tarvitse olla korkea eikä ruiskutuslaitteisto vaadi suuria tehoja. Niin kutsutussa termisessä ruiskutuksessa, jossa metalli sulatetaan kaasuliekillä tai valokaarella, voidaan käyttää myös korkeammassa lämpötilassa sulavia metalleja.
Ruiskutettavan metallikuoren valmistus on nopeaa ja taloudellista. Suurimpana haittana on metallikuoren huokoisuus. Ruiskutetun metallikuoren pinnan laatu ei olekaan kaikkiin sovellutuksiin riittävän hyvä. Ruiskutettavat metallit soveltuvat prototyyppivalmistukseen suursarjamenetelmissä sekä myös keskisuurille sarjoille, jos puristuspaineet ja lämpötilat ovat kohtuulliset.
Elektrolyyttisessä pinnoituksessa malli asetetaan katodiksi elektrolyyttiliuokseen. Mikäli malli ei johda sähköä, se pinnoitetaan ohuella hopeakerroksella. Anodilta liukenevat ionit saostuvat mallin pinnalle ja muodostavat vähitellen sen pinnalle metallikuoren. Kuoren paksuus valmiissa muotissa on noin 5 mm. Tavallisin pinnoitemateriaali on nikkeli, jolla saadaan tiivis ja kulutusta kestävä pinta. Mallimateriaalin vaatimukset eivät ole erityiset. Sen on kestettävä kosteutta ja 30…40 °C:n lämpötila ilman mittamuutoksia.
Elektrolyyttinen pinnoitus tapahtuu hitaasti. Tasaisen paksuuden aikaansaaminen vaatii ammattitaitoa. Tuloksena on kuitenkin pinnanlaadultaan hyvä ja kevyt muotti, joka soveltuu myös suursarjatuotantoon ja vaativiin kovetusolosuhteisiin. Valmistusmenetelmä ei sinänsä aseta rajoituksia muotin koolle. Ainoana käytännön rajoituksena on elektrolyyttialtaan koko. Kuvassa 5.46 on esitetty elektrolyyttipinnoituksen työvaiheet.
MKR 11.4
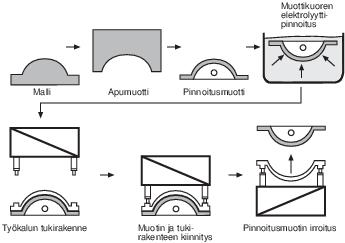
Kuva 5.46 Elektrolyyttisesti pinnoitetun nikkelikuorimuotin valmistusvaiheet.
Keraamit
Perinteisiä valettavia keraameja käytetään prototyyppimuotteina etenkin korkean kovetuslämpötilan vaativilla materiaaleilla. Hyvän lämmönkeston ohella keraamimuottien etuna on alhainen lämpölaajenemiskerroin.
Valettavien keraamimuottien paksuudet ovat 100…200 mm, mistä syystä muotit ovat raskaita ja hitaasti lämpeneviä. Pinta on huokoinen ja vaatii tiivistyksen. Valmistustekniikaltaan valettava keraami on yksinkertainen eikä vaadi erikoistyökaluja. Näin sekä materiaaali- että työkustannukset ovat alhaiset.
Keraameja käytetään myös muottien matriisiaineena muovien sijasta. Lujituksena on tällöin tavallisesti hiilikuitu. Alussa vaivanneet kestävyysongelmat ovat vähentyneet ja nykyisillä keraamiseoksilla pystytään valmistamaan kestäviä, ohutseinämäisiä ja alhaisen lämpölaajenemisen omaavia muotteja.
Kuumalujien muottien materiaalina käytetään myös kemiallisesti sidottuja keraameja, joissa on metalli- tai keraamipartikkeleita SiC-matriisissa. Niiden lujuus perustuu kemiallisiin sidoksiin ja lujitukseen. Näillä pystytään valmistamaan 15…20 mm:n vahvuisia muotteja, jotka ovat keveitä, nopeasti lämpeneviä ja isotrooppisen rakenteensa vuoksi kestäviä lämpötilavaihteluja vastaan.
Metallit
Metallien lujuus, kestävyys ja mittatarkkuus ovat tehneet ne ylivoimaisiksi materiaaleiksi korkeissa paineissa ja korotetuissa lämpötiloissa toimivien tuotantomuottien materiaalina.
Alumiinit ja teräkset ovat tyypillisiä muottimateriaaleja. Alumiinin pinnan pehmeys ja varsinkin valetulla alumiinilla pinnan huokoisuus rajoittavat sen käyttöä suurilla muottipaineilla ja sarjoilla. Edullisuutensa vuoksi alumiini on suosittu useiden puristinmenetelmien prototyyppi- ja piensarjamuoteissa.
Teräs on tyypillisin muottimateriaali suurten paineiden ja sarjojen valmistusmenetelmissä kuten ruiskuvalussa, SMC:n ja GMT:n puristuksessa sekä pultruusiossa. Työkaluterästen kestävyys on erinomainen ja huollon tarve pieni. Myös mittatarkkuus on hyvä. Toisaalta suuri tiheys nostaa isojen muottien massan epäkäytännöllisen suureksi. Samoin muottien valmistuksessa käytettävän työstön hitaus ja kalleus nostaa kustannukset korkeiksi. Muottien toimitusajat ovat helposti kuukausia.
Mittatarkoissa korkean lämpötilan muoteissa käytetään teräs-nikkeli-seoksia (Invar), joiden lämpölaajenemiskerroin on alhainen. Prototyyppivalmistuksessa käytetään valettavia sinkkiseoksia, joista tunnetuin on kirksiitti. Sen pinnan kovuus ei ole riittävä suursarjavalmistukseen. Kirksiitin etuna on sen uudelleenkäytettävyys.
Yhteenveto
Muottimateriaalin valintaan
vaikuttavat niin monet tekijät, että yksiselitteisesti parasta tai ainoaa
oikeaa materiaalia voi harvoin osoittaa. Mikään materiaali ei myöskään täytä
kaikkia vaatimuksia. Tavallisimpien muottimateriaalien ominaisuuksia on
kerätty taulukkoon 5.19.
Taulukko 5.19 Muottimateriaalien ominaisuuksia.

* Lämpenemisessä otettu huomioon
tyypillinen seinämänvahvuus muottirakenteena.
Kuvassa 5.47 on annettu hieman tarkempia arvioita eri muottimateriaalien kestävyydestä. Kestävyyteen vaikuttavat oleellisesti kappaleen muoto, lämmitysjaksojen nopeus, irrotusaineet ja muotin huolto. Kuvassa 5.48 on suuntaa antavia tietoja eri materiaaleista valmistettujen muottien hinnoista.
MKR 11.5

Kuva 5.47 Eri muottimateriaalien kestävyys.
MKR 11.6

Kuva 5.48 Eri materiaaleista ja eri tekniikoilla valmistettujen muottien suhteellisia hintoja.
5.2.3 Muottikonstruktiot eri valmistustekniikoilla
Avomuotit
Käsinlaminointi ja ruiskulaminointi ovat tyypillisiä avomuottimenetelmiä, joissa saadaan vain kappaleen toinen pinta sileäksi. Muotista voidaan tehdä uros- tai naaraspuolinen lopputuotteen vaatimusten mukaisesti. Kappaleen muodoista riippuen muotti valmistetaan yhdestä tai useammasta osasta niin, että kappaleen irrotus on mahdollista. Muutaman asteen päästöt ja kohtuulliset nurkkapyöristykset riittävät muottien yleissuunnitteluohjeiksi.
Avomuottimenetelmissä laminaatti kovetetaan yleensä huoneenlämpötilassa. Näin muottien materiaalivalinta ja suunnittelu on suhteellisen helppoa. Tyypillinen käsinlaminointi- tai ruiskutusmuotti on valmistettu lasikuitulujitetusta epoksista tai polyesteristä. Pienten kappaleiden muotit voidaan valmistaa 5…10 mm:n umpilaminaattina. Suuret muotit jäykistetään jäykistein tai kerroslevyrakenteella. Konstruktion jäykkyyden määrää muotin oma paino ja sallitut taipumat. Laminaatin paksuuksia voidaan joutua lisäämään, jotta jäykisteet eivät ”peilautuisi” muottipinnalle.
Laminaattirakenteet ovat yleensä symmetrisiä ja kvasi-isotrooppisia eli laminointitasossa jatkuvia lujitteita on pääsuunnissa 0°, 90°, +45° ja -45° yhtä paljon. Lujittamiseen voidaan käyttää myös matto/kudos-rakennetta. Materiaalikustannusten alentamiseksi ja laminoinnin nopeuttamiseksi voidaan käyttää täyteaineita. Muotin pinnassa käytetään erityistä muottigelcoatia, joka on normaalia kovempaa ja paksumpana sallii myös hiontaa. Gelcoatin jälkeinen lujite on usein kevyttä kudosta tai pintahuopaa. Näin saadaan tasainen muottipinta, josta lujitekuvio ei näy läpi.
Alipaineinjektiomuoteiksi soveltuvat normaalit käsinlaminointimuotit, jotka on varustettu riittävän leveillä reunuksilla alipainesäkin ja hartsinjohtoputkien liittämiseksi. Muottien on oltava tiiviitä. Tämä voidaan varmistaa alipainesäkillä ennen laminointia. Joustavaa vastamuottia käytettäessä tiivistykset ja hartsinjohtokanavat voidaan valmistaa suoraan vastamuottiin. Tämä nopeuttaa oleellisesti työskentelyä.
Puristus-, paineinjektio- ja RIM-tuotteiden muotit
Matalapainetekniikoilla tulee muotin jäykkyys kriittiseksi. Vaikka kylmä- ja kuumapuristuksessa sekä suljettujen muottien paineinjektiossa ja RIM:ssä puristuspaineet ovat vain muutamia baareja, nousevat puristusvoimat nopeasti useisiin tonneihin.
Kylmäpuristusmuottiin on suunniteltava ilmanpoisto. Se voidaan tehdä käyttäen tiivistysaluetta (kuva 5.49), jolla olevat kuivat lujitteet laskevat ilman lävitseen, mutta estävät hartsin ulostulon. Muotti voidaan varustaa myös leikkaavilla reunoilla, jotka katkaisevat lujitteet muotin sulkeutuessa (kuva 5.49).
MKR 11.7

Kuva 5.49 Kylmäpuristusmuotti tiivistävällä ja leikkaavalla reunalla.
Kylmäpuristusmuoteissa voidaan käyttää rakennemateriaalina lujitemuovia tai valettavia hartseja. Muotin jäykkyys saadaan aikaan riittävällä muotin seinämävahvuudella tai erillisellä tukirakenteella. Puristinta varten joudutaan pinnat tasaamaan, mikä jo yleensä aikaansaa riittävät rakennepaksuudet. Mikäli sarjat ovat suuria, voidaan muotti pinnoittaa metalliruiskutuksella tai käyttää myös metallimuottia.
Kuumapuristuksessa lämmitys aikaansaadaan joko puristimen levyillä tai muottia lämmittämällä. Yleisin tapa on öljy- tai vesikierrätys muottiin asennetuissa putkistoissa. Korotettu lämpötila vaatii muottimateriaaleilta parempia lämmönkesto-ominaisuuksia kuin kylmäpuristuksessa. Samoin muotin suunnittelussa on pyrittävä mahdollisimman tasapainotettuihin rakenteisiin mitta- ja muotopysyvyyden varmistamiseksi. Muilta osin muotit ovat samanlaisia kuin kylmäpuristuksessakin. Muotin jäähdytys voidaan tehdä joko vesi- tai öljykierrolla.
Paineinjektiossa hartsi injektoidaan jopa 5…7 baarin paineella. Laakeat muottipinnat onkin jäykistettävä riittävästi. Muotti koostuu tavallisesti 12…20 mm:n paksuisesta kuoresta, joka on jäykistetty profiileilla tai valamalla. Valuun käytetään kertamuoveja, kevytbetonia tai muita vastaavia materiaaleja. Valun huonona puolena on suurilla muoteilla korkea paino ja lämmitetyssä prosessissa hidas lämpeneminen. Profiileilla (yleensä teräsprofiili) jäykistettäessä voidaan peilautuminen estää riittävällä laminaattipaksuudella tai kerroslevyn käytöllä (kuva 5.50). Muottionkalon valmistuksessa voidaan käyttää kalibroituja vahalevyjä.
MKR 11.8

Kuva 5.50 Profiileilla ja kerroslevyrakenteella jäykistetty paineinjektiomuotti.
Mikäli muotti on lämmitettävä, kuoren ja jäykisteiden väliset lämpölaajenemiserot on otettava huomioon. Jäykistävä rakenne voidaan suunnitella vapaasti liikkuvaksi tietyissä suunnissa. Kuvassa 5.51 on esimerkkinä teräsprofiileilla jäykistetty muottikuori, jossa kuoren ja profiilien väliseen kiinnitykseen on käytetty ohuita terästankoja. Näin muottikuori voi laajeta vaakasuorassa suunnassa lähes vapaasti muottia lämmitettäessä.
Perinteisessä paineinjektiossa muotit toimivat itsenäisesti. Muotit lukitaan ja aukaistaan esimerkiksi salvoilla. Tulevaisuudessa siirryttäneen entistä enemmän puristimien käyttöön, jolloin muotin sulku ja aukaisu saadaan nopeaksi.
MKR 11.9
Kuva 5.51 Teräsprofiileilla jäykistetty lämmitettävä muottikuori, joka pääsee liikkumaan vapaasti vaakasuorassa tasossa.
RIM-menetelmässä ja sen muunnoksissa muotti asetetaan puristuslaitteeseen, jossa muotin asentoa voidaan muutella. Tarkoituksena on löytää sopivin asento ilmanpoiston kannalta. Ilmanpoisto hoidetaan ilmanpoistokanavilla tai reunuksella. Muilta osin muottien rakenteet ovat vastaavat kuin puristusmenetelmissä. Materiaalivaihtoehdot ovat myös samat, sillä ruiskutuspaine on reaktiovalussa vain hieman korkeampi kuin kylmä- tai kuumapuristuksessa. Hartsinsyöttö tapahtuu RIM-menetelmässä reunasyöttönä ja lujitetuilla muunnoksilla muotin keskelle. Syöttöpisteiden valinta on tärkeää ilmataskujen välttämiseksi lujitetuilla menetelmillä.
Kuvassa 5.52 on esitetty metalliruiskutuksella tehtävän RIM-muotin valmistusvaiheet. Sama tekniikka soveltuu myös SMC- ja GMT-tuotteiden muottivalmistukseen.
MKR 11.10
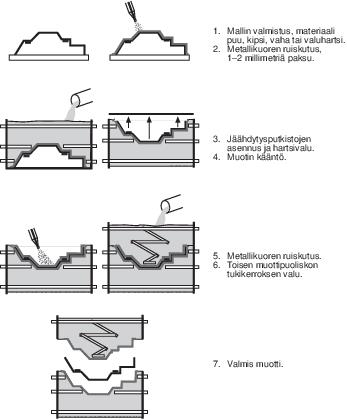
Kuva 5.52 Metalliruiskutuksella valmistettavan RIM-muotin työvaiheet.
BMC- SMC- ja GMT-tuotteiden muotit
BMC- ja SMC- menetelmissä puristuspaineet ovat jo niin korkeita, että sarjatuotantotyökalut valmistetaan metallista. Muottipinnat on kromattu tai karkaistu pinnan kovuuden lisäämiseksi.
Muotit voivat olla ns. vaakapursemuotteja, positiivimuotteja tai näiden yhdistelmiä eli puolipositiivimuotteja. Vaakapursemuotissa yläpuoliskon liike rajataan alamuotilla. Tämä muottityyppi soveltuu vain matalille kappaleille, joissa virtausmatkat ovat lyhyet. Normaalisti käytetään positiivimuottia, jossa kovetuspaine vaikuttaa koko puristusvaiheen ajan. Tämä parantaa tuotteen pinnanlaatua ja mahdollistaa pitkät juoksumatkat. Toisaalta se edellyttää myös tarkkaa materiaalin annostusta, jotta seinämien paksuudet pysyvät vakioina ja ilmaraot toimivat ajatellulla tavalla. Vaakapurse-, positiivi- ja puolipositiivimuottien periaatteet on esitetty kuvassa 5.53.
MKR 11.11

Kuva 5.53 Puristusmuottien perustyyppejä.
SMC-muotit ovat lämmitettäviä. Jäähdytystä ei käytetä, vaan kappale otetaan muotista kuumana ja sen annetaan jäähtyä jigin päällä. Ilmanpoisto tapahtuu kuristusraon kautta samaan tapaan kuin muissakin puristusmenetelmissä. SMC-puristusmuotin periaate on kuvassa 5.54.
Lujitettuja kestomuovilevyjä puristetaan periaatteiltaan vastaavissa muoteissa. Muotit eivät ole kuitenkaan lämmitettäviä, vaan materiaali kovettuu jäähtyessään muotissa.
MKR 11.12

Kuva 5.54 SMC-muotin periaate.
Ruiskuvalutuotteiden muotit
Ruiskuvalutuotteiden muotit ovat monimutkaisuudeltaan aivan eri luokkaa kuin muissa lujitemuovikappaleiden valmistusmenetelmissä. Varsinainen kappaleen muottionkalo on vain osa koko muotista, joka sisältää sulan materiaalin syöttö- ja jakokanaviston, jäähdytyselementit, kiinnitysosat ja ulostyöntäjät. Muotit voivat olla hyvinkin moniosaisia, jolloin eri osille tarvitaan omat liikutuselimet. Lisäksi sarjasuuruudesta ja kappaleen koosta riippuen voi yhdessä muotissa olla useita muottipesiä.
Teräs on käytännössä ainoa ruiskuvalutuotteiden muottimateriaali. Muotteja voi myös koota käyttäen standardoituja osia muottipesän ulkopuolisissa rakenteissa. Monimutkaisten kappaleiden valussa joudutaan syöttö- ja jakokanavien paikat ja lukumäärät suunnittelemaan hyvinkin tarkasti onnistuneen lopputuloksen aikaansaamiseksi. Periaatteena on saada mahdollisimman nopea ja tasainen muotin täyttyminen, jolloin minimoidaan kylmäsaumat ja pitkien valumatkojen aikaansaama materiaalin suuntautuminen. Viimeksi mainittu on ongelmana etenkin lujitettuja muoveja ruiskuvalettaessa.
Muoteissa voivat jakokanavat olla joko kylmiä tai lämmitettäviä. Edellisessä tapauksessa kappaleeseen jäävät kovettuneet valutapit joudutaan leikkaamaan valmiista kappaleesta jälkikäteen. Kuvassa 5.55 on esitetty ruiskuvalumuottien periaatekaaviot sekä kylmillä että lämmitettävillä jakokanavilla.
MKR 11.13

Kuva 5.55 Ruiskuvalumuotteja.
Prepreg-tuotteiden muotit
Prepregeistä valmistettavat tuotteet ovat tyypillisesti isoja ja laakeita kappaleita. Prepregit vaativat korotetun kovetuslämpötilan ja tietyn lämpötilan nousunopeuden. Kappaleiden tulisi myös olla muoto- ja mittatarkkoja, mikä vaatimus useiden neliömetrien kokoisille kappaleille ei ole helppo.
Yleensä kappale pysyy parhaiten muodossaan, kun se kovetetaan mahdollisimman pitkälle muotissa. Prepregien kovetuslämpötilat ovat 80…200 °C. Muottimateriaalilta edellytetään vähintään samaa tai mieluummin korkeampaa lämpötilankestoa. Korkea lämmönkesto lisää muottien käyttöikää, joten usein käytetään selvästi kovetuslämpötilaa korkeamman lämmönkeston omaavia muottihartseja. Materiaaleja käsittelevässä luvussa on kerrottu useammasta mahdollisesta vaihtoehdosta.
Kovetuksessa käytettävä autoklaavi lämmitetään normaalisti kiertoilmalla. Näin lämmön siirtyminen muotin kautta kappaleeseen täytyy olla suhteellisen nopeaa. Prepregien hartsin virtausten kannalta olisi myös edullista, että kovettuminen alkaisi kappaleen pohjalta eli muottipinnasta lähtien. Autoklaavimuottien perusrakenteena on ohut jäykistetty kuori. Tällä rakenteella saadaan muoteista keveitä ja lämmönsiirtyminen tarpeeksi nopeaksi.
Metallinen muottikuori on tyypillisesti noin 5 mm:n paksuinen. Hiilikuitulujitetuista muoveista valmistetussa muotissa kuoren paksuus on samaa luokkaa. Muottien valmistukseen on omia prepreg-laatuja. Laminoiduissa muoteissa muottigelcoatia ei käytetä tai käytetään korkeintaan hyvin ohuena kerroksena lämpöhalkeamien välttämiseksi. Keraamimuottien on oltava edellisiä selvästi paksumpia.
Muottikuori jäykistetään poikittaiskaarilla tai levymäisillä pituus-/poikittaisjäykisteillä. Jäykistyksen suunnittelussa on otettava huomioon lämmitysilman hyvä kierrätysmahdollisuus muotin takapinnalla. Samoin tulisi välttää liian suuria materiaalipaksuuksien eroja muottirakenteissa. Nämä johtavat epätasaiseen muotin lämpenemiseen, joka puolestaan voi aiheuttaa prepreg-materiaalin kovetusongelmia. Metallimuoteille on kirjallisuudessa annettu lämpölaajenemisen korjauskertoimia, jotka ovat 0,1 % teräs- ja 0,2 % alumiinimuoteille. Autoklaavimuotti vaatii ylimääräisen reunuksen alipainepussia ja ilmanjohtokerroksia varten. Alipaine imetään suurissa kappaleissa useista eri pisteistä, jotka ovat 1,5…2 m:n päässä toisistaan.
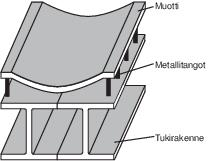
Kuvassa 5.56 on esitetty autoklaavimuotin tukirakenteen periaate. Tässä tapauksessa kyseessä on hiilikuitulujitettu kuori, joka on tuettu hiilikuitulujitteisella arinarakenteella. Vahvistus on laminoitu muottikuoreen epäjatkuvilla laminaateilla, jolloin kuoren ja tukirakenteen välys on luokkaa 1,5…3 mm.
MKR 11.14

Kuva 5.56 Esimerkki autoklaavimuotin tukirakenteesta.
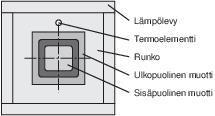
Elastomeerien ja kumien suurta lämpölaajenemista voidaan käyttää hyväksi prepreg-osien valmistuksessa paineen aikaansaamiseksi. Periaatteessa muotti toimii kuvan 5.57 mukaisesti. Sisämuottina toimiva elastomeeri laajenee voimakkaasti lämpötilan kohotessa ja aikaansaa laminaatin tiivistykseen tarvittavan muottipaineen. Elastomeerilla on mahdollista kontrolloida muottipainetta tarkasti ja säädellä sitä laajoissa rajoissa aina yli 100 baarin paineeseen asti.
Elastomeereja käytetään varsinkin monimutkaisten integraalirakenteiden valmistuksessa. Tyypillinen esimerkki on integraalijäykistetty lentokoneen siipipaneeli, jossa ulkopinnan muotti on normaali autoklaavimuotti. Pituusjäykisteiden puristuspaine sivusuunnassa saadaan aikaan elastomeerimuotilla (kuva 5.58).
MKR 11.15
Kuva 5.57 Elastomeerimuotin periaate.
MKR 11.16

Kuva 5.58 Integraalijäykisteiden valmistus elastomeerimuottia käyttäen.
Korkean lämpötilan muoteissa mittatarkkuus ja erilaiset vääristymät edellyttävät hyvää materiaalivalintaa ja suunnittelua. Mallin ja muotin perusmateriaalien lämpölaajenemiskertoimien yhtäläisyys vähentää mittapoikkeamien mahdollisuuksia. Mallien lämpölaajenemista voidaan myös pienentää jäykisteillä tai muottikuoren sisään upotetuilla tangoilla. Prepreg-laminoidun muotin kerrosten välitiivistykset, huolellinen laminointi ilmahuokosia ja lujitteiden vääristymistä välttäen vähentää mittavirheitä. Laminaattirakenteiden tulisi olla kvasi-isotrooppisia. Muottikuoren kovetus mallin päällä ainakin jonkin verran korotetussa lämpötilassa parantaa myös lopputulosta. Muotti voidaan myös varustaa sisäkerroksella, joka työstetään mittoihin vasta muotin jälkikovetuksen jälkeen.
Kuvassa 5.59 on esitetty yleisimpiä muottien virheitä ja niiden mahdollisia syitä. Muottikuori voi olla valettu tai laminoitu ja se on varustettu tukirakenteella.

Kuva 5.59 Muottivirheitä ja niiden syitä.
Kelausmuotit
Kelauksessa ja punonnassa käytetään sisäpuolisia, pyörähdyssymmetrisiä muotteja tai tuurnia. Muotit voivat olla yksittäiskappalevalmistukseen tarkoitettuja kertakäyttömuotteja tai sarjatuotantomuotteja. Kertakäyttömuotit tehdään matalassa lämpötilassa sulavista metalliseoksista tai vesiliukoisista hiekka/kipsi-seoksista. Kertakäyttömuotin valmistus voi tapahtua esimerkiksi kuvan 5.60 mukaisesti valamalla.
MKR 11.17

Kuva 5.60 Kertakäyttöisen kelausmuotin valmistus valamalla.
Kokoonpainuvia tuurnia käytetään etenkin putkien ja sylinterivaippojen valmistuksessa. Muotin rakenteena on normaalisti poikittaiskaarilla jäykistetty kuori. Kuoressa on aukaistava kiilapala ja sarana, jolla muotti saadaan kokoonpainuvaksi. Kuori on valmistettu metallista, lujitemuovista tai muusta vastaavasta materiaalista. Muotin pinta tiivistetään kertakäyttöisellä muovikalvolla.
Suurissa sarjoissa tehtävien putkien muotteina käytetään paksuseinäisiä terästuurnia, joiden pinta on hiottu ja mahdollisesti kromattu. Niissä voi olla päästöä, mutta putken poisto tuurnalta on mahdollista ilman päästöäkin, kun käytettään riittävän tehokkaita ulosvetokoneita.
Kelaamalla tehdään myös tuotteita, joissa tuurna jää kappaleen sisään ja toimii osana rakennetta. Tyypillisiä ovat yhdistelmäputket, joissa kestomuoviputken päälle kelataan painekuormat kantava lujitemuovikerros. Samoin valmistetaan paineastioita metallikuoren päälle. Metallikuori antaa paineastialle kaasuja ja nesteitä läpäisemättömän tiiviin sisäkerroksen ja lujitemuovirakenne paineenkeston.
Pultruusiomuotit
Pultruusiomuotti joutuu toimimaan jatkuvasti korkeassa paineessa ja lämpötilassa. Lisäksi lujitteet hankaavat liikkuessaan muotin sisäpintoja. Muotit valmistetaankin erittäin kulutuskestävistä materiaaleista, jotka nekään eivät anna kovin pitkää käyttöikää. Tyypillisesti pultruusiomuotti kestää muutaman kymmenen kilometrin tuotannon, mikäli tuote on muodoiltaan yksinkertainen.
Pultruusiomuotti on useimmiten avattava kaksi- tai useampiosainen rakenne, jota ympäröi tukirunko. Muottia lämmitetään vastuspannoilla tai -levyillä. Onttoja profiileja valmistettaessa tarvitaan lisäksi sisätuurna, joka voi olla myös lämmitettävä. Sisätuurna on kelluva eli se on kiinnitetty vain toisesta päästään. Sisätuurna pysyy paikallaan lujitteiden sopivalla ohjauksella. Pultruusiomuotin periaaterakenne on esitetty kuvassa 5.61.
MKR 11.18
Kuva 5.61 Pultruusiomuotin periaaterakenne.
Pultruusiomuotit ovat 500…1500 mm pitkiä. Muotit valmistetaan karkaistuista työkaluteräksistä tai useimmiten kromilla pinnoitetusta työkaluteräksestä. Muotissa ei ole päästöä. Ainoastaan muotin suulla on pieni pyöristys tai kartio lujitteiden kulun helpottamiseksi. Muotin seinämien mitoituksessa tulee ottaa huomioon hartsin lämmetessään aikaansaama paine, joka on useita kymmeniä baareja.
Pultruusioprosessin toimivuuteen ja tuotteitten laatuun vaikuttaa oleellisesti kuitujen ohjaus muottiin. Sopivilla esimuotoilusuuttimilla pyritään lujitteiden asemat saamaan lähelle lopullisia. Samoin kuitujännitykset olisi saatava vakioiduiksi, mikäli halutaan valmistaa suoria profiileja.