Lujitemuovien työstössä käytetään lähes kaikkia vastaavia menetelmiä kuin metallien työstössä. Näiden suhteellinen osuus on kuitenkin erilainen. Esimerkiksi lastuavaa työstöä käytetään vain erikoistapauksissa.
Lujitteet ovat vaikeita materiaaleja mekaanisen työstön ja leikkauksen kannalta. Esimerkiksi lasi- ja hiilikuidut kuluttavat nopeasti normaalit työkalujen terät. Lujitemuovien työstö vaatiikin kunnolliseen tulokseen pyrittäessä erikoistyökalut ja omat työstötapansa. Työstöjätteen poisto ja käsittely vaatii erityishuomiota varsinkin hionnassa ja leikkauksessa, sillä pöly leviää helposti työtiloihin.
Komposiittimateriaalien kerrosmainen rakenne vaatii leikattavan kappaleen hyvää tuentaa ja sopivia leikkuunopeuksia delaminaatioiden estämiseksi. Muovimatriisit lämpenevät myös varsin helposti rajoittaen mekaanisen työstön nopeuksia.
5.3.1 Leikkaus
Perinteisten mekaanisten leikkaustapojen ohella lujitemuoveille on viime vuosina kehitetty useita uusia työstötapoja. Ultraäänen, laserin ja vesisuihkun käyttö on laajenemassa lentokoneteollisuudesta yhä enemmän teollisuuskomposiittien valmistukseen.
Sahaus
Lujitteiden leikkaukseen käytetään saksien ohella tekstiilien leikkaukseen suunnitellulla terällä varustettua vannesahaa. Aramidilujitteet vaativat saksissa kovametalli- tai keraamipinnoituksen ja erikoismuotoilun lujitteen lipsumisen estämiseksi.
Laminaatin leikkaukseen käytetään tavallisesti timanttipinnoitteisia laikkoja tai pistosahoja. Näitä ja erilaisia teriä on kuvassa 5.62.
MKR 12.1
Kuva 5.62 Muovikomposiittien leikkaukseen käytettäviä käsityökaluja ja niissä käytettäviä teriä.
Laminaattilevyn leikkaus onnistuu varsin hyvin pyörösahalla, jossa on timanttipinnoitteinen terä. Materiaalin syöttönopeudeksi suositellaan 1,3 mm/s aina 2,5 mm:n laminaattipaksuuteen asti ja paksummille suhteessa alhaisempaa nopeutta kuvan 5.63 mukaisesti.
MKR 12.2

Kuva 5.63 Lujitemuovilaminaatin leikkuunopeus pyörösahauksessa.
Ohutta laminaattia voi leikata myös puunleikkausterällä varustetulla vannesahalla. Yleisarvo syöttönopeudelle on 3…5 mm/s. Sahanterän kolmen hampaan paksuuden tulisi vastata laminaatin paksuutta. Aramidikuidulla lujitetun laminaatin leikkauksessa suositellaan käytettäväksi hienohampaista terää, jonka leikkaussuunta on päinvastainen normaaliin verrattuna.
Ultraäänileikkaus
Ultraäänileikkaus perustuu korkealla taajuudella (yleensä 20 kHz) värähtelevään leikkuuterään. Se on sovelias etenkin prepreg-puolivalmisteille. Sitä voidaan käyttää myös ohuiden laminaattien ja hunajakennojen leikkauksessa.
Ultraäänen käytöllä pienennetään oleellisesti terän ja leikattavan materiaalin välistä kitkaa. Lujitteiden ja prepregien leikkaus tapahtuu nopeasti ja tarkemmin kuin perinteisillä tavoilla. Se on myös nopeampi kuin laser- ja vesisuihkuleikkaus. Tällä hetkellä kaupalliset leikkuuterät sallivat noin 20 mm paksuuden. Kehitteillä on myös pidempiä teriä. Kuvassa 5.64 on erilaisia leikkuuteriä ja käsikäyttöinen ultraäänileikkuri.
MKR 12.3

Kuva 5.64 Ultraäänileikkauksessa käytettäviä teriä ja käsikäyttöinen ultraäänileikkuri.
Terien muotoilu ja pinnoitus vaihtelevat leikattavasta materiaalista riippuen. Samoin käytettävä teho määräytyy materiaalin ja sen paksuuden mukaan. Leikkuupöydän on oltava sopivan kimmoisa, jotta se vaimentaisi terän värähtelyjä. Käytännössä mm. uretaanin, lujitemuovien ja kumioitujen tekstiilien on todettu toimivan ja kestävän kohtuullisesti leikkuupöydän pinnoitteena.
Laserleikkaus
Leikkaustarkoituksiin käytettävän laserin periaate on esitetty kuvassa 5.65. Koherentti valonsäde kohdistetaan linsseillä erittäin kapeaksi sädekimpuksi, jossa paikallinen teho nousee erittäin korkeaksi. Tämä säde höyrystää orgaaniset aineet mikrosekunneissa. Yleensä laseriin on myös yhdistetty ilmasuihku, joka poistaa materiaalin leikkausraosta ja estää linssien likaantumisen.
Komposiittimateriaalien leikkaukseen käytetään lähinnä CO2-laseria. Sillä saadaan aikaiseksi sekä jatkuva säde että pulssisäde. Suuri teho mahdollistaa myös korkeat leikkuunopeudet. Hiilidioksidilaserissa emittoituvan valon aallonpituus on 1,06×10 4 nm, jota kaikki orgaaniset materiaalit absorboivat erittäin hyvin.
MKR 12.4

Kuva 5.65 Kaasuavusteisen laserin periaate.
Laserin leikkaustarkkuus on 0,05 mm, joka on selvästi parempi kuin useimpien kappaleen siirtolaitteiden tarkkuus. Näin itse laserin tarkkuus on harvemmin kriittinen. Teollisuuslasereiden tehot ovat 500…1500 W. Tyypillisen yksikön koko on puoli neliömetriä ja paino n. 300 kg. Laserin höyrystäessä materiaalia syntyy kaasuja, jotka sisältävät terveydelle haitallisia aineita. Näin ollen joudutaan huolehtimaan riittävästä ilmastoinnista.
Orgaanisten lujitteiden kuten aramidin ja sen komposiittien leikkaus onnistuu hyvin laserilla. Leikkuunopeudet ovat 5…6 m/min alle 10 mm:n paksuisilla laminaateilla. Reikien ja muotojen leikkauksessa käytetään pulssisädettä ja huomattavasti pienempiä nopeuksia (noin 0,2 m/min).
Lasikuidulla lujitettujen laminaattien leikkauksessa tarvitaan huomattavasti enemmän tehoa kuin orgaanisilla aineilla. Kuitujen sulattamiseen tarvitaan paljon tehoa ja se johtuu myös lujitteiden kautta lähellä olevaan matriisiin vahingoittaen sitä. Parhaiten laser soveltuu ohuiden laminaattien leikkaukseen. Maksimissaan leikkuunopeudet ovat esimerkiksi 6 mm:n ja 2 mm:n paksuisille laminaateille 2 m/min ja 15 m/min.
Hiilikuidulla lujitettujen prepregien ja laminaattien leikkauksessa on ongelmana lämmön johtuminen, joka joko kovettaa prepreg-hartsia tai kuumentaa liikaa laminaattia. Prepregien leikkuunopeudet ovat 70…80 m/min yhtä 0,1 mm:n paksuista kerrosta leikattaessa. Hiilikuitulujitetun laminaatin leikkaus on hitaampaa kuin lasikuitulujitetun laminaatin. Esimerkiksi 3 mm paksun laminaatin leikkuunopeus on 2 m/min. Tällä nopeudella lämpö tuhoaa matriisia noin yhden millimetrin etäisyydelle leikkausreunasta.
Laserin käyttö kolmidimensionaalisiin leikkauksiin robottiohjauksella tai muulla vastaavalla ohjauksella on kokeiluasteella. Lasersäteen kohdistus riittävän tarkasti ja hallitusti on ollut pulmana. Myös laitteistojen kalleus on ollut toistaiseksi esteenä laserleikkauksen käyttöön teollisuuskomposiittien valmistuksessa.
Vesisuihkuleikkaus
Vesisuihkuleikkaus perustuu korkeapaineisen (jopa yli 4 000 baaria), kapean vesisuihkun käyttöön. Vesisuihkun nopeus on n. 850 m/s ja sen halkaisija vaihtelee suuttimen koon mukaan välillä 0,8…7 mm. Pehmeiden materiaalien leikkauksessa käytetään puhdasta vettä. Sen sijaan kovia materiaaleja kuten komposiittilaminaatteja leikattaessa veden sekaan sekoitetaan abrasiiveja eli kovia hiukkasia, jotka tehostavat leikkausta. Kuvassa 5.66 on esitetty vesisuihkuleikkauslaitteen suuttimen periaate abrasiivia käytettäessä.
Vesisuihkuleikkauslaitteistoon kuuluvat korkeapainepumput, leikkaussuutin, leikkausveden keräyslaitteisto ja abrasiivin syöttölaitteisto. Suutinosa voi olla kaukanakin pumpuista ja sitä voidaan ohjata roboteilla.
MKR 12.5
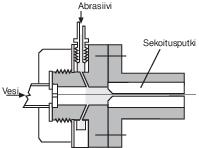
Kuva 5.66 Vesisuihkuleikkaussuuttimen periaate, lisävarusteena abrasiivin syöttö.
Vesisuihkuleikkauksen etuina ovat kapea leikkausrako ja leikkauksen aloituskohdan vapaa valinta. Leikkauksessa ei synny myöskään lämpöä eikä vaarallisia höyryjä tai pölyä. Haittoja ovat korkea melutaso ja komposiittilaminaateilla mahdollinen delaminoituminen, jos suihkun nopeus pienenee käyttöhäiriöissä. Lisäksi vesi voi tunkeutua kerrosten väliin tai lujitteisiin sekä lujitteita että laminaatteja leikattaessa. Erittäin epähomogeenisilla materiaaleilla, kerroslevyillä ja suurilla paksuuksilla vesisuihkun leveneminen tai suunnanmuutos voi aiheuttaa hylättävän leikkausreunan.
Kuvassa 5.67 on annettu ohjeellisia arvoja lujitemuovilaminaattien leikkausnopeuksille vesisuihkuleikkauksessa. Arvot pätevät kaikille yleisesti käytetyille lujitteille.
MKR 12.6
Kuva 5.67 Vesisuihkuleikkauksen nopeuksia eri paksuisille lujitemuovilaminaateille.
5.3.2 Hionta
Laminaatin hiontaa käytetään viimeistelyssä, pinnan karhennuksessa ennen jatkolaminointia tai liimausta ja myös ylimääräisen materiaalin poistamiseen. Hiontaan suositellaan korkeita kierroslukuja (yli 20 000 r/min). Kuivahionnassa sopivat paperin karkeudet ovat 40…100 ja vesihionnassa normaalisti 240 tai 320. Muottipintojen viimeistelyssä käytetään kaikkein hienoimpia papereita aina 1000:een asti.
Laminaattien hionnassa kannattaa muistaa laminaattien heikko lujuus repiviä kuormia vastaan. Pinnan hionnassa hiontasuunnan tulisikin olla keskeltä reunalle päin. Näin vältetään parhaiten delaminaatioriski.
5.3.3 Stanssaus
Stanssausta käytetään sekä lujitteiden että myös valmiiden laminaattien leikkauksessa.
Laminaattiin voidaan stanssata reikiä tai muita aukkoja. Stanssaustyökalun ja vastinkappaleen välykseksi suositellaan puolta siitä, mitä käytetään teräkselle. Lujitemuoveille on myös kehitetty omia stanssaustyökaluja. Menetelmä ei ole kovin laajassa käytössä ja soveltuu vain suhteellisen ohuille (alle 5 mm) laminaateille.
Lujitteiden ja prepregien stanssaus on käytössä sarjatuotantoteollisuudessa, jossa tarvitaan satoja samoilla mitoilla leikattuja lujiteaihioita. Stanssauslinjan toimintakaavio on esitetty kuvassa 5.68.
Stanssaus on nopeudeltaan moninkertainen laser- ja vesisuihkuleikkaukseen verrattuna. Samoin sen investointikustannukset ovat pienemmät eo. menetelmiin verrattuna, ellei toimintaa automatisoida hyvin pitkälle. Komposiittimateriaalien stanssauksessa käytetään joko hydraulisia palkkipuristimia tai rullapuristimia.
Leikkuualustan tulee olla yhteensopiva leikattavan materiaalin kanssa. Komposiittimateriaaleille on käytössä mm. polypropeeni- ja polyamidialustoja. Stanssaustyökalu voidaan valmistaa takomalla karkaistusta teräksestä. Yleisin tapa on kuitenkin käyttää teräksisiä veitsityyppisiä teriä, jotka asennetaan puiseen tukikehikkoon. Ydinaineiden stanssausta varten on kehitetty erikoisia sahanteräreunaisia tai erikoiskorkeita stanssaustyökaluja.
MKR 12.7
Kuva 5.68 Lujitteiden ja prepregien stanssauslinja.
5.3.4 Poraus
Komposiittien poraukseen vaaditaan erikoisteriä, mikäli halutaan moitteettomia reikiä. Laminoitu rakenne delaminoituu pinnoistaan tai laminaatin keskeltä, mikäli käytetään vääräntyyppisiä teriä tai vääriä leikkuunopeuksia. Lisäksi riskinä on lujitteiden irtoaminen tai laminaatin rispaantuminen etenkin, kun laminaatti on lujitettu heikosti leikkautuvilla aramidilujitteilla.
Lasi- ja hiilikuiduilla lujitetut laminaatit kuluttavat ja tylsyttävät normaalit poranterät hyvin nopeasti. Tuotantomittakaavan porauksiin suositellaankin volframkarbidi- tai timanttipinnoitteisia teriä.
Poranterien kallistuskulman tulisi olla positiivinen. Näin voidaan pienentää tarvittavaa painetta ja vähentää materiaalin lämpenemistä. Myös muulla terän muotoilulla voidaan parantaa porausnopeutta ja lastujen poistumista porausreiästä.
Kuvassa 5.69 on esitetty kolme erilaista volframilla pinnoitettua poranterää. Tyyppejä a ja c käytetään automaattisissa porissa. Malli b on puolestaan tarkoitettu normaaleihin porakoneisiin. Terän sisällä oleva jousisysteemi vetää terää takaisinpäin, kun materiaali on läpäisty. Näin se estää viimeisen laminaattikerroksen delaminaation. Suositellut leikkuunopeudet näillä terillä ovat 1,5…3 m/s.
MKR 12.8
Kuva 5.69 Lujitemuovien poraukseen suunniteltuja teriä.
Lasikuitulujitettujen muovien poraus onnistuu varsin hyvin myös normaaleilla poranterillä. Erilaisilla kovametallipinnoituksilla saadaan terien ikä kohtuullisiksi. Hyvä taustatuki ja laminaatin jäähdytys etenkin paksuilla laminaateilla parantaa tulosta.
Hiilikuitulujitettujen muovien poraus vaatii myös taustatuen normaaleilla poranterillä. On myös kehitetty erikoisteriä, joilla saadaan hyvä poraustulos ilman taustatukea. Kuvassa 5.70 on esitetty erityisesti hiilikuitulujitetuille muoveille kehitetty poranterä, joka tekee samalla kartioupotuksen. Tälle terälle optimikierrosluku on 2800 rpm ja syöttö 0,04 mm/kierros. Lisäksi porauksessa on käytetty jäähdytystä. Käsiporakoneilla käytetään hieman toisentyyppisiä teriä ja pienempiä kierroslukuja.
MKR 12.9
Kuva 5.70 Hiilikuitulaminaatin poraukseen ja kartioupotukseen soveltuva terä.
Aramidikuiduilla lujitetut muovit ovat hankalimpia porata. Kuitujen repeytymisen estämiseksi pyritään periaatteessa lujite jännittämään ja sen jälkeen leikkaamaan poikki. Poranterä on C:n muotoinen ja se leikkaa ulkoa sisäänpäin. Hyviä tuloksia on saatu 5000 rpm:n pyörintänopeudella ja 0,03 mm/kierros syötöllä. Kuvassa 5.71 on aramidikuidulla lujitettujen laminaattien poraukseen soveltuva poranterä.
MKR 12.10
Kuva 5.71 Aramidilujitteisten laminaattien poraukseen suunniteltu terä.
Metallien ja komposiittimateriaalien yhdistelmien porauksessa on käytetty hyvällä menestyksellä automaattiporausta, jossa terä nostetaan välillä ylös, jolloin myös porauslastut poistuvat. Mikäli metallihiukkasia ei poisteta porauksen aikana, ne aikaansaavat epätarkkuutta komposiittiosan reikään.
5.3.5 Lastuava työstö
Lujitemuovien lastuava työstö on varsin harvinaista. Sorvausta käytetään putkistojen osien valmistuksessa ja se onnistuu hyvin normaaleja metallityökaluja käyttäen. Tylsillä terillä on vaarana delaminaatio kuten muissakin työstömenetelmissä. Jyrsintä onnistuu myös konventionaalisilla terillä. Jyrsintänopeus on säädettävä niin pieneksi, että saadaan hyvä leikkausjälki ilman delaminaatioita.