Liimaus on luonnollinen tapa muovikomposiittien ja muiden osien liittämiseksi pysyvästi toisiinsa. Liimauksen hyvinä puolina ovat mm:
- tasainen jännitysjakauma
- tasaiset pinnat
- erilaisten pintojen yhteen liittäminen on helppoa
- ei galvaanista korroosiota
- voidaan automatisoida ja tarvittaessa tehdä nopeasti
- liitoksen aiheuttama painonlisäys pieni.
Mekaanisiin liitoksiin verrattuna liimaliitos vaatii yleensä laajemmat liitettävät pinnat, koska liimojen lujuudet ovat selvästi pienempiä kuin perusaineilla. Samoin liimojen lämpötilan tai kemikaalien kesto voi olla rajoittava tekijä.
Pitävän liimasauman aikaansaaminen edellyttää oikean liimatyypin valintaa ja sen vaatimaa liimauspintojen esikäsittelyä sekä oikeita kovetusolosuhteita.
5.4.1 Liimauksen taustaa
Kahden eri aineen välillä vaikuttavien vetovoimien yhteisvaikutusta kutsutaan adheesioksi. Adheesio perustuu kahteen pääilmiöön eli mekaaniseen ja spesifiseen adheesioon. Mekaanisella adheesiolla tarkoitetaan tartuntaa, joka syntyy, kun liimattavien pintojen huokosiin tunkeutunut liima kovettuu. Spesifinen adheesio tarkoittaa puolestaan fysikaalis-kemiallisia ilmiöitä, joita syntyy liiman ja liimattavan pinnan välille. Jälkimmäinen on lujassa liimasaumassa merkittävin tekijä.
Spesifisen adheesion syntymiseksi on liiman ja liimattavan aineen oltava riittävän lähellä toisiaan. Vain tällöin voi syntyä kemiallisia, ns. primäärisiä tai sekundäärisiä (Van der Waalsin voimat) liitoksia. Primääriset liitokset tapahtuvat atomien välillä ja ovat suhteellisen harvinaisia liimaliitoksissa. Näitä huomattavasti heikommat sekundääriset liitokset tapahtuvat molekyylien välillä ja antavat pääasiallisesti liimasaumalle sen lujuuden.
Sekundäärivoimat ovat joko polaarisia tai polaarittomia. Polaarisissa molekyyleissä sidoselektronit ovat enemmän toisen atomin puolella. Polaarittomissa molekyyleissä positiivisten ja negatiivisten varausten painopisteet ovat lähes samassa kohdassa. Polaarisia aineita ei voi liimata polaarittomilla ja päinvastoin. Tätä sääntöäkään ei voi ottaa täysin kirjaimellisesti, sillä materiaalien molekyylirakenteet ovat erittäin monimutkaisia verrattuina esitetyissä teorioissa käytettyihin. Polaarittomia aineita ovat mm. luonnonkumi, polyeteeni ja teflon, polaarisia taas metallit, lasi sekä puu.
Sekä primääriset että sekundääriset liitokset vaativat erittäin pienen etäisyyden (alle 0,5 nm) liiman ja liimattavan kappaleen välille. Tämän jälkeen vetovoimat heikkenevät erittäin nopeasti yleensä etäisyyden kuudennessa tai seitsemännessä potenssissa. Pintojen esikäsittelyllä ja liimojen sopivilla funktionaalisilla ryhmillä luodaan edellytykset erilaisten liitosten syntymiselle.
Nestemäisen liiman on levittävä liimauspinnalle mahdollisimman tasaisesti ja tunkeuduttava pieniinkin huokosiin. Juokseva liima syrjäyttää ilmahuokoset ja aikaansaa tiiviin yhteyden liimattavaan pintaan. Tämä on edellytyksenä spesifisen adheesion synnylle. Liiman pintajännityksen on oltava pienempi kuin liimattavan pinnan. Jos näin ei ole, liima pisaroituu eikä leviä. Metalleilla pintajännitys on moninkertainen liimojen pintajännityksiin verrattuna. Metallipinnoille liimat leviävätkin hyvin. Sen sijaan monilla kestomuoveilla pintajännitys on liimoja pienempi, joten liimattavat pinnat vaativat erikoiskäsittelyä. Sama tilanne on rasvoittuneiden pintojen kanssa. Taulukossa 5.20 on annettu muutamien materiaalien ja liimojen pintajännitysarvoja.
Taulukko 5.20 Eri materiaalien ja liimojen pintajännitysarvoja.

5.4.2 Liimojen ominaisuuksista
Liimoja ja niiden ominaisuuksia on kuvattu luvussa 3. Taulukossa 5.21 on esitetty usein käytettyjen liima-aineiden valmistusteknisiä ominaisuuksia ja kovettuneiden liimojen ominaisuuksia.
Tavallisimmat rakenteelliset
liimakalvot, joita käytetään usein prepreg-materiaalien kanssa, ovat
vinyyli-fenoli-, epoksi- ja bismaelimidipohjaisia. Niiden lämmönkestot ovat
vastaavasti parhaimmillaan noin 70 °C, 200 °C ja 270 °C. Liimojen kovetuslämpötilat
ovat vastaavia kuin prepregeillä. Liimakalvoista on saatavissa myös vaahtoutuvia
versioita, joilla voidaan valmistaa useamman millimetrin paksuisia
liimasaumoja.
Taulukko 5.21 Rakenneliimojen ominaisuuksia.

5.4.3 Liimattavien pintojen esikäsittely
Liimattavien pintojen esikäsittely on lähes aina välttämätön kunnollisen adheesion saavuttamiseksi. Liimattavista materiaaleista riippuen käsittelyksi voi riittää pelkkä puhdistus, mutta usein tarvitaan myös pinnan karhennus. Vaikeammin liimattaville pinnoille tarvitaan erilaisia kemiallisia tai sähköisiä käsittelyjä.
Liimattavien pintojen puhdistus rasvoista, irrotusaineista, kosteudesta ja muusta liasta on kaikilla materiaaleilla tärkeää. Puhdistus tehdään erilaisilla nopeasti haihtuvilla liuotteilla.
Pinnan karhennus on hyödyllinen kaikilla muilla materiaaleilla paitsi erittäin pienen pintajännityksen omaavilla materiaaleilla. Näillä voi liimauksen rajapintaan jäädä helposti ilmahuokosia, koska liima ei tunkeudu karhennuksen aikaansaamiin koloihin. Karhennus voidaan tehdä mekaanisesti, hiekkapuhaltamalla tai käyttämällä karhennuskankaita. Viimeksi mainitut ovat suosittuja muovikomposiiteilla.
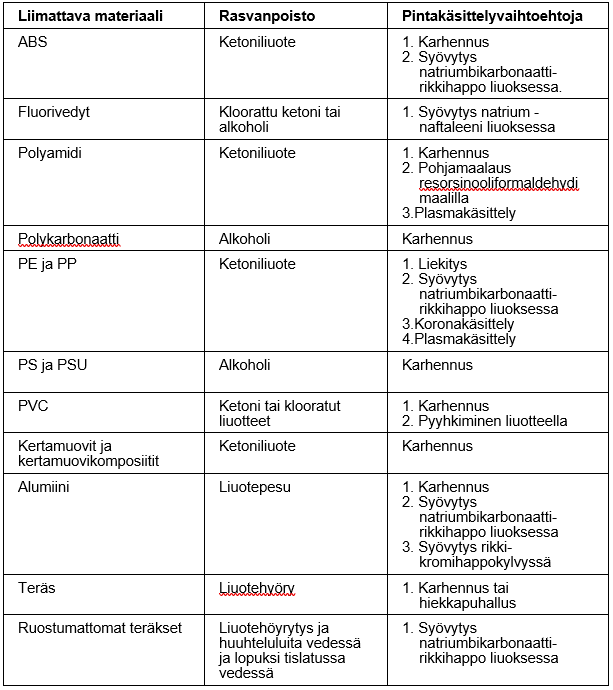
Kemiallisia käsittelyjä käytetään etenkin kestomuovien liimauksessa. Yleensä nämä ovat erilaisia happokäsittelyjä. Samoin kestomuoveille soveltuvat liekitys, korona- ja plasmakäsittelyt. Näitä käytetään varsinkin kaikkein vaikeimmin liimattaville muoveille. Taulukossa 5.22 on annettu suositeltuja pintakäsittelyjä eri materiaaleille.
Taulukko 5.22 Eri materiaalien pintäkäsittelyvaihtoehtoja liimausta varten.
5.4.4 Liimausprosessi
Ohjeiden mukaisen pintojen esikäsittelyn jälkeen on liimaus pyrittävä suorittamaan nopeasti, sillä käsittelyn vaikutus voi pienentyä ja likaantumisriski kasvaa koko ajan. Oikean liimatyypin valinnan jälkeen on useampikomponenttiset liimat sekoitettava tarkasti oikeissa suhteissa. Sekoituksen on oltava tehokas. Erittäin tärkeää tämä on epokseja käytettäessä. Liima voi olla myös kalvoina, tabletteina tai jauheina.
Liiman levitys voidaan tehdä pensselillä, telalla, lastalla, ruiskuttamalla tai automaattisilla annostuslaitteilla. Liimattavien pintojen avoaikaa ja itse liiman käsittelyaikaa voidaan yleensä säädellä liimattavan kappaleen tarpeiden mukaisesti.
Liiman kovettaminen tapahtuu lämmön ja paineen alaisena. Monet liimat kovettuvat huoneenlämpötilassa ja paineeksi riittää pelkkä pintojen yhteen puristus. Korotettua lämpötilaa käytetään kovettumisen nopeuttamiseksi tai myös kovetusreaktion aloittamiseksi tietyillä liimatyypeillä. Painetta tarvitaan mm. runsaasti liuotteita sisältäviä liimoja ja liimakalvoja käytettäessä. Paine aikaansaadaan puristimilla, alipainesäkillä, autoklaavilla tai muilla vastaavilla laitteilla. Lämmitys voidaan aikaansaada perinteisin menetelmin uuneissa, induktiolla tai suurtaajuuskuumennuksella.