Lujitemuovien vauriot voivat johtua valmistusvirheistä, liiallisista kuormituksista tai käyttöolosuhteista. Tyypillisiä valmistusvirheitä ovat huokoset, laminaatin kovettumattomuus tai liiallinen lämpeneminen. Ylikuormitus on käytännössä usein iskukuorma tai käyttölämpötilojen ylitys. Auringonvalo, kosteus ja kemikaalien vaikutus ovat merkittävimpiä ulkoisista olosuhteista johtuvien vaurioiden syitä.
Vauriot voivat olla helposti havaittavia murtumia tai pinnan selviä muutoksia. Näin ei valitettavasti ole aina. Esimerkiksi väsymisvaurion tai korroosion laminaattia heikentävää vaikutusta ei voi aina todeta ulospäin. Erilaisilla NDT-menetelmillä on mahdollista todeta osa sisäisistä vaurioista. Usein vaurioiden suuruus joudutaan kuitenkin tarkistamaan testilaminaateilla.
Kantavien rakenteiden korjauksessa on ymmärrettävä laminaattirakenteiden perusteet, sillä korjauksella pyritään palauttamaan rakenteen alkuperäinen jäykkyys ja lujuus. Tämä vaatii alkuperäisten rakenteiden ja materiaalien tuntemista. Lisäksi on otettava huomioon korjauslaminoinnin mahdolliset puutteet lujitesisällön tai valmistusolosuhteiden osalta.
Seuraavat korjausohjeet käsittelevät pääasiassa avomuottimenetelmillä valmistettuja osia. Useimmat suljettujen muottien menetelmillä valmistetut kappaleet ovat yksikköhinnaltaan niin alhaisia, että korjaus ei ole taloudellisesti mielekästä. Korjausohjeet ovat kuitenkin varsin yleispäteviä ja sovellettavissa myös em. tuotteisiin.
5.5.1 Laminaatin korjaus
Laminaatti voi olla kokonaan murtunut tai siinä voi olla vain paikallisia pinnassa tai laminaatin sisässä olevia vikoja. Pienet pintaviat voidaan korjata hiomalla vioittunut laminaatti pois ja laminoimalla vastaava lujitemäärä ja vastaava laminaattirakenne tilalle. Korjauksessa on muistettava seuraavat yleispätevät ohjeet:
- Olosuhteiden on oltava riittävän hyvät hartsien kovettumiselle. Käytännössä tämä merkitsee huoneenlämpötilassa kovettuville hartseille vähintään +15 °C:n lämpötilaa ja alle 75 %:n suhteellista kosteutta. Mikäli näitä olosuhteita ei saavuteta, on hartsien kovetussysteemiä modifioitava (mikäli mahdollista) tai korjausalueelle on tuotava lisälämpöä.
- Vanhan maalipinnan poistamiseen ei saa käyttää metalleille kehitettyjä maalinpoistoaineita, sillä ne voivat heikentää laminaattia. Lujitemuoveille löytyy omia sopivia maalinpoistoaineita, mikäli niitä halutaan käyttää.
- Korjattavan kappaleen on oltava kuiva, sillä kosteus estää useimpien hartsien kunnollisen kovettumisen.
- Esivalmisteluna laminaatin osalta riittää puhdistus jollain nopeasti haihtuvalla liuotteella (esim. asetoni) sekä ennen että jälkeen hionnan. Vaurioituneen kohdan hionnassa ehjään laminaattikerrokseen asti voidaan käyttää hiomalaikkoja tai muita työstötapoja. Riittävä reunojen viistoutus ja sopivan karkealla hiomapaperilla (karkeus 240) suoritettu viimeistelyhionta ennen jatkolaminointia tai liimausta riittävät pienehköihin korjauksiin.
- Korjausmateriaalit tulisi valita samoiksi kuin peruslaminaatissakin. Jos tämä ei ole mahdollista, on valittava lujitemääriltään vastaavat rakenteet ja laminoitava ne siten, että lujitteiden määrä eri suunnissa on vähintään sama kuin alkuperäisessä laminaatissa. Yleensä samantyyppiset harsit toimivat keskenään, mikäli alkuperäistä hartsia ei ole saatavissa korjaukseen.
- Polyesteripohjaisen laminaatin voi korjata kohtuullisin tuloksin epoksihartsilla mutta toisinpäin tulos on huono. Korjauslaminaattia ei saa tehdä toisaalta liian vahvaksi ja jäykäksi, sillä se voi muuttaa rakenteen käyttäytymistä ja näin edistää murtumista korjauskohdan ulkopuolella.
Mikäli laminaatti on täysin
murtunut, suoritetaan sen korjaus poistamalla vaurioitunut alue ja laminoimalla
uusi vastaava rakenne tilalle. Alkuperäisen lujuuden säilyttämiseksi joudutaan
poistetun kohdan reunat viistämään. Viisteen kulma riippuu laminaatin
vetolujuuden ja sauman leikkauslujuuden suhteesta, sillä kuormat siirrettävä
leikkauksella korjauslaminaattiin. Yleensä liimauksen lujuus vaihtelee välillä
20…40 N/mm2 ja laminaatin vetolujuus välillä 120…1500 N/mm2
lujitteista ja suuntauksista riippuen. Suuntaa antavana vähimmäisviistouksen
arvona voidaan käyttää eri lujitteille ja rakenteille taulukon 5.23 mukaisia
arvoja. Taulukon arvot perustuvat vakioviistoukseen. Mikäli viistoutus tehdään
porrastamalla, on liimauspinta-alaa kasvatettava.
Taulukko 5.23 Korjauslaminaatin vähimmäisviistoutukset eri laminaattityypeille.

Viistoutuksen voi tehdä yksi- tai kaksipuolisena. Kaksipuolinen viistoutus on rakenteellisesti parempi, mutta sen tekeminen on hankalampaa vaatien pääsyn laminaatin molemmille puolille. Kuvassa 5.72 on esitetty erilaisia laminaattikorjauksiin soveltuvia viistoutustapoja.
MKR 12.11
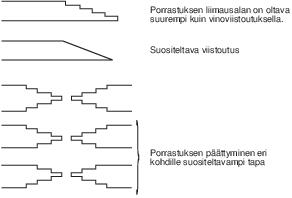
Kuva 5.72 Erilaisia laminaatin viistoutustapoja korjauslaminointia varten.
Yleensä korjauslaminaatti kannattaa laminoida valmiiksi irrotettavan muovikalvon päälle laminointipöydällä, josta koko nippu nostetaan kerralla paikattavaan kohtaan. Näin saadaan paikkauslaminaatin mitat pysymään helpommin oikeina.
Jos korjattavaa kohtaa ei tarvitse poistaa, korjaus voidaan suorittaa kaksi- tai yksipuolisella lisälaminoinnilla kuvan 5.73 mukaisesti. Tässä tapauksessa nostetaan laminaatin paikallista taivutusjäykkyyttä huomattavasti, mikä voi mahdollisesti aiheuttaa ylikuormitusta korjatun alueen reunoilla. Jäykkyyden muutoksen lieventämiseksi laminaatin reunojen porrastus kannattaa tehdä loivaksi.
MKR 12.12
Kuva 5.73 Laminaatin korjaus päällelaminoinnilla.
5.5.2 Kerroslevyn korjaus
Kerroslevyrakenteiden korjauksessa on useampia työvaiheita kuin pelkän laminaatin korjauksessa. Jos kerroslevy on lisäksi kaareva, joudutaan vahvemmat ydinaineet esitaivuttamaan korjattavan kappaleen muotoiseksi.
Kuvassa 5.74 on esitetty suoran kerroslevyn korjaus sisälaminaatin ollessa ehjä. Korjattavalta alueelta poistetaan pintalaminaatti ja ydinaine. Pehmeille ydinaineille suositellaan sen poistamista ehjän laminaatin alta kuvan mukaisesti. Ydinainepalat asennetaan korjattavan kohtaan kuvan mukaisesti. Lopuksi korjataan pintalaminaatti kappaleen 5.5.1 mukaisesti. Kovilla ydinaineilla voidaan käyttää kohtisuoria liimapintoja. Ydinainepalojen liimaukseen voidaan käyttää hartsi/mikropalloseosta, vaahtoutuvaa liimaa tai kostutettua lujitetta.
MKR 12.13
Kuva 5.74 Suoran kerroslevyn korjaus pehmeille ja koville ydinaineille, kun sisälaminaatti on ehjä.
Jos kerroslevyn molemmat pinnat korjataan, kannattaa laminaattien leikkauskohdat porrastaa kuvan 5.75 mukaisesti. Mikäli sisälaminaattia ei päästä laminoimaan, käytetään tukilevyä tai esikovetetaan sopiva soikion muotoinen ”puolikerroslevy”, joka liimataan korjattavaan kohtaan. Liimauksen kovettua suoritetaan pintalaminaatin korjaus.
MKR 12.14
Kuva 5.75 Koko kerroslevyrakenteen korjaus ja esivalmistetulla korjauspalalla tehtävä kerroslevyn korjaus.
Kaarevan kerroslevyn korjaus raskaita ja jäykkiä ydinaineita käyttäen vaatii ydinaineen esimuotoilun. Muotoilu voidaan tehdä lämmittämällä ja taivuttamalla muotissa tai kappaleen pinnalla. Toinen pintalaminaatti voidaan liittää valmiiksi ydinaineeseen käsinlaminoimalla tai liimaamalla. Tällöin korjaus tapahtuu samoin kuin kuvassa 5.75.
Mikäli korjattava rakenne ei ole kovin painokriittinen, voidaan ydinaine korvata hartsi/mikropallo-seoksella, joka on lujuudeltaan ydinainetta parempi. Seos on myös jäykempää kuin mitkään ydinaineet, joten paikallisen jäykistyksen mahdolliset haitat on mietittävä ennen korjausta. Juohevan jäykkyysjakautuman aikaan saamiseksi kannattaa ydinaineen reunat viistota. Hartsi/mikropallo-seos sopii hyvin kaarevien osin korjaukseen. Samoin se soveltuu ydinaineiden liimaukseen ja paklaukseen.
Paikalliset pintalaminaattien irtoamiset ovat kerroslevyrakenteissa tyypillisiä vaurioita. Mikäli ydinaine ja laminaatit eivät ole vaurioituneet, voidaan liimauksen irtoaminen korjata injektoimalla hartsia laminaatin ja ydinaineen väliin. Työ voidaan tehdä tavallisella kertakäyttöisellä injektioruiskulla.
5.5.3 Pinnan viimeistely
Korjatun alueen paikallinen maalaus ja viimeistely pinnanlaadultaan kriittisissä tuotteissa on työlästä. Gelcoat-pinnan sävytys täysin alkuperäistä vastaavaksi on lähes mahdotonta, sillä värisävyt muuttuvat ajan mukana.
Pinnan viimeistely vaatii normaalisti käsihiontaa ja paklausta. Viimeistely voidaan tehdä maaleja tai gelcoateja käyttäen. Lujitemuoveille soveltuvat epoksipohjamaalit ja uretaanipintamaalit.
Kirjallisuutta
- Murphy J., Reinforced Plastics Handbook. Elsevier Advanced Technology, Oxford, England, 1998.
- Gutowski T.G., Advanced Composites Manufacturing. John Wiley & Sons Inc, New York, 1997.
- Peters S.T., Handbook of Composites. Chapman & Hall, London, 1998.
- Miravete A., 3-D textile reinforcements in composite materials. Woodhead Publishing Limited, Cambridge, 1999.
- Kruckenberg T. and Paton P., Resin Transfer Moulding for Aerospace Structures. Kluwer Academic Publisher, Dordrecht, 1998.
- Starr T.F., Pultrusion for Engineers. Woodhead Publishing Limited, Cambridge, 2000.
- Dave R.S. and Loos A.C., Processing of Composites. Hanser Publisher, Munich, 2000.
- Akovali G., Handbook of Composite Fabrication. Rapra Technology Limited, Exeter, UK, 2001.
- The European Alliance for SMC, Design for Success. Frankfurt, 1997.
- Potter K., Resin Transfer Moulding. Chapman & Hall, Suffolk, England 1997.