Komposiittilaminaattien
hygrotermisistä ominaisuuksista tärkeimpiä ovat lämmönkesto, lämmönjohtavuus,
lämpölaajeneminen ja kosteusabsorptio seurauksineen.
6.3.1 Lämmönkesto
Yleisimmät
lujitekuidut kestävät hyvin korkeitakin lämpötiloja. Laminaattien lämmönkestävyyden
määrittääkin matriisimuovi. Muoveille on ominaista pehmeneminen lämpötilan
noustessa ja haurastuminen lämpötilan laskiessa. Eri muovien
käyttölämpötila-alueita on esitetty luvussa 3.
Tärkeimmät
matriisimuovien ja laminaattien lämmönkestävyyttä kuvaavat suureet ovat lasittumislämpötila
Tg ja ns.
taipumislämpötila. Jälkimmäiselle käytetään usein englanninkielisen termin
lyhenteestä johdettua nimitystä HDT-lämpötila (Heat Distortion Temperature).
Lasittumislämpötila
ja HDT-lämpötila ilmaisevat, missä lämpötilassa matriisimuovin ja samalla
laminaatin ominaisuudet alkavat radikaalisti muuttua. Ne eivät kuitenkaan
suoraan kuvaa laminaatille sallittavissa olevaa lämpötilaa. Sallittavissa oleva
arvo riippuu monesta tekijästä, mm. laminaatin kuormituksesta sekä siitä, miten
pitkiä aikoja laminaatti joutuu korkeassa lämpötilassa olemaan. Tyypillisesti
laminaatin korkein mahdollinen käyttölämpötila on jonkin verran (20…30 °C) matriisin lasittumislämpötilan ja HDT-lämpötilan alapuolella.
Matalia
lämpötiloja matriisimuovit kestävät yleensä hyvin. Kylmänä muovit ovat
kuitenkin hauraampia, mikä vaikuttaa jossain määrin laminaattien
lujuusominaisuuksiin ja erityisesti niiden iskunkestävyyteen.
6.3.2 Lämmönjohtavuus ja ominaislämpö
Muovit,
muovipohjaiset lujitekuidut ja lasikuidut ovat huonoja lämmönjohteita. Materiaaleista
valmistetut laminaatit ovatkin käytännössä lämpöeristeitä. Hiili- ja
boorikuitujen lämmönjohtavuus on kohtuullinen. Kuiduilla lujitettujen
rakenteiden lämmönjohtavuus on kuitenkin huonohko, sillä laminaateissa kuituja
ympäröi lämpöä eristävä matriisimuovi. Lämmönjohtavuusominaisuudet ovat muiden
ominaisuuksien tapaan suuntautuneet.
Huono
lämmönjohtavuus on eduksi, kun rakenteelta edellytetään lämmöneristyskykyä.
Toisaalta huono lämmönjohtavuus voi aiheuttaa ongelmia, sillä hitaasti
tasaantuvat lämpötilaerot aiheuttavat lämpöjännityksiä ja joskus myös
haitallisia muodonmuutoksia.
Taulukossa
6.1 on esitetty laminaattien lämmönjohtavuuksien tyypilliset arvot. Hiilikuitulaminaateista
on esitetty vain yksi esimerkki. Korkeamodulisilla hiilikuiduilla lujitettujen
laminaattien lämmönjohtavuus kuitusuunnassa on taulukkoarvoa selvästi parempi.
Taulukossa on esitetty myös laminaattien ominaislämpöjen tyypilliset arvot.
Pääsääntöisesti ominaislämmöt ovat jonkin verran metallien arvoja korkeammat.
Taulukko 6.1 Laminaattien lämmönjohtavuuksia ja ominaislämpöjä, matriisi polyesteri/epoksi.
6.3.3 Lämpölaajeneminen
Muovien
lämpölaajenemiskertoimet ovat huomattavasti suuremmat kuin metallien. Toisaalta
lujitteina käytettyjen kuitujen lämpölaajenemiskertoimet ovat pituussuunnassa
hyvin pienet, hiili- ja aramidikuiduilla jopa negatiiviset. Kun lujite ja muovi
yhdistetään komposiitiksi, lämpölaajeneminen on yleensä jotakin lujitteen ja
muovin lämpölaajenemisen väliltä. Näin ei ole kuitenkaan aina, sillä lämpölaajenemiseen
vaikuttaa merkittävästi myös lujitteiden suuntaus.
Laminaattien
alhaisia lämpölaajenemiskertoimia ja kertoimien säätelymahdollisuuksia
hyödynnetään rakenteissa, joilta vaaditaan hyvää mittapysyvyyttä vaihtelevissa
lämpötiloissa. Hiilikuitulujitteita käyttäen on mahdollista aikaansaada
rakenne, joka ei laajene lainkaan mittapysyvyyden kannalta kriittisessä
suunnassa.
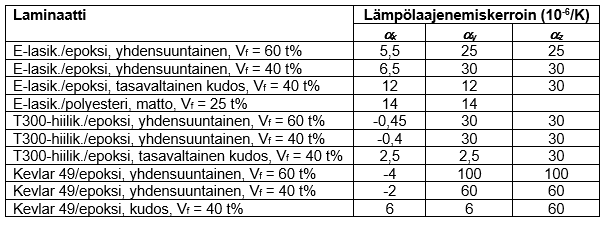
Laminaattien
tyypillisiä lämpölaajenemiskertoimia on koottu taulukkoon 6.2.
Yhdensuuntaislaminaattien käyttäytymistä kuitusuunnassa hallitsee lujite, joten
kertoimet kuitusuunnassa ovat lähellä kuitujen vastaavia arvoja. Poikittaisessa
suunnassa yhdensuuntaislaminaatin lämpölaajenemiskerroin on huomattavan suuri.
Ristikkäislaminaatin lämpölaajenemiskertoimet ovat suhteellisen pienet
kummassakin pääsuunnassa.
Taulukko 6.2Laminaattien tyypillisiä lämpölaajenemiskertoimia huoneenlämpötilassa.
Kuitusuuntauksen
hieman yllättäviäkin vaikutuksia osoittaa kuva 6.4, jonka mukaisesti
symmetrisen kulmaladotun laminaatin laajenemiskerroin 0°-suunnassa
voi monilla kerroskulman q arvoilla
olla pienempi kuin yhdensuuntaislaminaatin laajenemiskerroin kuitusuunnassa.
Kuva 6.4 Hiilikuitulujitetun ±q-laminaatin lämpölaajenemiskerroin 0°-suunnassa.
6.3.4 Kosteusabsorptio ja sen vaikutukset
Monet
materiaalit absorboivat ympäristöstä kosteutta. Imeytyneen kosteuden määrää
kuvaa kosteuspitoisuus, joka on materiaaliin imeytyneen veden massa suhteutettuna
kuivan kappaleen massaan. Kosteuspitoisuus ilmaistaan tavallisesti
prosenttilukuna, joka määritelmän mukaan on
(6.14)
missä m on kosteutta absorboineen
materiaalin massa ja m0
kuivan materiaalin massa.
Kaikki
matriisimuovit imevät kosteutta, samoin esimerkiksi aramidikuidut. Lasi- ja
hiilikuitulujitetuissa laminaateissa kosteutta absorboi käytännössä vain
matriisi. Absorptionopeus riippuu ympäristön kosteuspitoisuudesta ja lämpötilasta,
imeytyvän kosteuden kokonaismäärä käytännössä vain ympäristön
kosteuspitoisuudesta. Matalassa lämpötilassa ja suhteellisen alhaisessa
kosteudessa absorptio on hyvin hidasta. Etenkin paksuilla laminaateilla voi
kestää jopa kuukausia ennen kuin altistusympäristölle ominainen tasapainotila
on saavutettu.
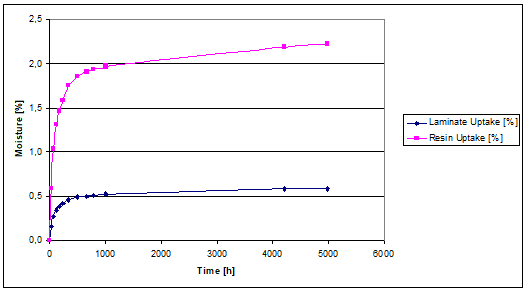
Kuvassa 6.5
on esimerkki hiilikuitulujitetun laminaatin ja sen matriisimuovin
kosteusabsorptiosta 85 %:n suhteellisessa kosteudessa 70 °C:n lämpötilassa. Kuvan tapauksessa laminaatin
kosteusabsorptio on noin neljännes hartsin absorptiosta. Absorptio on pääosin
tapahtunut 1000 tunnin aikana. Kuvan mukaisesti lopullisen tasapainotilan
saavuttaminen kestää kuitenkin huomattavasti kauemmin.
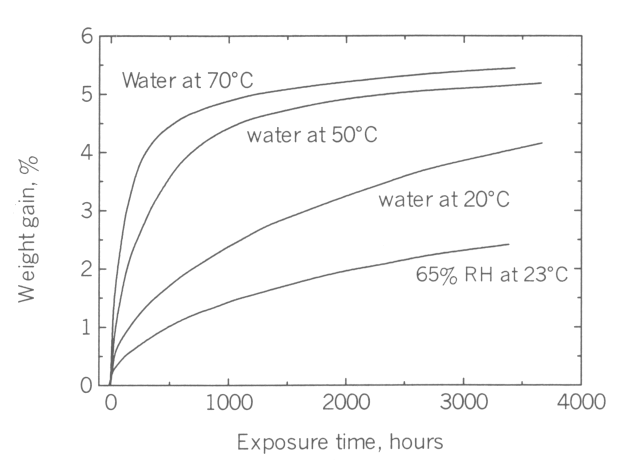
Kuva 6.6
havainnollistaa ympäristön vaikutusta kosteusabsorptioon. Kuvassa 6.7 on
verrattu eri kuiduilla lujitettujen laminaattien kosteusabsorptiota.
Kuva 6.5Erään hiilikuitulujitetun laminaatin ja sen matriisimuovin kosteusabsorptio, ympäristön lämpötila 70 °C ja suhteellinen kosteus 85 %. [1]
Kuva 6.6Ympäristön vaikutus erään epoksimatriisin kosteusabsorptioon. [2]
Kuva 6.7E-lasikuiduilla, HTS-hiilikuiduilla ja aramidikuiduilla (Kevlar 49) lujitettujen epoksilaminaattien kosteusabsorptiot 100 °C:ssa vedessä ja 65 %:n suhteellisessa kosteudessa 23 °C:ssa. [2]
Laminaattiin absorboitunut kosteus vaikuttaa moniin ominaisuuksiin. Kuvan 6.8 mukaisesti matriisimuovin lasittumislämpötila alenee kosteuspitoisuuden kasvaessa, minkä seurauksena matriisimuovin ja samalla laminaatin lämmönkestävyys alenee. Kosteus myös pehmentää matriisimuovia, mikä näkyy laminaatin lujuusominaisuuksissa. Vaikutuksia tarkastellaan lähemmin kappaleessa 6.4.
Kuva 6.8 Esimerkki epoksimatriisin lasittumislämpötilan alenemisesta kosteuspitoisuuden kasvaessa. [2]
Kosteusabsorptio
aiheuttaa laminaattiin myös mittamuutoksia. Mittamuutos on vastaavanlaista kuin
lämpölaajeneminen. Muutoksia kuvataankin lämpölaajenemisen tapaan laajenemiskertoimilla.
Laajeneminen on tyypillisesti vähäistä lujitekuitujen suunnassa.
Yhdensuuntaislaminaatin kosteuslaajenemiskerroin kuitujen suunnassa voidaankin
usein olettaa häviävän pieneksi. Kuituja vastaan kohtisuorassa suunnassa tyypillinen
arvo kosteuslaajenemiskertoimelle on 0,6×10-2
1/ p%.
6.3.5 Sisäiset jännitykset
Muiden
vaikutusten ohella lämpötila- ja kosteusmuutokset aiheuttavat laminaattiin
sisäisiä jännityksiä. Yhdensuuntaislaminaatissa jännitykset ovat seurausta
lujitteen ja matriisin erilaisesta käyttäytymisestä. Kerrokselliseen laminaattiin
sisäisiä jännityksiä aiheuttaa myös se, että erityyppiset tai eri tavoin
suunnatut kerrokset eivät pääse vapaasti laajenemaan ja supistumaan lämpötilan
ja/tai kosteuspitoisuuden muuttuessa.
Sisäisiä jännityksiä havainnollistaa kuva 6.9, jossa on esitetty kahdesta erilaisesta kerroksesta muodostuvan symmetrisen laminaatin käyttäytyminen lämpötilan ja/tai kosteuspitoisuuden muuttuessa. Ylempi kuva osoittaa, miten kerrosten pituudet muuttuisivat, jos ne eivät olisi toisiinsa liimatut. Laminaatissa kerrokset muuttavat muotoaan yhdessä, jolloin toinen kerroksista joutuu venymään vapaata laajenemistaan enemmän ja toinen vastaavasti vähemmän. Tämän seurauksena kerroksiin syntyy jännityksiä, jotka ovat verrannollisia pakotettuihin muodonmuutoksiin.
Kuva 6.9Kerrosten ja niistä muodostetun laminaatin käyttäytyminen lämpötilan ja/tai kosteuspitoisuuden muuttuessa.
Tyypillisesti
lämpö- ja kosteuslaajenemisesta aiheutuvat kerrosjännitykset ovat pieniä
laminaatin kovetusympäristössä ja sen läheisyydessä. Mikäli jännitykset häviävät
kokonaan jossain ympäristössä, tätä kutsutaan laminaatin jännitysvapaaksi ympäristöksi (stress-free environment). Kun
laminaattia käytetään jossain muussa ympäristössä, sisäiset jännitykset on aina
otettava mitoituksessa huomioon. Esimerkiksi korotetussa lämpötilassa kovetetun
laminaatin sisäiset jännitykset voivat kasvaa merkittävän suuriksi jo
kovetuksen jälkeisessä jäähdytyksessä.
Luvun 3
mukaisesti kertamuovit kutistuvat kovettuessaan. Kutistuma vaikuttaa
valmistettavan tuotteen mittoihin, vaikka lujitteet osaltaan rajoittavatkin
mittamuutoksia. Mittamuutoksia aiheuttavat myös aineosien lämpömuodonmuutokset.
Kokonaismuodonmuutoksen suuruus riippuu materiaaliominaisuuksien ohella
lujitteiden suuntauksesta ja aineosien seossuhteista.
Olettaen,
että hartsi kiinteytyy kovetuslämpötilassa Tc,
kovetuksessa ja sen jälkeisessä jäähdytyksessä tapahtuva komposiitin
mittamuutos suunnassa x on:
(6.10)
missä ax on kovettuneen komposiitin lämpölaajenemiskerroin
tarkastelusuunnassa, Tref
on tarkastelulämpötila ja Sx
on komposiitin kovettumiskutistuma tarkastelusuunnassa (pituusyksikköä kohti).
Mittamuutosten
ohella kovetusprosessi voi aiheuttaa kappaleen muodon vääristymistä. Syynä
tähän ovat suunnatut lämpölaajenemisominaisuudet, kovettumiskutistuma ja
kovetusprosessissa syntyvät sisäiset jännitykset. Muodon vääristyminen on
varsin voimakasta epäsymmetrisillä laminaateilla, mistä syystä laminaatit
pääsääntöisesti valmistetaan symmetrisiksi.
Esimerkkinä
muodon vääristymisestä tarkastellaan symmetrisen laminaatin nurkan kulmamuutosta
(kuva 6.3), joka voidaan esittää edellä mainittujen kolmen osatekijän summana:
(6.11)
missä alaindeksi T viittaa
lämpölaajenemisen, alaindeksi S
kovettumiskutistuman ja alaindeksi C
sisäisten jännitysten aiheuttamaan kulmamuutokseen.
Kuva 6.3Kovetusprosessissa tapahtuva laminaatin kulman muodonmuutos.
Eniten
kulmamuutosta aiheuttavat suunnatut lämpölaajenemisominaisuudet, tarkemmin
sanottuna se, että laminaatin lämpölaajenemiskerroin paksuussuunnassa (az) on selvästi suurempi kuin lämpölaajenemiskerroin tarkastelusuunnassa
laminaatin tasossa (ax).
Olettamalla laminaattirakenne täysin homogeeniseksi, voidaan yksinkertaisella
geometrisella tarkastelulla johtaa lämpötilamuutoksen DT aiheuttamalle kulmamuutokselle lauseke:
(6.12)
missä q0 on kulman alkuperäinen arvo. Esimerkiksi hiilikuitulujitetun
laminaatin 90°:n nurkan kulmamuutos
on suuruusluokkaa DqT = – 0,004 °/°C.
Lausekkeessa
(6.11) olevien muiden kulmamuutoskomponenttien suuruutta on hankala arvioida
laskennallisesti. Lisäksi on huomattava, että lauseke (6.12) pätee vain
homogeenisille laminaateille. Käytännössä nurkka-alue on aina jossain määrin
epähomogeeninen lujitteiden pakkautuessa sisänurkkaa kohti. Tarvittaessa nurkan
kulmamuutos onkin varmistettava kokeellisesti.
Kulman
säteen muutoksen (kuva 6.3) määrää paksuussuuntainen lämpölaajenemiskerroin az. Merkitsemällä alkuperäistä sädettä R0:lla, saadaan lämpötilamuutoksen DT aiheuttamalle säteen muutokselle DR lauseke
Komposiitin merkittäviä rakenteellisia ominaisuuksia ovat aineosien seossuhteet ja niiden järjestäytyminen. Komposiitteihin jää käytännössä aina myös huokoisuutta, joka voi merkittävästi vaikuttaa lopputuotteen ominaisuuksiin.
6.1.1 Aineosien seossuhteet ja järjestäytyminen
Kuitulujitetun komposiitin seossuhteista tärkein on lujitepitoisuus. Sen teoreettisena ylärajana on pyöreiden, yhdensuuntaisten kuitujen suurin mahdollinen pakkaustiheys (kuva 6.1a), joka on noin 91 tilavuusprosenttia (t%). Käytännössä kuidut ovat kuitenkin aina epätasaisesti jakautuneet (kuva 6.1b). Kun lisäksi otetaan huomioon, että kuitujen välissä on oltava kuormituksia kuidusta toiseen siirtävää muoviainetta, on lujitepitoisuuden käytännön yläraja yhdensuuntaiskuiduilla lujitetussa rakenteessa 65…70 t%. Useimmilla lujitetuotteilla ja valmistusmenetelmillä lujitepitoisuus jää selvästi tätä alhaisemmaksi (ks. luku 5).
Kuva 6.1Yhdensuuntaiskuiduilla lujitettu laminaatti: kuitujen suurin mahdollinen pakkaustiheys ja tyypillinen jakautuma.
Komposiitin
muodostavien raaka-aineiden seossuhteet ilmaistaan paino- tai tilavuusosuuksina.
Paino-osuudet ovat käytännöllisiä esimerkiksi raaka-aineiden annostelussa.
Mekaanisissa tarkasteluissa taas on tunnettava aineosien tilavuusosuudet.
Seossuhteiden muuntaminen paino-osuuksista tilavuusosuuksiksi ja päinvastoin
onkin usein toistuva tehtävä.
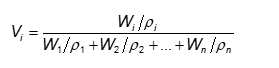
Yleisessä
tapauksessa n komponenttia sisältävän komposiitin komponentin i
tilavuusosuus Vi saadaan lausekkeesta
(6.1)
missä Wi
on komponentin i paino-osuus ja ρi sen tiheys.
Lujitteen
ja matriisimuovin muodostamalle laminaatille kaava (6.1) supistuu muotoon:
(6.2)
missä
alaindeksi f viittaa lujitteeseen ja m matriisiin.
Kääntäen,
mikäli eri komponenttien tilavuusosuudet tunnetaan, saadaan paino-osuuksille
kaavoja (6.1) ja (6.2) vastaten lausekkeet
(6.3), (6.4)
Käytännön
laminaateissa lujitteen tiheys on lähes aina muoviaineen tiheyttä suurempi.
Lukuarvoltaan lujitekuitujen paino-osuus on siten suurempi kuin vastaava
tilavuusosuus. Poikkeuksen muodostavat polyeteenikuiduilla lujitetut muovit,
sillä polyeteenin tiheys (0,97 kg/dm3) on pienempi kuin useimpien
matriisimuovien tiheys. Esimerkkinä lujitteiden paino- ja tilavuusosuuksien
välisistä suhteista on kuvassa 6.2 esitetty riippuvuudet lasi-, hiili- ja
aramidikuiduilla lujitetuille laminaateille, kun muoviaineen tiheydeksi on
oletettu epokseille ja polyestereille tyypillinen arvo 1,20 kg/dm3.
Kuva 6.2Kuitulujitettujen muovien tilavuus- ja paino-osuuksien välinen riippuvuus. Muoviaineen tiheys rm = 1,20 kg/dm3.
Komposiitin
tiheys ρc saadaan
laskettua raaka-aineiden tiheyksistä ja tilavuusosuuksista. Yleisessä
tapauksessa tiheyden lauseke on
(6.5)
Lujitteen
ja matriisimuovin muodostamalle laminaatille lauseke supistuu muotoon
(6.6)
Laminaattirakenteen
mitoituksessa lähtökohtana on valitulla valmistusmenetelmällä saavutettava
lujitepitoisuus. Mitoituksessa määritetään tarvittava laminaatin paksuus. Kun laminaatin
paksuus ja lujitepitoisuus ovat tunnetut, tarvittava lujitteen neliömassa
saadaan paksuutta, neliömassoja ja aineosien tiheyksiä sitovasta lausekkeesta
(6.7)
missä mAf ja mAm ovat lujitekerrosten ja matriisiaineen neliömassat
ja rf on lujitteen tiheys. Vastaava yleisempi lauseke n komponenttia sisältävän laminaatin
paksuudelle on
(6.8)
missä mAi on komponentin i neliömassa.
Esimerkki
Esimerkkinä
edellä esitettyjen kaavojen käytöstä tarkastellaan lasikuitumatolla lujitettua
polyesterilaminaattia, joka yksinkertaisuuden vuoksi oletetaan täysin
huokosettomaksi. Lujitematon neliömassa on 450 g/m2, lasikuidun
tiheys 2,54 kg/dm3 ja polyesterin tiheys 1,20 kg/dm3.
Laminaatti valmistetaan kahdesta mattokerroksesta ja sen paksuudeksi saadaan
1,75 mm.
Lähtöarvojen
perusteella saadaan lujitteen neliömassaksi kokonaisuudessaan 900 g/m2.
Kaava (6.7) antaa lujitteen tilavuusosuudeksi Vf = 0,20 eli
20 t%. Kaavalla (6.6) saadaan laminaatin tiheydeksi ρc = 1,47
kg/dm3. Kaavan (6.4) mukaan lujitteen paino-osuus on 0,35 eli 35 p%.
Koko laminaatin neliömassaksi saadaan 900 g/m2 / 0,35 = 2.570 g/m2
ja matriisimuovin määräksi 1.670 g/m2.
6.1.2 Huokoisuus
Komposiittiin
jää käytännössä aina kaasuhuokosia. Huokosten tilavuusosuus eli huokoisuus riippuu valmistustekniikasta.
Huokoisuutta aiheuttavat myös joidenkin hartsien sisältämät tai niistä kovettumisreaktiossa
vapautuvat aineosat, mikäli nämä eivät pääse poistumaan komposiitista ennen sen
kovettumista. Parhailla valmistusmenetelmillä komposiitin huokoisuus on
prosentin murto-osia, huonommilla menetelmillä jopa 10…15 %.
Komposiitin
huokoisuus voidaan määrittää punnitsemalla näytepala ja mittaamalla sen tiheys.
Kun lisäksi tunnetaan muoviaineen ja lujitteen tiheydet ja massaosuudet,
huokoisuus Vv saadaan laskettua kaavasta
(6.9)
Huokoisuusarvoihin
on syytä suhtautua varauksella, sillä materiaalien tiheyksien ja näytteen
tilavuuden määritys riittävällä tarkkuudella on käytännössä hankalaa. Usein
huokoisuus määritetään myös optisesti, jolloin huokoisuuden ohella voidaan arvioida
huokosten kokoa ja niiden jakautumaa.
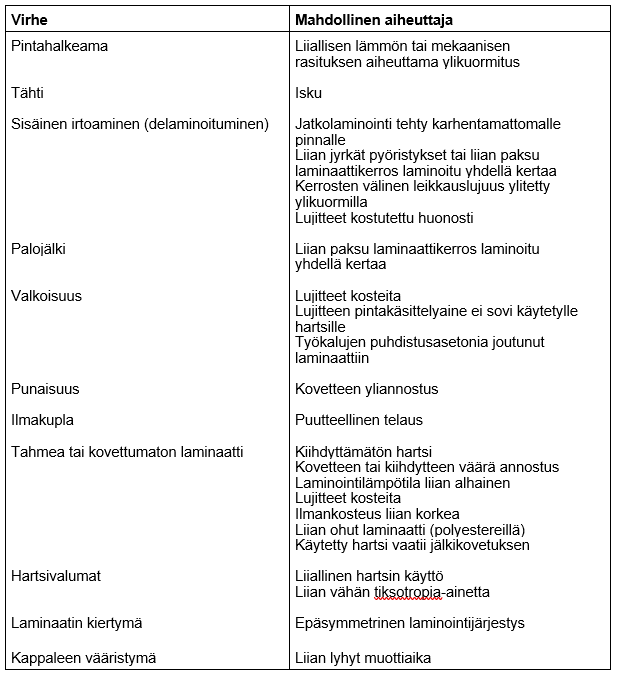
Lujitemuovien vauriot voivat
johtua valmistusvirheistä, liiallisista kuormituksista tai käyttöolosuhteista.
Tyypillisiä valmistusvirheitä ovat huokoset, laminaatin kovettumattomuus tai
liiallinen lämpeneminen. Ylikuormitus on käytännössä usein iskukuorma tai
käyttölämpötilojen ylitys. Auringonvalo, kosteus ja kemikaalien vaikutus ovat
merkittävimpiä ulkoisista olosuhteista johtuvien vaurioiden syitä.
Vauriot voivat olla helposti
havaittavia murtumia tai pinnan selviä muutoksia. Näin ei valitettavasti ole
aina. Esimerkiksi väsymisvaurion tai korroosion laminaattia heikentävää
vaikutusta ei voi aina todeta ulospäin. Erilaisilla NDT-menetelmillä on
mahdollista todeta osa sisäisistä vaurioista. Usein vaurioiden suuruus joudutaan
kuitenkin tarkistamaan testilaminaateilla.
Kantavien rakenteiden
korjauksessa on ymmärrettävä laminaattirakenteiden perusteet, sillä
korjauksella pyritään palauttamaan rakenteen alkuperäinen jäykkyys ja lujuus.
Tämä vaatii alkuperäisten rakenteiden ja materiaalien tuntemista. Lisäksi on
otettava huomioon korjauslaminoinnin mahdolliset puutteet lujitesisällön tai
valmistusolosuhteiden osalta.
Seuraavat korjausohjeet
käsittelevät pääasiassa avomuottimenetelmillä valmistettuja osia. Useimmat
suljettujen muottien menetelmillä valmistetut kappaleet ovat yksikköhinnaltaan
niin alhaisia, että korjaus ei ole taloudellisesti mielekästä. Korjausohjeet
ovat kuitenkin varsin yleispäteviä ja sovellettavissa myös em. tuotteisiin.
5.5.1 Laminaatin korjaus
Laminaatti voi olla kokonaan
murtunut tai siinä voi olla vain paikallisia pinnassa tai laminaatin sisässä
olevia vikoja. Pienet pintaviat voidaan korjata hiomalla vioittunut laminaatti
pois ja laminoimalla vastaava lujitemäärä ja vastaava laminaattirakenne tilalle.
Korjauksessa on muistettava seuraavat yleispätevät ohjeet:
Olosuhteiden
on oltava riittävän hyvät hartsien kovettumiselle. Käytännössä tämä merkitsee
huoneenlämpötilassa kovettuville hartseille vähintään +15 °C:n lämpötilaa ja alle 75 %:n
suhteellista kosteutta. Mikäli näitä olosuhteita ei saavuteta, on hartsien
kovetussysteemiä modifioitava (mikäli mahdollista) tai korjausalueelle on
tuotava lisälämpöä.
Vanhan
maalipinnan poistamiseen ei saa käyttää metalleille kehitettyjä
maalinpoistoaineita, sillä ne voivat heikentää laminaattia. Lujitemuoveille
löytyy omia sopivia maalinpoistoaineita, mikäli niitä halutaan käyttää.
Korjattavan
kappaleen on oltava kuiva, sillä kosteus estää useimpien hartsien kunnollisen
kovettumisen.
Esivalmisteluna
laminaatin osalta riittää puhdistus jollain nopeasti haihtuvalla liuotteella
(esim. asetoni) sekä ennen että jälkeen hionnan. Vaurioituneen kohdan hionnassa
ehjään laminaattikerrokseen asti voidaan käyttää hiomalaikkoja tai muita
työstötapoja. Riittävä reunojen viistoutus ja sopivan karkealla hiomapaperilla
(karkeus 240) suoritettu viimeistelyhionta ennen jatkolaminointia tai liimausta
riittävät pienehköihin korjauksiin.
Korjausmateriaalit
tulisi valita samoiksi kuin peruslaminaatissakin. Jos tämä ei ole mahdollista,
on valittava lujitemääriltään vastaavat rakenteet ja laminoitava ne siten, että
lujitteiden määrä eri suunnissa on vähintään sama kuin alkuperäisessä laminaatissa.
Yleensä samantyyppiset harsit toimivat keskenään, mikäli alkuperäistä hartsia
ei ole saatavissa korjaukseen.
Polyesteripohjaisen
laminaatin voi korjata kohtuullisin tuloksin epoksihartsilla mutta toisinpäin
tulos on huono. Korjauslaminaattia ei saa tehdä toisaalta liian vahvaksi ja
jäykäksi, sillä se voi muuttaa rakenteen käyttäytymistä ja näin edistää
murtumista korjauskohdan ulkopuolella.
Mikäli laminaatti on täysin
murtunut, suoritetaan sen korjaus poistamalla vaurioitunut alue ja laminoimalla
uusi vastaava rakenne tilalle. Alkuperäisen lujuuden säilyttämiseksi joudutaan
poistetun kohdan reunat viistämään. Viisteen kulma riippuu laminaatin
vetolujuuden ja sauman leikkauslujuuden suhteesta, sillä kuormat siirrettävä
leikkauksella korjauslaminaattiin. Yleensä liimauksen lujuus vaihtelee välillä
20…40 N/mm2 ja laminaatin vetolujuus välillä 120…1500 N/mm2
lujitteista ja suuntauksista riippuen. Suuntaa antavana vähimmäisviistouksen
arvona voidaan käyttää eri lujitteille ja rakenteille taulukon 5.23 mukaisia
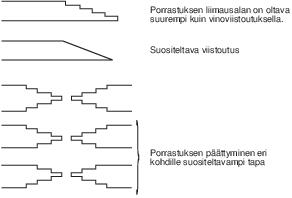
arvoja. Taulukon arvot perustuvat vakioviistoukseen. Mikäli viistoutus tehdään
porrastamalla, on liimauspinta-alaa kasvatettava.
Taulukko 5.23Korjauslaminaatin vähimmäisviistoutukset eri laminaattityypeille.
Viistoutuksen voi tehdä yksi-
tai kaksipuolisena. Kaksipuolinen viistoutus on rakenteellisesti parempi, mutta
sen tekeminen on hankalampaa vaatien pääsyn laminaatin molemmille puolille.
Kuvassa 5.72 on esitetty erilaisia laminaattikorjauksiin soveltuvia
viistoutustapoja.
MKR 12.11
Kuva 5.72Erilaisia laminaatin viistoutustapoja korjauslaminointia varten.
Yleensä korjauslaminaatti
kannattaa laminoida valmiiksi irrotettavan muovikalvon päälle
laminointipöydällä, josta koko nippu nostetaan kerralla paikattavaan kohtaan.
Näin saadaan paikkauslaminaatin mitat pysymään helpommin oikeina.
Jos korjattavaa kohtaa ei
tarvitse poistaa, korjaus voidaan suorittaa kaksi- tai yksipuolisella
lisälaminoinnilla kuvan 5.73 mukaisesti. Tässä tapauksessa nostetaan laminaatin
paikallista taivutusjäykkyyttä huomattavasti, mikä voi mahdollisesti aiheuttaa
ylikuormitusta korjatun alueen reunoilla. Jäykkyyden muutoksen lieventämiseksi
laminaatin reunojen porrastus kannattaa tehdä loivaksi.
MKR 12.12
Kuva 5.73 Laminaatin korjaus päällelaminoinnilla.
5.5.2 Kerroslevyn korjaus
Kerroslevyrakenteiden
korjauksessa on useampia työvaiheita kuin pelkän laminaatin korjauksessa. Jos
kerroslevy on lisäksi kaareva, joudutaan vahvemmat ydinaineet esitaivuttamaan
korjattavan kappaleen muotoiseksi.
Kuvassa 5.74 on esitetty suoran
kerroslevyn korjaus sisälaminaatin ollessa ehjä. Korjattavalta alueelta
poistetaan pintalaminaatti ja ydinaine. Pehmeille ydinaineille suositellaan sen
poistamista ehjän laminaatin alta kuvan mukaisesti. Ydinainepalat asennetaan
korjattavan kohtaan kuvan mukaisesti. Lopuksi korjataan pintalaminaatti kappaleen
5.5.1 mukaisesti. Kovilla ydinaineilla voidaan käyttää kohtisuoria
liimapintoja. Ydinainepalojen liimaukseen voidaan käyttää
hartsi/mikropalloseosta, vaahtoutuvaa liimaa tai kostutettua lujitetta.
MKR 12.13
Kuva 5.74 Suoran kerroslevyn korjaus pehmeille ja koville ydinaineille, kun sisälaminaatti on ehjä.
Jos kerroslevyn molemmat pinnat
korjataan, kannattaa laminaattien leikkauskohdat porrastaa kuvan 5.75
mukaisesti. Mikäli sisälaminaattia ei päästä laminoimaan, käytetään tukilevyä tai
esikovetetaan sopiva soikion muotoinen ”puolikerroslevy”, joka
liimataan korjattavaan kohtaan. Liimauksen kovettua suoritetaan pintalaminaatin
korjaus.
MKR 12.14
Kuva 5.75Koko kerroslevyrakenteen korjaus ja esivalmistetulla korjauspalalla tehtävä kerroslevyn korjaus.
Kaarevan kerroslevyn korjaus
raskaita ja jäykkiä ydinaineita käyttäen vaatii ydinaineen esimuotoilun.
Muotoilu voidaan tehdä lämmittämällä ja taivuttamalla muotissa tai kappaleen
pinnalla. Toinen pintalaminaatti voidaan liittää valmiiksi ydinaineeseen
käsinlaminoimalla tai liimaamalla. Tällöin korjaus tapahtuu samoin kuin kuvassa
5.75.
Mikäli korjattava rakenne ei ole
kovin painokriittinen, voidaan ydinaine korvata hartsi/mikropallo-seoksella,
joka on lujuudeltaan ydinainetta parempi. Seos on myös jäykempää kuin mitkään
ydinaineet, joten paikallisen jäykistyksen mahdolliset haitat on mietittävä
ennen korjausta. Juohevan jäykkyysjakautuman aikaan saamiseksi kannattaa
ydinaineen reunat viistota. Hartsi/mikropallo-seos sopii hyvin kaarevien osin
korjaukseen. Samoin se soveltuu ydinaineiden liimaukseen ja paklaukseen.
Paikalliset pintalaminaattien
irtoamiset ovat kerroslevyrakenteissa tyypillisiä vaurioita. Mikäli ydinaine ja
laminaatit eivät ole vaurioituneet, voidaan liimauksen irtoaminen korjata
injektoimalla hartsia laminaatin ja ydinaineen väliin. Työ voidaan tehdä
tavallisella kertakäyttöisellä injektioruiskulla.
5.5.3 Pinnan viimeistely
Korjatun alueen paikallinen
maalaus ja viimeistely pinnanlaadultaan kriittisissä tuotteissa on työlästä.
Gelcoat-pinnan sävytys täysin alkuperäistä vastaavaksi on lähes mahdotonta,
sillä värisävyt muuttuvat ajan mukana.
Pinnan viimeistely vaatii normaalisti
käsihiontaa ja paklausta. Viimeistely voidaan tehdä maaleja tai gelcoateja
käyttäen. Lujitemuoveille soveltuvat epoksipohjamaalit ja uretaanipintamaalit.
Liimaus on luonnollinen tapa
muovikomposiittien ja muiden osien liittämiseksi pysyvästi toisiinsa.
Liimauksen hyvinä puolina ovat mm:
tasainen
jännitysjakauma
tasaiset
pinnat
erilaisten
pintojen yhteen liittäminen on helppoa
ei
galvaanista korroosiota
voidaan
automatisoida ja tarvittaessa tehdä nopeasti
liitoksen
aiheuttama painonlisäys pieni.
Mekaanisiin liitoksiin
verrattuna liimaliitos vaatii yleensä laajemmat liitettävät pinnat, koska
liimojen lujuudet ovat selvästi pienempiä kuin perusaineilla. Samoin liimojen
lämpötilan tai kemikaalien kesto voi olla rajoittava tekijä.
Pitävän liimasauman
aikaansaaminen edellyttää oikean liimatyypin valintaa ja sen vaatimaa liimauspintojen
esikäsittelyä sekä oikeita kovetusolosuhteita.
5.4.1 Liimauksen taustaa
Kahden eri aineen välillä
vaikuttavien vetovoimien yhteisvaikutusta kutsutaan adheesioksi. Adheesio perustuu
kahteen pääilmiöön eli mekaaniseen ja spesifiseen adheesioon. Mekaanisella
adheesiolla tarkoitetaan tartuntaa, joka syntyy, kun liimattavien pintojen
huokosiin tunkeutunut liima kovettuu. Spesifinen adheesio tarkoittaa puolestaan
fysikaalis-kemiallisia ilmiöitä, joita syntyy liiman ja liimattavan pinnan
välille. Jälkimmäinen on lujassa liimasaumassa merkittävin tekijä.
Spesifisen adheesion
syntymiseksi on liiman ja liimattavan aineen oltava riittävän lähellä toisiaan.
Vain tällöin voi syntyä kemiallisia, ns. primäärisiä tai sekundäärisiä (Van der
Waalsin voimat) liitoksia. Primääriset liitokset tapahtuvat atomien välillä ja
ovat suhteellisen harvinaisia liimaliitoksissa. Näitä huomattavasti heikommat
sekundääriset liitokset tapahtuvat molekyylien välillä ja antavat
pääasiallisesti liimasaumalle sen lujuuden.
Sekundäärivoimat ovat joko
polaarisia tai polaarittomia. Polaarisissa molekyyleissä sidoselektronit ovat
enemmän toisen atomin puolella. Polaarittomissa molekyyleissä positiivisten ja
negatiivisten varausten painopisteet ovat lähes samassa kohdassa. Polaarisia aineita
ei voi liimata polaarittomilla ja päinvastoin. Tätä sääntöäkään ei voi ottaa
täysin kirjaimellisesti, sillä materiaalien molekyylirakenteet ovat erittäin
monimutkaisia verrattuina esitetyissä teorioissa käytettyihin. Polaarittomia
aineita ovat mm. luonnonkumi, polyeteeni ja teflon, polaarisia taas metallit,
lasi sekä puu.
Sekä primääriset että
sekundääriset liitokset vaativat erittäin pienen etäisyyden (alle 0,5 nm)
liiman ja liimattavan kappaleen välille. Tämän jälkeen vetovoimat heikkenevät
erittäin nopeasti yleensä etäisyyden kuudennessa tai seitsemännessä
potenssissa. Pintojen esikäsittelyllä ja liimojen sopivilla funktionaalisilla
ryhmillä luodaan edellytykset erilaisten liitosten syntymiselle.
Nestemäisen liiman on levittävä
liimauspinnalle mahdollisimman tasaisesti ja tunkeuduttava pieniinkin
huokosiin. Juokseva liima syrjäyttää ilmahuokoset ja aikaansaa tiiviin yhteyden
liimattavaan pintaan. Tämä on edellytyksenä spesifisen adheesion synnylle. Liiman
pintajännityksen on oltava pienempi kuin liimattavan pinnan. Jos näin ei ole,
liima pisaroituu eikä leviä. Metalleilla pintajännitys on moninkertainen
liimojen pintajännityksiin verrattuna. Metallipinnoille liimat leviävätkin
hyvin. Sen sijaan monilla kestomuoveilla pintajännitys on liimoja pienempi,
joten liimattavat pinnat vaativat erikoiskäsittelyä. Sama tilanne on
rasvoittuneiden pintojen kanssa. Taulukossa 5.20 on annettu muutamien
materiaalien ja liimojen pintajännitysarvoja.
Taulukko 5.20Eri materiaalien ja liimojen pintajännitysarvoja.
5.4.2 Liimojen ominaisuuksista
Liimoja ja niiden ominaisuuksia
on kuvattu luvussa 3. Taulukossa 5.21 on esitetty usein käytettyjen
liima-aineiden valmistusteknisiä ominaisuuksia ja kovettuneiden liimojen
ominaisuuksia.
Tavallisimmat rakenteelliset
liimakalvot, joita käytetään usein prepreg-materiaalien kanssa, ovat
vinyyli-fenoli-, epoksi- ja bismaelimidipohjaisia. Niiden lämmönkestot ovat
vastaavasti parhaimmillaan noin 70 °C, 200 °C ja 270 °C. Liimojen kovetuslämpötilat
ovat vastaavia kuin prepregeillä. Liimakalvoista on saatavissa myös vaahtoutuvia
versioita, joilla voidaan valmistaa useamman millimetrin paksuisia
liimasaumoja.
Taulukko 5.21Rakenneliimojen ominaisuuksia.
5.4.3 Liimattavien pintojen esikäsittely
Liimattavien pintojen esikäsittely
on lähes aina välttämätön kunnollisen adheesion saavuttamiseksi. Liimattavista
materiaaleista riippuen käsittelyksi voi riittää pelkkä puhdistus, mutta usein
tarvitaan myös pinnan karhennus. Vaikeammin liimattaville pinnoille tarvitaan erilaisia
kemiallisia tai sähköisiä käsittelyjä.
Liimattavien pintojen puhdistus
rasvoista, irrotusaineista, kosteudesta ja muusta liasta on kaikilla
materiaaleilla tärkeää. Puhdistus tehdään erilaisilla nopeasti haihtuvilla
liuotteilla.
Pinnan karhennus on hyödyllinen
kaikilla muilla materiaaleilla paitsi erittäin pienen pintajännityksen
omaavilla materiaaleilla. Näillä voi liimauksen rajapintaan jäädä helposti
ilmahuokosia, koska liima ei tunkeudu karhennuksen aikaansaamiin koloihin.
Karhennus voidaan tehdä mekaanisesti, hiekkapuhaltamalla tai käyttämällä
karhennuskankaita. Viimeksi mainitut ovat suosittuja muovikomposiiteilla.
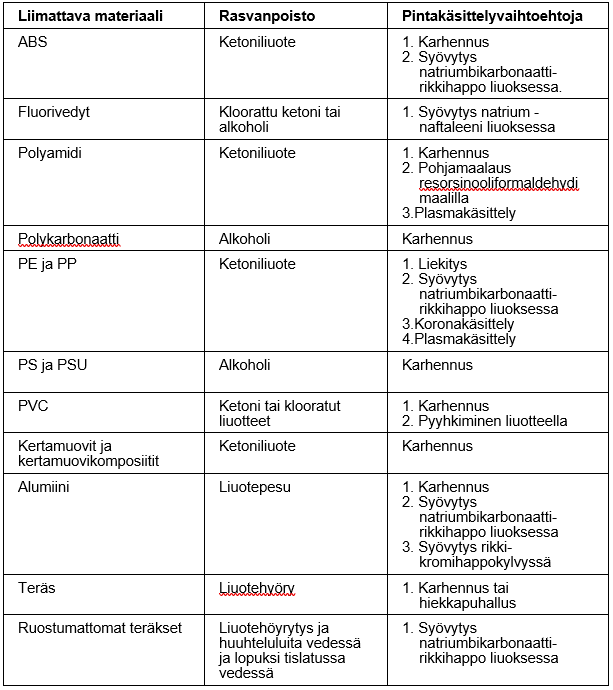
Kemiallisia käsittelyjä
käytetään etenkin kestomuovien liimauksessa. Yleensä nämä ovat erilaisia
happokäsittelyjä. Samoin kestomuoveille soveltuvat liekitys, korona- ja
plasmakäsittelyt. Näitä käytetään varsinkin kaikkein vaikeimmin liimattaville
muoveille. Taulukossa 5.22 on annettu suositeltuja pintakäsittelyjä eri
materiaaleille.
Taulukko 5.22Eri materiaalien pintäkäsittelyvaihtoehtoja liimausta varten.
5.4.4 Liimausprosessi
Ohjeiden mukaisen pintojen
esikäsittelyn jälkeen on liimaus pyrittävä suorittamaan nopeasti, sillä
käsittelyn vaikutus voi pienentyä ja likaantumisriski kasvaa koko ajan. Oikean
liimatyypin valinnan jälkeen on useampikomponenttiset liimat sekoitettava
tarkasti oikeissa suhteissa. Sekoituksen on oltava tehokas. Erittäin tärkeää
tämä on epokseja käytettäessä. Liima voi olla myös kalvoina, tabletteina tai
jauheina.
Liiman levitys voidaan tehdä pensselillä,
telalla, lastalla, ruiskuttamalla tai automaattisilla annostuslaitteilla.
Liimattavien pintojen avoaikaa ja itse liiman käsittelyaikaa voidaan yleensä
säädellä liimattavan kappaleen tarpeiden mukaisesti.
Liiman kovettaminen tapahtuu
lämmön ja paineen alaisena. Monet liimat kovettuvat huoneenlämpötilassa ja
paineeksi riittää pelkkä pintojen yhteen puristus. Korotettua lämpötilaa
käytetään kovettumisen nopeuttamiseksi tai myös kovetusreaktion aloittamiseksi
tietyillä liimatyypeillä. Painetta tarvitaan mm. runsaasti liuotteita
sisältäviä liimoja ja liimakalvoja käytettäessä. Paine aikaansaadaan
puristimilla, alipainesäkillä, autoklaavilla tai muilla vastaavilla laitteilla.
Lämmitys voidaan aikaansaada perinteisin menetelmin uuneissa, induktiolla tai suurtaajuuskuumennuksella.
Lujitemuovien työstössä
käytetään lähes kaikkia vastaavia menetelmiä kuin metallien työstössä. Näiden
suhteellinen osuus on kuitenkin erilainen. Esimerkiksi lastuavaa työstöä
käytetään vain erikoistapauksissa.
Lujitteet ovat vaikeita materiaaleja
mekaanisen työstön ja leikkauksen kannalta. Esimerkiksi lasi- ja hiilikuidut
kuluttavat nopeasti normaalit työkalujen terät. Lujitemuovien työstö vaatiikin
kunnolliseen tulokseen pyrittäessä erikoistyökalut ja omat työstötapansa.
Työstöjätteen poisto ja käsittely vaatii erityishuomiota varsinkin hionnassa ja
leikkauksessa, sillä pöly leviää helposti työtiloihin.
Komposiittimateriaalien
kerrosmainen rakenne vaatii leikattavan kappaleen hyvää tuentaa ja sopivia
leikkuunopeuksia delaminaatioiden estämiseksi. Muovimatriisit lämpenevät myös
varsin helposti rajoittaen mekaanisen työstön nopeuksia.
5.3.1 Leikkaus
Perinteisten mekaanisten
leikkaustapojen ohella lujitemuoveille on viime vuosina kehitetty useita uusia
työstötapoja. Ultraäänen, laserin ja vesisuihkun käyttö on laajenemassa
lentokoneteollisuudesta yhä enemmän teollisuuskomposiittien valmistukseen.
Sahaus
Lujitteiden leikkaukseen
käytetään saksien ohella tekstiilien leikkaukseen suunnitellulla terällä
varustettua vannesahaa. Aramidilujitteet vaativat saksissa kovametalli- tai
keraamipinnoituksen ja erikoismuotoilun lujitteen lipsumisen estämiseksi.
Laminaatin leikkaukseen
käytetään tavallisesti timanttipinnoitteisia laikkoja tai pistosahoja. Näitä ja
erilaisia teriä on kuvassa 5.62.
MKR 12.1
Kuva 5.62Muovikomposiittien leikkaukseen käytettäviä käsityökaluja ja niissä käytettäviä teriä.
Laminaattilevyn leikkaus
onnistuu varsin hyvin pyörösahalla, jossa on timanttipinnoitteinen terä.
Materiaalin syöttönopeudeksi suositellaan 1,3 mm/s aina 2,5 mm:n
laminaattipaksuuteen asti ja paksummille suhteessa alhaisempaa nopeutta kuvan
5.63 mukaisesti.
MKR 12.2
Kuva 5.63Lujitemuovilaminaatin leikkuunopeus pyörösahauksessa.
Ohutta laminaattia voi leikata
myös puunleikkausterällä varustetulla vannesahalla. Yleisarvo syöttönopeudelle
on 3…5 mm/s. Sahanterän kolmen hampaan paksuuden tulisi vastata laminaatin
paksuutta. Aramidikuidulla lujitetun laminaatin leikkauksessa suositellaan
käytettäväksi hienohampaista terää, jonka leikkaussuunta on päinvastainen
normaaliin verrattuna.
Ultraäänileikkaus
Ultraäänileikkaus perustuu
korkealla taajuudella (yleensä 20 kHz) värähtelevään leikkuuterään. Se on
sovelias etenkin prepreg-puolivalmisteille. Sitä voidaan käyttää myös ohuiden
laminaattien ja hunajakennojen leikkauksessa.
Ultraäänen käytöllä pienennetään
oleellisesti terän ja leikattavan materiaalin välistä kitkaa. Lujitteiden ja
prepregien leikkaus tapahtuu nopeasti ja tarkemmin kuin perinteisillä tavoilla.
Se on myös nopeampi kuin laser- ja vesisuihkuleikkaus. Tällä hetkellä
kaupalliset leikkuuterät sallivat noin 20 mm paksuuden. Kehitteillä on myös pidempiä
teriä. Kuvassa 5.64 on erilaisia leikkuuteriä ja käsikäyttöinen
ultraäänileikkuri.
MKR 12.3
Kuva 5.64Ultraäänileikkauksessa käytettäviä teriä ja käsikäyttöinen ultraäänileikkuri.
Terien muotoilu ja pinnoitus
vaihtelevat leikattavasta materiaalista riippuen. Samoin käytettävä teho
määräytyy materiaalin ja sen paksuuden mukaan. Leikkuupöydän on oltava sopivan
kimmoisa, jotta se vaimentaisi terän värähtelyjä. Käytännössä mm. uretaanin,
lujitemuovien ja kumioitujen tekstiilien on todettu toimivan ja kestävän
kohtuullisesti leikkuupöydän pinnoitteena.
Laserleikkaus
Leikkaustarkoituksiin
käytettävän laserin periaate on esitetty kuvassa 5.65. Koherentti valonsäde
kohdistetaan linsseillä erittäin kapeaksi sädekimpuksi, jossa paikallinen teho
nousee erittäin korkeaksi. Tämä säde höyrystää orgaaniset aineet
mikrosekunneissa. Yleensä laseriin on myös yhdistetty ilmasuihku, joka poistaa
materiaalin leikkausraosta ja estää linssien likaantumisen.
Komposiittimateriaalien
leikkaukseen käytetään lähinnä CO2-laseria. Sillä saadaan aikaiseksi
sekä jatkuva säde että pulssisäde. Suuri teho mahdollistaa myös korkeat
leikkuunopeudet. Hiilidioksidilaserissa emittoituvan valon aallonpituus on 1,06×10 4 nm, jota kaikki
orgaaniset materiaalit absorboivat erittäin hyvin.
MKR 12.4
Kuva 5.65Kaasuavusteisen laserin periaate.
Laserin leikkaustarkkuus on 0,05
mm, joka on selvästi parempi kuin useimpien kappaleen siirtolaitteiden
tarkkuus. Näin itse laserin tarkkuus on harvemmin kriittinen.
Teollisuuslasereiden tehot ovat 500…1500 W. Tyypillisen yksikön koko on puoli
neliömetriä ja paino n. 300 kg. Laserin höyrystäessä materiaalia syntyy
kaasuja, jotka sisältävät terveydelle haitallisia aineita. Näin ollen joudutaan
huolehtimaan riittävästä ilmastoinnista.
Orgaanisten lujitteiden kuten
aramidin ja sen komposiittien leikkaus onnistuu hyvin laserilla.
Leikkuunopeudet ovat 5…6 m/min alle 10 mm:n paksuisilla laminaateilla.
Reikien ja muotojen leikkauksessa käytetään pulssisädettä ja huomattavasti
pienempiä nopeuksia (noin 0,2 m/min).
Lasikuidulla lujitettujen
laminaattien leikkauksessa tarvitaan huomattavasti enemmän tehoa kuin
orgaanisilla aineilla. Kuitujen sulattamiseen tarvitaan paljon tehoa ja se
johtuu myös lujitteiden kautta lähellä olevaan matriisiin vahingoittaen sitä.
Parhaiten laser soveltuu ohuiden laminaattien leikkaukseen. Maksimissaan
leikkuunopeudet ovat esimerkiksi 6 mm:n ja 2 mm:n paksuisille laminaateille 2
m/min ja 15 m/min.
Hiilikuidulla lujitettujen prepregien
ja laminaattien leikkauksessa on ongelmana lämmön johtuminen, joka joko
kovettaa prepreg-hartsia tai kuumentaa liikaa laminaattia. Prepregien leikkuunopeudet
ovat 70…80 m/min yhtä 0,1 mm:n paksuista kerrosta leikattaessa. Hiilikuitulujitetun
laminaatin leikkaus on hitaampaa kuin lasikuitulujitetun laminaatin.
Esimerkiksi 3 mm paksun laminaatin leikkuunopeus on 2 m/min. Tällä nopeudella
lämpö tuhoaa matriisia noin yhden millimetrin etäisyydelle leikkausreunasta.
Laserin käyttö kolmidimensionaalisiin
leikkauksiin robottiohjauksella tai muulla vastaavalla ohjauksella on
kokeiluasteella. Lasersäteen kohdistus riittävän tarkasti ja hallitusti on
ollut pulmana. Myös laitteistojen kalleus on ollut toistaiseksi esteenä
laserleikkauksen käyttöön teollisuuskomposiittien valmistuksessa.
Vesisuihkuleikkaus
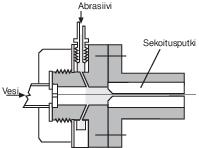
Vesisuihkuleikkaus perustuu
korkeapaineisen (jopa yli 4 000 baaria), kapean vesisuihkun käyttöön. Vesisuihkun
nopeus on n. 850 m/s ja sen halkaisija vaihtelee suuttimen koon mukaan välillä
0,8…7 mm. Pehmeiden materiaalien leikkauksessa käytetään puhdasta vettä. Sen
sijaan kovia materiaaleja kuten komposiittilaminaatteja leikattaessa veden
sekaan sekoitetaan abrasiiveja eli kovia hiukkasia, jotka tehostavat
leikkausta. Kuvassa 5.66 on esitetty vesisuihkuleikkauslaitteen suuttimen
periaate abrasiivia käytettäessä.
Vesisuihkuleikkauslaitteistoon
kuuluvat korkeapainepumput, leikkaussuutin, leikkausveden keräyslaitteisto ja
abrasiivin syöttölaitteisto. Suutinosa voi olla kaukanakin pumpuista ja sitä
voidaan ohjata roboteilla.
MKR 12.5
Kuva 5.66Vesisuihkuleikkaussuuttimen periaate, lisävarusteena abrasiivin syöttö.
Vesisuihkuleikkauksen etuina
ovat kapea leikkausrako ja leikkauksen aloituskohdan vapaa valinta.
Leikkauksessa ei synny myöskään lämpöä eikä vaarallisia höyryjä tai pölyä.
Haittoja ovat korkea melutaso ja komposiittilaminaateilla mahdollinen
delaminoituminen, jos suihkun nopeus pienenee käyttöhäiriöissä. Lisäksi vesi
voi tunkeutua kerrosten väliin tai lujitteisiin sekä lujitteita että
laminaatteja leikattaessa. Erittäin epähomogeenisilla materiaaleilla,
kerroslevyillä ja suurilla paksuuksilla vesisuihkun leveneminen tai
suunnanmuutos voi aiheuttaa hylättävän leikkausreunan.
Kuvassa 5.67 on annettu
ohjeellisia arvoja lujitemuovilaminaattien leikkausnopeuksille
vesisuihkuleikkauksessa. Arvot pätevät kaikille yleisesti käytetyille
lujitteille.
MKR 12.6
Kuva 5.67Vesisuihkuleikkauksen nopeuksia eri paksuisille lujitemuovilaminaateille.
5.3.2 Hionta
Laminaatin hiontaa käytetään
viimeistelyssä, pinnan karhennuksessa ennen jatkolaminointia tai liimausta ja
myös ylimääräisen materiaalin poistamiseen. Hiontaan suositellaan korkeita kierroslukuja
(yli 20 000 r/min). Kuivahionnassa sopivat paperin karkeudet ovat 40…100 ja
vesihionnassa normaalisti 240 tai 320. Muottipintojen viimeistelyssä käytetään
kaikkein hienoimpia papereita aina 1000:een asti.
Laminaattien hionnassa kannattaa
muistaa laminaattien heikko lujuus repiviä kuormia vastaan. Pinnan hionnassa
hiontasuunnan tulisikin olla keskeltä reunalle päin. Näin vältetään parhaiten
delaminaatioriski.
5.3.3 Stanssaus
Stanssausta käytetään sekä
lujitteiden että myös valmiiden laminaattien leikkauksessa.
Laminaattiin voidaan stanssata
reikiä tai muita aukkoja. Stanssaustyökalun ja vastinkappaleen välykseksi
suositellaan puolta siitä, mitä käytetään teräkselle. Lujitemuoveille on myös
kehitetty omia stanssaustyökaluja. Menetelmä ei ole kovin laajassa käytössä ja
soveltuu vain suhteellisen ohuille (alle 5 mm) laminaateille.
Lujitteiden ja prepregien
stanssaus on käytössä sarjatuotantoteollisuudessa, jossa tarvitaan satoja
samoilla mitoilla leikattuja lujiteaihioita. Stanssauslinjan toimintakaavio on
esitetty kuvassa 5.68.
Stanssaus on nopeudeltaan
moninkertainen laser- ja vesisuihkuleikkaukseen verrattuna. Samoin sen
investointikustannukset ovat pienemmät eo. menetelmiin verrattuna, ellei
toimintaa automatisoida hyvin pitkälle. Komposiittimateriaalien stanssauksessa
käytetään joko hydraulisia palkkipuristimia tai rullapuristimia.
Leikkuualustan tulee olla
yhteensopiva leikattavan materiaalin kanssa. Komposiittimateriaaleille on
käytössä mm. polypropeeni- ja polyamidialustoja. Stanssaustyökalu voidaan
valmistaa takomalla karkaistusta teräksestä. Yleisin tapa on kuitenkin käyttää
teräksisiä veitsityyppisiä teriä, jotka asennetaan puiseen tukikehikkoon.
Ydinaineiden stanssausta varten on kehitetty erikoisia sahanteräreunaisia tai
erikoiskorkeita stanssaustyökaluja.
MKR 12.7
Kuva 5.68Lujitteiden ja prepregien stanssauslinja.
5.3.4 Poraus
Komposiittien poraukseen
vaaditaan erikoisteriä, mikäli halutaan moitteettomia reikiä. Laminoitu rakenne
delaminoituu pinnoistaan tai laminaatin keskeltä, mikäli käytetään
vääräntyyppisiä teriä tai vääriä leikkuunopeuksia. Lisäksi riskinä on
lujitteiden irtoaminen tai laminaatin rispaantuminen etenkin, kun laminaatti on
lujitettu heikosti leikkautuvilla aramidilujitteilla.
Lasi- ja hiilikuiduilla lujitetut
laminaatit kuluttavat ja tylsyttävät normaalit poranterät hyvin nopeasti. Tuotantomittakaavan
porauksiin suositellaankin volframkarbidi- tai timanttipinnoitteisia teriä.
Poranterien kallistuskulman
tulisi olla positiivinen. Näin voidaan pienentää tarvittavaa painetta ja
vähentää materiaalin lämpenemistä. Myös muulla terän muotoilulla voidaan
parantaa porausnopeutta ja lastujen poistumista porausreiästä.
Kuvassa 5.69 on esitetty kolme
erilaista volframilla pinnoitettua poranterää. Tyyppejä a ja c käytetään
automaattisissa porissa. Malli b on puolestaan tarkoitettu normaaleihin
porakoneisiin. Terän sisällä oleva jousisysteemi vetää terää takaisinpäin, kun
materiaali on läpäisty. Näin se estää viimeisen laminaattikerroksen
delaminaation. Suositellut leikkuunopeudet näillä terillä ovat 1,5…3 m/s.
MKR 12.8
Kuva 5.69Lujitemuovien poraukseen suunniteltuja teriä.
Lasikuitulujitettujen muovien
poraus onnistuu varsin hyvin myös normaaleilla poranterillä. Erilaisilla
kovametallipinnoituksilla saadaan terien ikä kohtuullisiksi. Hyvä taustatuki ja
laminaatin jäähdytys etenkin paksuilla laminaateilla parantaa tulosta.
Hiilikuitulujitettujen muovien
poraus vaatii myös taustatuen normaaleilla poranterillä. On myös kehitetty
erikoisteriä, joilla saadaan hyvä poraustulos ilman taustatukea. Kuvassa 5.70
on esitetty erityisesti hiilikuitulujitetuille muoveille kehitetty poranterä,
joka tekee samalla kartioupotuksen. Tälle terälle optimikierrosluku on 2800 rpm
ja syöttö 0,04 mm/kierros. Lisäksi porauksessa on käytetty jäähdytystä.
Käsiporakoneilla käytetään hieman toisentyyppisiä teriä ja pienempiä
kierroslukuja.
MKR 12.9
Kuva 5.70Hiilikuitulaminaatin poraukseen ja kartioupotukseen soveltuva terä.
Aramidikuiduilla lujitetut muovit
ovat hankalimpia porata. Kuitujen repeytymisen estämiseksi pyritään
periaatteessa lujite jännittämään ja sen jälkeen leikkaamaan poikki. Poranterä
on C:n muotoinen ja se leikkaa ulkoa sisäänpäin. Hyviä tuloksia on saatu 5000
rpm:n pyörintänopeudella ja 0,03 mm/kierros syötöllä. Kuvassa 5.71 on aramidikuidulla
lujitettujen laminaattien poraukseen soveltuva poranterä.
MKR 12.10
Kuva 5.71Aramidilujitteisten laminaattien poraukseen suunniteltu terä.
Metallien ja komposiittimateriaalien
yhdistelmien porauksessa on käytetty hyvällä menestyksellä automaattiporausta,
jossa terä nostetaan välillä ylös, jolloin myös porauslastut poistuvat. Mikäli
metallihiukkasia ei poisteta porauksen aikana, ne aikaansaavat epätarkkuutta
komposiittiosan reikään.
5.3.5 Lastuava työstö
Lujitemuovien lastuava työstö on
varsin harvinaista. Sorvausta käytetään putkistojen osien valmistuksessa ja se
onnistuu hyvin normaaleja metallityökaluja käyttäen. Tylsillä terillä on
vaarana delaminaatio kuten muissakin työstömenetelmissä. Jyrsintä onnistuu myös
konventionaalisilla terillä. Jyrsintänopeus on säädettävä niin pieneksi, että
saadaan hyvä leikkausjälki ilman delaminaatioita.
Lujitemuovikappaleiden
valmistuksessa tarvitaan yleensä muotti ja muotin valmistamiseksi mahdollisesti
malli. Valmistustekniikka ja kappaleen muoto asettavat erilaisia vaatimuksia
muottisuunnittelulle. Tavallisimmat suunnitteluparametrit ovat:
sarjasuuruus
kovetuslämpötila
muottipaine
mittatarkkuus
ja lämpölaajeneminen
lämmönjohtavuus
muotin
paino ja jäykkyys
kustannukset
valmistusprosessin
erityisvaatimukset.
Mallien ja muottien oikealla
materiaalinvalinnalla ja konstruktiolla on erittäin merkittävä osuus sekä
prototyyppikappaleiden onnistumiseen että sarjatuotteiden taloudellisuuteen. Kappaleiden
dimensiot, päästöt ja pyöristykset vaikuttavat oleellisesti muottien kestoon, samoin
muottien käsittely ja kappaleiden irrotustavat.
5.2.1 Mallit
Mallimateriaalilta vaaditaan
helppoa muotoiltavuutta, mittapysyvyyttä ja edullista hintaa. Mallista tehdään
harvoin kovin monta muottia, joten sen kestävyys ei ole merkittävä
valintakriteeri. Lämpölaajenemiskerroin ei myöskään ole merkittävä tekijä,
mikäli muotit voidaan valmistaa huoneenlämpötilassa.
Avomuottien mallit tehdään puusta, savesta, kipsistä, hartsipastoista, vaahdoista tai muovimateriaaleista valamalla, laminoimalla, 3D-tulostamalla tai työstämällä. Mikäli muotin kovetus vaatii korkean lämpötilan, voidaan myös käyttää esim. grafiittia. Malleja valmistetaan myös solumuoveista tai erityisistä mallimateriaaleista. Tyypillisiä mallimateriaaleja ovat uretaani- ja epoksi/mikropallo-seokset.
Monien suljettujen menetelmien puristuspaineet ovat niin korkeita, että ne vaativat teräsmuotit. Muotit valmistetaan useimmiten työstämällä ilman mallia. Suurten mallien valmistuksessa on yleistynyt numeerisesti ohjattujen työstökoneiden käyttö. Työstöaihio eli karkea malli rakennetaan valmiista (uretaani- tai epoksipohjaisista) paneeleista liimaamalla tai pursottamalla vaahdon päälle pastaa.
5.2.2 Muottimateriaalit
Muottimateriaalien pääasialliset
valintakriteerit ovat kulumiskestävyys ja lämmönkesto. Vähiten rasittuvat huoneenlämpötilassa
kovetettavien käsinlaminointituotteiden muotit. Kovimmillaan olosuhteet ovat
kuumalujien teknisten kestomuovien ruiskuvalussa tai jatkuvilla kuiduilla
lujitettujen kestomuovilevyjen puristuksessa. Kaikilla korkean lämpötilan
valmistustekniikoilla muottien ja valmistettavien kappaleiden
lämpölaajenemiskertoimien tulisi olla ainakin likimain samansuuruiset. Näin
voidaan minimoida lopullisen kappaleen mittamuutokset.
Valettavat kertamuovit
Pienten kappaleiden muottimateriaaleina
voidaan käyttää valettavia kertamuoveja. Tavallisin on epoksi, jolla on
kohtuullisen pieni kovettumiskutistuma. Sopivilla täyteaineilla voidaan myös lisätä
kulumiskestävyyttä, pienentää muottien kutistumaa, painoa ja lämpölaajenemista.
Puhtaan hartsin lujuus ja jäykkyys ovat alhaisia, mistä syystä valumuotteja
käytetään harvoin suurten kappaleiden valmistuksessa. Lämpölaajenemiskerroin
on suuri, mikä puolestaan hankaloittaa valumuottien käyttöä korotetuissa
lämpötiloissa.
Tyhjiössä valettuja silikonimuotteja
käytetään etenkin ruiskuvalutuotteiden prototyyppejä ja näytekappaleita
valmistettaessa. Sekä silikonimuotti että kappale valetaan alipainekammiossa.
Kuvassa 5.43 on esitetty muotin ja kappaleen valmistusvaiheet.
MKR 11.1
Kuva 5.43Alipaineessa valetun silikonimuotin sekä prototyyppikappaleen valmistusvaiheet.
Lasikuitulujitetut kertamuovit
Lujitemuovit ovat tyypillisiä
muottimateriaaleja avomuottimenetelmissä sekä pienillä muottipaineilla
toimivissa puristus- ja injektiomenetelmissä. Lasikuitulujitetut
kertamuovimuotit ovat lujuudeltaan hyviä, niiden paino on alhainen ja ne
voidaan helposti jäykistää joko kerroslevyrakenteella tai jäykisterivoin.
Hinnaltaan materiaali on erittäin kilpailukykyinen ja soveltuu erinomaisesti myös
prototyyppivalmistukseen. Muottien valmistuksen nopeuttamiseksi ja kutistumien
minimoimiseksi on markkinoilla nykyisin alumiintrihydraattitäytettyjä hartsisysteemejä.
Niillä voidaan laminoida suuria kerrospaksuuksia ja kovettumiskutistuma saadaan
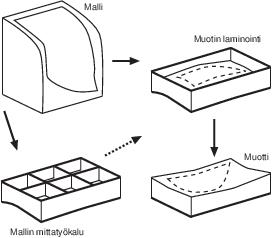
lähes eliminoitua. Tyypillisen lujitemuovimuotin valmistusvaiheet on esitetty
kuvassa 5.44.
Lasikuitulujitettujen muottien
pahimpia haittapuolia ovat rajoitettu kulumis- ja lämmönkestävyys. Joihinkin sovellutuksiin
muottien mittapysyvyys ei myöskään ole riittävä tai lämpölaajeneminen on liian
suuri. Epoksihartseista valmistetut muotit ovat mittatarkempia ja kestävämpiä kuin
polyesteripohjaiset muotit. Riittävän leveät ja jäykät reunat ovat muottien
keston kannalta oleellisia yksityiskohtia.
MKR 11.2
Kuva 5.44Lujitemuovimuotin valmistusvaiheet.
Hiilikuitulujitetut kertamuovit
Hiilikuitulujitettuja avomuotteja
käytetään etenkin hiilikuitulujitettujen tuotteiden valmistuksessa. Laminaatin
pieni lämpölaajenemiskerroin, joka on samaa suuruusluokkaa kuin
valmistettavilla kappaleilla, on pääasiallisena syynä materiaalinvalintaan.
Lämpölaajenemiskertoimien yhteneväisyys mahdollistaa monimutkaistenkin kappaleiden
mittatarkan valmistuksen. Kuumalujia matriisimuoveja käyttämällä muotit saadaan
kestämään autoklaavikovetuksessa käytettävät kovetuslämpötilat. Muotit ovat
erittäin keveitä ja lämpenevät nopeasti. Materiaalin hintataso on
moninkertainen lasikuitulujitettuihin muoveihin verrattuna.
Hiilikuitulujitettujen kuten
myös muiden laminaattirakenteisten muottien huonona puolena on
anisotrooppisuus. Laminaattitasoa vastaan kohtisuorassa suunnassa
lämpölaajenemisominaisuudet poikkeavat huomattavasti tason suuntaisista
ominaisuuksista. Tämä aikaansaa muotin vääristymistä korotetuissa
lämpötiloissa. Lämpötilasyklit voivat myös aiheuttaa kerrosten välisiä
mikrohalkeamia, jotka puolestaan pienentävät muotin käyttöikää. Anisotrooppisuuden
haittapuolia voidaan vähentää hyvällä muottisuunnittelulla ja hartsivalinnalla.
Lämpöjännityksiä voidaan pienentää jonkin verran laminoimalla muotit
pienehköistä paloista. Tällöin muotissa ei ole koko muotin mittaisia jatkuvia
lujitteita.
Korkean lämpötilan muotteja
valmistettaessa tehdään usein ”ylimääräiset” muotit
huoneenlämpötilassa kovettuvista materiaaleista. Näin myös lopullisen muotin
malli on valmistettu laminoidusta hiilikuidusta, jolla on sama
lämpölaajenemiskerroin. Hiilikuitulujitetun muotin eri valmistusvaiheet on esitetty
kuvassa 5.45.
MKR 11.3
Kuva 5.45Hiilikuitulujitetun muotin valmistusvaiheet.
Ruiskutettavat ja
elektrolyyttisesti pinnoitettavat metallit
Sarjakoon kasvaessa tulee muotin
pinnan kulumiskestävyys muotin materiaalivalinnassa entistä tärkeämmäksi.
Metallimuottien kalleudesta johtuen on kehitetty erilaisia metallisia muottikuoria,
joilla saadaan esimerkiksi lujitemuovimuotille kova ja kulutusta kestävä
sisäpinta.
Metallikuoren paksuus on
muutamia millimetrejä. Tämä kuori jäykistetään lujitemuovilla (paksuus 6…8
mm), muovilla, betonilla tai muulla edullisella muottimateriaalilla. Itse
kuoren valmistus tapahtuu joko ruiskuttamalla tai elektrolyyttisesti
pinnoittamalla.
Ruiskutettavia metalliseoksia
ovat sinkki-, tina-sinkki- sekä tina-vismuttiseokset. Yhteistä näille on
alhainen sulamislämpötila (noin 150…200 °C), jolloin mallin lämpötilan keston
ei tarvitse olla korkea eikä ruiskutuslaitteisto vaadi suuria tehoja. Niin
kutsutussa termisessä ruiskutuksessa, jossa metalli sulatetaan kaasuliekillä
tai valokaarella, voidaan käyttää myös korkeammassa lämpötilassa sulavia metalleja.
Ruiskutettavan metallikuoren
valmistus on nopeaa ja taloudellista. Suurimpana haittana on metallikuoren
huokoisuus. Ruiskutetun metallikuoren pinnan laatu ei olekaan kaikkiin
sovellutuksiin riittävän hyvä. Ruiskutettavat metallit soveltuvat prototyyppivalmistukseen
suursarjamenetelmissä sekä myös keskisuurille sarjoille, jos puristuspaineet
ja lämpötilat ovat kohtuulliset.
Elektrolyyttisessä pinnoituksessa
malli asetetaan katodiksi elektrolyyttiliuokseen. Mikäli malli ei johda sähköä,
se pinnoitetaan ohuella hopeakerroksella. Anodilta liukenevat ionit saostuvat
mallin pinnalle ja muodostavat vähitellen sen pinnalle metallikuoren. Kuoren
paksuus valmiissa muotissa on noin 5 mm. Tavallisin pinnoitemateriaali on
nikkeli, jolla saadaan tiivis ja kulutusta kestävä pinta. Mallimateriaalin
vaatimukset eivät ole erityiset. Sen on kestettävä kosteutta ja 30…40 °C:n lämpötila ilman
mittamuutoksia.
Elektrolyyttinen pinnoitus
tapahtuu hitaasti. Tasaisen paksuuden aikaansaaminen vaatii ammattitaitoa. Tuloksena
on kuitenkin pinnanlaadultaan hyvä ja kevyt muotti, joka soveltuu myös
suursarjatuotantoon ja vaativiin kovetusolosuhteisiin. Valmistusmenetelmä ei
sinänsä aseta rajoituksia muotin koolle. Ainoana käytännön rajoituksena on
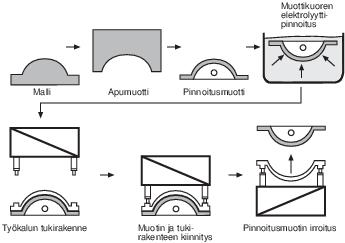
elektrolyyttialtaan koko. Kuvassa 5.46 on esitetty elektrolyyttipinnoituksen
työvaiheet.
MKR 11.4
Kuva 5.46Elektrolyyttisesti pinnoitetun nikkelikuorimuotin valmistusvaiheet.
Keraamit
Perinteisiä valettavia keraameja
käytetään prototyyppimuotteina etenkin korkean kovetuslämpötilan vaativilla
materiaaleilla. Hyvän lämmönkeston ohella keraamimuottien etuna on alhainen lämpölaajenemiskerroin.
Valettavien keraamimuottien paksuudet
ovat 100…200 mm, mistä syystä muotit ovat raskaita ja hitaasti lämpeneviä.
Pinta on huokoinen ja vaatii tiivistyksen. Valmistustekniikaltaan valettava
keraami on yksinkertainen eikä vaadi erikoistyökaluja. Näin sekä materiaaali-
että työkustannukset ovat alhaiset.
Keraameja käytetään myös muottien
matriisiaineena muovien sijasta. Lujituksena on tällöin tavallisesti
hiilikuitu. Alussa vaivanneet kestävyysongelmat ovat vähentyneet ja nykyisillä
keraamiseoksilla pystytään valmistamaan kestäviä, ohutseinämäisiä ja alhaisen
lämpölaajenemisen omaavia muotteja.
Kuumalujien muottien
materiaalina käytetään myös kemiallisesti sidottuja keraameja, joissa on
metalli- tai keraamipartikkeleita SiC-matriisissa. Niiden lujuus perustuu
kemiallisiin sidoksiin ja lujitukseen. Näillä pystytään valmistamaan 15…20 mm:n
vahvuisia muotteja, jotka ovat keveitä, nopeasti lämpeneviä ja isotrooppisen
rakenteensa vuoksi kestäviä lämpötilavaihteluja vastaan.
Metallit
Metallien lujuus, kestävyys ja
mittatarkkuus ovat tehneet ne ylivoimaisiksi materiaaleiksi korkeissa paineissa
ja korotetuissa lämpötiloissa toimivien tuotantomuottien materiaalina.
Alumiinit ja teräkset ovat
tyypillisiä muottimateriaaleja. Alumiinin pinnan pehmeys ja varsinkin valetulla
alumiinilla pinnan huokoisuus rajoittavat sen käyttöä suurilla muottipaineilla
ja sarjoilla. Edullisuutensa vuoksi alumiini on suosittu useiden
puristinmenetelmien prototyyppi- ja piensarjamuoteissa.
Teräs on tyypillisin
muottimateriaali suurten paineiden ja sarjojen valmistusmenetelmissä kuten
ruiskuvalussa, SMC:n ja GMT:n puristuksessa sekä pultruusiossa. Työkaluterästen
kestävyys on erinomainen ja huollon tarve pieni. Myös mittatarkkuus on hyvä.
Toisaalta suuri tiheys nostaa isojen muottien massan epäkäytännöllisen
suureksi. Samoin muottien valmistuksessa käytettävän työstön hitaus ja kalleus
nostaa kustannukset korkeiksi. Muottien toimitusajat ovat helposti kuukausia.
Mittatarkoissa korkean
lämpötilan muoteissa käytetään teräs-nikkeli-seoksia (Invar), joiden
lämpölaajenemiskerroin on alhainen. Prototyyppivalmistuksessa käytetään
valettavia sinkkiseoksia, joista tunnetuin on kirksiitti. Sen pinnan kovuus ei
ole riittävä suursarjavalmistukseen. Kirksiitin etuna on sen
uudelleenkäytettävyys.
Yhteenveto
Muottimateriaalin valintaan
vaikuttavat niin monet tekijät, että yksiselitteisesti parasta tai ainoaa
oikeaa materiaalia voi harvoin osoittaa. Mikään materiaali ei myöskään täytä
kaikkia vaatimuksia. Tavallisimpien muottimateriaalien ominaisuuksia on
kerätty taulukkoon 5.19.
Taulukko 5.19 Muottimateriaalien ominaisuuksia.
* Lämpenemisessä otettu huomioon
tyypillinen seinämänvahvuus muottirakenteena.
Kuvassa 5.47 on annettu hieman
tarkempia arvioita eri muottimateriaalien kestävyydestä. Kestävyyteen
vaikuttavat oleellisesti kappaleen muoto, lämmitysjaksojen nopeus,
irrotusaineet ja muotin huolto. Kuvassa 5.48 on suuntaa antavia tietoja eri
materiaaleista valmistettujen muottien hinnoista.
MKR 11.5
Kuva 5.47Eri muottimateriaalien kestävyys.
MKR 11.6
Kuva 5.48Eri materiaaleista ja eri tekniikoilla valmistettujen muottien suhteellisia hintoja.
5.2.3 Muottikonstruktiot eri valmistustekniikoilla
Avomuotit
Käsinlaminointi ja ruiskulaminointi
ovat tyypillisiä avomuottimenetelmiä, joissa saadaan vain kappaleen toinen
pinta sileäksi. Muotista voidaan tehdä uros- tai naaraspuolinen lopputuotteen
vaatimusten mukaisesti. Kappaleen muodoista riippuen muotti valmistetaan
yhdestä tai useammasta osasta niin, että kappaleen irrotus on mahdollista.
Muutaman asteen päästöt ja kohtuulliset nurkkapyöristykset riittävät muottien
yleissuunnitteluohjeiksi.
Avomuottimenetelmissä laminaatti
kovetetaan yleensä huoneenlämpötilassa. Näin muottien materiaalivalinta ja
suunnittelu on suhteellisen helppoa. Tyypillinen käsinlaminointi- tai
ruiskutusmuotti on valmistettu lasikuitulujitetusta epoksista tai polyesteristä.
Pienten kappaleiden muotit voidaan valmistaa 5…10 mm:n umpilaminaattina.
Suuret muotit jäykistetään jäykistein tai kerroslevyrakenteella. Konstruktion
jäykkyyden määrää muotin oma paino ja sallitut taipumat. Laminaatin paksuuksia
voidaan joutua lisäämään, jotta jäykisteet eivät ”peilautuisi” muottipinnalle.
Laminaattirakenteet ovat yleensä
symmetrisiä ja kvasi-isotrooppisia eli laminointitasossa jatkuvia lujitteita on
pääsuunnissa 0°, 90°, +45° ja -45° yhtä paljon. Lujittamiseen voidaan
käyttää myös matto/kudos-rakennetta. Materiaalikustannusten alentamiseksi ja
laminoinnin nopeuttamiseksi voidaan käyttää täyteaineita. Muotin pinnassa
käytetään erityistä muottigelcoatia, joka on normaalia kovempaa ja paksumpana
sallii myös hiontaa. Gelcoatin jälkeinen lujite on usein kevyttä kudosta tai
pintahuopaa. Näin saadaan tasainen muottipinta, josta lujitekuvio ei näy läpi.
Alipaineinjektiomuoteiksi
soveltuvat normaalit käsinlaminointimuotit, jotka on varustettu riittävän
leveillä reunuksilla alipainesäkin ja hartsinjohtoputkien liittämiseksi.
Muottien on oltava tiiviitä. Tämä voidaan varmistaa alipainesäkillä ennen
laminointia. Joustavaa vastamuottia käytettäessä tiivistykset ja
hartsinjohtokanavat voidaan valmistaa suoraan vastamuottiin. Tämä nopeuttaa
oleellisesti työskentelyä.
Puristus-, paineinjektio- ja RIM-tuotteiden
muotit
Matalapainetekniikoilla tulee
muotin jäykkyys kriittiseksi. Vaikka kylmä- ja kuumapuristuksessa sekä
suljettujen muottien paineinjektiossa ja RIM:ssä puristuspaineet ovat vain
muutamia baareja, nousevat puristusvoimat nopeasti useisiin tonneihin.
Kylmäpuristusmuottiin on suunniteltava
ilmanpoisto. Se voidaan tehdä käyttäen tiivistysaluetta (kuva 5.49), jolla
olevat kuivat lujitteet laskevat ilman lävitseen, mutta estävät hartsin ulostulon.
Muotti voidaan varustaa myös leikkaavilla reunoilla, jotka katkaisevat
lujitteet muotin sulkeutuessa (kuva 5.49).
MKR 11.7
Kuva 5.49Kylmäpuristusmuotti tiivistävällä ja leikkaavalla reunalla.
Kylmäpuristusmuoteissa voidaan
käyttää rakennemateriaalina lujitemuovia tai valettavia hartseja. Muotin
jäykkyys saadaan aikaan riittävällä muotin seinämävahvuudella tai erillisellä
tukirakenteella. Puristinta varten joudutaan pinnat tasaamaan, mikä jo yleensä
aikaansaa riittävät rakennepaksuudet. Mikäli sarjat ovat suuria, voidaan muotti
pinnoittaa metalliruiskutuksella tai käyttää myös metallimuottia.
Kuumapuristuksessa lämmitys
aikaansaadaan joko puristimen levyillä tai muottia lämmittämällä. Yleisin tapa
on öljy- tai vesikierrätys muottiin asennetuissa putkistoissa. Korotettu
lämpötila vaatii muottimateriaaleilta parempia lämmönkesto-ominaisuuksia kuin
kylmäpuristuksessa. Samoin muotin suunnittelussa on pyrittävä mahdollisimman tasapainotettuihin
rakenteisiin mitta- ja muotopysyvyyden varmistamiseksi. Muilta osin muotit ovat
samanlaisia kuin kylmäpuristuksessakin. Muotin jäähdytys voidaan tehdä joko
vesi- tai öljykierrolla.
Paineinjektiossa hartsi
injektoidaan jopa 5…7 baarin paineella. Laakeat muottipinnat onkin jäykistettävä
riittävästi. Muotti koostuu tavallisesti 12…20 mm:n paksuisesta kuoresta,
joka on jäykistetty profiileilla tai valamalla. Valuun käytetään kertamuoveja,
kevytbetonia tai muita vastaavia materiaaleja. Valun huonona puolena on
suurilla muoteilla korkea paino ja lämmitetyssä prosessissa hidas lämpeneminen.
Profiileilla (yleensä teräsprofiili) jäykistettäessä voidaan peilautuminen
estää riittävällä laminaattipaksuudella tai kerroslevyn käytöllä (kuva 5.50).
Muottionkalon valmistuksessa voidaan käyttää kalibroituja vahalevyjä.
MKR 11.8
Kuva 5.50Profiileilla ja kerroslevyrakenteella jäykistetty paineinjektiomuotti.
Mikäli muotti on lämmitettävä,
kuoren ja jäykisteiden väliset lämpölaajenemiserot on otettava huomioon.
Jäykistävä rakenne voidaan suunnitella vapaasti liikkuvaksi tietyissä
suunnissa. Kuvassa 5.51 on esimerkkinä teräsprofiileilla jäykistetty muottikuori,
jossa kuoren ja profiilien väliseen kiinnitykseen on käytetty ohuita
terästankoja. Näin muottikuori voi laajeta vaakasuorassa suunnassa lähes
vapaasti muottia lämmitettäessä.
Perinteisessä paineinjektiossa
muotit toimivat itsenäisesti. Muotit lukitaan ja aukaistaan esimerkiksi
salvoilla. Tulevaisuudessa siirryttäneen entistä enemmän puristimien käyttöön,
jolloin muotin sulku ja aukaisu saadaan nopeaksi.
MKR 11.9
Kuva 5.51Teräsprofiileilla jäykistetty lämmitettävä muottikuori, joka pääsee liikkumaan vapaasti vaakasuorassa tasossa.
RIM-menetelmässä ja sen
muunnoksissa muotti asetetaan puristuslaitteeseen, jossa muotin asentoa voidaan
muutella. Tarkoituksena on löytää sopivin asento ilmanpoiston kannalta.
Ilmanpoisto hoidetaan ilmanpoistokanavilla tai reunuksella. Muilta osin
muottien rakenteet ovat vastaavat kuin puristusmenetelmissä.
Materiaalivaihtoehdot ovat myös samat, sillä ruiskutuspaine on reaktiovalussa vain
hieman korkeampi kuin kylmä- tai kuumapuristuksessa. Hartsinsyöttö tapahtuu RIM-menetelmässä
reunasyöttönä ja lujitetuilla muunnoksilla muotin keskelle. Syöttöpisteiden
valinta on tärkeää ilmataskujen välttämiseksi lujitetuilla menetelmillä.
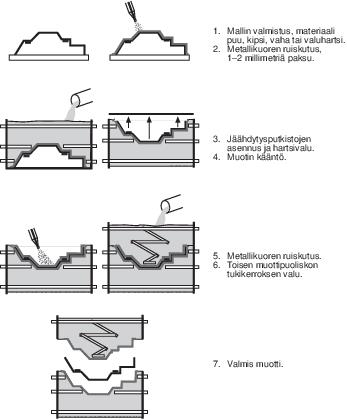
Kuvassa 5.52 on esitetty
metalliruiskutuksella tehtävän RIM-muotin valmistusvaiheet. Sama tekniikka
soveltuu myös SMC- ja GMT-tuotteiden muottivalmistukseen.
MKR 11.10
Kuva 5.52Metalliruiskutuksella valmistettavan RIM-muotin työvaiheet.
BMC- SMC- ja GMT-tuotteiden
muotit
BMC- ja SMC- menetelmissä
puristuspaineet ovat jo niin korkeita, että sarjatuotantotyökalut valmistetaan
metallista. Muottipinnat on kromattu tai karkaistu pinnan kovuuden
lisäämiseksi.
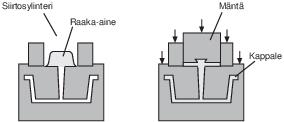
Muotit voivat olla ns.
vaakapursemuotteja, positiivimuotteja tai näiden yhdistelmiä eli
puolipositiivimuotteja. Vaakapursemuotissa yläpuoliskon liike rajataan
alamuotilla. Tämä muottityyppi soveltuu vain matalille kappaleille, joissa
virtausmatkat ovat lyhyet. Normaalisti käytetään positiivimuottia, jossa
kovetuspaine vaikuttaa koko puristusvaiheen ajan. Tämä parantaa tuotteen
pinnanlaatua ja mahdollistaa pitkät juoksumatkat. Toisaalta se edellyttää myös
tarkkaa materiaalin annostusta, jotta seinämien paksuudet pysyvät vakioina ja
ilmaraot toimivat ajatellulla tavalla. Vaakapurse-, positiivi- ja
puolipositiivimuottien periaatteet on esitetty kuvassa 5.53.
MKR 11.11
Kuva 5.53Puristusmuottien perustyyppejä.
SMC-muotit ovat lämmitettäviä.
Jäähdytystä ei käytetä, vaan kappale otetaan muotista kuumana ja sen annetaan
jäähtyä jigin päällä. Ilmanpoisto tapahtuu kuristusraon kautta samaan tapaan
kuin muissakin puristusmenetelmissä. SMC-puristusmuotin periaate on kuvassa 5.54.
Lujitettuja kestomuovilevyjä
puristetaan periaatteiltaan vastaavissa muoteissa. Muotit eivät ole kuitenkaan
lämmitettäviä, vaan materiaali kovettuu jäähtyessään muotissa.
MKR 11.12
Kuva 5.54SMC-muotin periaate.
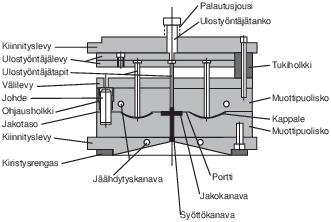
Ruiskuvalutuotteiden muotit
Ruiskuvalutuotteiden muotit ovat
monimutkaisuudeltaan aivan eri luokkaa kuin muissa lujitemuovikappaleiden valmistusmenetelmissä.
Varsinainen kappaleen muottionkalo on vain osa koko muotista, joka sisältää
sulan materiaalin syöttö- ja jakokanaviston, jäähdytyselementit, kiinnitysosat
ja ulostyöntäjät. Muotit voivat olla hyvinkin moniosaisia, jolloin eri osille
tarvitaan omat liikutuselimet. Lisäksi sarjasuuruudesta ja kappaleen koosta
riippuen voi yhdessä muotissa olla useita muottipesiä.
Teräs on käytännössä ainoa
ruiskuvalutuotteiden muottimateriaali. Muotteja voi myös koota käyttäen
standardoituja osia muottipesän ulkopuolisissa rakenteissa. Monimutkaisten
kappaleiden valussa joudutaan syöttö- ja jakokanavien paikat ja lukumäärät
suunnittelemaan hyvinkin tarkasti onnistuneen lopputuloksen aikaansaamiseksi.
Periaatteena on saada mahdollisimman nopea ja tasainen muotin täyttyminen,
jolloin minimoidaan kylmäsaumat ja pitkien valumatkojen aikaansaama materiaalin
suuntautuminen. Viimeksi mainittu on ongelmana etenkin lujitettuja muoveja
ruiskuvalettaessa.
Muoteissa voivat jakokanavat
olla joko kylmiä tai lämmitettäviä. Edellisessä tapauksessa kappaleeseen jäävät
kovettuneet valutapit joudutaan leikkaamaan valmiista kappaleesta jälkikäteen.
Kuvassa 5.55 on esitetty ruiskuvalumuottien periaatekaaviot sekä kylmillä että
lämmitettävillä jakokanavilla.
MKR 11.13
Kuva 5.55Ruiskuvalumuotteja.
Prepreg-tuotteiden muotit
Prepregeistä valmistettavat
tuotteet ovat tyypillisesti isoja ja laakeita kappaleita. Prepregit vaativat
korotetun kovetuslämpötilan ja tietyn lämpötilan nousunopeuden. Kappaleiden
tulisi myös olla muoto- ja mittatarkkoja, mikä vaatimus useiden neliömetrien
kokoisille kappaleille ei ole helppo.
Yleensä kappale pysyy parhaiten
muodossaan, kun se kovetetaan mahdollisimman pitkälle muotissa. Prepregien
kovetuslämpötilat ovat 80…200 °C. Muottimateriaalilta
edellytetään vähintään samaa tai mieluummin korkeampaa lämpötilankestoa. Korkea
lämmönkesto lisää muottien käyttöikää, joten usein käytetään selvästi kovetuslämpötilaa
korkeamman lämmönkeston omaavia muottihartseja. Materiaaleja käsittelevässä
luvussa on kerrottu useammasta mahdollisesta vaihtoehdosta.
Kovetuksessa käytettävä autoklaavi
lämmitetään normaalisti kiertoilmalla. Näin lämmön siirtyminen muotin kautta
kappaleeseen täytyy olla suhteellisen nopeaa. Prepregien hartsin virtausten
kannalta olisi myös edullista, että kovettuminen alkaisi kappaleen pohjalta eli
muottipinnasta lähtien. Autoklaavimuottien perusrakenteena on ohut jäykistetty
kuori. Tällä rakenteella saadaan muoteista keveitä ja lämmönsiirtyminen
tarpeeksi nopeaksi.
Metallinen muottikuori on
tyypillisesti noin 5 mm:n paksuinen. Hiilikuitulujitetuista muoveista valmistetussa
muotissa kuoren paksuus on samaa luokkaa. Muottien valmistukseen on omia
prepreg-laatuja. Laminoiduissa muoteissa muottigelcoatia ei käytetä tai
käytetään korkeintaan hyvin ohuena kerroksena lämpöhalkeamien välttämiseksi. Keraamimuottien
on oltava edellisiä selvästi paksumpia.
Muottikuori jäykistetään
poikittaiskaarilla tai levymäisillä pituus-/poikittaisjäykisteillä.
Jäykistyksen suunnittelussa on otettava huomioon lämmitysilman hyvä
kierrätysmahdollisuus muotin takapinnalla. Samoin tulisi välttää liian suuria
materiaalipaksuuksien eroja muottirakenteissa. Nämä johtavat epätasaiseen
muotin lämpenemiseen, joka puolestaan voi aiheuttaa prepreg-materiaalin
kovetusongelmia. Metallimuoteille on kirjallisuudessa annettu lämpölaajenemisen
korjauskertoimia, jotka ovat 0,1 % teräs- ja 0,2 % alumiinimuoteille.
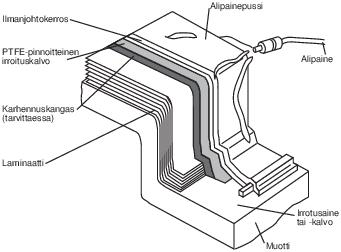
Autoklaavimuotti vaatii ylimääräisen reunuksen alipainepussia ja
ilmanjohtokerroksia varten. Alipaine imetään suurissa kappaleissa useista eri
pisteistä, jotka ovat 1,5…2 m:n päässä toisistaan.
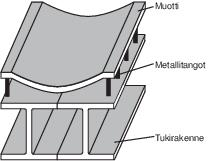
Kuvassa 5.56 on esitetty
autoklaavimuotin tukirakenteen periaate. Tässä tapauksessa kyseessä on
hiilikuitulujitettu kuori, joka on tuettu hiilikuitulujitteisella arinarakenteella.
Vahvistus on laminoitu muottikuoreen epäjatkuvilla laminaateilla, jolloin
kuoren ja tukirakenteen välys on luokkaa 1,5…3 mm.
MKR 11.14
Kuva 5.56Esimerkki autoklaavimuotin tukirakenteesta.
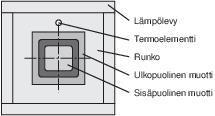
Elastomeerien ja kumien suurta
lämpölaajenemista voidaan käyttää hyväksi prepreg-osien valmistuksessa paineen
aikaansaamiseksi. Periaatteessa muotti toimii kuvan 5.57 mukaisesti.
Sisämuottina toimiva elastomeeri laajenee voimakkaasti lämpötilan kohotessa ja
aikaansaa laminaatin tiivistykseen tarvittavan muottipaineen. Elastomeerilla on
mahdollista kontrolloida muottipainetta tarkasti ja säädellä sitä laajoissa
rajoissa aina yli 100 baarin paineeseen asti.
Elastomeereja käytetään
varsinkin monimutkaisten integraalirakenteiden valmistuksessa. Tyypillinen
esimerkki on integraalijäykistetty lentokoneen siipipaneeli, jossa ulkopinnan
muotti on normaali autoklaavimuotti. Pituusjäykisteiden puristuspaine sivusuunnassa
saadaan aikaan elastomeerimuotilla (kuva 5.58).
MKR 11.15
Kuva 5.57Elastomeerimuotin periaate.
MKR 11.16
Kuva 5.58Integraalijäykisteiden valmistus elastomeerimuottia käyttäen.
Korkean
lämpötilan muoteissa mittatarkkuus ja erilaiset vääristymät edellyttävät hyvää materiaalivalintaa
ja suunnittelua. Mallin ja muotin perusmateriaalien lämpölaajenemiskertoimien
yhtäläisyys vähentää mittapoikkeamien mahdollisuuksia. Mallien
lämpölaajenemista voidaan myös pienentää jäykisteillä tai muottikuoren sisään upotetuilla
tangoilla. Prepreg-laminoidun muotin kerrosten välitiivistykset, huolellinen
laminointi ilmahuokosia ja lujitteiden vääristymistä välttäen vähentää
mittavirheitä. Laminaattirakenteiden tulisi olla kvasi-isotrooppisia. Muottikuoren
kovetus mallin päällä ainakin jonkin verran korotetussa lämpötilassa parantaa
myös lopputulosta. Muotti voidaan myös varustaa sisäkerroksella, joka
työstetään mittoihin vasta muotin jälkikovetuksen jälkeen.
Kuvassa 5.59 on esitetty yleisimpiä muottien virheitä ja niiden mahdollisia syitä. Muottikuori voi olla valettu tai laminoitu ja se on varustettu tukirakenteella.
Kuva 5.59Muottivirheitä ja niiden syitä.
Kelausmuotit
Kelauksessa ja punonnassa
käytetään sisäpuolisia, pyörähdyssymmetrisiä muotteja tai tuurnia. Muotit
voivat olla yksittäiskappalevalmistukseen tarkoitettuja kertakäyttömuotteja tai
sarjatuotantomuotteja. Kertakäyttömuotit tehdään matalassa lämpötilassa
sulavista metalliseoksista tai vesiliukoisista hiekka/kipsi-seoksista. Kertakäyttömuotin
valmistus voi tapahtua esimerkiksi kuvan 5.60 mukaisesti valamalla.
MKR 11.17
Kuva 5.60Kertakäyttöisen kelausmuotin valmistus valamalla.
Kokoonpainuvia tuurnia käytetään
etenkin putkien ja sylinterivaippojen valmistuksessa. Muotin rakenteena on
normaalisti poikittaiskaarilla jäykistetty kuori. Kuoressa on aukaistava kiilapala
ja sarana, jolla muotti saadaan kokoonpainuvaksi. Kuori on valmistettu
metallista, lujitemuovista tai muusta vastaavasta materiaalista. Muotin pinta tiivistetään
kertakäyttöisellä muovikalvolla.
Suurissa sarjoissa tehtävien
putkien muotteina käytetään paksuseinäisiä terästuurnia, joiden pinta on hiottu
ja mahdollisesti kromattu. Niissä voi olla päästöä, mutta putken poisto
tuurnalta on mahdollista ilman päästöäkin, kun käytettään riittävän tehokkaita
ulosvetokoneita.
Kelaamalla tehdään myös tuotteita,
joissa tuurna jää kappaleen sisään ja toimii osana rakennetta. Tyypillisiä ovat
yhdistelmäputket, joissa kestomuoviputken päälle kelataan painekuormat kantava
lujitemuovikerros. Samoin valmistetaan paineastioita metallikuoren päälle.
Metallikuori antaa paineastialle kaasuja ja nesteitä läpäisemättömän tiiviin
sisäkerroksen ja lujitemuovirakenne paineenkeston.
Pultruusiomuotit
Pultruusiomuotti joutuu toimimaan
jatkuvasti korkeassa paineessa ja lämpötilassa. Lisäksi lujitteet hankaavat liikkuessaan
muotin sisäpintoja. Muotit valmistetaankin erittäin kulutuskestävistä
materiaaleista, jotka nekään eivät anna kovin pitkää käyttöikää. Tyypillisesti
pultruusiomuotti kestää muutaman kymmenen kilometrin tuotannon, mikäli tuote on
muodoiltaan yksinkertainen.
Pultruusiomuotti on useimmiten
avattava kaksi- tai useampiosainen rakenne, jota ympäröi tukirunko. Muottia
lämmitetään vastuspannoilla tai -levyillä. Onttoja profiileja valmistettaessa
tarvitaan lisäksi sisätuurna, joka voi olla myös lämmitettävä. Sisätuurna on
kelluva eli se on kiinnitetty vain toisesta päästään. Sisätuurna pysyy
paikallaan lujitteiden sopivalla ohjauksella. Pultruusiomuotin periaaterakenne
on esitetty kuvassa 5.61.
MKR 11.18
Kuva 5.61Pultruusiomuotin periaaterakenne.
Pultruusiomuotit ovat 500…1500
mm pitkiä. Muotit valmistetaan karkaistuista työkaluteräksistä tai useimmiten
kromilla pinnoitetusta työkaluteräksestä. Muotissa ei ole päästöä. Ainoastaan
muotin suulla on pieni pyöristys tai kartio lujitteiden kulun helpottamiseksi.
Muotin seinämien mitoituksessa tulee ottaa huomioon hartsin lämmetessään
aikaansaama paine, joka on useita kymmeniä baareja.
Pultruusioprosessin toimivuuteen
ja tuotteitten laatuun vaikuttaa oleellisesti kuitujen ohjaus muottiin.
Sopivilla esimuotoilusuuttimilla pyritään lujitteiden asemat saamaan lähelle
lopullisia. Samoin kuitujännitykset olisi saatava vakioiduiksi, mikäli halutaan
valmistaa suoria profiileja.
Muovikomposiittikappaleiden
valmistukseen on olemassa useita perusmenetelmiä. Niitä on lisäksi muunneltu
tai yhdistelty toisiinsa. Tässä luvussa käsitellään yleisesti tunnetut
perusmenetelmät ja tavallisimmat yhdistetyt menetelmät. Tarkastelussa
rajoitutaan lujitemuovituotteiden valmistustekniikoihin täydennettynä
reaktiovalulla (RIM), joka perusmuodossaan luetaan seostettujen muovituotteiden
valmistustavaksi.
5.1.1 Menetelmien ryhmittely
Kuvassa 5.1 on esitetty lujitemuovituotteiden valmistusmenetelmien pääryhmät, ryhmiin kuuluvat valmistustekniikat ja niiden tavallisimmat muunnokset.
Kuva 5.1Lujitemuovituotteiden valmistusmenetelmät.
Laminointimenetelmiin kuuluvat käsinlaminointi, ruiskulaminointi
ja kuitukelaus muunnoksineen. Laminaatti valmistetaan kerroksittain
avomuottiin, jossa se voidaan kovettaa joko ilman ulkoista painetta tai ali-/ylipaineella
puristaen. Käsinlaminointi voidaan jakaa edelleen märkälaminointiin ja kuiva-
eli prepreg-laminointiin. Edellisessä lujitteet kostutetaan nestemäisellä
hartsilla. Jälkimmäisessä käytetään esikyllästettyjä puolivalmisteita eli
prepregejä.
Puristusmenetelmissä raaka-aine puristetaan
muotoonsa. Materiaali voidaan asettaa muottiin joko puolivalmisteena tai
komponenteittain. Raaka-aine voidaan myös annostella siirtosylinteriin ja
edelleen männän avulla muottionkaloon. Edellistä kutsutaan
ahtopuristusmenetelmäksi, jälkimmäistä siirtopuristusmenetelmäksi.
Ahtopuristus jaetaan edelleen
kylmä- ja kuumapuristukseen. Edellisessä menetelmässä tuote muovataan
normaalissa lämpötilassa. Kuumapuristuksessa materiaalia pehmennetään ja/tai kovetusta
nopeutetaan ulkoisella lisälämmöllä joko lämmittämällä materiaalia tai muottia.
Kuumapuristusmenetelmät
luokitellaan usein käytettävän puolivalmisteen mukaan BMC-, SMC- ja
GMT-menetelmiin. Tarkkaan ottaen nämä eivät ole erillisiä valmistusmenetelmiä,
vaan raaka-aine- tai puolivalmistetyyppejä. Termit ovat vakiintuneita
ammattikäytössä ja niitä käytetään myös tässä esityksessä.
Injektiomenetelmissä
matriisi tai
kaikki komponentit syötetään muottiin joko paineen avulla tai valamalla.
Paineinjektiossa eli RTM-menetelmässä matriisi injektoidaan ylipaineella ja
tarvittaessa alipaineen avustuksella suljettuun muottiin. Alipaineinjektiossa
hartsi imetään alipaineella muottipuoliskon ja alipainekalvon tai joustavan
muottipuoliskon väliseen tilaan, johon on asetettu lujitteet tai lujiteaihio.
Kalvoinjektiossa matriisi on hartsikalvoina lujitekerrosten välissä tai muotin
pinnalla ensimmäisenä kerroksena. Ylämuottina toimii tässäkin menetelmässä
normaalisti alipainekalvo.
Suulakemenetelmissä tuotteen pituus voi olla
periaatteessa ääretön. Nimensä menetelmät ovat saaneet tuotteen muotoiluun
käytettävästä suulakkeesta tai muotista, jonka läpi tuote kulkee valmistuksen
aikana. Suulakemenetelmillä valmistetaan putkia ja profiileja. Menetelmät on
kehitetty erityisesti vakiopoikkipintaisille volyymituotteille.
Valssaus on erikoismenetelmä
profiloitujen levyjen jatkuvatoimiseen valmistukseen.
5.1.2 Märkälaminointi
Märkälaminoinnissa lujitteet
asetellaan kerroksittain avoimeen muottiin käsin ja käsityökaluin. Lujitteet
kostutetaan ja kostutetut kerrokset telataan tasaisiksi ja ilmattomiksi. Hartsi
levitetään siveltimellä, lastalla, maalausrullalla tai myös ruiskuttamalla.
Lujitemuodoista ja työtavasta riippuen lujitteet kostutetaan lujitekerroksen
alapuolelta, päältä tai molemmilta puolilta. Laminaatin ilmanpoisto tehdään
polyesterilaminaateilla ilmanpoistoteloja käyttäen. Epokseilla työskenneltäessä
ilmanpoisto voidaan tehdä myös pensselillä. Parhaan tuloksen saavuttamiseksi
ilmanpoistotelaus suositellaan tehtäväksi jokaiselle kerrokselle erikseen. Märkälaminoinnin
työvaiheet on esitetty kuvassa 5.2.
MKR 10.4
Kuva 5.2Märkälaminoinnin perustyövaiheet.
Materiaalit
Märkälaminointiin soveltuvat useimmat lujitemuodot ja lujitetyypit. Edulliseen kilohintaan ja kohtuullisiin lujuus- ja jäykkyysominaisuuksiin pyrittäessä on laminaattien lujitteena lasikuitu joko katkokuitumattona tai rovingkudoksena. Hartsina on joko orto- tai isoftaalipolyesteri. Vaativissa kohteissa, joissa lujuus, lämmönkesto tai väsymisominaisuudet ovat kriittisiä, käytetään lujitteena ohuita lasi-, aramidi- tai hiilikuitukudoksia ja hartsina tavallisesti epoksia tai vinyyliesteriä.
Käsinlaminoinnissa lujitteilta
vaaditaan helppoa kasteltavuutta ja muotoiltavuutta. Mattolujitteilla
käytettävyyden erot riippuvat lähinnä sideaineen määrästä ja laadusta.
Nopeimmin liukenevat emulsiosideaineet ja hitaimmin korroosionkestävissä
tuotteissa käytetyt pulverisideaineet. Kuitujen ja sideaineen tasainen
jakautuma vaikuttaa työskentelyn nopeuteen ja laminaatin laadun tasaisuuteen.
Kudosten käytettävyys vaihtelee
kudostyypin ja kudoksen neliöpainon mukaan. Tasavaltainen rovingkudos soveltuu
lievästi kaareville muodoille. Jos valmistetaan kaksoiskaarevia pintoja tai
tuotteissa on pieniä kaarevuussäteitä, on järkevämpää käyttää toimikas- tai
satiinisidoksisia lankakudoksia. Yhdensuuntais- ja moniaksiaalilujitteet ovat
käyttökelpoisia, kun valmistetaan suunnatut lujuusominaisuudet omaavia laminaatteja.
Lujitemuodosta riippumatta on aina
syytä varmistaa, että lujitteiden sideaineet ja pinnoitteet ovat yhteensopivia
käytettävän hartsin kanssa. Kudotut lujitteet on tavallisesti viimeistelty
perushartseille yhteensopiviksi. Hartsikohtaisesti räätälöityjä lujitteiden
viimeistelyjä on myös saatavilla.
Työskentelyn kannalta
oleellisimmat hartsin ominaisuudet ovat viskositeetti, työskentelyaika ja
haihtuvien liuotteiden määrä. Näihin kaikkiin vaikuttavat myös ulkoiset
tekijät, lähinnä työskentelytilan ja hartsin lämpötila sekä ilman kosteus.
Polyesterihartsien viskositeetti
määräytyy käytettävien liuotteiden laadusta ja määrästä. Sitä voidaan jonkin
verran säätää esimerkiksi styreenimäärällä. Yleensä hartseja ei kuitenkaan enää
muunnella laminointipaikalla. Märkälaminointiin tarkoitetut epoksihartsit ovat
nykyään liuotevapaita, joten niiden viskositeettia voi säädellä
työskentelypaikalla vain lämpötilaa muuttamalla. Parhailla märkälaminointihartseilla
viskositeetti on huoneenlämpötilassa 400…500 mPas. Kuvassa 5.3 on esitetty
yleispolyesterihartsin hyytymisaika eri kovetemäärillä ja eri lämpötiloissa.
MKR 10.5
Kuva 5.3Yleispolyesterin hyytymisajat kovetemäärän ja lämpötilan funktioina.
Työskentelyaikaa joudutaan usein
muuttamaan kappaleen koosta, valmistustavasta tai ulkoisista olosuhteista
riippuen. Polyesteri- ja vinyyliesterihartseilla tämä tehdään kovetussysteemiä
muuttamalla. Eri kovete/kiihdyte/hidaste-kombinaatioilla voidaan
työskentelyaikaa säätää laajoissa rajoissa. Erittäin pitkän kovetusajan
omaavilla hartseilla joudutaan käyttämään jälkikovetusta, jotta kovettumisaste
saadaan riittäväksi. Epokseilla työskentelyaikaa voidaan säädellä
kovetevalinnalla. Monet epoksit kovettuvat varsin pitkälle huoneenlämpötilassa.
Täydellinen kovettuminen edellyttää useimmiten jälkikovetusta korotetussa
lämpötilassa, tyypillisesti noin 80 °C:ssa muutaman tunnin ajan.
Jälkikovetuksessa lopputuotteen lujuusominaisuudet paranevat ja murtovenymä
kasvaa.
Märkälaminointi edellyttää
ilmastoinnin täyttääkseen nykyiset työsuojelumääräykset. Myös
materiaalivalinnalla voidaan vaikuttaa terveydelle vaarallisten aineiden
määrään ja laatuun. Esimerkiksi styreenin haihtuvuutta voidaan merkittävästi
pienentää lisäaineilla. Tyypillisesti näissä ”miljööhartseissa” käytetään
lisäaineena parafiinia. Nykyiset märkälaminointiepoksit ovat liuotevapaita ja
lähes hajuttomia. Märkälaminointiin liittyviä työturvallisuusseikkoja
tarkastellaan lähemmin luvussa 10.
Laminointi
Märkälaminoinnissa tuotteen
laatuun vaikuttavat sekä ulkoiset olosuhteet että työntekijän ammattitaito ja
tarkkuus. Materiaalien säilytys asianmukaisissa olosuhteissa ja niiden käyttökelpoisuuden
toteaminen on ensimmäinen edellytys laadukkaan tuotteen valmistukselle.
Laminointitilan lämpötilan ja kosteuden on oltava suositelluissa rajoissa,
jotta hartsit kovettuvat kunnolla ja saavutetaan halutut lujuusarvot. Hartsin
ja kovetteen annostelun on etenkin epokseilla työskenneltäessä oltava tarkka.
Yleensä suositellaan korkeintaan ± 2 %:n toleranssia
sekoitusmäärissä.
Itse laminoinnissa on
lujitteiden kostutukseen käytettävä oikea määrä hartsia. Liian pieni määrä johtaa
huonoon kerrostenväliseen leikkauslujuuteen ja huokoiseen laminaattiin, jonka
lujuus ja säänkesto eivät ole parhaat mahdolliset. Toisaalta liiallinen hartsin
käyttö on turhaa, sillä se johtaa ylipainoon ja ylimääräisiin kustannuksiin. Laminaatteihin
jää helposti myös paksuusvaihteluja ja hartsivalumia.
Kertamuovien kovettumisreaktio on
eksoterminen eli lämpöä synnyttävä. Lämpömäärä ja maksimilämpötila nousevat
kerralla laminoitavan kokonaispaksuuden mukana. Liiallisen lämpenemisen
estämiseksi paksut laminaatit valmistetaankin vaiheittain. Hartsityypistä ja
käytetystä kovetussysteemistä riippuen suurimman kerralla laminoitavan
kerroksen paksuus vaihtelee 4 mm:stä 20 mm:iin.
Kovetus
Märkälaminoitu tuote voidaan
kovettaa vapaasti muotissa. Tarvittaessa laminaatin tiivistystä tehostetaan
paineenkäytöllä. Paine saadaan aikaan tavallisimmin alipainesäkillä, joskus
myös ylipainesäkillä.
Alipainesäkkiä käyttämällä
laminaatin lujitepitoisuus saadaan korkeammaksi ja huokoisuus alhaisemmaksi
verrattuna laminaatin vapaaseen kovetukseen. Erityisen käyttökelpoinen
alipainekovetus on kerroslevyjen ydinaineen liimauksessa. Ydinaine voidaan
liimata laminointihartsilla laminointivaiheessa tai erikseen kovettuneen
laminaatin päälle. Alipainesäkin käyttö normaaliin märkälaminointiin sovellettuna
on esitetty kuvassa 5.4.
MKR 10.6
Kuva 5.4Alipainesäkin käyttö märkälaminoinnissa.
Alipainesäkkikovetusta käytetään
lähinnä epoksipohjaisten laminaattien valmistuksessa, sillä normaaleilla
polyestereillä tapahtuu alipaineessa styreenin kiehumista, jos alipaine on
pienempi kuin 0,4…0,5 baaria. Usein pyritään myös korkeisiin lujuusarvoihin,
joten on luonnollista käyttää kudottuja lujitteita.
Alipainesäkin käyttö soveltuu
suurten ja laakeiden kappaleiden valmistukseen. Kovetus on melko hidas johtuen
käytettävistä hartsisysteemeistä, joita ei voi lämmittää kovin paljon
kovetusajan lyhentämiseksi. Alipainesäkki ei rasita muottia, joten
valmistuksessa voidaan käyttää normaaleja käsinlaminointimuotteja.
Painesäkkikovetuksessa laminaattia
puristava paine aikaansaadaan kumipussin avulla kuvan 5.5 mukaisesti. Muotti
toimii paineastiana ja vaatii hiukankin suuremmilla paineilla erittäin jäykän
konstruktion. Toisaalta myös painetta voidaan korottaa suuremmaksi kuin pelkällä
alipaineella toimittaessa eikä menetelmällä ole alipaineen hartseille asettamia
rajoituksia.
Ominaisuuksiltaan painesäkkikovetetut
kappaleet ovat samankaltaisia kuin alipainesäkillä kovetetut.
Valmistusprosessia voidaan nopeuttaa lämmittämällä muottia esim. höyryllä.
Muotin jäykkyysvaatimus rajoittaa taloudellisesti valmistettavien osien koon
suhteellisen vaatimattomaksi.
MKR 10.7
Kuva 5.5Painesäkin käyttö kovetuksessa.
Lopputuote
Taulukossa 5.1 on esitetty
tavallisimpia märkälaminoitujen laminaattien virheitä ja niiden mahdollisia
syitä.
Taulukko 5.1Laminaattivirheitä ja niiden syitä.
Edut ja haitat
Märkälaminointi mahdollistaa varsin vapaan
materiaalien ja rakenteiden valinnan. Sillä pystytään valmistamaan suuria ja
monimutkaisia kappaleita kohtuullisin muotti- ja laitekustannuksin. Märkälaminoinnin
tärkeimmät edut ja haitat on lueteltu taulukossa 5.2
Taulukko 5.2Märkälaminoinnin etuja ja haittoja.
5.1.3 Prepreg-laminointi
Prepreg-materiaali toimitetaan muovikalvolla
tai kahden muovikalvojen väliin pakattuna. Kalvot poistetaan ennen prepregin
leikkausta mittoihinsa tai sen jälkeen. Prepreg-kerrokset asetellaan muottiin
halutussa järjestyksessä ja suunnassa. Kerrokset telataan toisiinsa
mahdollisimman tiiviisti ja ilmattomasti. Laminoitaessa jyrkkiä kaarevuuksia
prepregiä tavallisesti pehmennetään lämminilmapuhaltimella taipuisuuden
parantamiseksi. Paksuille prepreg-laminaateille suoritetaan välitiivistys
alipainesäkin avulla noin 5 kerroksen välein.
Laminoitu prepreg-kappale alipainesäkitetään
kovetusta varten. Tavallisesti kovetus tehdään lämmitettävässä paineastiasssa
eli autoklaavissa. Kovetustapaa kutsutaan autoklaavikovetukseksi. Kuvassa 5.6 on
esitetty normaalin autoklaavikovetuksen tarveaineet, kun raaka-aineena on prepreg.
Kuvan tapauksessa prepregissä on ylimäärä hartsia, joka imeytetään prosessin
aikana imuhuopiin. Nykyään on siirrytty entistä enemmän ns. no-flow laatuihin,
joista ei poisteta hartsia prosessin aikana.
MKR 10.8
Kuva 5.6Autoklaavikovetuksen tarveaineet ja niiden sijoitus alipainesäkissä.
Autoklaavissa tehtävällä kovetuksella pyritään minimoimaan ilmahuokosten määrä laminaatissa ja saamaan tuotteeseen korkea lujitesisältö, joka tyypillisesti on noin 60 t%. Samalla suoritetaan laminaatin jälkikovetus. Imukankaiden määrää, painetta, lämpötilaa ja aikaa muuttamalla haetaan kullekin kappaleelle ja prepreg-systeemille sopiva kovetusprosessi. Kuvassa 5.7 on esitetty tyypillinen kovetusjakso. Kuvan mukaisesti kovetusjaksossa on 30-60 minuutin mittainen vakiolämpötilavaihe, kun prepreghartsi on saavuttanut minimiviskositeetin ns. dwell-lämpötilassa. Tämän vaiheen aikana prepregeissä oleva ilma saadaan poistumaan mahdollisimman hyvin ja itse lujitekerrokset pääsevät liukumaan toistensa suhteen helposti. Vaiheen jälkeen lämpötila nostetaan lopulliseen kovetuslämpötilaan.
MKR 10.9
Kuva 5.7Prepregistä valmistetun kappaleen tyypillinen kovetusjakso autoklaavissa.
Prepreg-nauhojen laminointiin on
kehitetty myös automaattisia laminointikoneita. Ne perustuvat samoihin
periaatteisiin kuin moniaksiaaliset työstökoneet. Työkalun sijasta
manipulaattorin päässä on laitteisto, joka syöttää prepreg-nauhan muotin
pinnalle halutussa kulmassa, tiivistää sen ja katkaisee halutun pituiseksi.
Koneilla voidaan laminoida sekä kerta- että kestomuoviprepregejä. Ne soveltuvat
lähinnä suorien ja loivasti kaarevien pintojen laminointiin. Nauhalaminointikoneen
periaate on esitetty kuvassa 5.8.
Kuva 5.8 Nauhalaminointikone.
Prepreg-laminointi autoklaavikovetuksineen
on kehitetty rakenteellisesti vaativien tuotteiden valmistukseen, lähinnä lentokone-
ja avaruusteollisuuden tarpeisiin. Tavoitteena on ollut kontrolloidusti
tapahtuva suurten kappaleiden valmistus, jossa saavutetaan mahdollisimman
korkeat lujuusarvot ja tasainen laatu. Tämä heijastuu itse menetelmän
taloudellisuuteen ja nopeuteen, jotka eivät ole olleet ensisijaisia
tavoitteita. Etuja ja haittoja on kuvattu taulukossa 5.3.
Taulukko 5.3Prepreg-laminoinnin ja autoklaavikovetuksen etuja ja haittoja.
5.1.4 Ruiskulaminointi
Ruiskulaminoinnissa lujitteet ja
hartsi ruiskutetaan ns. ruiskutuspistoolin avulla muotin pinnalle. Roving-lujite
katkotaan halutun mittaisiksi katkokuiduiksi ruiskutuspistooliin kiinnitetyllä
leikkurilla. Samanaikaisesti pistoolissa sekoitetaan hartsi ja kovete
keskenään. Katkotut lujitteet kulkevat pistoolin aikaansaaman hartsisuihkun
mukana muotille (kuva 5.9).
MKR 10.10
Kuva 5.9Ruiskulaminoinnin periaate.
Ruiskutetun laminaattikerroksen
ilmanpoisto suoritetaan telaamalla kuten märkälaminoinnissa. Haluttaessa voidaan
ruiskutettujen kerrosten väliin laminoida kudoksia tai muita lujitteita tai
asettaa ydinaine. Laminaatti kovetetaan joko huoneenlämpötilassa tai hieman
korotetussa lämpötilassa. Pinnassa voidaan käyttää gelcoatia, maalia tai
muovilevyä.
Ruiskutuslaitteiston
pääkomponentit ovat hartsi- ja kovetepumput, kuituleikkuri ja sekoituspää. Eri
valmistajien laitteet eroavat toisistaan lähinnä sekoituspään osalta. Pumppuina
käytetään mäntäpumppuja. Kuitu leikataan kaksirullaisella leikkurilla. Toinen
rulla on kumitettu ja toiseen on kiinnitetty ohuita teriä säteettäin tasaisin välein
kuvan 5.10 mukaisesti. Roving-langan veto ja leikkaus tapahtuvat näiden rullien
välissä.
MKR 10.11
Kuva 5.10Leikkurin periaatekuva.
Hartsi ja kovete sekoitetaan
joko sekoituspään ulkopuolella (ulkoinen sekoitus) tai itse sekoituspäässä
(sisäinen sekoitus). Sekoittamiseen voidaan käyttää apuna ilmaa
(matalapainesekoitus) tai hartsi ja kovete ruiskutetaan korkealla paineella
sellaisenaan.
Erilaiset sekoitustavat
vaikuttavat muodostuvan hartsisuihkun leveyteen, ilmapitoisuuteen ja kovetteen
haihtumiseen. Ruiskulaminoinnissa on ehkä tavallisin sisäinen
matalapainesekoitus. Tällä saadaan riittävä pisaranmuodostus ilman kovetesumua
ja hyvä kovetteen sekoittuminen hartsiin. Sen sijaan geeliruiskutuksessa
vaaditaan hyvän lopputuloksen aikaansaamiseksi pienen pisarakoon antava
korkeapaineruisku.
Ruiskulaminointi on
tuottavuudeltaan moninkertainen käsinlaminointiin verrattuna. Se soveltuu
pienille ja keskisuurille sarjoille, kun tuotteelle ei aseteta erityisiä
lujuusvaatimuksia. Tyypilliset valmistettavat tuotteet ovat erilaisia
muotokappaleita, soutuveneitä ja pieniä säiliöitä. Kuten avomuottimenetelmissä
yleensäkin muottikustannukset ovat kohtuullisia eikä ruiskutuslaitteiston
hintakaan ole korkea.
Ruiskulaminoinnissa ei
käytännössä useinkaan käytetä muuta lujitusta kuin katkottua rovingia. Näin
myös lujuusominaisuudet ovat varsin vaatimattomat. Nykyiset työsuojeluvaatimukset
edellyttävät tehokasta ilmastointia ja suojausta työntekijälle. Tämä lisää
investointikustannuksia ja nostaa välillisesti menetelmän muuten alhaista
kustannustasoa.
Toistaiseksi ruiskutus tehdään
pääosin manuaalisesti. Työn laatu ja tasaisuus riippuvat hyvin paljon
työntekijän ammattitaidosta. Ruiskulaminointia automatisoidaan entistä enemmän,
jolloin työn laatu saadaan tasaisemmaksi ja ruiskutus voidaan tehdä suljetussa
tilassa.
5.1.5 Kuitukelaus ja sen muunnokset
Kuitukelaus ja sen eri muunnokset
ovat avomuottimenetelmiä, joita käytetään lähinnä sylinterimäisten tai
kartiomaisten kuorien valmistamiseen. Muotti on normaalisti koiraspuolinen.
Kuitukelaus
Kuitukelauksessa kuitukimput
kostutetaan altaassa ja johdetaan pyörivälle muotille kuvan 5.11 mukaisesti.
Kun riittävä ainevahvuus saavutetaan, laminaatin annetaan kovettua muotilla tai
kappale siirretään muotteineen kovetusuuniin. Muotti poistetaan laminaatin
kovetuttua.
Kelauskulma saadaan halutuksi
koordinoimalla kastelualtaan ja pyörivän muotin liikkeitä. Kelattavien
kuitukimppujen lukumäärällä säädetään nauhan leveys ja nousu sopivaksi, yleensä
muottipinnan täysin kerralla kattavaksi kerrokseksi. Tässä yksinkertaisimmassa
muodossa kelaus soveltuu mm. putkien valmistukseen.
MKR 10.13
Kuva 5.11Kuitukelauksen periaate.
Kun kelauksen vapausasteita
lisätään, menetelmä soveltuu hyvinkin monimutkaisten kappaleiden valmistukseen.
Kuvassa on 5.12 esitetty peruskelaustavat ja kuusiaksiaalinen kelauskone.
Luonnollisesti kelaustapahtuman ohjaus vaikeutuu vapausasteiden määrän
lisääntyessä. Kelausgeometrioiden suunnitteluun on saatavissa ohjelmistoja,
joita käytetään myös koneen ohjelmointiin.
MKR 10.14
Kuva 5.12Peruskelaustavat ja kuusiaksiaalinen kelauskone.
Kelauskoneen oleellisia ominaisuuksia
ovat lujitteiden tasainen jännittäminen kelauksen aikana, kelauspään ohjauksen
tarkkuus ja toistettavuus eri kerroksille, käännöksissä tapahtuvan
materiaalihukan minimointi (esim. putkien päät) ja muottien käsittelyn
järjestelyt. Lujitteiden kostutukseen on olemassa useita erilaisia allas/puristintela-systeemejä,
jotka rajoittavat kelausnopeutta. Kelattavien kappaleiden koolle ei ole
olemassa teknistä ylärajaa. Suurimmat vaakasuorassa toimivissa koneissa kelatut
putket ovat halkaisijaltaan 6…7 m. Pystysuorassa toimivilla koneilla on
valmistettu noin 20 m:n halkaisijaisia kappaleita. Kelauskoneet voivat olla myös
jatkuvatoimisia. Tällöin muotti on rakennettu esim. jatkuvasta teräsnauhasta.
Kelausta käytetään määrällisesti
eniten korroosionkestävien putkien ja säiliöiden valmistukseen. Erilaiset
polyesterilaadut ovat yleisimpiä kelaushartseja. Erityiskohteissa käytetään
myös epoksi- ja fenolihartseja. Märkäkelaushartseilta vaaditaan riittävän
alhaista viskositeettia nopean kostutuksen aikaansaamiseksi ja pitkää
työskentelyaikaa. Usein pitkän työskentelyajan hartsisysteemit vaativat
korotetun lämpötilan kovettuakseen. Tuotetta voidaan lämmittää muotilla
lämpölamppujen avulla tai kappale muotteineen voidaan siirtää kovetusuuniin.
Kelauslujitteiden on kuljettava
langanohjaimissa nukkaantumatta ja katkeilematta. Lisäksi niiden tulisi kostua
mahdollisimman nopeasti ja hyvin. Lujitteena kelauksessa on tavallisesti
lasikuituroving, mutta myös katkokuitumatot, pintahuovat ja kudokset ovat
mahdollisia. Useimmiten viimeksi mainitut lujitemuodot kelataan muotin päälle
kapeahkona nauhana. Ne voidaan lisätä kostuttamattomina roving-kerrosten väliin
tai kostuttaa altaassa ennen kelausta.
Kertamuovipohjainen tuote
voidaan kelata myös prepregistä, jolloin kasteluallasta ei tarvita. Työ on
samalla siistimpää ja lopputuotteen laatu parempi kuin märkäkelauksessa.
Kelaus soveltuu myös
lujitettujen kestomuovituotteiden valmistukseen. Tällöin prepreg-nauha
lämmitetään paikallisesti muotin pinnalla sulamispisteeseen ja puristetaan kiinni
alla olevaan kerrokseen. Sulatuksen ja tiivistyksen periaate on esitetty
kuvassa 5.13.
Kuva 5.13Kestomuoviprepregin sulatus ja tiivistys kelausmenetelmässä.
Kelattujen tuotteiden mekaaniset
ominaisuudet ovat hyvät, sillä lujitteet ovat jatkuvia ja suunnattuja. Lisäksi
menetelmällä on mahdollista saada korkea lujitesisältö. Ominaisuudet vastaavat
parhaimmillaan prepreg-laminoinnilla ja autoklaavikovetuksella saavutettavia
arvoja. Kelaus mahdollistaa lisäksi haluttujen lujitesuuntausten käytön
tuotteen lujuusvaatimusten mukaisesti.
Kelaus soveltuu
monimutkaistenkin kappaleiden valmistukseen. Kappaleiden on oltava muodoltaan
sellaisia, että kuiduissa säilyy jatkuvasti vetojännitys kelauksen aikana.
Tämänkin jälkeen voidaan kappaleita muotoilla erikseen esim.
puristusmenetelmillä. Kelattujen tuotteiden pääasiallinen lujitus on
halvimmassa muodossaan ja menetelmän tuottavuus on korkea. Valmis tuote on
erittäin kilpailukykyinen sekä ominaisuuksiltaan että hinnaltaan.
Kuitulaminointi
Kuitulaminointi on
kuitukelauksen ja nauhalaminoinnin yhdistelmä. Se on automatisoitu menetelmä,
jossa prepreg-touvi tai touveista muodostuva nauha telataan muottiin haluttuun
paikkaan halutussa suunnassa. Tällä tekniikalla voidaan laminoida myös kaarevia
ja negatiivisen päästön omaavia kappaleita, koska kuiduissa ei tarvita
vetojännitystä laminointivaiheessa. Koneet on suunniteltu lähinnä lentokoneiden
suurien komponenttien kuten siipien ja runkojen laminointiin. Laiteinvestoinnit
ovat erittäin korkeat. Kuitulaminointikoneen periaate on esitetty kuvassa 5.14.
Kuva 5.14Kuitulaminointikoneen periaate.
Punonta
Punonta on oikeastaan lujitteiden
käsittelytapa kuten lujitekankaan kudonta. Punonnassa yksittäiset kuitukimput
pujotellaan toistensa yli ja ali. Näin muodostuu kaksi- tai
kolmidimensionaalisia yhtenäisiä lujiterakenteita. Tyypillinen punos on
sylinterimäinen ”sukka”. Kelatun ja punotun rakenteen erot on
esitetty kuvassa 5.15.
MKR 10.15
Kuva 5.15Kelattu ja punottu rakenne.
Punontatekniikalla on
mahdollista valmistaa myös 3D-lujiteaihioita mm. I-palkkien, jäykistettyjen
paneelien, nokkakartioiden, auton runkojen yms. valmistukseen. Itse punontakone
on vanha keksintö. Tärkein osa on lankarullien pyöritysjärjestelmä ja siihen
liittyvät lankojen ohjaimet (kuva 5.16).
MKR 10.16
Kuva 5.16Punontakone.
Punos voidaan valmistaa kuivista
lujitteista tai prepregistä. Kuivien lujitteiden kostutus punontakoneessa on
hankalaa, joten kostutus tapahtuukin usein eri vaiheessa esim. paineinjektio-
tai puristustekniikalla.
Punotun rakenteen lujitus voi
olla kaksi- tai kolmiaksiaalista tai kolmessa dimensiossa. Rakenteen edut
tulevat esille varsinkin iskumaisissa kuormissa, jolloin toistensa lomitse
kulkevat lujitteet rajoittavat iskuvaurion etenemistä tehokkaasti. Kolmidimensionaalisella
lujituksella rakenteiden kesto muita kuin tasossa esiintyviä kuormia vastaan on
myös oleellisesti parempi kuin normaaleilla lujiterakenteilla. Punontaa
käytetäänkin yleensä, kun valmistettavalta kappaleelta vaaditaan
erityisominaisuuksia iskulujuuden tai laminaattitasoa vastaan kohtisuorassa
suunnassa esiintyvien kuormitusten suhteen.
Kelauksen ja punonnan väliset
pääasialliset erot on esitetty taulukossa 5.4.
Taulukko 5.4Kelauksen ja punonnan eroja.
Käärintä
Käärintä on kehitetty
pyörähdyssymmetristen ohutkuoristen kappaleiden valmistukseen. Materiaalin on
oltava puolivalmisteena joko prepreginä tai esikostutettuna. Materiaali leikataan
valmistettavan kappaleen pituiseksi aihioksi, joka tämän jälkeen kääritään
mekaanisesti muotin päälle. Seinämän paksuudesta ja laminaattirakenteesta
riippuen käärintä voidaan tehdä yhdessä tai useammassa vaiheessa. Erilaisia
käärintätapoja on esitetty kuvassa 5.17.
MKR 10.17
Kuva 5.17Erilaisia käärintätapoja.
Kääritty kappale kovetaan muotin
päällä. Prepregin edellyttämä kovetuspaine saadaan aikaan esimerkiksi kappaleen
päälle kelatulla kutistuskalvolla tai painesäkillä. Valmistuksessa voidaan myös
käyttää ulkopuolista muottia, jolloin kappale kääritään paineletkun päälle,
minkä jälkeen kappale asetetaan muottiin ja puristuspaine johdetaan letkun
sisään.
Tyypilliset käärimällä
valmistettavat kappaleet ovat ohutseinäisiä urheiluvälineitä tai niiden varsia.
Menetelmä on nopea ja pitkälle automatisoitavissa. Sillä pystytään valmistamaan
mittatarkkoja ja korkeat lujuusarvot omaavia tuotteita.
5.1.6 Paine- ja alipaineinjektio
Paineinjektiossa ja
alipaineinjektiossa nestemäinen hartsi injektoidaan muottiin aseteltuihin
kuiviin lujitteisiin tai lujiteaihioon yli- ja/tai alipaineen avulla. Hartsi
voi olla myös aihiossa kalvona tai muuna vastaavana tuotteena. Tällöin hartsi
saatetaan ensin juoksevaan tilaan, minkä jälkeen lujitteet kyllästetään.
Seuraavassa näitä menetelmiä tarkastellaan yhdessä.
Menetelmäkuvaukset
Paineinjektiossa eli RTM-menetelmässä (Resin Transfer Moulding) lujitteet tai
lujiteaihio asetellaan muottiin, muotti suljetaan ja muottiin injektoidaan hartsi
ylipaineella. Tarvittaessa voidaan käyttää myös alipainetta. Kun injektointivaihe
on päättynyt, kappale kovetetaan, poistetaan muotista ja viimeistellään. Prosessi
on esitetty kuvassa 5.18.
Paineinjektiosta on kaksi
variaatiota. Perinteisessä matalan lujitesisällön paineinjektiossa
valmistettavan kappaleen lujitepitoisuus on melko alhainen, jolloin
injektioprosessi on nopea. Vaativiin sovelluksiin kehitetyssä korkean
lujitesisällön paineinjektiossa injektionopeudesta tingitään, jotta kappaleen
lujitepitoisuus saataisiin korkeaksi.
MKR 10.18
Kuva 5.18Paineinjektio-menetelmän periaate.
Alipaineinjektiossa (Vacuum Injection Moulding,
Vacuum Injection Process) kappale valmistetaan avoimella muotilla. Toinen
muottipinta korvataan alipainesäkillä tai joustavalla muottipuoliskolla. Perusmenetelmässä
hartsi imetään lujitteisiin alipaineen avulla. Injektiota voidaan joissakin
tapauksissa nopeuttaa ylipaineella. Ylipaineen on luonnollisesti oltava
itseisarvoltaan pienempi kuin alipaineen, jotta menetelmä toimisi. Hartsin
virtausta voidaan edistää erillisillä hartsinjohtokerroksilla, erikoislujitteilla
ja kerroslevyrakenteissa myös ydinaineen urituksella. Hartsinjohtokerroksina käytetään
erilaisia verkkoja. Erikoislujitteista esimerkkejä ovat yhdistelmälujitteet,
joissa normaalien lujitteiden lisänä on hartsia hyvin johtava huopakerros.
Alipaineinjektiomenetelmän
periaate on esitetty kuvassa 5.19. Mikäli tuotteen molemmat pinnat halutaan sileiksi
tai sarjasuuruus on riittävä, voidaan alipainesäkki korvata joustavalla
muottipuoliskolla, johon on usein yhdistetty myös hartsinjohtokanavat ja
muottien reunatiivistykset. Joustava muotti valmistetaan tavallisesti elastomeerista
tai lujitemuovista.
Kuva 5.19Alipaineinjektion periaate
Kalvoinjektiossa (kuva 5.20) matriisimuovi on kalvona
yhtenä kerroksena muotin pinnalla (RFI = Resin Film Infusion) tai kerroksittain
kuivien lujitekerrosten välissä (SPRINTâ ja HexFITâ). Hartsi on puolikovassa
B-tilassa, joten se täytyy lämmittää juoksevaksi ennen varsinaista injektointia.
Hartsi virtaa lujitteisiin lähinnä paksuussuunnassa. Menetelmän etuna onkin
erittäin lyhyt virtausmatka.
Kuva 5.20 Kalvoinjektion periaate, puolivalmisteessa myös syntaktinen ydin.
Injektiomenetelmät ovat käsinlaminointiin
verrattuna nopeampia ja niiden toistettavuus on parempi. Prosessit ovat myös
suljettuja, jolloin haihtuvia aineita ei leviä työympäristöön. Lujitteiden
asettelu muottiin on suhteellisen helppoa, koska käsiteltävinä ovat kuivat
lujitteet. Tarvittaessa lujitekerrokset sidotaan toisiinsa mekaanisesti tai
sideaineella, esimerkiksi sprayliimalla. Alipaine- ja kalvoinjektion etuna paineinjektioon
verrattuna on mahdollisuus käyttää hinnaltaan edullisia avomuotteja.
Raaka-aineet
Perinteisessä alhaisen
lujitesisällön paineinjektiossa käytetään matto- ja kudoslujitteita.
Tavallisinta on jatkuvakuitumaton ja katkokuitumaton käyttö vuorotellen.
Injektiopaineen aiheuttama hartsivirtaus pyrkii siirtämään lujitteita, joten
pelkän katkokuitumaton käyttö ei anna tasaista lujitejakautumaa. Lujitteiden
asettelu ja niiden oikea määrä on oleellinen lopputuloksen kannalta. Usein
lujitteet on jollain tavalla kiinnitettävä toisiinsa. Tämä voi tapahtua
mekaanisesti tai lujitteisiin liimattujen liimanauhojen avulla.
Korkean lujitesisällön
paineinjektiossa käytetään tavallisesti suunnattuja erikoislujitteita, jotka on
neulottu moniaksiaalisiksi kerroksiksi tai valmiiksi lujiteaihioiksi. Usein
lujitemateriaalina on hiilikuitu. Tarvittaessa voidaan käyttää myös lasi- ja
aramidilujitteita.
Hartseille asetetut vaatimukset
riippuvat lähinnä halutusta jaksoajasta ja lopputuotteen ominaisuuksista.
Hartsit ovat matalaviskoosisia, jolloin injektionopeus on hyvä. Toisaalta
kovettuvan hartsin huippueksotermin pitäisi olla mahdollisimman alhainen, ettei
tapahdu laminaatin säröilyä ja ylikuumenemista.
Perinteisessä paineinjektiossa polyesterihartsi
on tavallisin. Polyestereiden ohella käytetään epokseja ja vinyyliestereitä
etenkin kudoslujitteiden kanssa. Samoin voidaan käyttää metakrylaattipohjaisia
hartsisysteemejä. Näillä on mahdollista nopeuttaa injektiota tai vastaavasti
lisätä täyteaineiden määrää, sillä akrylaateilla on hyvin alhainen
viskositeetti. Perinteinen paineinjektio sallii suuren täyteainemäärän käytön
sovellutuksissa, joissa haetaan kustannussäästöjä tai erikoisominaisuuksia
kuten palonkestoa. Täyteaine on yleensä kalsiumkarbonaattia, jota voidaan
lisätä jopa 50 p% hartsin määrästä. Alipaineinjektiossa tyypilliset lujitesisällöt
ovat 50 t%:n luokkaa, joten täyteaineiden käyttö ei ole helppoa.
Korkean lujitesisällön
paineinjektiossa perusmatriisiaineita ovat yksi- ja kaksikomponenttiset
epoksit, joilla saavutetaan hyvät mekaaniset ominaisuudet ja korkea
käyttölämpötila. Korkea lujitesisältö edellyttää alhaista hartsin
viskositeettia. Käytännössä viskositeetiltaan noin 250 cps:n hartsit on todettu
sopiviksi. Näin alhainen viskositeetti saavutetaan monilla hartseilla vasta
hartsia lämmittämällä. Lentokone- ja avaruussovelluksiin on myös kehitteillä
sitkistettyjä RTM-hartseja. Iskunkestävyyttä voidaan parantaa myös sopivia
lujitteita, mm. neuloksia käyttämällä.
Yleisimpien hartsityyppien
ohella sekä yli- että alipaineinjektiossa käytetään jossain määrin fenoli-,
syanaatti- ja bismaelimidihartseja.
Lujiteaihiot
Injektiomenetelmissä käytetään
paljon lujiteaihioita. Näitä käytetään seuraavin periaattein:
Aihiot
räätälöidään rakenteellisesti tuottamaan kappaleelle halutut lujuus- ja jäykkyysominaisuudet
kaikissa suunnissa.
Aihioihin
lisätään tarpeellisiin kohtiin paikallisesti lujitusta ja/tai esim. mekaanisten
liittimien kiinnityspisteitä.
Vaurionsietokykyä
lisätään lujitekerrosten yhteentikkauksella. Sopivilla erikoislujitteilla lisätään
myös pintojen iskulujuutta ja/tai kulumiskestävyyttä.
Prosessoinnin
helppouteen vaikutetaan aihioiden lujitesisällön muutoksilla. Nurkissa tai muuten
vaikeissa kohdissa lujituksen määrää tai rakennetta muutetaan hartsivirtauksen
helpottamiseksi.
Kappaleen
ulkopintaa muunnellaan mm. liittämällä aihioiden pintaan mm. erilaisia huopia
sekä aramidi-/hiilikuitukudoksia ja –punoksia.
Aihioiden tekninen etu on
mahdollisuus suunnata lujitteet tarkemmin kuormitusten mukaisesti. Niin
sanottujen nettoaihioiden käytöllä voidaan myös välttää reunojen tai muiden
normaalisti leikattavien osien aiheuttama hukkamateriaali. Muita aihioiden
käytöllä haettavia taloudellisia etuja voivat olla raaka-ainekustannusten
alentaminen ja kappaleen valmistusprosessin nopeuttaminen. Aihioiden valmistus
voidaan automatisoida, jolloin saavutetaan työkustannusten säästöä tai
valmistuskapasiteetti nostettua tarvittaessa korkeaksi. Aihioiden käsiteltävyys
ja riittävä muodossa pysyminen ovat kriittisiä etenkin suurissa aihioissa sekä
automatisoidussa tuotannossa.
Lujiteaihiot perinteisessä
paineinjektiossa
Lujitteiden asettelu
kerroksittain ja niiden leikkaus mittoihinsa on aikaa vievä työvaihe
perinteisessä paineinjektiossa. Tämän nopeuttamiseksi on kehitetty parikin
erilaista tapaa.
Saatavilla on valmiita
jatkuvakuitumattoja, jotka voidaan muotoilla apumuotin päällä lämmön avulla
likimain valmistettavan kappaleen muotoiseksi. Matoissa on yleensä kestomuovipohjaista
sideainetta, joka lämmetessään pehmenee jonkin verran, mutta pitää lujitteen
muodossaan jäähtyessään.
Toinen mahdollisuus lujiteaihion
valmistukseen on ruiskuttaa lyhyttä katkokuitua ja sopivaa sideainetta
valmistettavaa kappaletta muistuttavan rei’itetyn muotin päälle. Muottiin on
johdettu alipaine, joka pitää lujitteet muotin pinnalla kunnes sideaine ehtii
kovettua. Valmistustapa on esitetty kuvassa 5.21. Sideaineina käytetään sekä
vesiemulsioita että kestomuovipohjaisia pulvereita.
MKR 10.19
Kuva 5.21Lujiteaihion valmistus.
Valmiit lujiteaihiomatot
soveltuvat parhaiten suhteellisen laakeiden kappaleiden valmistukseen. Ruiskuttaminen
on edullisempi tapa monimutkaisten ja syvien kappaleiden aihioiden
valmistukseen. Näin saadaan materiaalihukka selvästi pienemmäksi.
Ruiskutustekniikalla tehtävien aihioiden lujitepituuksia voidaan lisäksi
vaihdella kerroksittain. Katkokuitujen suuntaus on myös mahdollista
ruiskuttamalla tehtävissä aihioissa. Aihiomuotin sopivalla konstruktiolla voidaan
reunahukkaa pienentää huomattavasti.
Lujiteaihiot korkean
lujitesisällön paine- ja alipaineinjektiossa
Korkean lujitesisällön
paineinjektiossa käytettäviä aihioita valmistetaan monin tavoin. Tyypillisesti
laminaateilta vaaditaan hyvää vaurionsietokykyä, jolloin lujitusta tarvitaan
myös laminaattitasoa kohtisuorassa suunnassa. Samoin pyrkimyksenä on minimoida
materiaalihukka. Tällöin aihiot pyritään valmistamaan lähelle lopullisen
kappaleen mittoja eli nettoaihioina.
Aihiot voidaan valmistaa
jatkuvista lujitteista muottien päälle kelaamalla tai punomalla. Kelaustekniikalla
valmistetaan 2-dimensionaalisia aihioita pääosin vain pyörähdyssymmetrisille
kappaleille. Punonnalla on mahdollista saada lujitusta myös tasoa vastaan
kohtisuoraan suuntaan ja eri lujitekerrokset on mahdollista punoa yhteen. Myös
punomalla valmistetut aihiot ovat geometrioiltaan rajoitettuja.
Useimmiten lujiteaihio valmistetaan
tasolujitteesta tikkaamalla (stiching), kutomalla (weaving), neulomalla
(knitting), punomalla (braiding), sideaineen avulla tai käyttämällä näiden
menetelmien sopivaa yhdistelmää.
Tikkaamalla lujitekerroksia
yhteen saadaan kerrosten välistä leikkauslujuutta ja vaurionsietokykyä parannettua
huomattavasti. Toisaalta liitoskohtiin voi jäädä huokosia ja mikrohalkeamien
alkukohtia. Kutomalla on vaikea valmistaa ± 45°:n lujitusta. Liitoskohtiin
syntyy myös kutistumia, koska lujitteet eivät ole suoria. Neulomalla
valmistetut lujitteet ovat puolestaan erittäin taipuisia ja lujitteet kulkevat
suorina. Punoksia voidaan valmistaa myös 3D-rakenteiksi. Näiden rajoituksena on
aihioiden pieni koko johtuen vaadittavista monimutkaisista koneista. Taulukossa
5.5 on esitetty yhteenveto eri perusaihioiden ominaisuuksista ja sovelluksista.
Monimutkaisten kappaleiden
valmistuksessa perusaihioita joudutaan yhdistelemään tai muotoilemaan
lopulliseen muotoon. Yhdistelyyn ja/tai muotoiluun käytetään mm. seuraavia
tekniikoita:
Aihio
ommellaan sopivista kohdista, minkä jälkeen rakenne avataan (kuva 5.22).
Aihiokerrokset
muovataan muotoonsa kalvopuristimessa (kuva 5.23). Menetelmässä lämmössä
pehmenevää pulveria sisältävät lujitekerrokset asetetaan rei’itetylle alipainepöydälle
ja tiivistetään kumikalvolla. Tämän jälkeen kerrokset lämmitetään
sidontapulverin lämpötilaan kuumailmapuhalluksella tai infrapunalämmittimillä.
Aihiokerrokset muotoillaan muotoonsa mallin avulla ja aihiokerros jäähdytetään.
Sidontapulveri pitää kovetuttuaan aihion eri kerrokset kiinni toisissaan ja
aihion muodossaan.
Aihiot
muotoillaan puristimilla, joissa reunoistaan kiinnitetyt aihiokerrokset venytetään
muotoonsa. Tällöin lujitteet ja lujitekerrokset joutuvat liukumaan toistensa
suhteen.
Aihio
valmistetaan yhdistämällä osa-aihiot esimerkiksi ompelemalla kuvan 5.24
mukaisesti.
Taulukko 5.5Erilaisia aihionvalmistustapoja
Kuva 5.22 Lujiteaihion valmistus ompelemalla kudoskerroksista.
Kuva 5.23 Kalvopuristin aihioiden muotoiluun.
Kuva 5.24Aihion valmistus osa-aihioista ompelemalla.
Paineinjektion nopeuttaminen
Perinteisen paineinjektion muottiaika
on noin 15…20 min, joka usein riittää pieniin sarjoihin. Menetelmää on
kehitetty entistä suuremmille sarjoille sopivaksi. Tämä edellyttää selvästi
nopeampaa muottiaikaa, jottei tarvittavien muottien lukumäärä ja niiden vaatima
tila sekä käsittelyaika nouse kohtuuttomasti. Menetelmää on nopeutettu
huomattavasti lähinnä autoteollisuuden tarpeisiin.
Paineinjektiota voidaan nopeuttaa
mm. seuraavin tavoin:
lujiteaihioiden
käytöllä
hartsin
lämmityksellä
muotin
lämmityksellä
useiden
injektiopisteiden käytöllä
injektiopaineen
lisäyksellä ja samanaikaisella alipaineen käytöllä.
Hartsin ja muotin lämmityksellä
alennetaan hartsin viskositeettia ja näin pienennetään virtausvastusta.
Korotettu lämpötila nopeuttaa laminaatin kovettumista. Jaksoajoissa on mahdollista
päästä noin 2 minuuttiin. Hartseina käytetään mm. vinyyliestereitä,
akryyliahartseja ja epokseja. Kuvassa 5.25 on esitetty nopeutetun
paineinjektion sovellutus autonkorin valmistukseen.
MKR 10.20
Kuva 5.25Nopeutetun paineinjektion perusvaiheet.
Injektio-tuotteiden ominaisuudet
Perinteisellä paineinjektiolla
valmistetun kappaleen lujitesisältö on mattolujitteita käytettäessä 25…35 p%.
Suurella täyteainepitoisuudella etenkin lujuusarvot heikkenevät jonkin verran.
Kudoksia ja suunnattuja kudoksia sekä matalaviskoosisia hartseja käytettäessä
voidaan paineinjektiolla saavuttaa 60 t%:n lujitesisältö. Alipaineinjektiolla
tyypillinen lujitesisältö on 50 t%. Näin myös fysikaaliset ominaisuudet ovat
korkeat.
Paineinjektio on suljetun muotin
menetelmä, joten kappaleen molemmat pinnat ovat sileitä. Yleensä menetelmä on
taloudellisesti kannattava jo muutaman kymmenen tai sadan kappaleen sarjoissa.
Muotit ovat käsinlaminointimuotteja kalliimpia, koska injektointipaine
edellyttää jäykempiä muottirakenteita ja tarvitaan kaksi muottipuoliskoa sekä
muottien kiinnitysmekanismi. Kohtuullisen alhaisen muottipaineen ja kovetuslämpötilan
ansiosta muotit pystytään valmistamaan edullisista lujitemuovimateriaaleista,
joten muottikustannus ei ole kohtuuton. Menetelmässä ei lujitteiden tarvitse
virrata, joten syvienkin kappaleiden valmistus onnistuu helposti.
Injektiomenetelmien etuja ja haittoja on esitelty taulukossa 5.6.
Alipaineinjektiossa on toinen
muottipuolisko korvattu alipainesäkillä tai puolikovalla muotilla. Näin muottikustannukset
ovat oleellisesti paineinjektiota alhaisemmat eikä kappaleiden koolla ole
käytännössä ylärajaa. Muovikalvo ei anna täysin sileää ulkopintaa eikä
kappaleen paksuutta saada niin tarkaksi kuin paineinjektiolla. Pinnanlaatu paranee
selvästi, kun muovikalvon sijasta käytetään puolikovaa muottia. Samalla voidaan
oleellisesti lyhentää valmistusjaksoa, koska alipainesäkin ja muiden
lisätarvikkeiden asennusaika lyhenee huomattavasti.
Taulukko 5.6Injektio- menetelmien etuja ja haittoja.
5.1.7 Reaktiovalu eli RIM
Reaktiovalu eli RIM-menetelmä
(Reaction Injection Moulding) on kehitetty polyuretaanisolumuovin
valmistukseen. Menetelmässä sekoitetaan kaksi pääkomponenttia yhteen ja
injektoidaan suljettuun muottiin. Lyhyttä kuitulujitusta käytettäessä menetelmästä
käytetään yleisesti lyhennettä RRIM, jossa ensimmäinen kirjain viittaa
lujitukseen (Reinforced Reaction Injection Moulding). Muotit suljetaan tavallisesti
muottipuristimella, jolla voidaan myös vaihtaa muotin asentoa sopivimman
injektointiasennon löytämiseksi.
RIM-menetelmässä käytetään
tavallisesti lähtöraaka-aineina polyolia ja isosyanaattia. Niitä sekoitetaan
omissa säiliöissään ja kierrätetään putkistossa saostumisen estämiseksi.
Injektoitaessa lämmitetyt raaka-aineet johdetaan korkeapaineputkia myöten
sekoituspäähän, josta materiaali injektoidaan muottiin. Materiaalin ruiskutus
tapahtuu kappaleen koosta ja raaka-aineista riippuen muutamassa sekunnissa.
Raaka-aineen hyytymisaika on pienillä kappaleilla 2…6 s. Muottiaika on 20…200 s. Menetelmän periaate on esitetty
kuvassa 5.26.
MKR 10.21
Kuva 5.26RIM-menetelmän periaate.
Menetelmässä syntyvä muottipaine
on 0,5…1 MPa eli varsin alhainen moniin muihin suljettujen muottien
menetelmiin verrattuna. Pieni paine mahdollistaa myös suhteellisen halpojen
puristimien ja muottien käytön. Näin menetelmä soveltuu myös pienten sarjojen
valmistukseen.
RIM-menetelmää käytetään eniten kuljetusvälineteollisuuden
tuotteiden valmistukseen. Suurimmat valmistuksessa olevat kappaleet ovat 50
kg:n luokkaa, jolloin tarvittava puristinvoima on noin 1 000 tonnia.
RIM-menetelmällä saavutettavien
alhaisten kimmo- ja lujuusarvojen takia valmistettavat kappaleet ovat harvemmin
kantavia rakenteita. Useimmiten menetelmällä valmistetaan muotokappaleita,
joilta vaaditaan suurta joustavuutta ja iskulujuutta. Tyypillisiä sovellutuksia
ovat autojen puskurien osat, ilmanohjaimet, jäähdyttäjän säleiköt ja pystysuorat
korin osat kuten auton ovet. RIM-menetelmän etuja ja haittoja on esitetty
taulukossa 5.7.
Taulukko 5.7RIM-menetelmän etuja ja haittoja.
RRIM-menetelmässä
lujitepitoisuus jää alhaiseksi ja lujitekuidut ovat lyhyitä. Näistä syistä myös
RRIM-tuotteiden lujuusarvot ovat melko vaatimattomat. RIM-menetelmästä onkin
edelleen kehitetty nk. SRIM-menetelmä (Structural Reaction Injection Moulding),
jossa käytetään valmiita lujite-aihioita. Menetelmä on periaatteessa hyvin
samantapainen kuin paine-injektio. Nyt käytössä on polyuretaanihartsi, jonka
ruiskutustapahtuma on hyvin nopea perinteiseen paineinjektioon verrattuna. Tämä
aiheuttaa joitakin muutoksia lähinnä lujitteisiin ja hartsinsyöttöön. Hartsin
nopea syöttö vaatii lujitteita, jotka eivät kulkeudu hartsivirtauksen mukana.
Lujitteina käytetään jatkuvakuituista mattoa, harvoja kudoksia tai näistä valmistettuja
muotonsa paremmin pitäviä aihioita.
Muotin ilmanpoisto on toinen
ongelma nopeassa hartsin injektiossa. Ratkaisuina tähän ovat olleet esim.
muotin alipaineimu tai muotin ulkoreunoilla käytettävä puoliläpäisevä vaahto,
joka laskee ilman läpi, mutta tiivistyy hartsirintaman täyttäessä vaahdon.
Osittain saman asian ajaa muotin reunojen väliin puristettu jatkuvakuitumatto.
5.1.8 Ruiskuvalu
Ruiskuvalu on tärkeimpiä
kestomuovikappaleiden valmistustekniikoita. Menetelmää käytetään myös
lujitettujen kesto- ja kertamuovituotteiden valmistuksessa. Lähtömateriaali on
granulaattina tai esimerkiksi BMC:tä (ks. luku 4).
Menetelmäkuvaus
Ruiskuvalutuotteen raaka-aine syötetään
syöttösuppilosta ja siirretään ruiskuvalukoneen ruuville. Ruuvin avulla
materiaali siirretään eteenpäin samalla kun kestomuovi plastisoidaan tai
kertamuovi lämmitetään kontrolloidusti varsinaista ruiskutustapahtumaa varten.
Kun yhtä ruiskutuskertaa varten tarvittava materiaalimäärä on kerätty ruuvin
eteen, ruuvi liikkuu eteenpäin työntäen sulan tai pehmeän massan muottiin.
Ruuvissa oleva sulkurengas estää massan takaisinvirtauksen ruiskutuksen aikana.
Ruuvin edessä sylinterissä on suutin, jossa olevalla sulkusuuttimella
säädellään massan virtaus ruiskutuskanavistoon. Ruiskuvalun perusvaiheet on
esitetty kuvassa 5.27
Ruiskuvalukappale kovettuu
muotissa koosta riippuen 20…120 sekunnissa. Ruiskutuspaine vaihtelee 40…200
MPa:n välillä riippuen muovimateriaalista ja kappaleen monimutkaisuudesta.
Kestomuoveja käytettäessä muotti on jäähdytettävä ja kertamuoveja käytettäessä
lämmitettävä. Korkeista puristuspaineista ja suurista sarjoista johtuen
ruiskuvalumuotit on valmistettu korkealuokkaisesta työkaluteräksestä.
MKR 10.22
Kuva 5.27Ruiskuvalun perustyövaiheet.
Ruiskuvalumuotit ovat
rakenteeltaan monimutkaisia ja näin ollen myös kalliita. Ruuvilta tullessaan
sula massa kulkee syöttökanavan kautta jakokanavistoon ja edelleen portin
kautta muottiin. Ruiskutuskanavisto sisältyy muottiin ja on suunnittelultaan
kappalekohtainen. Muotti sisältää myös kiinnitys- ja ohjauselimet sekä
kappaleen ulostyöntäjät. Ruiskutuskanavisto voi olla myös lämmitetty, jolloin kestomuovimassa
ei kovetu kanavistoon. Näin vältetään kappaleen jälkikäsittely ja säästetään
materiaalia. Muotin periaate on esitetty kuvassa 5.28.
MKR 10.23
Kuva 5.28Ruiskuvalumuotti ja sen osat.
Ruiskuvalukoneiden koot
määräytyvät puristusvoiman, annoksen suuruuden ja suurimman mahdollisen
muottikoon mukaan. Tavallisesti koneet luokitellaan puristusvoiman mukaan. Suurimpien
ruiskuvalukoneiden puristusvoimat ovat tällä hetkellä noin 10 000 tonnia.
Muotin sulkuvoiman aikaansaavan
sulkuyksikön toiminta perustuu joko hydrauliikkaan tai polviniveliin.
Pääpuristussuunta voi olla horisontaalinen tai vertikaalinen. Muilta osin
ruiskuvalukoneet ovat samantapaisia. Käytännössä erot ovat koneiden
komponenttien laadussa, rungon jäykkyydessä ja ohjausjärjestelmissä.
Lujitettujen kesto- ja
kertamuovien ruiskuvalu voi vaatia erilaiset ruuvit kuin lujittamattomien
materiaalien ruiskuvalu. Pyrkimyksenä on minimoida kuitujen pilkkoutuminen
siirto- ja puristusvaiheen aikana. Eräänä ratkaisuna on kaksoisruuvien käyttö
siten, että materiaali etenee riittävän kaukana toisistaan olevien ruuvien
välissä. On myös kehitetty kaksivaiheisia muotteja, joihin ensin ruiskutetaan
materiaali varsin pienellä paineella laajojen valukanavien kautta ja toisessa
vaiheessa suoritetaan loppupuristus muottiin. Näin on pyritty saamaan lujitteet
muottiin mahdollisimman pitkinä ja ehjinä. Ratkaisu lisää oleellisesti
muottikustannuksia.
Lujitettujen
ruiskuvalutuotteiden ominaisuudet
Ruiskuvalu soveltuu suhteellisen
pienten ja muodoiltaan vaihtelevien kappaleiden valmistukseen sarjakoon ollessa
suuri. Kuitulujitusta käytetään haluttaessa kappaleilta korkeita kimmo- ja
lujuusarvoja, hyvää lämmönkestoa tai alhaista lämpölaajenemista. Lujitus lisää
myös oleellisesti pitkäaikaislujuutta sekä staattisessa että dynaamisessa
kuormituksessa. Lujitetuissa tuotteissa matriisiaineet ovat tavallisesti teknisiä
kestomuoveja.
Ruiskuvalukoneen ruuvissa
tapahtuva materiaalin muokkaus katkoo lujitekuidut lyhyiksi alentaen näin
lujituksen tehoa. Normaaleilla lujitetuilla ruiskuvalumateriaaleilla on
lopullisen tuotteen keskimääräinen lujitepituus vain noin 0,2 mm. Viime vuosina
on kehitetty uusia ruiskuvalumateriaaleja, joissa lujitteen pituus saadaan
lopputuotteessa keskimäärin noin 3…4 mm:iin. Kuvassa 5.29 on esimerkki lyhyt-
ja pitkäkuituisesta ruiskuvalugranulaatista.
MKR 10.24
Kuva 5.29Lyhyt- ja pitkäkuituisen ruiskuvalugranulaatin kuiturakenne.
BMC:tä voidaan myös ruiskuvalaa.
Tämä edellyttää joitain modifikaatioita syöttölaitteisiin ja ruuviin. Samoin muotit
ovat normaalia ruiskuvalumuottia kalliimmat lämmityksen ja kovempien
pintavaatimusten vuoksi. Yleensä ruiskuvaletun BMC:n lujitesisältö on n. 20 p%.
Ominaisuudet vastaavat puristamalla valmistettujen BMC-kappaleiden
ominaisuuksia.
Ruiskuvalutuotteiden
ominaisuuksia tarkasteltaessa on muistettava lujitteiden pyrkimys suuntautua
virtauksen suuntaiseksi. Kappaleen muodosta riippuen ominaisuudet voivat näin
ollen olla hyvin epäisotrooppiset. Lujitetuilla muoveilla ovat mahdolliset kylmäsaumat
vielä ongelmallisempia kuin lujittamattomilla muoveilla.
Ruiskuvalun edut ja haitat
Ruiskuvalu on eräs tärkeimmistä
kestomuovituotteiden valmistusmenetelmistä. Tuotevaatimusten kasvaessa on
lujitettujen kesto- ja myös kertamuovien ruiskuvalu yleistynyt. Menetelmä on
jaksoajaltaan lyhyt ja soveltuu suursarjatuotantoon. Suurten puristuspaineiden
ja tästä johtuvan laiteinvestointien kalleuden vuoksi kookkaitten kappaleiden
valmistus ruiskuvalamalla ei ole taloudellisesti mielekästä. Taulukossa 5.8 on
yhteenveto ruiskuvalun eduista ja haitoista.
Taulukko 5.8Ruiskuvalun etuja ja haittoja.
5.1.9 Keskipakovalu
Keskipakovalussa lujitteet asetetaan
pyörähdyssymmetrisen muotin sisään ja muotti pannaan pyörimään. Tämän jälkeen
kaadetaan tai ruiskutetaan hartsi tasaiseksi kerrokseksi muotin sisään.
Keskipakovoiman ansiosta lujite kostuu ja ilma poistuu laminaatista. Valmistusvaiheet
on esitetty kuvassa 5.30.
MKR 10.25
Kuva 5.30Keskipakovalun työvaiheet.
Keskipakovalu soveltuu
pyörähdyssymmetristen kappaleiden kuten putkien, vaippojen ja painepäätyjen
valmistukseen. Kappaleen seinämien on oltava likimain tasavahvat. Lujitteena
käytetään katkokuitumattoa tai kudoksia. Kelaamalla valmistettaviin putkiin
verrattuna ulkopinta on sileä. Keskipakovalussa ei voida käyttää roving-lujitusta,
joka taas kelatuissa putkirakenteissa toimii tehokkaasti.
Keskipakovalussa voi käyttää
huomattavia määriä täyteaineita, joilla voidaan nostaa edullisesti
seinämävahvuutta ja näin myös seinämän paikallista jäykkyyttä. Menetelmä onkin
suosittu viemäriputkien valmistuksessa. Viemäriputkien mitoituksen määrää
useimmiten seinämän paikallinen rengasjäykkyys.
5.1.10 Puristusmenetelmät
Kuitulujitettujen tuotteiden
valmistuksessa käytettäviä puristusmenetelmiä ovat siirtopuristus ja
ahtopuristus erilaisine variaatioineen.
Siirtopuristus
Siirtopuristuksessa raaka-aine
annostellaan ja lämmitetään erillisessä siirtosylinterissä, josta se
puristetaan männän avulla muottionkaloon kuvan 5.31 mukaisesti. Siirtopuristus
soveltuu muodoltaan monimutkaistenkin kappaleiden valmistukseen. Puristuspaine voi
nousta 200 baariin. Raaka-aineet voivat olla samoja kuin ruiskuvalussa. Muotti-
ja laitekustannukset ovat alhaisemmat, mutta muottiaika pidempi ja
raaka-ainehukka suurempi kuin ruiskuvalussa.
Ahtopuristus
Ahtopuristuksessa käytetään
suljettuja muotteja ja puristinta. Käytettävä raaka-aine vaihtelee, mutta itse
valmistustapahtuma on aina samantapainen. Ensimmäisessä vaiheessa raaka-aine
asetetaan avattuun muottiin. Toisessa vaiheessa muotti suljetaan, jolloin
kappale muotoutuu muottionkalon mukaiseksi. Kolmannessa vaiheessa kappale
kovetetaan. Puristuspaineet ja -nopeudet sekä prosessilämpötilat riippuvat
käytettävistä raaka-aineista.
Puristimissa on kaksi
puristinlevyä, jotka voivat olla lämmitettäviä. Muottipuoliskot on kiinnitetty
näihin levyihin. Puristusvoima aikaansaadaan useimmiten hydraulisesti yhden tai
useamman hydraulisylinterin avulla. Puristimien puristusvoimat vaihtelevat
25…5 000 tonnin rajoissa. Muottien koot ovat suurimmillaan noin kaksi
neliömetriä. Puristimen kaaviokuva on esitetty kuvassa 5.32.
MKR 10.26
Kuva 5.31Siirtopuristuksen periaate.
MKR 10.27
Kuva 5.32Ahtopuristuksessa käytettävä puristin.
Teknisiltä ominaisuuksiltaan
puristimet ovat monessa suhteessa erilaisia. Puristusvoima, vapaa
puristinlevyjen pinta-ala sekä avautumismatka määrittävät suurimman mahdollisen
kappalekoon sekä kyseeseen tulevat materiaalivaihtoehdot. Puristinlevyjen
maksimilämpötilat tai jäähdytystehokkuudet vaihtelevat. Muita
suunnitteluparametreja ovat mm.
muotin
sulku- ja avautumisnopeudet
puristuspaineen
nousunopeus
muotin
sulkunopeuksien säätömahdollisuudet
puristusparametrien
ohjelmointi ja talletus
puristinlevyjen
yhdensuuntaisuus
kappaleen
poistotekniikka
muottien
vaihtotekniikka
energian
kulutus.
Märkäpuristus
Märkäpuristuksella tarkoitetaan
ahtopuristusmenetelmää, jossa lujitteet tai lujiteaihio asetetaan muottiin ja
hartsiseos kaadetaan lujitteiden päälle (kuva 5.33). Tämän jälkeen muotti
suljetaan ja kappale kovetetaan. Riippuen siitä, käytetäänkö kovetuksen
nopeuttamiseksi lämpöä vai ei, puhutaan vastaavasti kuuma- ja
kylmäpuristuksesta.
MKR 10.28
Kuva 5.33Kylmä- ja kuumapuristuksen periaate.
Märkäpuristuksessa käytetään
varsin alhaista puristuspainetta, joten muottivaatimukset eivät ole korkeat. Toisaalta
kappaleen valmistusaika on pitkä erityisesti kylmäpuristuksessa. Kylmä- ja
kuumapuristus soveltuvatkin parhaiten muutaman tuhannen kappaleen sarjakokoihin
ja suhteellisen yksinkertaisille muodoille, joissa ei ole jyrkkiä mutkia,
jäykisteitä tmv. rakenteita.
Lujitteena käytetään
jatkuvakuitumattoa ja sen ohella tarvittaessa kudoksia. Hartsina on normaalisti
polyesteri, joka on joko huoneenlämpötilassa (kylmäpuristus) tai korotetussa
lämpötilassa kovettuva (yleensä 150 °C). Kovetusajat vaihtelevat
5…15 minuutin rajoissa kappaleen koosta ja kovetuslämpötilasta riippuen. Hartsissa
ei käytetä merkittäviä määriä täyteaineita, joten lujuusominaisuudet ovat
lähellä mattolujitetun käsinlaminoidun laminaatin arvoja
BMC:n ja SMC:n puristus
Kuumapuristuksesta on useita
muunnoksia, joita voidaan käsitellä myös erillisinä valmistustekniikkoina.
Tosiasiassa ne ovat vain eri raaka-aineiden ja puolivalmisteiden
kuumapuristusta. BMC-puolivalmiste on taikinamainen massa ja SMC muutaman millimetrin
paksuisen taipuisa levy (ks. luku 4).
BMC:stä ja SMC:stä puristetaan
tuotteita annostelemalla raaka-aine muottiin, muovaamalla kappale muotoonsa
muotti sulkemalla ja kovettamalla tuote korotetussa lämpötilassa (kuva 5.34). Tarvittavat
puristuspaineet vaihtelevat kappaleen muodosta ja materiaalin virtausmatkasta
riippuen SMC:llä 5…10 MPa:n ja BMC:llä 10…15 MPa:n välillä. Puristusprosessi
on huomattavasti vaativampi kuin kylmä- tai kuumapuristuksessa. Materiaalin
asettelu etenkin SMC:lle on tärkeää. Yleisesti SMC-kerrokset asetellaan hieman
pyramidin omaisesti ja ne leikataan niin, että muotti täyttyy pinta-alaltaan
noin 70 %:sti. Lisäksi raaka-aineen määrän on oltava oikea. Muotin
pintalämpötilan on oltava vakio noin 2 °C:n tarkkuudella. Puristusnopeutta
ja paineennousua on pystyttävä säätämään puristuksen aikana. Näistä syistä sekä
puristusmuoteilta että puristimelta vaaditaan huomattavasti enemmän kuin
märkäpuristusmenetelmissä.
MKR 10.29
Kuva 5.34BMC:n ja SMC:n puristuksen periaate.
BMC:n ja SMC:n puristuksen
tyypilliset jaksoajat ovat 30…150 sekuntia. SMC on vain suursarjatuotannossa
taloudellisesti kilpailukykyinen. Sen sijaan BMC:n käyttö voi olla
taloudellisesti kannattavaa jo tuhannenkin kappaleen sarjalla.
BMC:tä voidaan myös
siirtopuristaa ja ruiskuvalaa. Siirtopuristuksessa käytettävä paine on 15…30
MPa ja muotin lämpötila jopa 170 °C. Ruiskuvalussa vastaavasti
paine on 30…80 MPa, lämpötila 140…160 °C ja ruuvin pyörimisnopeus
20…50 1/min. Molemmat yllämainitut BMC:n muovausmenetelmät sopivat parhaiten
suurten sarjojen massatuotantoon. Suurin osa normaaleista ruiskuvalukoneista on
pienin muutoksin muutettavissa BMC-tuotteiden valmistukseen.
SMC- ja BMC-materiaaleissa on
runsaasti täyteaineita ja muita lisäaineita, joilla vaikutetaan fysikaalisiin
ominaisuuksiin, juoksevuuteen, pinnan laatuun ja kutistumiin. Kaupallisesti on
saatavissa halutunlaisia sekoituksia. Suuret puristajat tekevät
puolivalmisteensa itse. Taulukossa 5.9 on tyypillisen low-profile SMC-levyn ja
standardi BMC-massan koostumus. SMC-materiaaleja on kehitetty edelleen.
Nykyisin on saatavissa mm. pienen puristuspaineen materiaaleja, jotka vaativat
vain 4 baarin puristuspaineen. Samoin mikropallolisäyksellä tiheyttä on voitu
alentaa normaalista 1,8 kg/cm3:stä 1,4 g/cm3:iin.
Taulukko 5.9SMC- ja BMC raaka-aineiden tyypillisä koostumuksia.
BMC:ssä
lujite on yleensä katkottua lasikuitua. SMC on myös perusmuodossaan
katkokuitulujitettua, mutta siitä on saatavissa myös kudos- ja jatkuvalujiteversioita.
Hartsit ovat yleensä peruspolyesteripohjaisia, mutta kokeiluja on tehty mm.
vinyyliesteri- ja fenolihartseilla sekä kestomuoveilla. Tyypillisiä
BMC-tuotteita ovat sähköteollisuuden rasiat ja kotelot. SMC (Sheet Moulding Compound)
puolestaan soveltuu nimensäkin mukaan levymäisiin kappaleisiin kuten
autoteollisuuden korin osiin ja vastaaviin. Varsinkin huonosti pigmentoituvat
matalaprofiiliset SMC-laadut vaativat maalauksen lakka- tai epoksimaalilla. Kappaleen
pinnan puhdistaminen liuotteella ja primerin käyttö ovat oleellisia tekijöitä
maalauksen onnistumiselle. SMC-kappale voidaan maalata myös muotin sisällä
tapahtuvalla jauhemaalauksella.
Kalvopuristus
Kalvopuristuksella voidaan valmistaa varsin monimutkaisia
ohutseinämäisiä, tasomaisia kappaleita. Menetelmässä prepreg-lujitteet asetetaan
kahden muovikalvon (usein polyimidikalvo) väliin, minkä jälkeen prepregit
tiivistetään alipaineella ja lämmöllä. Prepreg-pakka muovataan avomuottiin
ylipaineella kuten painesäkkimenetelmässä. Muovikalvojen tehtävänä on estää
lujitteiden rypistyminen ja sallia lujitteiden liukuminen hallitusti muovauksen
aikana. Kalvopuristuksen periaate ja eri vaiheet on esitetty kuvassa 5.35.
Kuva 5.35Kalvopuristuksen vaiheet.
Kalvopuristuksen etuja ovat
varsin nopea sykliaika autoklaavikovetukseen verrattuna ja edulliset
muottikustannukset. Kalvopuristetun tuotteen mekaaniset ominaisuudet ovat hyvät,
koska lähtöraaka-aineena käytetään kerta- ja kestomuoviprepregejä. Kalvot ovat
kertakäyttöisiä ja varsin kalliita. Menetelmässä on kokeiltu myös
monikäyttöisten kalvojen kuten elastomeerien käyttöä, mutta niillä ei ole saavutettu
yhtä hallittua lujitteiden muovautumista kuin polyimidikalvoilla.
Pitkäkuitulujitettujen
kestomuovilevyjen puristus
Kestomuoveja lujitetaan jatkuvista
kuiduista valmistetuilla matoilla ja katkokuiduilla. Materiaali on levymuodossa
ja lujitus voi olla määrältään ja laadultaan erilainen. Tavallisin lujitettava
muovi on polypropeeni. Muovi voi olla kiinteässä muodossa tai pulverina. Tyypillinen
kestomuovipohjainen puolivalmiste on GMT (ks. luku 4).
GMT-tuotteen valmistusprosessi
poikkeaa hieman tavanomaisesta kuumapuristuksesta. Lujitettu kestomuovilevy
kuumennetaan muovin sulamislämpötilan yläpuolelle, siirretään kylmään muottiin
ja muovataan nopeasti korkealla paineella. Kappaleen annetaan jäähtyä muotissa
kunnes muoviosa on riittävän kovaa kappaleen irrottamiseksi. GMT:n puristuksen
periaate on kuvassa 5.36.
MKR 10.30
Kuva 5.36GMT-levyn puristuksen periaate.
Nopea jaksoaika sekä korkea
puristuspaine vaativat kalliin puristimen, mutta toisaalta se on ainoa tapa
hyödyntää kestomuovimateriaalien erityisominaisuuksia. Muotit valmistetaan metallista.
Muottikustannukset ovat näin melko korkeat.
Lujitus on ainakin toistaiseksi
katkokuitu- tai jatkuvakuitumattoa. Teknisesti on mahdollista käyttää
GMT-tuotteissa myös suunnattuja lujitteita. Suunnattu lujitus rajoittaa kuitenkin
materiaalin juoksevuutta, mikä asettaa rajoituksia tuotteille.
Oman alueensa muodostaa ns.
kehittyneiden, jatkuvilla kuiduilla lujitettujen kestomuovien muovaus. Näissä matriisina
on kuumaluja tekninen kestomuovi.
Puristusmenetelmien
prosessiolosuhteet
Puristusmenetelmät eroavat
toisistaan materiaalien ja prosessointiolosuhteiden osalta. Taulukon 5.10
prosessiolosuhteet ja jaksoajat pätevät tyypillisille kappaleille, joissa ei
ole poikkeavan syviä muotoja tai erityisiä pinnan laatuvaatimuksia ja joissa
matriisina on joko tavallinen kertamuovi (polyesteri) tai kestomuovi
(polypropeeni). Lujitteena on kaikissa lasikuituinen jatkuvakuitu- tai
katkokuitumatto.
* Muotin
lämpötila, kun materiaali on lämmitetty n. 200 °C:een
Puristustuotteiden laatu
Puristustuotteiden mitat,
mittapysyvyys, pinnanlaatu ja mekaaniset ominaisuudet vaihtelevat valmistustekniikan,
materiaalien ja itse puristustapahtuman myötä. Kylmä- ja kuumapuristuksessa
lujitteiden asemat eivät oleellisesti muutu puristuksen aikana. Sen sijaan
muilla puristustekniikoilla tapahtuu materiaalin virtausta, johon vaikuttavat
oleellisesti muovattavan kappaleen mitat ja muoto sekä puolivalmistemateriaalin
asettelu muottiin. Lujitettujen muovien kyseessä ollessa materiaalin virtaus ja
erityisesti lujitteissa tapahtuva uudelleenjärjestäytyminen tai suuntautuminen
vaikuttavat oleellisesti sekä mekaanisiin ominaisuuksiin että mittapysyvyyteen.
Taulukossa 5.11 on esitetty muutamia puristustuotteiden virheitä ja niiden
mahdollisia syitä.
Taulukko 5.11Puristuskappaleiden vikataulukko.
Puristusmenetelmien edut ja
haitat
Kylmä- ja kuumapuristamalla
tehtävien tuotteiden etuna on molempien pintojen sileys. Työn automaatioaste ja
nopeus kasvavat käytettäessä puolivalmisteita (SMC, BMC tai GMT).
Samanaikaisesti kuitenkin taloudellisesti kannattavan sarjan koko kasvaa. Eri
menetelmistä on löydettävissä vaihtoehto useille eri sarjasuuruuksille ja
erilaisille kappaleille.
Menetelmillä on mahdollista
valmistaa suoraan kappaleeseen ripoja ja jäykisteitä. Niihin voidaan myös jo
puristusvaiheessa yhdistää esimerkiksi metallisia kiinnitysosia.
Kappale voidaan maalata joko
suoraan muotissa injektoimalla maali raotetun muotin sisään tai jälkikäteen
maalaamalla. Kappaleiden mittatarkkuus on erittäin hyvä avomuottimenetelmillä
saataviin tuotteisiin verrattuna.
Märkäpuristusmenetelmiä lukuun
ottamatta ei valmistusprosessissa haihdu haitallisia määriä liuotteita. Samoin
puolivalmisteita käytettäessä laatuvaihtelut eivät ole oleellisesti
työntekijöiden ammattitaidosta riippuvia. Kylmä- ja kuumapuristus edellyttävät useimmiten
varsin tasomaisia kappaleita (BMC:tä lukuun ottamatta), joiden seinämien
paksuusvaihtelut ovat suhteellisen pieniä. Tämä rajoittaa menetelmien käytettävyyttä.
Normaalisti käytetty katkokuitulujitus antaa vaatimattomat mekaaniset arvot
verrattuna suunnattuun jatkuvakuitulujitukseen.
Puristusmenetelmien laite- ja
muotti-investoinnit ovat suuret verrattuna kaikkiin avomuottimenetelmiin.
5.1.11 Suulakeveto ja sen muunnokset
Suulakeveto eli pultruusio on
jatkuvatoiminen profiilien ja putkien valmistusmenetelmä. Prosessi on pitkälle
automatisoitavissa. Tuotantonopeus voi parhaimmillaan olla useita metrejä
minuutissa tyypillisten arvojen liikkuessa välillä 0,5…2 m/min.
Menetelmäkuvaus
Suulakevedossa kostutetut
lujitteet vedetään muottina toimivan lämmitetyn suulakkeen läpi. Muotissa
kappale saa muotonsa ja hartsi kovettuu. Muotin loppuosassa tai sen jälkeen
suoritetaan tarvittaessa kappaleen jäähdytys. Tuotteen on oltava niin pitkälle
kovettunut, että se kestää vetolaitteiston voiman. Vetolaitteen jälkeen tuote
voidaan katkaista halutun mittaiseksi. Suulakevetolaitteiston pääkomponentit ja
toimintaperiaate on esitetty kuvassa 5.37.
MKR 10.31
Kuva 5.37Suulakevetolaitteisto.
Lujitteet kostutetaan joko avoaltaissa
tai hartsi injektoidaan muotin sisään. Lujitteiden tulisi olla mahdollisimman
tasaisesti jännittyneitä ja usein myös ennen muottia esimuotoiltu lähelle
lopullisia kappaleen mittoja. Raaka-aineita voidaan lämmittää ennen muottia.
Näin saadaan nopeampi ja tasaisempi kovetus. Etenkin paksujen profiilien
esilämmitys mikroaalloilla helpottaa hallitsemaan kovettumiskutistuman aikaansaamia
halkeamia, sillä mikroaaltolämmitys vaikuttaa koko poikkipintaan
samanaikaisesti, kun taas muottilämmitys kuumentaa vain pinnan, jolloin kovettumisreaktio
on epätasainen.
Muotit ja onttojen kappaleiden
valmistuksessa tarvittavat sisätuurnat on valmistettu kovapintaisista
työkaluteräksistä tai ne on pinnoitettu esim. kromaamalla. Muotin lämpötilaa
voidaan säätää vyöhykkeittäin, jolloin kullekin hartsisysteemille löydetään
sopivin kovetusnopeus. Muotin pituus on yleensä 500…1 200 mm ja se on useimmiten
kaksi- tai useampiosainen.
Tuotteen vetoon käytetään joko
telaketjuperiaatteella tai vuorottelevilla tarraimilla toimivia vetolaitteita.
Tarraintyypeissä on profiilin muotoon sopivat, esimerkiksi kumista tehdyt
tarraintyynyt, joilla saadaan suurempi vetovoima ja varmempi tartunta kuin
telaketjuilla. Profiili katkaistaan normaalisti linjan nopeuteen synkronoidulla
laikalla.
Raaka-aineet
Suulakevedon peruslujite on
lasikuituroving. Muista vaatimuksista riippuen voidaan lujitukseen käyttää myös
katkokuitumattoa, kudottuja lujitteita ja pintahuopia. Nämä lisälujitteet
voidaan kostuttaa erikseen, mutta kohtuullisina määrinä käytettynä ne voidaan syöttää
muottiin kostuttamattomina, jolloin rovingien ylimäärähartsi kostuttaa kuivat
lujitteet. Suulakevedossa käytetään jonkin verran ns. spunrovingia, joka
lujittaa laminaattia myös poikittaissuunnassa. Tätä käytetään etenkin profiilien
nurkissa ja muissa vastaavissa paikoissa, joihin on vaikea saada muuten
poikittaislujitusta. Lasikuidun ohella suulakevetoon soveltuvat myös hiili- ja
aramidikuidut.
Tyypillisin hartsi on
polyesteri, joka on hinnaltaan edullinen ja jolla saavutetaan suurin
linjanopeus. Erityisominaisuuksia haettaessa voidaan käyttää epokseja
(lujuuskriittisissä osissa), fenoleja (korkean lämpötilan tai
palo-ominaisuuksien takia), metakrylaattihartseja (linjanopeuden nosto) tai
myös kestomuoveja. Kestomuovit ovat yleensä prepregejä, mutta kehitteillä on
myös kestomuovisysteemejä, joissa polymerointi tapahtuu vasta muotissa. Tällöin
kestomuovien korkea viskositeetti ei rajoita linjanopeutta ja lujitteiden
kostutusta. Mikäli hartsi injektoidaan muottiin, voidaan käyttää reaktiivisempia
hartseja ja näin nopeuttaa valmistusta. Samoin ympäristöhaitat ovat
huomattavasti vähäisemmät kuin avoallaskostutuksessa.
Suulakevedetyn profiilin
valmistus vaatii hartsin lisäaineistuksen mm. kunnollisen pinnanlaadun
aikaansaamiseksi, kovettumiskutistuman eliminoimiseksi ja tuotteen
irrottamiseksi muotista. Pinnanlaatua voidaan parantaa mm.
mineraalitäyteaineilla kuten kalkilla ja savella tai pintahuopien käytöllä.
Hallittu kutistuma saavutetaan puolestaan sopivalla kestomuovilisäyksellä. Täyteaineilla
voidaan myös pienentää raaka-ainekustannuksia tai parantaa mm.
palonkesto-ominaisuuksia. Profiilien värjäys tehdään useimmiten prosessin
yhteydessä sekoittamalla väripigmenttiä suoraan hartsiin.
Ominaisuudet ja sovellutukset
Suulakevedolla valmistettavien
profiilien koot voivat vaihdella millimetrin halkaisijaisesta umpitangosta
parin metrin levyiseen onteloprofiiliin. Kappaleen koolle ei ole teknistä
ylärajaa. Tangoissa ja umpiprofiileissa käytetään puhdasta roving-lujitusta. Onttoihin
ja leveisiin profiileihin lisätään matto- tai kudoslujitteita. Lujitesisältö on
korkea, joten saavutettavat mekaaniset ominaisuudet ovat erittäin hyvät etenkin
aksiaalisuunnassa.
Tyypillisiä suulakevedon
sovellutuksia ovat vakiopoikkipintaiset profiilit. Rakennusteollisuuden käyttöön
etenkin korrodoiviin olosuhteisiin on tarjolla valmiita profiilisarjoja
kantavien palkistojen, hoitotasojen, tikkaiden, seinien ymv. valmistamiseksi.
Urheiluvälineet kuten mailojen varret ja suksisauvat sekä jäykisteprofiilit,
koneiden osat ja sähköteollisuuden eristävät profiilit ovat muita tyypillisiä
suulakevetotuotteita.
Edut ja haitat
Suulakeveto on erikoismenetelmä
tietyntyyppisten tuotteiden valmistamiseen. Tuotteen kysynnän on oltava
riittävä (esim. profiileilla tyypillisesti satoja metrejä), jotta prosessin
käynnistyskustannukset pysyvät kohtuullisina suhteessa valmistusmääriin.
Suulakevetolinjan investointikustannus on varsin korkea ja vaatii normaalisti
kannattaakseen korkean käyttöasteen ja pienen hukkamäärän. Menetelmän eduista
ja haitoista on yhteenveto taulukossa 5.12.
Taulukko 5.12Suulakevedon etuja ja haittoja.
Suulakevedon muunnokset
Suulakevedosta on kehitetty
muunnelmia, joilla pystytään valmistamaan myös kaarevia ja poikkipinnaltaan
vaihtelevia profiileja. Tällöin on käytössä kaksiosainen muotti, jonka toinen
puolisko on kiinteä ja toinen liikkuva. Liikkuva puolisko on kiinnitetty
pyörivään pöytään esim. kuvan 5.38 mukaisesti.
MKR 10.32
Kuva 5.38Kaarevan profiilin valmistuslaitteisto.
Toisena menetelmän muunnoksena
on Exel Oyj:n kehittämä teippipultruusio, jossa ”ulkomuottina” toimii
muovikalvo. Sisämuottina on ontelomaisilla kappaleilla stationäärinen
lämmitettävä tuurna. Kappale esikovetetaan tuurnan päällä ja jälkikovetetaan
linjalla olevassa uunissa. Muilta osin valmistuslaitteisto on kuten
suulakevedossa. Poikittaiskelauksella varustetun laitteiston toimintakaavio on
kuvassa 5.39.
MKR 10.33
Kuva 5.39Teippipultruusiolaitteisto.
Kestomuovipultruusio on
kehityksensä alkuvaiheessa. Lujitteet ovat joko esi-impregnoituja rovingeja tai
impregnointi tapahtuu muotin sisällä. Oleellisimmat erot kertamuovien
pultruusioon verrattuna ovat muottikonstruktioissa. Esi-impregnoidut lujitteet
ovat varsin jäykkiä ja vaativat esimuotoiluosan ennen varsinaista muottia.
5.1.12 Suulakepursotus eli ekstruusio
Suulakepursotus eli ekstruusio
on ruiskuvalun tavoin lujittamattomien kestomuovien perusvalmistusmenetelmä, jossa
käytetään myös lujitteita sisältäviä raaka-aineita. Menetelmässä raaka-aine plastisoidaan
jatkuvana prosessina ja muotoillaan suulakkeella halutun muotoiseksi
tuotteeksi.
Raaka-aine syötetään
syöttösuppilosta ruuville, joka siirtää ja tiivistää sekä lopulta plastisoi ja
homogenisoi sen. Ruuvin eri vyöhykkeet on esitetty kuvassa 5.40. Ruuvin
geometria valitaan käytettävän raaka-aineen mukaan. Rakenne voi koostua myös
kahdesta ruuvista.
MKR 10.34
Kuva 5.40Suulakepursotusruuvin eri osien toiminnot.
Suulakepursotusta käytetään putkien,
profiilien, kalvojen ja letkujen valmistukseen. Ainakin toistaiseksi
lujitettuna raaka-aineena on lyhytkuituinen kestomuovigranulaatti.
Suulakepursotettujen tuotteiden mekaaniset ominaisuudet ovatkin selvästi
alhaisemmat kuin suulakevetotuotteilla.
5.1.13 Valssaus
Valssauksessa lujitteet ja
hartsi syötetään kalvojen väliin, minkä jälkeen suoritetaan tarvittaessa levyn
muotoilu. Lopuksi muotoiltu tuote kovetetaan lämmöllä. Menetelmän periaate on
esitetty kuvassa 5.41.
MKR 10.35
Kuva 5.41Valssauksen periaate.
Valssaamalla valmistettavia
tuotteita ovat erityisesti rakennusteollisuuden paneelit, kerroslevyt, suorat
laminaatit ja muut vastaavat standardoidut tuotteet. Tuotantomäärien on oltava
suuria, jotta investoinnit ovat kannattavia.
Tuotteiden lujitus on etenkin
rakennusteollisuuden sovellutuksissa katkokuitua. Muissa laminaateissa käytetään
myös suunnattuja lujitteita ja kudoksia.
5.1.14 Kerroslevyjen valmistus
Kerroslevyt soveltuvat moniin
rakenteisiin keveytensä, jäykkyytensä ja hyvien eristysominaisuuksiensa
ansiosta. Kerroslevyjen valmistukseen voidaan käyttää valmiita ydinaineita.
Vaihtoehtoisesti ydinaine voidaan valmistaa lopputuotteen valmistuksen
yhteydessä.
Valmiiden ydinaineiden käyttö
Suosituimmat ydinaineet ovat
solumuoveja. Näiden raaka-aineita ovat mm. uretaani-, PVC-, fenoli- ja
PMI-muovit. Ydinaineen valinta kuhunkin käyttötarkoitukseen perustuu
vaadittaviin lujuusominaisuuksiin, lämmön- ja palonkestoon, hintaan ja muihin
vastaaviin ominaisuuksiin.
Äärimmäistä keveyttä ja hyviä
lujuusarvoja haettaessa tulevat kyseeseen erilaiset hunajakennoydinaineet,
joiden perusmateriaalina voi olla esim. alumiini tai hartseilla impregnoidut
huovat.
Kerroslevyn valmistuksessa on
oleellista hyvän liimasauman aikaansaaminen pintakerrosten ja ydinaineen
välille. Tähän tarvitaan riittävä puristuspaine ja sopiva määrä liimaa. Lisäksi
ydinaineen on oltava tasalaatuista. Ydinaineet voidaan liimata laminaattiin laminoinnin
yhteydessä laminointihartsilla tai erikseen joko pastaliimalla tai
liimakalvolla. Kun lujitemuovipinnat kovetetaan ennen ydinaineen liimausta, on ennen
liimausta syytä suorittaa pinnan mekaaninen karhennus tai käytettävä laminaatin
valmistuksessa karhennuskangasta.
Ydinaineen liimauksessa
tarvittava puristuspaine aikaansaadaan alkeellisimmillaan painoilla. Tasaisempi
ja korkeampi puristuspaine saadaan aikaan alipainesäkillä. Suorien
kerroslevyjen valmistuksessa käytetään etenkin sarjavalmistuksessa
monikerrospuristimia, joilla voidaan liimata useita kerroslevyjä kerrallaan.
Kaarevien kerroslevyjen liimaus
vaatii joko ydinaineen esitaivutuksen tai korkean paineen sekä usein myös
korotetun lämpötilan. Painetta voidaan nostaa autoklaavimuovauksessa useisiin baareihin,
joka on useimmiten riittävä ja ylittää jo heikoimpien ydinaineiden
puristuslujuuden. Suljettujen muottien menetelmistä paineinjektio soveltuu
hyvin myös kerroslevyjen valmistukseen.
Ydinaineet ovat periaatteessa
valmiita liimattaviksi. Usein kerroslevyn ydin kootaan useasta palasta ja
mahdollisesti eri tiheyksisistä ja vahvuuksisista materiaaleista. Jatkosaumat
on aina liimattava toisiinsa sopivalla liimalla, esimerkiksi vaahtoutuvalla
hartsilla tai hartsi/mikropallo-seoksella. Sauman muoto (viistetty/suora
jatkosauma) riippuu tuotteen kriittisyydestä. Toisinaan ydinaine joudutaan suojaamaan
kokonaan laminointihartsin kemiallista vaikutusta vastaan. Esimerkiksi polystyreeniydin
on aina suojattava polyesterihartsilta.
Ydinaineen taivuttaminen
loiville pinnoille onnistuu yleensä helposti mm. alipainesäkkiä käyttäen. Sen
sijaan jyrkät taivutukset vaativat ydinaineen esitaivutuksen korotetussa
lämpötilassa. Vaihtoehtoisesti voidaan käyttää uritettua ydinainetta, paloista
tehtyä balsaa tai taipuisia hunajakennolaatuja. Laajojen pintojen
valmistuksessa ydinaine voidaan rei’ittää ilmataskujen synnyn estämiseksi.
Alipaineinjektioon on saatavilla valmiiksi rei’itettyjä ja uritettuja levyjä,
joissa urat toimivat injektoinnissa hartsikanavina.
Ydinaineen valmistus kappaleen
valmistusprosessin osana
Valmiiden ydinaineiden käyttö on
etenkin sarjavalmistuksessa aikaavievä ja suhteellisen kallis tapa.
Markkinoilla onkin erilaisia soluuntuvia materiaaleja, jotka voidaan suoraan
kaataa tai ruiskuttaa muottionkaloon. Paisuessaan ne täyttävät onkalon
muodostaen samalla rakenteen ydinaineen. Pinnat voivat olla valmiiksi
kovettuneita tai prepregiä, jonka paisuntapaine tiivistää laminaatiksi.
Suosituin valmistuksen
yhteydessä solustettava ydinaine on polyuretaani. Sen tiheyttä voidaan säädellä
15…150 kg/m3:n rajoissa. Perusmateriaalin hinta on kohtuullinen.
Soluuntuvia epokseja käytetään
erikoiskohteissa. Eräänä valmistustapana on käyttää hieman alimittaista,
soluuntuvasta epoksista muotoiltua ydinaineaihiota, jonka ympärille lujitteet
kääritään. Tämä aihio asetetaan muottiin ja muotti suljetaan. Muottia
lämmitetään, jolloin ydinaine soluuntuu ja laajenee kostuttaen samalla lujitteet
hartsilla. Lopputuloksena on valmis kerroslevytuote.
Muovikomposiittien useat
erilaiset valmistustekniikat ovat kehittyneet ja kehittynevät
tulevaisuudessakin kapea-alaisemmiksi. Tietyt menetelmät soveltuvat entistä
harvempien kappaleiden valmistukseen, käyttävät omia puolivalmisteitaan tai
materiaalejaan ja ovat taloudellisia vain tietyllä sarjakoolla.
Seuraavassa esitettävän
valmistusmenetelmien teknisen vertailun avulla voi alustavasti valita sopivan
valmistustavan erilaisille tuotteille. Yleensä mitkään rajoitukset eivät kuitenkaan
ole ehdottomia, vaan käytännössä löytyy keinoja ylittää rajat. Normaaleista
poikkeavat ratkaisut vaikuttavat sekä kustannuksiin että toimitusaikoihin.
Taloudellisuuden tarkka vertailu
ei onnistu kuin tietylle kappaleelle, jonka dimensiot, laatuvaatimukset ja
sarjakoko on tunnettu. Monissa menetelmissä muottien vaatima investointi
vaihtelee huomattavasti tarvittavan sarjakoon ja kappaleen vaikeusasteen mukaan.
Tämän takia myöhemmin esitettyihin kustannustasoihin eri menetelmien välillä on
suhtauduttava varauksin ja vain suuntaa-antavina.
Tekninen vertailu
Tavallisimmat kappaleen
suunnittelussa huomioon otettavat mitta- ja muotorajoitukset eri valmistustekniikoita
vastaten on koottu taulukkoon 5.13. Taulukossa 5.14 on puolestaan esitetty
yhteenveto taloudelliseen sarjakokoon ja kustannuksiin vaikuttavista tekijöistä.
Nämä auttavat valmistustekniikan perusvalinnassa. Lopulliseen valintaan
vaikuttavat usein myös tuotteelle asetetut erityisvaatimukset.
Taulukko 5.13Eri valmistustekniikoiden asettamat mitta- ja muotorajoitukset.
Komposiittituotteiden
hintavertailu yleisellä tasolla on aina epätarkkaa. Kunkin kappaleen
erityispiirteet ja -vaatimukset sopivat aina eri tavalla eri
tuotantotekniikoille. Näin tekniikkojen keskinäinen vertailu on tuotekohtainen
eikä koskaan täysin tasapuolinen.
Seuraavassa taloudellisessa
vertailussa on selvitelty kustannuksiin oleellisesti vaikuttavia tekijöitä eli
suoria materiaali- ja työkustannuksia sekä laite- ja muotti-investointeja. Muut
tuotantoprosessin ja pääoman kustannukset ovat materiaalista riippumattomia ja
yhteisiä kaikelle tuotantotoiminnalle.
Muovikomposiittituotteiden
raaka-aineiden ja puolivalmisteiden kilohinnat ovat selvästi korkeammat kuin
perinteisillä konstruktiomateriaaleilla. Toisaalta materiaalitiheyksien ollessa
alhaisia on tilavuushinta kilpailukykyisempi. Lukuisat käytännön esimerkit
osoittavat kuitenkin muovikomposiittien olevan kilpailukykyisiä halvimpiin
metallikonstruktioihin verrattuna vain, jos kappaleen suunnittelussa pystytään hyödyntämään
muovikomposiittien erityisominaisuuksia. Tällaisia ovat esimerkiksi osien
integroinnista johtuva kokoonpano-, työstö- tai viimeistelytyön väheneminen.
Niiden merkitys on yleensä suuri ja eräs merkittävimmistä tekijöistä komposiittien
käytön puolesta.
Taulukoihin 5.15 ja 5.16 on koottu
suuntaa-antavat hintatiedot lujitteista, puolivalmisteista ja matriisimateriaaleista.
Hinnat on annettu teollisuusmittakaavaisille tilauserille.
Taulukko 5.15Matriisimateriaalien hintoja.
Taulukko 5.16Lujitteiden ja puolivalmisteiden hintoja.
Materiaalien hintakehitys on
ollut varsin rauhallista. Vakiintuneet laadut ovat säilyttäneet reaalihintansa
ja uusimmat lujitteet ja muovit ovat jopa halventuneet. Taulukossa 5.15 mainittujen
raaka-aineiden suhteelliset hinnat tullevat olemaan myös lähitulevaisuudessa
likimain oikeita.
Suoran työn suhteellinen osuus
vaihtelee kappaleen koon ja vaikeuden mukaan etenkin työvaltaisissa
menetelmissä. Sen sijaan suljettujen muottien menetelmissä muottikonstruktiot
kallistuvat eikä työn osuus kasva merkittävästi. Taulukossa 5.17 on annettu
suuntaa-antavia arvoja eri menetelmien tuotantonopeuksista ja suoran työn
suhteellisesta osuudesta. Kappaleiden vaikeusaste on oletettu
keskinkertaiseksi ja materiaalit tyypillisiksi. Tuotantonopeus on ilmoitettu
yhtä muottia kohden.
Taulukko 5.17Eri tuotantomenetelmien tuotantonopeuksia ja suoran tuotetyön suhteellisia osuuksia.
Taulukossa 5.18 on arviot
tyypillisistä laite- ja muotti-investoinneista eri valmistusmenetelmillä.
RTM:ssä ja RRIM:ssä hartsinsyötön kapasiteetti on suuri ja mahdollistaa useiden
muottien täyttämisen peräkkäin. Myös kelauksessa laminaatin kovetus tapahtuu
usein eri työvaiheena, jolloin kelauskonetta voidaan työllistää koko ajan.
Kapasiteetin käyttöasteen maksimointi vaatii näillä menetelmillä joko useita
muotteja samalle tuotteelle tai useita eri tuotteita. Taulukossa on annettu
yhdenmukaisuuden vuoksi vain yhden muotin hintataso.
Taulukko 5.18Eri valmistusmenetelmien muotti- ja laitekustannukset.
Sarjakoon vaikutus
taloudellisuuteen
Levymäisten ohutkuoristen
kappaleiden valmistukseen on olemassa useita käyttökelpoisia valmistustekniikoita.
Niiden keskinäinen kannattavuus riippuu sarjasuuruudesta ja kappaleen koosta.
Suursarjamenetelmien muotti- ja konekustannukset tulevat kilpailukykyisiksi
vasta useamman tuhannen kappaleen vuosituotannolla.
Yleensä kannattavuuskäyrät
leikkaavat noin 5000 kpl/a tuotannon kohdalla. Mikäli kappaleiden tarve ei ole
tasainen, vaan tarvitaan suuria määriä lyhyessä ajassa, tulevat
suursarjamenetelmät suhteellisesti hieman edullisemmiksi. Kuvassa 5.42 on
esitetty karkeasti sarjakoon vaikutus kappaleiden hintoihin keskikokoisille
kappaleille ilman erityisvaatimuksia.
MKR 10.36
Kuva 5.42Sarjakoon vaikutus keskisuurien muotokappaleiden hintoihin, kun kappaleilla ei ole erityisvaatimuksia.
Kappaleen koon kasvaessa
suursarjamenetelmien muottikustannukset kohoavat jyrkästi. Samoin koneiden
puristuskapasiteetti loppuu muutaman neliömetrin kappalekoossa. Tämä rajoittaa
käytettävissä olevat valmistustekniikat vain muutamaan.
Kelattujen tuotteiden hintataso on
kohtuullisilla sarjasuuruuksilla 2… 3 kertaa raaka-aineen hinta. Vastaavassa
hintatasossa ovat pultruusiolla valmistetut standardiprofiilit.
Lujite/muovi-puolivalmisteet sisältävät
kaikki lopputuotteen valmistukseen tarvittavat raaka-aineet. Tällaisia
puolivalmisteita ovat SMC, BMC, kerta- ja kestomuoviprepregit, kerta- ja
kestomuovipohjaiset yhdistelmätuotteet sekä kuitulujitetut
kestomuovigranulaatit.
4.2.1 SMC
SMC (Sheet Moulding Compound) on
levymäinen, lujitettu ja useimmiten täyteaineella täytetty kertamuovimassa, josta
valmistetaan tuotteita kuumapuristamalla. SMC:n edut tulevat varsinaisesti
esiin suurtuotannossa tehtäessä pinta-alaltaan suhteellisen isoja levymäisiä
kappaleita. SMC voidaan kuumapuristaa monen kokoiseksi ja muotoiseksi
mittatarkaksi kappaleeksi. SMC-tuote on kilpailukykyinen vastaavan
metalliesineen kanssa, koska tarvittavat puristimet ja muotit ovat halvempia.
Lisäksi yksi SMC-kappale korvaa usein monta erillistä metalliosaa.
SMC-tuotteen valmistus jakaantuu neljään vaiheeseen: pastan valmistaminen, levymäisen massan valmistaminen, kypsytys ja kuumapuristus. Lujitteena SMC:ssä on tavallisesti lasikuitu. SMC:stä valmistetun tuotteen ominaisuudet riippuvat lasipitoisuudesta likimain kuvan 4.12 mukaisesti. Raaka-aineiden ohella ominaisuuksiin vaikuttaa voimakkaasti lujitekuitujen suuntaus.
Kuva 4.12 SMC:n veto-, taivutus- ja iskulujuuden riippuvuus lasipitoisuudesta.
SMC-pasta
SMC-pastat jaetaan yleis-SMC:hen
(general purpose), pienikutistumaiseen SMC:hen (low shrink) ja
matalaprofiiliseen SMC:hen (low profile) sen mukaan kuinka paljon SMC-pasta
sisältää kutistumaa pienentävää lisäainetta. Yleis-SMC ei sisällä sitä
lainkaan, pienikutistumainen alle 30 p% ja matalaprofiilinen n. 40 p% hartsin
määrästä laskettuna. Nykyisin valmistetaan myös rakenne-SMC:tä, jolloin
pyritään suureen lujuuteen korkean lasipitoisuuden avulla (55…65 p% koko
pastan massasta). Tästä käytetään myös nimitystä HMC-pasta (High Strength Moulding
Compound). XMC-pasta (Directionally Reinforced Moulding Compound) sisältää
lujitteena 65…75 p% suunnattua, jatkuvaa lasikuitua. Muita muunnelmia ovat
mm. UMC-pasta (Unidirectional Moulding Compound), jossa käytetään lujitteena
sekä jatkuvia lasikuituja että lasikuituhaketta ja LPMC-massa (Low Pressure Moulding
Compound), joka voidaan muovata 1,4…2,1 MPa:n paineessa standardi SMC-massan
edellyttäessä 5,5…6,9 MPa:n painetta. Tyypillisiä SMC-pastojen koostumuksia
on esitetty taulukossa 4.3.
Taulukko 4.3SMC-pastan koostumuksia.
Suurin osa SMC-hartseista
pohjautuu joko orto- tai isoftaalipolyestereihin sekä vinyyliestereihin.
Epokseja käytetään matriisimuovina valmistettaessa kappaleita, joilta
edellytetään parempia lujuusominaisuuksia sekä pitempää geeliaikaa. Fenoleja
käytetään, kun valmistettavalta tuotteelta edellytetään huonoa syttyvyyttä,
pientä savunmuodostumista palaessa ja suurta lämpöstabiiliutta. Käytetty
matriisimuovi saattaa jo sisältää irrotusaineen ja kutistumaa pienentävän
lisäaineen. Taulukossa 4.3 esitetyissä koostumuksissa ne on oletettu
lisättäviksi erikseen hartsiin.
Kovetteen määrä SMC:ssä on
0,3…1,5 p%. Kovetteena käytetään orgaanisia peroksideja, jotka hajoavat
massan puristuslämpötilassa 130…165 °C. Hartsi/kovete-yhdistelmä
määrittelee massan optimipuristuslämpötilan. Yleisimmin käytetty kovete on
tert-butyyliperoksibentsoaatti (tBPB). Nopeammin kovettuva massa saadaan
käyttämällä yhtä suurta määrää tBPB:tä ja tert-butyyliperoktoaattia yhdessä.
Niiden optimipuristuslämpötila on tyypillisesti 155 °C.
Täyteaineet parantavat pinnan
laatua ja muovautuvuutta sekä halventavat pastaa. Kalsiumkarbonaatti on yleisin
täyteaine. Sitä voidaan käyttää suuria määriä pastan viskositeetin pysyessä
sopivana (25…50 Pas). Se vähentää myös muottikutistumaa. Alumiinihydroksidi
antaa hyvät sähköiset ominaisuudet ja parantaa tulenkestävyyttä. Pieni
kaoliinilisäys (10…20 p%) pienentää pastan viskositeettia ja parantaa sen
muovautuvuutta. Täyteaineen hiukkaskoon on oltava alle 5 μm. Jos SMC:n
lasipitoisuus on 30 p%, täyteaineen ja hartsin suhde on 1,5:1. Lasipitoisuuden
ollessa 50 p% suhde on 0,5:1. Pitoisuudella 65 p% täyteainetta ei enää käytetä.
SMC-pastan tärkein lisäaine on paksunnusaine,
joka kypsytysvaiheessa nostaa SMC-massan viskositeetin muovausalueelle
(0,25…1,30·105 Pas). Paksunnusaineita ovat magnesium- ja
kalsiumoksidit sekä -hydroksidit, joista yleisin on magnesiumoksidi.
Paksunnusaineen määrä on 1…3 p%. Se lisätään aina viimeisenä, sillä
kemiallinen paksunemisreaktio alkaa välittömästi lisäämisen jälkeen.
Irrotusaineena käytetään
steariinihappoa puristuslämpötilan ollessa alle 130 °C, sinkkistearaattia alle 150 °C:ssa ja kalsiumstearaattia alle
165 °C:ssa.
Irrotusaineen määrä on mahdollisimman pieni, 1,5…2,5 p%. Liian suuri määrä
irrotusainetta huonontaa SMC:n mekaanisia ominaisuuksia.
Pigmentti lisätään joko
pigmenttijauheena tai väripastana. Väripasta on helpompi sekoittaa kuin
pigmenttijauhe. Pigmentin määrä on 1…5 p%. Pigmenttejä käytettäessä on
otettava huomioon niiden taipumus muuttaa hartsin reaktiivisuutta ja vähentää
SMC:n lujuutta. Pienikutistumaista ja matalaprofiilista SMC:tä on erittäin
vaikea pigmentoida.
Kutistumaa vähentävät lisäaineet
ovat kestomuoveja. Kutistuma riippuu lisäaineen määrästä. Sen ollessa n. 40 p%
hartsin määrästä kutistumaa ei enää merkittävästi esiinny. Tärkeimmät
lisäaineet ovat akryylimuoveja, polyvinyyliasetaatteja, styreenikopolymeerejä,
polyvinyyliklorideja ja sen kopolymeerejä, selluloosaestereitä,
polykaprolaktaameja sekä kestomuovipolyestereitä.
Polyeteenijauhe (8…30 μm)
parantaa pinnan laatua ja muovautuvuutta eikä huononna pigmentoituvuutta.
Jauheen määrä on yleensä 2…5 p%.
Tulenestoaineena käytetään
yleisimmin antimonitrioksidia, orgaanisia fosfaatteja, kloroparafiineja tai
sinkkiboraattia. Paras lopputulos saavutetaan kahdella tulenestoaineella (1:1)
ja korvaamalla osa hartsista halogenoidulla polyesterillä. Tulenestoaineiden
kokonaismäärä on korkeintaan 3…5 p%. Täyteaineena yleinen alumiinihydroksidi
toimii myös tehokkaana tulenestoaineena. Pigmentoidun SMC:n
auringonvalonkestävyyttä parannetaan UV-suoja-aineilla, joita ovat esim.
bentsotriatsoli ja bentsofenoli. Niiden määrät ovat 0,1…0,25 p%.
SMC-pasta valmistetaan
tavallisimmin panoksittain suurinopeuksisessa sekoitussäiliössä. Sieltä valmis
pasta siirretään SMC-koneelle pumppaamalla. Panoksittain valmistaminen vaatii
työvoimaa ja on altis virheille. Pastan laatu riippuu lisäksi ajasta. Materiaalihyötysuhde
on vain noin 85 %. Näistä syistä suurtuotannossa suositaankin nykyisin
automaattisia ja jatkuvatoimisia pastan sekoittajia, jolloin työvoiman tarve on
vähäinen, materiaalihyötysuhde parempi ja pastan laatu tasainen.
SMC-kone
SMC-kone koostuu kahdesta pastan
levitysasemasta, hakkurista, puristusosasta ja rullausasemista (kuva 4.13).
Koneen alkupäässä pasta levitetään veitsilevityksellä polyeteenikalvolle (50
μm), jonka päälle hakataan haluttu määrä rovingia. Vaihtoehtoisesti lujitteena
voidaan myös käyttää jatkuvia lasikuituja tai lasikuitumattoa, mutta
kustannussyistä rovingin käyttö on yleisempää. Lujitteen levittämisen jälkeen
radan päälle ajetaan polyeteenikalvo, jonka päällä on myös pastakerros. Tämän
jälkeen SMC-rata tulee puristusosalle, joka poistaa ilman kuitujen välistä
puristamalla radan yhtenäiseksi ja tasaiseksi. Yksi teloista on usein
piikkitela, joka tekee ylempään kalvoon ilmanpoistoa helpottavia reikiä.
SMC-koneella voidaan myös valmistaa jatkuvakuituista SMC:tä, suunnattua SMC:tä
tai jotain edellä mainittujen tuotteiden yhdistelmää.
Kuva 4.13SMC-koneen periaate.
SMC-koneen hakkuri on 50…80
cm:n korkeudella radasta. Hakkuri ja sen terät ovat koko koneen levyisiä.
Hakkurin vastatela on pehmeää kumia tai polyuretaania. Tavallisimmin
kuitupituus on 25 mm, joka antaa hyvän tasapainon koneen toiminnan ja
muovauksen kannalta. Usein rovingit tuodaan hakkurille putkien sisällä, jolloin
lankaa ei tarvitse pujottaa, vaan se voidaan puhaltaa hakkurille paineilman
avulla. Suurempaa roving-lankojen tiheyttä hakkurilla kuin 40 lankaa/m ei
suositella. Mahdollinen hakkeeseen syntyvä staattinen sähkö on poistettavissa
sähköisillä tai radioaktiivisilla staattisen sähkön poistajilla. Ilman
suhteellisen kosteuden nostaminen 60…70 %:iin poistaa myös tehokkaasti
staattisen sähkön. Teoreettinen tuotantokapasiteetti 1,2 m leveälle koneelle on
noin 10 000 tonnia vuodessa. Valmis SMC-rulla (130…180 kg) suljetaan
kaasutiiviisti ja siirretään kypsytyshuoneeseen. Siellä SMC saa kypsyä 30 °C:ssa noin 3 päivää, jolloin
paksunnusaineen aiheuttama kemiallinen reaktio päättyy. Tämän jälkeen SMC:n viskositeetti
on noussut muovausalueelle ja SMC on valmis muovattavaksi.
SMC:n valmistuksessa kuten
muussakin suurtuotannossa laadunvalvonta on tärkeä osa koko tuotantoa.
Taulukkoon 4.4 on koottu tärkeimmät raaka-aineet ja niistä valvottavat
ominaisuudet.
Taulukko 4.4SMC:n raaka-aineiden laadunvalvonta.
4.2.2 BMC
BMC (Bulk Moulding Compound) on
taikinamainen, lujitettu ja täyteaineella täytetty kertamuovimassa, joka
kovetetaan muovauksen aikana korotetussa lämpötilassa. Massan
taikinamaisuudesta johtuu sen englantilainen nimi DMC (Dough Moulding
Compound), joka tarkoittaa periaatteessa samaa kuin amerikkalainen nimi BMC.
BMC:n kehityksen alkuvaiheissa massa valmistettiin tavallisesta
ortoftaalihartsista. Tällöin menetelmä oli hidas, muottikutistuma suuri ja
puristetun kappaleen pinta huonolaatuinen. Nykyisiä lähinnä isoftaalipohjaisia
hartseja ja kutistumaa pienentäviä lisäaineita käyttämällä saavutetaan erittäin
hyvä pinnan laatu ja suuri valmistusnopeus.
BMC-kertamuovimassoja ovat myös
ZMC- ja TMC-massat, joista edellinen on kehitetty injektoitavaksi tietyn
tyyppisellä koneella, jota käyttäen leikkausvoimat prosessoinnin aikana pysyvät
mahdollisimman alhaisina. TMC-massa (Thick Moulding Compound) soveltuu sekä
BMC- että SMC-valmistusmenetelmissä käytettäväksi. Nimensä mukaisesti se on
paksu levy. Tyypillinen paksuus on noin 50 mm. Lujitteena käytettyjen
lasikuituhakkeen pituus voi vaihdella alueella 6…50 mm. TMC-massalle on
tyypillistä lujitteiden ja täyteaineiden täydellinen kostuminen, mikä pienentää
siitä valmistettavan kappaleen huokoisuutta ja parantaa sen mekaanisia
ominaisuuksia. CIC-massa (Continuous Impregnated Compound) on TMC-massan
kaltainen. Kuitujen impregnointi tapahtuu jatkuvana prosessina kahden telan
välissä, joille matriisimuovi syötetään ja annostellaan kaavareilla. Euroopassa
valmistettavista kuitulujitetuista muovikomposiittituotteista lähes 7 %
valmistetaan BMC-massasta.
BMC:n raaka-aineet ovat
matriisimuovi, lujitekuituhake, täyteaine, pigmentti, kovete ja kutistumaa
vähentävä lisäaine sekä mahdollisesti palonestoaine. Tyypillisesti BMC sisältää
paino-osina likimain yhtä suuret määrät matriisimuovia ja lujitetta sekä koko
massan määrästä noin puolet täyteainetta. Usein pyritään käyttämään niin suurta
täyteainemäärää kuin mahdollista BMC-massan hinnan alentamiseksi. Lujitteena
käytetään yleisesti lasikuituja ja erikoissovellutuksissa hiili- sekä
aramidikuituja etenkin epoksihartsien kanssa. Erilaisista BMC-massoista
valmistettujen tuotteiden ominaisuuksia on esitetty luvussa 6.
BMC:n valmistus
Tavallisimmin BMC-hartsit
pohjautuvat isoftaalihartseihin. Jonkin verran BMC-massoja valmistetaan myös
ortoftaali-, epoksi-, bisfenoli-A-, diallyyliftalaatti- ja fenolihartseista
tiettyjä erikoiskäyttöjä varten. Yleisimmät kovetteet ovat bentsoyyliperoksidi,
diasetyyliperoksidi ja tert-butyyliperoktoaatti, joita käyttämällä muovaus
tapahtuu lämpötilassa 110…160 °C. Täyteaineena käytetään
kalsiumkarbonaattia, talkkia, kaoliinia tai alumiinihydroksidia.
Kalsiumkarbonaatti antaa hyvän pinnan laadun ja on pigmentoitavissa, mutta ei
kestä happoja. Alumiinihydroksidilla saavutetaan hyvät sähköiset ominaisuudet
ja samalla se parantaa BMC:n palonkestävyyttä. Täyteaineen hiukkaskoon on
oltava alle 5 μm. Usein käytetään kahta hieman erikokoista täyteainetta
paremman pakkaustiheyden ja parempien muovausominaisuuksien saavuttamiseksi.
Täyteaineena voidaan käyttää myös onttoja epäorgaanisia mikropalloja, jolloin
massan tiheys vastaavasti pienenee. Muutama tyypillinen BMC-massan resepti on
esitetty taulukossa 4.5.
Taulukko 4.5BMC-massan koostumuksia.
Lujitteena käytettävän
lasikuituhankkeen kuitupituus on yleisimmin 6 mm, mutta jonkin verran käytetään
myös 3 ja 12 mm:n pituisia hakkeita. Lyhyillä kuiduilla ei saada niin hyvää
iskulujuutta ja pitkät kuidut suuntautuvat liian voimakkaasti muovauksessa.
Toisaalta lyhyet kuidut mahdollistavat hyvinkin monimutkaisten kappaleiden
valmistuksen ja pitkät kuidut antavat hyvät lujuusominaisuudet. Tyypillisesti
BMC-hakkeen pinnoite eli sizing on hitaasti tai vain osin styreeniin liukeneva
ja sideainekalvo on erittäin kova. Kova kuitu vähentää kuitujen pilkkoutumista
ja massan viskositeetin nousua kuitulisäyksen jälkeen. Irrotusaineena BMC:ssä
käytetään tyypillisesti sinkki- tai alumiinistearaattia.
Kutistumaa säätelevät lisäaineet
ovat tyypillisesti kestomuovipohjaisia. Yleisimmin käytössä olevat lisäaineet
ovat polyvinyyliasetaatteja ja sen kopolymeerejä, akryylimuoveja,
polykaprolaktaameja tai selluloosaestereitä. Mikäli BMC:n kutistuma on yli 0,2
%, sitä kutsutaan yleis-BMC:ksi (general purpose). Jos kutistuma on 0,05…0,2
%, BMC:tä kutsutaan pienikutistumaiseksi (low shrink) ja jos se on alle 0,05 %,
sitä kutsutaan matalaprofiiliseksi BMC:ksi (low profile). Saatavilla olevissa
BMC-massoissa muottikutistuma vaihtelee välillä 0…0,3 %. Tavallisesti
BMC-massa läpivärjätään pigmentin avulla. Matalaprofiilista BMC:tä on kuitenkin
vaikea värjätä. Mikäli massasta halutaan palamatonta, siihen lisätään yleensä
antimonitrioksidia ja sen lisäksi käytetään usein pientä määrää halogenoitua
hartsia.
BMC-massa suositellaan
valmistettavaksi kahdessa sekoittajassa ja kolmessa eri vaiheessa. Ensin
sekoitetaan hartsi, kutistumaa vähentävää lisäaine, kovete, irrotusaine,
pigmentti ja tulenestoaine käyttämällä suurinopeuksista sekoitinta.
Sekoitettaessa on varottava, ettei massa kuumene yli 40 °C:een. Tämän jälkeen massa
siirretään toiseen sekoittimeen, joka on varsinainen BMC-sekoitin ja tyypiltään
joko Sigma- tai Z-sekoitin. Tässä
vaiheessa massan joukkoon annostellaan täyteaineet ja sekoitetaan 15…30 min
niin, että massasta muodostuu homogeeninen seos. Vasta tämän jälkeen lisätään
lasikuituhake mahdollisimman nopeasti ja sekoitetaan, kunnes kuidut ovat
kastuneet ja jakautuneet tasaisesti koko massan sekaan. Aikaa tähän kuluu valmistettavan
massan määrästä riippuen 2…5 min. Näin BMC-massa on valmista käytettäväksi.
Nykyisin on mahdollista myös sekoittaa kuivat ja märät komponentit omissa
sekoittajissaan ja yhdistää ne vasta tämän jälkeen suurinopeuksisessa
sekoittimessa. Massojen valmistusmenetelmät on esitetty kaaviomaisesti kuvassa
4.14.
Kuva 4.14 Kaaviokuvat BMC-, TMC- ja CIC-massojen valmistusmenetelmistä.
Oleellinen ja tärkeä vaihe BMC:n
valmistuksessa on käytettävien raaka-aineiden laadunvalvonta. Ennen
lasikuituhakkeen lisäystä on aina paras suorittaa valmistetun massan
koepuristus. Tässä vaiheessa mahdollinen virhe on vielä korjattavissa, mutta ei
enää lasikuituhakkeen lisäyksen jälkeen, sillä BMC-massan liika sekoittaminen
pilkkoo kuituja ja täten huonontaa merkittävästi lujuutta. Välittömästi
BMC-massan valmistumisen jälkeen tehdään koekappaleet, joilla määritetään
massan tärkeimmät ominaisuudet: kovettuminen, kutistuma, väri, pinnanlaatu ja
lujuudet. Tämän jälkeen BMC-massa suljetaan kaasutiiviiseen pakkaukseen, joka
on yleensä alumiinifoliota. Säilytettynä alle 20 °C:ssa massa on käyttökelpoista n.
3 kk.
4.2.3 Kertamuoviprepregit
Prepreg tarkoittaa
puolivalmistetta, jossa lujite tai lujitteet ovat valmiiksi esikyllästetyt
muovilla. Kovetus suoritetaan paineen alaisena. Nimitys prepreg on suora
lainaus englannin kielestä (prepreg = pre-impregnated), mutta se on
sellaisenaan vakiintunut myös suomenkieliseen ammattisanastoon.
Suurin osa prepregeistä
valmistetaan lujitteista ja kertamuoveista. Näille on ominaista matriisimuovin
kaksivaiheinen kovettuminen. Puolivalmisteessa kertamuovi on osittain
kovettuneena jähmeässä, ns. B-tilassa (B-stage). Prepreg säilytetään
tavallisesti -18 °C:n lämpötilassa. Ennen käyttöä prepregin annetaan lämmetä huoneenlämpöön,
minkä jälkeen rullasta leikataan halutun muotoiset palat, jotka ladotaan
muottiin (ks. luku 5). Tuote kovetetaan lämmöllä. Lämpöä nostetaan vaiheittain,
jolloin matriisimuovi ensin muuttuu matalaviskoosiseksi nesteeksi ja lämpötilan
edelleen noustessa alkaa kovettua.
Lujitteena prepregissä voidaan
käyttää mitä tahansa lujitekuitua ja -tuotetta. Yleisimpiä ovat lasi- ja
hiilikuidut sekä näiden yhdistelmät. Myös aramidi- ja boorikuituprepregejä on
markkinoilla. Lujitteena voi olla yksittäinen kuitukimppu (esim.
lasikuituroving tai hiilikuitutouvi) tai näistä muodostettu yhdensuuntainen
nauha tai teippi, joissa kuitukimput ovat sitoutuneet vierekkäin toisiinsa
pelkästään prepregissä käytetyn matriisimuovin välityksellä. Tyypillisiä ovat
myös erilaiset kangas- ja kudosprepregit mukaan lukien erilaiset
moniaksiaalituotteet. Myös katkokuitumatoista, neulatuista kankaista ja
huovista voidaan valmistaa prepregejä.
Kertamuoviprepregien
kovetuslämpötilat ovat yleensä 80…100 °C:sta ylöspäin. Valmistuksessa
on myös 60…65 °C:ssa kovettuvia prepregejä, mutta näitä käytettäessä on
oltava erityisen huolellinen kovetuslämpötilan nostossa. Matriisimuovin on
oltava nesteenä samanaikaisesti koko valmistettavassa kappaleessa. Korkeimmat
kovetuslämpötilat ovat lähellä 200 °C. Kovetusajat vaihtelevat
muutamasta minuutista useisiin tunteihin matriisimuovisysteemistä riippuen.
Yleisimmin käytettyjä prepreg-kertamuoveja ovat epoksit, fenolit,
bismaleimidit, syanaattiesterit ja polyesterit. Parhaat lujuusominaisuudet
saavutetaan epoksihartseilla, joita käytetään eniten matriisihartsina, sekä
syanaattiestereillä ja BMI-muoveilla. Fenoleilla (ja BMI-muoveilla) on
mahdollista saavuttaa epokseja parempi lämmönkesto. Fenolien etuna on huono
palavuus, vähäinen savunmuodostus ja savun toksisuus. Polyestereitä käytetään
lähinnä niiden halpuuden ja/tai hyvän kemiallisen kestävyyden takia.
Valmistus
Kertamuoviprepregien perusvalmistusprosessit
ovat ns. hot-melt impregnointi ja liuoteimpregnointi. Menetelmät on kaaviollisesti
esitetty kuvassa 4.15. Menetelmistä hot-melt impregnointi on nopeampi ja taloudellisempi.
Liuoteimpregnointi on väistymässä osittain myös kiristyneistä ympäristö- ja työsuojeluvaatimuksista
johtuen.
Hot-melt impregnoinnissa
irrotuskalvolle annostellaan esilämmitetty matriisimuovi ja lujitteet, joiden
päälle tulee yläpuolinen irrotuskalvo. Lujitteet impregnoidaan eli kyllästetään
lämmitettyjen telojen avulla. Kyllästetty lujite viedään tämän jälkeen uuniin,
jossa hartsi kovettuu B-tilaan. Uunin jälkeen prepreg jäähdytetään ja
yläpuolinen irrotuskalvo joko poistetaan tai jätetään paikoilleen, kun prepreg
ajetaan rullalle. Irrotuskalvo voi siten olla joko toisella tai molemmilla
puolilla käyttäjän tarpeiden mukaan. Valmis prepreg pakataan ja siirretään varastoon
-18 °C:n
lämpötilaan.
Valmistusprosessi on
automatisoitu ja jatkuvatoiminen. Matriisin esilämmityksen tarkoituksena on
alentaa sen viskositeettia. Alapuolisen irrotuskalvon tehtävänä on kuljettaa
lujite/matriisimuovi uunin läpi, estää prepreg-kerroksien tarttuminen toisiinsa
sekä helpottaa prepregin käsittelyä ja suojata sitä vahingoittumiselta.
Liuoteimpregnoinnissa lujitteet kulkevat matriisimuovi- ja liuotekylvyn kautta pystysuorassa olevaan uuniin, jossa liuote poistuu ja prepregin kovetus B-tilaan tapahtuu. Matriisimuovin määrän säätö tapahtuu puristusteloilla heti impregnointikylvyn jälkeen. Uunin jälkeen prepreg jäähdytetään ja sen molemmille puolille ajetaan irrotuskalvot, jonka jälkeen valmis prepreg kelataan rullalle ja siirretään -18 °C:n varastotilaan. Myös tämä valmistusprosessi on automatisoitu ja jatkuvatoiminen. Tärkeää on, että liuotin poistuu täydellisesti uunituksen aikana, jotta prepregiin ei jää valmistettavaan kappaleeseen huokosia aiheuttavia liuotejäämiä.
Kuva 4.15Kaaviokuvat prepregin valmistusmenetelmistä.
Tyypillisimpiä kertamuoviprepregejä
ovat yhdensuuntaisprepregit ja tasavaltaiset kudosprepregit, joita valmistetaan
eri leveyksissä ja neliöpainoissa kaikista tavanomaisista lujitekuiduista. Muita
ovat mm. yksittäisistä kuitukimpuista valmistetut prepregit ja
moniaksiaalikangasprepregit. Geometrialtaan monimutkaisten kappaleiden
valmistukseen on saatavilla lyhyistä lujitekuiduista valmistettuja prepregejä.
Matriisimuovin määrä ja viskositeetti prepregissä sekä prepregin
tarttuvuus/liimautuvuus (tackiness) voivat vaihdella paljon prepregin käyttäjän
tarpeista, valmistettavasta kappaleesta ja valmistustavasta riippuen.
Tavallisesti matriisimuovin määrä vaihtelee välillä 37…43 p%. Viskositeetilla
kontrolloidaan matriisimuovin virtaavuutta (flow). Prepregin muotoiltavuuteen
(drape) vaikuttaa merkittävimmin lujitteen muoto.
Valmistuksessa on myös ns.
nettohartsiprepregejä, joissa matriisimuovipitoisuus on n. 50 p%. Näitä
käytetään, kun kappaleeseen valmistusvaiheessa liimataan jokin muu osa tai
rakenne. Oman lukunsa muodostavat lisäksi erilaiset liimaukseen käytetyt kalvot
(film adhesives), joissa lujitetta ei ole lainkaan tai lujite on harvana
verkkona pitämässä ohutta liimakalvoa koossa. Lisäksi hot-melt impregnoinnissa
on mahdollista käyttää esilämmitetyn matriisimuovin sijasta liimakalvon
tapaista matriisimuovikalvoa (matrix film), joka valmistetaan erikseen.
Varsinaisessa hot-melt impregnoinnissa lujitteet kuljetetaan uuniin
matriisimuovikalvojen välissä. Uunissa kalvot nesteytyvät ja kulkiessaan
telojen lävitse kostuttavat lujitteet. Periaatteessa menetelmä on siten kuvan
4.15 hot-melt impregnointiprosessin kaltainen.
Käyttö
Prepreg-hartsin osittain
kovettunut B-tila on epästabiili. Ajan kuluessa hartsi kovettuu ja muuttuu
lopulta käyttökelvottomaksi. Kovettuminen on sitä nopeampaa, mitä korkeammassa
lämpötilassa prepreg säilytetään. Käyttöajan pidentämiseksi prepregit
tavallisesti varastoidaan kylmätiloihin, joissa kovettuminen on hidasta. Tavallisin
varastointilämpötila on -18 °C, jossa useimmat prepregit
säilyvät kuukausia, nykyisin eräät laadut jopa vuosia. Huoneenlämpötilassa
prepregit säilyvät käyttökelpoisina muutamasta päivästä muutamaan viikkoon
käytetystä matriisimuovisysteemistä riippuen.
Kylmässä varastoituina prepregit
ovat jäykkiä ja hankalasti käsiteltäviä. Tästä syystä ne on ennen käyttöä
siirrettävä huoneenlämpötilaan, jossa ne pehmenevät taipuisiksi ja helposti
käsiteltäviksi. Prepregejä voidaan leikata automaattikoneilla tai myös
yksinkertaisemmin saksilla tai veitsellä mallineita apuna käyttäen. Leikkaus on
helppoa, koska kuidut eivät leikattaessa pääse liikkumaan toisiinsa nähden.
Tuotteen valmistus
kertamuoviprepregistä edellyttää paineen ja korotetun lämpötilan käyttöä kovetuksen
yhteydessä. Alipainekovetus yksipuolisesssa muotissa on mahdollista.
Erityisesti paksumpien kappaleiden valmistus edellyttää kuitenkin painesäkki-
ja autoklaavimuovausta riittävän ulkopuolisen paineen aikaan saamiseksi. Näiden
ohella suulakeveto, kelaus sekä muottipuristus suljetussa muotissa ovat
tavanomaisia prepreg-tuotteiden valmistusmenetelmiä.
Kertamuoviprepregistä
valmistetulle laminaatille on ominaista suuri lujitepitoisuus (tyypillisesti n.
60 t%) sekä tasainen laatu, mistä syystä laminaatilla on erinomaiset
lujuusominaisuudet. Lujuusominaisuuksien suuntautuneisuutta voidaan myös
säädellä halutulla tavalla prepreg-kerrosten kuitusuuntia järjestämällä. Muilta
osin ominaisuudet riippuvat käytetystä lujitteesta ja matriisimuovisysteemistä.
Prepreg-puolivalmisteet
soveltuvat sekä pien- että suursarjatuotantoon valmistettaessa tuotteita,
joilta edellytetään keveyttä, erinomaisia lujuusominaisuuksia ja tasaista
laatua. Usein vaatimuksena on myös hyvä jatkuvan lämpötilan kesto. Tyypillisiä
sovellutuskohteita ovat ilma-alusten ja satelliittien lujitemuoviset osat,
one-off veneet, tuulivoimaloiden siivet, kevyet ja lujat kerroslevyrakenteet,
lämmönkestävät työkalut ja urheilu- sekä vapaa-ajanvälineet.
4.2.4 Kestomuoviprepregit
Prepregejä valmistetaan myös
kyllästämällä lujitetuotteita kestomuovilla. Matriisimuoveina käytetään mm.
polypropeenia, polyamideja, polykarbonaattia, polyeetteri-imidiä,
polybuteenitereftalaattia, polyeetterisulfonia, polyfenyleenisulfidia,
polyfenyleenioksidia, polyeteenitereftalaattia, polyeetterieetteriketonia ja
eräitä edellä mainittujen homopolymeerien sekoitteita. Lujitteina voidaan
käyttää kaikkia lujitekuituja ja niiden yhdistelmiä. Yleisin lujite myös
kestomuoviprepregeissä on lasikuitu. Muista lujitteista voidaan mainita lähinnä
hiilikuidut ja uusimpina luonnonkuidut. Suurimmat käyttökohteet ovat
kuljetusvälineteollisuudessa, lähinnä autoteollisuudessa, ilmailu- ja
puolustusvälineteollisuudessa sekä urheilu- ja vapaa-ajanvälineissä.
Kestomuoviprepregeillä on mahdollista
saavuttaa parempi lämmönkestävyys ja lyhyempi kappaleen valmistusaika kuin
kertamuoviprepregeillä. Muita etuja kertamuoviprepregeihin verrattuna ovat
varastoitavuus huoneenlämpötilassa, lähes rajaton varastointiaika,
valmistusvirheiden korjausmahdollisuus uudelleen muovaamalla sekä
yksinkertaisempi laadunvalvonta. Myös kappaleiden iskusitkeys ja vaurionkesto
ovat yleensä paremmat, eivätkä ne delaminoidu yhtä helposti kuin vastaavat
kertamuoviprepregeistä valmistetut tuotteet.
Kestomuoviprepregien ongelmat
liittyvät prepregiin valmistukseen ja käyttöön. Käytännössä on varsin vaikeaa
valmistaa korkealaatuisia kestomuoviprepregejä, joissa lujitekuitujen
kastuminen olisi täydellistä, tartunta matriisimuoviin hyvä ja kuitujen
jakautuminen tasainen. Prepreg on myös jäykkä ja siltä puuttuu tahmeus.
Päällekkäiset prepreg-kerrokset eivät näin tartu toisiinsa eivätkä myöskään
muottiin, mikä hankaloittaa käsittelyä ja muotin täyttöä. Kappaleen
valmistuksessa on käytettävä korkeita valmistuslämpötiloja ja keskisuuria tai
suuria muovauspaineita. Muottikustannukset voivat olla hyvin korkeat.
Valmistettava kappale jää helposti huokoiseksi ja laatuvaihtelut voivat olla
suuret. Kestomuoviprepregit soveltuvat ominaisuuksiensa puolesta parhaiten
sarjatuotantoon.
Taulukon 4.6 mukaiset,
matriisimuovina käytettävälle kestomuoville asetetut vaatimukset ovat
lentokoneteollisuuden asettamat, mutta yleisesti hyväksytyt myös
kuljetusvälineteollisuudessa.
Kestomuoviprepregejä
valmistetaan neljällä perusmenetelmällä: (1) kalvomenetelmällä, (2)
liuotemenetelmällä, (3) esipolymeeri-impregnoinnilla ja (4)
pulveri-impregnoinnilla.
Kalvomenetelmässä lujitteet
impregnoidaan kahden kestomuovikalvon välissä. Lämpöä ja painetta käyttäen
muovi nesteytyy ja kostuttaa lujitekuidut. Tällä menetelmällä valmistetaan mm.
autoteollisuuden laajalti käyttämä GMT (Glass Mat Thermoplastic), jossa
yleisimmin matriisimuovina käytetään polypropeenia. Tyypillinen GMT prepreg
valmistetaan jatkuvatoimisella prosessilla suulakepursottamalla rakosuuttimella
sulaa matriisimuovia kahden jatkuvakuituisen lasikuitukerroksen väliin.
Yhdistelmän molemmille puolille ajetaan samaa matriisimuovia olevat
kestomuovikalvot. Koko nippu jatkaa kaksoisvyöpuristimeen, jossa lämpötila
polypropeenia käytettäessä on 200…210 °C. Noin 8 metriä pitkän
kuumennusosan jälkeen prepreg jäähdytetään ja leikataan asiakkaan haluamiin
mittoihin.
Liuotemenetelmässä lujitekuidut
impregnoidaan liuotteen ja matriisimuovin seoksella. Käsittelyn jälkeen liuote
poistetaan haihduttamalla. Kestomuovien liukoisuus on kuitenkin pieni ja tämän
takia impregnointi joudutaan tekemään monta kertaa riittävän
matriisimuovipitoisuuden saavuttamiseksi. Lisäksi käytetyt liuotteet ovat usein
aggressiivisia ja terveydelle haitallisia. Ongelmaa on pyritty pienentämään
vesiemulsiopohjaisia systeemejä kehittämällä. Eräs tällainen on
heksafluori-isobuteenin ja viinyylideenifluoridin kopolymeeri, joka emulgoituu
veteen pinta-aktiivisten aineiden vaikutuksesta. Liuotteen aiheuttamia ongelmia
ei tällöin ole, mutta emulgaattorin on oltava haihtuva eikä se saa vaikuttaa
prepregin lujuusominaisuuksiin.
Esipolymeeri-impregnoinnissa käytettävien
kestomuovien sulaviskositeetti on suuruusluokkaa 103…106
Pas. Tästä syystä prepregin valmistus suoralla sulaimpregnoinnilla ei onnistu,
sillä matriisimuovi ei pääse tunkeutumaan lujitekuitujen väliin ja kostuttamaan
niitä täydellisesti. Käyttämällä impregnointiin alhaisen viskositeetin omaavaa
esipolymeeriä impregnointi onnistuu. Matriisimuovin polymeroituminen suuren
molekyylipainon kestomuoviksi tapahtuu kappaleen valmistusprosessin yhteydessä.
Pulveri-impregnoinnissa lujitekuidut
käsitellään kestomuovipulverilla leijukerrosuunissa. Uunissa pulveri sulaa
osittain ja kiinnittyy kuitujen pinnalle. Kestomuovipulverin on oltava hyvin
hienojakoista (< 20 µm), mikä nostaa menetelmän kustannuksia. Toinen tapa on
laittaa sekä lujite että kestomuovipulveri pieneen putkeen.
Pulveri-impregnointi soveltuu erinomaisesti yksittäisten kuitukimppujen ja
lankojen sekä kapeiden yhdensuuntaisteippien impregnointiin
kestomuoviprepregeiksi. Nämä soveltuvat sellaisenaan kelaukseen ja
suulakevetoon tai niistä voidaan jatkojalostaa erilaisia kangas- ja
kudosprepregejä.
Esimerkkinä kestomuoviprepregeistä
on Ahlstrom Glassfibre Oy kehittämä RTC (Reinforced Thermoplastic Composite). Siinä
lujitteena käytettävä, tavallisimmin 12 mm pituinen lasikuituhake ja
kestomuovipulveri (polypropeeni) dispergoidaan veteen samantyyppisesti kuin
paperinvalmistuksessa. Hyvin ilmavasta ja kuohkeasta muovipulverin sitomasta
RTC-matosta kuumapuristetaan kestomuoviprepregiä eli RTC-levyä, josta GMT-levyn
tavoin puristetaan kappaleita. RTC-matto voidaan myös puristaa siten, että
tuote on pinnoiltaan tiivis ja sisältä osin huokoinen. Tuotteen suurimmat edut
ovat kuitujen lähes täydellinen kostuminen ja erittäin tasainen jakautuma.
Käyttö
Kestomuoviprepregeistä voidaan
valmistaa kappaleita pääpiirteittäin samoilla menetelmillä kuin
kertamuoviprepregeistä. Yleisimpiä menetelmiä ovat suulakeveto, kelaus ja
muottipuristus suljetussa muotissa. Suljetussa muotissa puristettavat
kestomuoviprepregit lämmitetään ennen muottiin asettamista. Muotti suljetaan ja
paineistetaan välittömästi. Valmistusmenetelmä on hyvin nopea. Esilämmitystä
hyväksi käyttäen kestomuoviprepregistä voidaan valmistaa muodoltaan
yksinkertaisia kappaleita myös halvemmilla, esim. alumiinisilla tai jopa puusta
valmistetuilla muoteilla. Nämä voivat olla joko avoimia tai suljettuja
muotteja. Menetelmä on hitaampi ja soveltuu lähinnä yksittäiskappaleiden tai
piensarjojen valmistukseen.
4.2.5 Lujite/kertamuovi-yhdistelmätuotteet
Uusimpia muovi/lujite-puolivalmisteita
ovat kertamuovityyppisiin prepreg-hartseihin perustuvat, alipainemenetelmiin
kehitetyt yhdistelmätuotteet. Näissä periaatteena on lujitteen ja esikatalysoidun
kertamuovikalvon tai –prepregin yhdistäminen. Perustuote muodostuu kahdesta
lujitekerroksesta, joiden välissä matriisimuovi on kiinteässä olomuodossa.
Lujite on tavallisesti lasi- tai hiilikuituinen yhdensuuntais- tai
moniaksiaalikangas. Tätä rakennetta voidaan varioida tarpeen mukaan ja siihen
voidaan liittää myös valmistettavan kappaleen pinnan laatua tai esim.
palo-ominaisuuksia parantavia pintahuopia tai kertamuovikalvoja.
Tuotetta käytetään
alipainemuovauksessa tavanomaiseen tapaan. Etuna on ilman nopea ja tehokas
poistuminen kuivien lujitteiden läpi, kun alipainepumppu kytketään käyntiin.
Kovetus tapahtuu lämmöllä, jolloin kertamuovimatriisimuovi nesteytyy ja virtaa
ilmavapaisiin lujitteisiin paksuussuunnassa kostuttaen lujitteet nopeasti ja
täydellisesti. Lämpöä edelleen nostettaessa tapahtuu kovettuminen samalla
tavalla kuin prepregejä käytettäessä. Menetelmällä saavutetaan erittäin pieni
huokospitoisuus (< 0,5 %). Yhdistelmätuotteista on myös mahdollista
valmistaa suurikokoisia ja/tai paksuja kappaleita. Muodoltaan monimutkaisten
kappaleiden valmistaminen on mahdollista lujitteiden oikealla valinnalla. Kovetuslämpötilat
ovat yleensä alueella 80…100 °C.
4.2.6 Lujite/kestomuovi-yhdistelmätuotteet
Kestomuoveja matriisimuovina
käyttäen voidaan valmistaa myös puolivalmisteita, joissa lujitteita ei ole
millään muodoin esikäsitelty matriisimuovilla. Tällöin lujitteiden kyllästäminen
muovilla ja valmistettavan kappaleen muovaus tapahtuvat samanaikaisesti. Valmiiden
kappaleiden lujuusominaisuudet ovat tyypillisesti 10…50 % heikompia vastaaviin
prepregeistä valmistettuihin kappaleisiin verrattuna. Tämä on seurausta
lujitteiden epätasaisemmasta kostumisesta ja kappaleen suuremmasta huokospitoisuudesta.
Tyypillisissä tuotteissa
matriisimuovi on irrallisena kalvona lujitekerrosten päällä ja/tai välissä.
Matriisimuovi voidaan myös lisätä joko lankana tai kapeana nauhana
lujitekudoksiin ja –kankaisiin näitä valmistettaessa. Eräs mahdollisuus on
kerrata matriisimuovi ja lujitekuitu yhteen langaksi, josta edelleen
tekstiiliteknologisin menetelmin valmistetaan lujite/kestomuovi-yhdistelmätuote.
Periaatteessa matriisimuovi voi olla myös irrallisena pulverina lujitteiden
välissä.
4.2.7 Granulaatit
Ruiskuvalettavat
kestomuovituotteet valmistetaan granulaatista eli kestomuovirakeista.
Raaka-aine voi olla täytettyä ja sisältää myös lujitekuituja. Täytetyt
kestomuovit ovat Euroopassa yleisimmin polyolefiineja ja lujitetut lähinnä
polyamideja. Yhdysvalloissa tilanne on hyvin toisenlainen, sillä siellä
lujitetaan eniten polyolefiineja. Kuitulujitettujen kestomuovien osuus koko
Länsi-Euroopan lujitemuovituotannosta v. 2003 oli arviolta 31 % eli runsas 500
000 t. Polyamidien osuus tästä on n. 55 % ja polypropeenin n. 20 %. Koko
maailmassa kuitulujitettujen kestomuovien osuus oli n. 20 % vastaten
määrällisesti n. 1 miljoonaa tonnia. Vuosittaiseksi kasvuksi on arvioitu 10 %.
Ruiskuvalettavien kuitulujitettujen kestomuovien osuus Länsi-Euroopan
lujitemuovituotannosta oli n. 13 % eli runsas 210 000 t.
Valmistus
Ruiskuvalettavien kestomuovien
lujittamiseen käytetään sekä lyhyitä että pitkiä (> 10 mm) kuituja. Pitkät
kuidut pilkkoutuvat kuitenkin ruiskuvalussa, jolloin keskimääräinen kuitupituus
pienenee ja varsinainen hyöty menetetään. Yleisimmät lujitekuidut ovat lasi- ja
hiilikuidut. Lujitekuiduilla ja täyteaineilla seostettuja kestomuoveja
valmistetaan tavallisimmin seostamalla lisäaineet sulaan muoviin
ekstruuderilla. Käytettävät menetelmät voidaan jakaa kahteen tyyppiin, jotka
ovat:
1. Kaapelipäällystysmenetelmä, joka sopii vain jatkuville
lujitekuiduille
2. Ekstruuderimenetelmä, joka on yleisimmin käytössä ja soveltuu
sekä jatkuville että katkotuille kuiduille ja täyteaineille.
Kaapelipäällystysmenetelmä on nimensä mukaisesti muunnos kaapelin valmistuksesta. Päällystettävänä materiaalina toimii kaapelin sijasta jatkuva lujitekuitutouvi tai -roving. Suulakepuristimelta tuleva sula muovi johdetaan ristipääsuulakkeeseen, johon tulee myös jatkuva lujite (kuva 4.16). Kestomuovi pinnoittaa kuidut ja syntyvä kuuma nauha jäähdytetään ja katkotaan eli rakeistetaan pelleteiksi. Tyypillistä menetelmälle on, että pelletissä olevat kuidut ovat yhtä pitkiä kuin pelletti. Haittapuolena on muovin vain osittainen tunkeutuminen kuitujen väliin ja tästä johtuva kuitujen huonompi kostuminen matriisimuovilla. Kuitujen suuremmasta pituudesta seostusmenetelmään verrattuna ei ole ratkaisevaa etua, sillä kappaletta ruiskuvalettaessa kuidut pilkkoutuvat ja katkeilevat lähes samanpituisiksi.
Kuva 4.16Kaapelipäällystysmenetelmän ristipään rakenne.
Lujitekuitujen ja täyteaineiden
seostaminen sulaan kestomuoviin ekstruuderissa on yleisin täytettyjen kestomuovien
valmistustapa. Ekstruuderi voi olla joko yksi- tai kaksiruuvipuristin ja lujite
joko haketta tai rovingia/touvia.
Yksiruuviekstruuderilla seostettaessa
käytetään esisekoitettua kestomuovia ja haketta, sillä kuitujen hyvää
dispersiota on vaikea saavuttaa muulla tavoin. Ruuvin kuluminen on voimakasta
koko sen pituudelta. Lujite myös pilkkoutuu erittäin paljon.
Yksiruuviekstruuderia käytetään lähinnä vain lujitettuja polyamideja
valmistettaessa.
Yleisin menetelmä täytettyjä kestomuoveja valmistettaessa on seostaminen kaksiruuviekstruuderin avulla. Täyteaine tai lujite joko hakkeena tai rovingina syötetään keskelle (kuva 4.17). Kaksiruuviekstruuderin ruuvit pyörivät eri suuntiin, jolloin kitka, kuluminen ja lämmönmuodostus ovat pienemmät kuin yksiruuviekstruuderissa. Kaksiruuviekstruuderi on huomattavasti kalliimpi kuin yksiruuviekstruuderi, mutta positiivisena puolena on parempi lämpötilan hallinta ja sekoitus sekä pienempi ruuvin kuluminen ja suurempi tuotantokapasiteetti. Lisäksi laitteisto on hyvin monipuolinen ja muutettavissa monia tuotantotilanteita vastaavaksi. Ekstruuderin ruuvin pituuden suhde halkaisijaan on yleensä noin 20:1. Menetelmän edut tulevat parhaiten näkyviin pitkissä tuotantosarjoissa. Suurimpien kaksiruuviekstruuderien tuotantokapasiteetti on noin 250 kg/h. Kaksiruuviekstruuderi pilkkoo lujitekuituja niin, että hakkeen kuitupituudesta riippumatta keskimääräinen kuitupituus pelletissä on 0,6…0,8 mm. Kuitujen pilkkoutumista tapahtuu aivan samalla tavoin myös jatkuvia kuituja käytettäessä.
Kuva 4.17Lujitettujen ja täytettyjen kestomuovien valmistus kaksiruuviekstruuderilla.
Käyttö
Lujitetusta ja/tai täytetystä
granulaatista voidaan periaatteessa ruiskuvalaa kappaleita tavanomaisilla
ruiskuvalukoneilla. Lujitekuitujen ja mahdollisten täyteaineiden kuluttava
vaikutus koneen kriittisiin osiin, erityisesti kierukkaruuviin ja sylinteriin,
on otettava huomioon. Granulaatin kosteuspitoisuus on tarkistettava ennen
käyttöä ja tarvittaessa raaka-aine on kuivattava.
Kirjallisuutta
Kappale 4.1
Bunsell A.R., Fibre Reinforcements for Composite
Materials, Vol. 2, Elsevier Science Publishers B.V.,NL 1988, ISBN
0-444-42801-1.
Tsu-Wei C. & Ko F.K., Textile Structural
Composites, Vol 3, Elsevier Science Publishers B.V., NL 1989, ISBN
0-444-42992-1.
Peters S.T., Handbook of Composites, Second Edition,
Chapman & Hall, GB 1998, ISBN 0 412 54020 7.
Kappale
4.2
Peters S.T., Handbook of Composites, Second Edition,
Chapman & Hall, GB, 1998. ISBN 0 412 54020 7.
Akovali G., Handbook of Composite Fabrication, Rapra
Technology Ltd, UK 2001. ISBN 1-85957-263-4.
Miravete A., 3-D textile reinforcements in composite
materials, Woodhead Publishing Ltd, UK 1999, ISBN 1 85573 376 5.
Gutowski T.G., Advanced Composites Manufacturing, John
Wiley & Sons Inc. USA
1997, ISBN 0-471-15301-X.
Kurri
V., Malén T., Sandell R., Virtanen M., Muovitekniikan perusteet 3. tarkistettu
painos, Hakapaino Oy 2002, ISBN 952-13-1584-9.
Epäjatkuvat kuidut
(discontinuous fibres) ovat lyhyitä kuituja (short fibres), joiden osuuden
kaikista lujitteiden käyttömuodoista arvioidaan olevan yli 60 %. Lyhyillä
kuiduilla lujittamista käytetään erityisesti BMC‑, SMC‑ ja TMC‑massoissa, RRIM‑menetelmässä,
ruiskupuristuksessa ja kuumapuristettavissa, levymäisissä
kestomuovipuolivalmisteissa. Lyhyillä kuiduilla voidaan lujittaa myös
liimaukseen käytettäviä kertamuoveja.
Lyhyiden kuitujen käyttöön
liittyy eräitä ongelmia. Kuituja on usein vaikea saada tasaisesti sekoitetuksi
muoviin ilman, että ne rikkoutuvat ja murskautuvat käsittelyssä. Mikäli kuidut
ovat liian lyhyitä, niiden lujuutta ei myöskään voida täysin hyödyntää. Lisäksi
kuitujen suuntautumista lopullisessa tuotteessa on vaikea ohjata ja hallita.
Näillä seikoilla on huomattava vaikutus saavutettaviin lujuusominaisuuksiin.
Parhaimmassakin tapauksessa, kun kuidut ovat ihanteellisesti suuntautuneet ja
matriisimuovin ja kuidun välinen tartunta on erinomainen sekä kuitujen pituus
riittävä kantamaan matriisimuovin siirtämät kuormat, jää vetolujuus n. 50 % ja
kimmomoduli n. 10 % pienemmäksi jatkuvilla kuiduilla saavutettaviin arvoihin
verrattuna.
Muovien lujittamiseen käytetään
pääasiassa katkokuituja (hakkeita) tai jauhettuja kuituja, jotka ovat joko lasi‑,
hiili‑ tai aramidikuitua. Myös kestomuovipohjaisia katkokuituja valmistetaan.
Ne on tarkoitettu lähinnä ruiskupuristettavien tuotteiden lujittamiseen. Hake
(Chopped Strand, Chopped Fibre, Cut Fibre) on määrämittaan katkottua jatkuvaa
kuitua. Periaatteessa kuitu voidaan katkoa mihin mittaan tahansa. Käytännössä
kuituvalmistajien tuotevalikoima on yleensä rajoittunut muutamaan
kuitupituuteen, jotka ovat määräytyneet joko käytännön ja kokemuksen kautta tai
erilaisten valmistusteknillisten syiden perusteella. Hakkeiden pituudet ovat
tavallisimmin 1…100 mm. Alle yhden millimetrin mittaan katkotut kuidut ovat
harvinaisia ja hinnaltaan kalliita. Erikoislaitteilla on mahdollisuus päästä
hyvinkin pieneen kuitumittaan. Markkinoilla olevan lyhyimmän tarkkuuskatkotun
hiilikuituhakkeen kuitupituus on 0,05 mm. Hakkeita sekoitetaan suoraan sekä
kerta‑ että kestomuoveihin ja niistä valmistetaan katkokuitumattoja,
kuitukankaita sekä pintahuopia ja vastaavia huopa‑ tai paperimaisia tuotteita.
Kuitujen pinnoiteaine (kuten myös kuitupituus) määräytyy käyttötarkoituksen
mukaan.
Jauhettu kuitu (Milled Fibre) on
nimensä mukaisesti kuidusta jauhamalla tehtyä lujitetta. Kuitujen keskipituus
on 200…300 μm, mutta kuitupituuden jakautuma on hyvin laaja. Esimerkiksi
jauhetussa hiilikuidussa, jossa kuitujen keskipituus on 300 μm, on
tyypillisesti yli 15 % kuiduista alle 80 μm ja runsas 10 % yli 600 μm pitkiä.
Kuiduista 60 % on lyhyempiä kuin 226 μm. Jauhettuja kuituja käytetään
lujitteena lähinnä erikoiskohteissa kuten esim. liimoissa ja tiiviste‑ sekä
täytemassoissa.
Luonnostaan epäjatkuvia eli
lyhyitä kuituja ovat lähinnä whiskersit ja mikrokuidut sekä mineraali‑ ja
luonnonkuidut. Whiskersit eli erilliskidekuidut ovat yksittäiskiteen
muodostamia pieniä kuitukiteitä. Niiden haittana on rajoitettu saatavuus,
korkea hinta sekä lähinnä sekoitukseen liittyvät ongelmat. Mikrokuidut ovat
tavallisesti monikiteisiä kuitukimppuja, jotka on valmistettu saostamalla ylikyllästetystä
liuoksesta. Ne sisältävät usein kidevirheitä ja huokosia, jotka alentavat
huomattavasti kuitujen lujuusominaisuuksia. Kuitujen hauraus edellyttää
huolellisuutta sekoituksessa ja muissa työvaiheissa. Mikrokuitujen suurimpana
etuna on niiden halpuus. Mineraalikuiduista yleisimmät ovat wollastoniitti
(kalsiumsilikaatti) ja asbestimineraalit, joiden partikkelimuoto on
kuitumainen. Lujittavasta vaikutuksestaan huolimatta näiden ensisijainen käyttö
on muovien täyteaineena. Lujittavia luonnonkuituja ovat puu-, eläin- ja
kasvikuidut (ks. 3.4.8.).
4.1.2 Jatkuvat kuidut
Jatkuvia kuituja käytetään
lujittamiseen pääasiassa joko kuitukimppuina tai lankoina, jotka on valmistettu
useasta ohuesta, jatkuvasta kuidusta eli filamentista. Langan tai kuitukimpun filamenttiluku
eli kuitujen määrä vaihtelee muutamasta kymmenestä useisiin tuhansiin. Jatkuvia
yksittäiskuituja eli monofilamentteja käytetään muovien lujittamiseen vain
rajoitetusti. Lujitekuiduista monofilamenttilankoina valmistetaan mm. boori‑ ja
piikarbidikuidut. Ei‑jatkuvafilamenttisten, ts. katkotuista kuiduista tai
tapulikuiduista kehrättyjen lankojen käyttö muovien lujittamiseen on vähäistä.
Kuitukimput ja langat ovat
tavallisesti kierteettömiä tai lieväkierteisiä. Poikkeuksena ovat jatkuvasta
lasikuidusta tai tapulikuidusta kiertämällä ja kertaamalla valmistetut langat,
joita käytetään mm. lujitekudoksien valmistukseen. Kertaamalla voidaan myös
yhdistää eri lujitekuituja tai esim. lujitekuitua ja lanka‑ tai nauhamuodossa
olevaa kestomuovia, jolloin saadaan lujitteen ja matriisimuovin sisältämä
puolivalmiste. Lankoja voidaan myös eri menetelmin kihartaa, puhaltaa tai
pöyhentää. Pyrkimyksenä on aikaansaada lujittava vaikutus myös poikittaisessa suunnassa
ja parantaa kuitujen kykyä täyttää muotti erityisesti suulakevedossa.
Tuotteiden merkintä
Jatkuvan kuidun paksuus eli
halkaisija ilmoitetaan tavallisesti mikroneissa. Yhdysvalloissa lasikuidun
paksuus ilmoitetaan myös kirjainkoodilla. Taulukosta 4.1 ilmenee lasikuidun
halkaisijan kirjainkoodin ja kuituhalkaisijan välinen riippuvuus.
Taulukko 4.1Lasikuidun halkaisijan kirjainkoodin ja kuituhalkaisijan välinen riippuvuus.
Euroopassa kuidun, kuitukimpun
tai langan numero ilmoitetaan ISO‑normin mukaisesti lankanumerolla eli tex‑luvulla.
Tex‑luku ilmoittaa montako grammaa yksi kilometri kuitua tai lankaa painaa (tex
= g/km). Käytännössä tämä merkitsee sitä, että langan paksuuden kasvaessa myös
sen tex‑luku eli langan numero suurenee. Yhdysvalloissa on edelleen käytössä
käänteinen merkintätapa, joka on johtanut moneen sekaannukseen. Yhdysvalloissa
langan numero ilmoitetaan yardage‑luvulla, joka ilmoittaa montako sadan jaardin
kuitu‑ tai lankapituutta on yhdessä naulassa (yardage = yd/100 lb). Langan paksuuden
kasvaessa yardage‑luku pienenee. Näiden merkintätapojen keskinäinen vastaavuus
on seuraava:
(4.1)
Kuidun tex‑luku, kuidun
halkaisija ja kuitujen lukumäärä riippuvat toisistaan, sillä
(4.2)
missä a = π/4 x ρ x 10-3
d
= kuidun paksuus, μm
N
= kuitujen lukumäärä
tex
= tex‑luku, g/km
ρ
= lasin tiheys, g/cm3
E‑lasikuidun tiheys on yleensä 2,54 g/cm3, josta saadaan tämän lujitteen vakiolle a arvoksi 0,0020. Kaavan (4.2) mukainen riippuvuus tällä vakion arvolla on esitetty kuvassa 4.1. Kuvan avulla voidaan arvioida esimerkiksi lasikuitukimpun kuitujen lukumäärä, kun kuitupaksuus ja tex‑luku tunnetaan.
Kuva 4.1Lasikuidun kuitukimpun kuitujen lukumäärän, kuitupaksuuden ja kuitukimpun tex‑luvun välinen riippuvuus.
Euroopassa lasilangat merkitään
ISO‑normin 2078 mukaisesti. Merkintä muodostuu sarjasta kirjaimia ja numeroita,
jotka määrittävät langan tyypin, numeron ja rakenteen. Esimerkiksi merkintä EC
9 34 Z 40 x2 S 150 tarkoittaa kerrattua lankaa, missä:
E = lasikuidun tyyppi; E‑lasi
C = jatkuva kuitu (D = katkokuitu)
9 = kuidun paksuus μm
34 = peruslangan tex‑luku
Z = peruslangan kierteen suunta; Z =
oikeakätinen kierre (kts. kuva 4.2)
40 = peruslangan kierteen määrä metrille
x2 = yhteen kerrattujen peruslankojen luku;
x2 = 2 lankaa kerrattu yhteen
S = kerratun langan kierteen suunta; S =
vasenkätinen kierre (kts. kuva 4.2)
150 = langan lopullinen kierteen määrä
metrille.
Merkinnän loppuun kukin lankavalmistaja lisää tavallisesti oman koodinsa, joka voi ilmaista mm. tartunta‑aineen, pakkausmuodon ja valmistuserän.
Kuva 4.2Langan S‑ ja Z‑kierteiden kaaviokuva.
Lasikuitulanka ja ‑roving
Roving on jatkuvista
lasikuiduista muodostettu kierteetön kuitukimppu, jonka lankanumero on
vähintään 300 tex. Rovinglujitteita ovat kelattu roving ja suorakelattu roving
eli prosessiroving.
Kelattu roving valmistetaan
kelaamalla tietty lukumäärä vetosalikakkuja ilman kierrettä valmiiksi roving‑puolaksi.
Yleisimmät lankanumerot ovat 2400 ja 4800 tex. Kelattua rovingia käytetään
Suomessa eniten kuituruiskutuksessa. Tähän tarkoitukseen valmistettu
ruiskuroving valmistetaan 40…60 tex:n kutukimpusta kolmena perustyyppinä.
Perustyyppien ero on tartunta‑aineissa, jotka ovat joko kromi‑, kromisilaani‑
tai silaani. Muualla Euroopassa kelattua rovingia käytetään eniten SMC‑massassa.
SMC‑roving valmistetaan 80 tex:n kuitukimpusta. Tartunta- aine on silaani.
Kolmas merkittävä kelatun rovingin käyttökohde Euroopassa on läpikuultavat
aaltolevyt, jotka valmistetaan valssauksella. Tähän tarkoitettu lasikuituroving
valmistetaan yleisesti 20 tex:n kuitukimpusta. Tartunta‑aineena käytetään
silaania.
Suorakelattu roving valmistetaan
lopulliseen muotoonsa kuidunvedon yhteydessä. Sitä käytetään kudonnassa,
kelauksessa ja suulakevedossa. Yleisimmät lankanumerot Euroopassa ovat 1200,
2400 ja 4800 tex. Kudontaa varten suorakelattua lasikuiturovingia valmistetaan
myös lankanumeroissa 320, 480, 600, 740, 900, 1200 ja 1600 tex. Yksittäisen
lasikuidun paksuus on 13…24 μm käytetystä suuttimesta riippuen. Yleisin
kuitupaksuus on noin 17 μm. Tartunta‑aineena käytetään aina silaania.
Edellä mainitut
lasikuiturovingit toimitetaan sisäpuolelta purettavilla puolilla. Tiettyjä
erikoiskäyttöjä varten kelataan rovingia myös hylsyille, joista kuidun veto
tapahtuu ulkopuolisena purkuna. Esimerkiksi yhdistetyssä suulakeveto‑kelausprosessissa
on poikittaiskelaukseen tarkoitettu roving pakattu tällaisille hylsyille.
Lasilangat valmistetaan joko
tavallisesta jatkuvasta lasikuidusta tai tapulikuidusta kiertämällä ja
kertaamalla lankaa haluttujen ominaisuuksien saavuttamiseksi. Langan kierteellä
on suuri merkitys tuotteen tasaisuuden ja hyvän prosessoitavuuden kannalta.
Lasilankoja ei sellaisenaan käytetä muovien lujittamiseen. Sen sijaan ne
jatkojalostetaan erilaisiksi kudoksiksi, neuleiksi ja punoksiksi, jotka
erinomaisesti soveltuvat muovien lujitteiksi. Koska suurin osa valmistetuista
lasilangoista on jatkojalostusta varten käsitelty tärkkelyspohjaisella
pinnoiteaineella, on tämä orgaaninen pinnoiteaine poltettava matalassa
lämpötilassa pois ja valmis tuote käsiteltävä joko silaanilla tai jollain
muulla matriisimuoviin soveltuvalla tartunta‑aineella. Sen sijaan
suoraviimeistellystä (direct sizing) lasilangasta jatkojalostettuja lujitteita
ei tarvitse lämpökäsitellä eikä viimeistellä, koska lasilanka on jo
valmistuksen yhteydessä viimeistelty matriisimuovin kanssa yhteensopivalla
tartunta‑aineella. Lasilankaa valmistetaan lankanumeroissa 3…300 tex ja
kuitupaksuuksissa 3,5…14 μm.
Hiilikuitutouvit
Yksittäisistä hiilikuiduista
koottua kuitukimppua kutsutaan hiilikuitutouviksi. Hiilikuitutouvit ovat
yleensä kierteettömiä tai hyvin lieväkierteisiä (5…20 tpm). Yleisimmät
touvien filamenttiluvut ovat 1 000, 3 000, 6 000, 12 000, 24 000 ja 48 000
filamenttia. Myös 50 000, 160 000 ja 320 000 filamentin touveja on
markkinoilla. Nämä ovat yleensä tekstiili PAN-kuitupohjaisia. Touvit merkitään
yleisesti ilmaisemalla tuhannen kuidun yksikkö kirjaimella K (esim. 6K, 12K,
24K, 48K, 160K). Tämän lisäksi merkinnästä ilmenee tavallisesti hiilikuidun
tyyppi, kuidun pintakäsittely tai käsittelemättömyys, pinnoiteaineen tyyppi ja
määrä sekä pakkausmuoto. Edellämainittujen tietojen lisäksi kuidusta
ilmoitetaan yleensä myös sen tiheys (g/cm3), yksittäisen filamentin
paksuus (μm) ja touvin paino (mg/m). Yhteisesti sovittua merkintätapaa ei
toistaiseksi ole hiilikuiduille käytössä eikä esim. tex‑luvun tai jonkun muun
lankanumerointijärjestelmän käyttö ole hiilikuitujen yhteydessä yleistynyt.
Hiilikuitutouveja käytetään
muovien lujittamiseen sellaisenaan (esim. kelauksessa ja suulakevedossa) tai
jatkojalostetussa muodossa kudoksina, punoksina tai erilaisina
yhdensuuntaistuotteina.
Aramidi‑ ja
polyeteenikuitulangat
Muovien lujittamiseen
tarkoitetut aramidi‑ ja polyeteenikuidut valmistetaan yleensä kierteettöminä ja
kertaamattomina, jatkuvakuituisina multifilamenttilankoina, jotka sellaisenaan
soveltuvat käytettäväksi esim. kelauksessa ja suulakevedossa. Molemmat kuidut
ovat tekstiilikuitujen kaltaisia ja niitä voidaan helposti jatkojalostaa
tekstiiliteknologisin menetelmin muiksi halutuiksi lujitemuodoiksi. Lankojen
numero ilmoitetaan tex‑luvulla, mutta myös denier‑luku on edelleen käytössä.
Denier‑luku ilmoittaa montako grammaa 9000 metriä lankaa painaa (denier =
g/9000 m).
Muovien lujittamiseen
tarkoitettuja aramidikuitulankoja valmistetaan lankanumeroissa 20…805 tex ja
polyeteenilankoja lankanumeroissa 44…176 tex.
4.1.3 Matot ja pintahuovat
Matto on katkokuiduista,
jatkuvista kuiduista tai molemmista valmistettu tuote, joka on sidottu joko
kemiallisesti, mekaanisesti tai lämmöllä sulattamalla. Mekaanisia sidontatapoja
ovat lähinnä neulaaminen (needling, felting), joka voi tapahtua joko neuloilla
tai vedellä tai tikkaus (stitch bonding). Pintahuovat ja muut vastaavat tuotteet
valmistetaan tavallisesti katkokuiduista. Mattojen pinta‑alamassat eli
neliöpainot ovat yleensä yli 100 g/m2 ja pintahuopien alle 100 g/m2.
Tyypillistä näille lujitteille on, että kuidut ovat satunnaisesti suuntautuneet
tai kuitujen suuntaus on suhteellisen vähäistä. Näiden tuotteiden valmistukseen
käytetään sekä märkä‑ että kuivamenetelmiä. Mattoja käytetään pääsääntöisesti
lujitteena, huopia laminaatin pintaominaisuuksien ja pinnan laadun
parantamiseen tai muuttamiseen.
Pintahuovat
Pintahuovat valmistetaan usein
asiakkaan tarpeiden mukaan kehitettyinä tuotteina. Kuitu‑ ja sideainevalikoima
on erittäin laaja. Samassa tuotteessa voidaan myös yhdistellä eri kuituja ja
jopa täyteaineita keskenään. Kuitupituudet voivat vaihdella laajalla alueella
ja jatkuvia kuituja sekä katkokuituja voidaan sekoittaa keskenään. Kuituina
käytetään mm. lasi‑, hiili‑ ja aramidikuituja, keraamisia kuituja, metalli‑ ja
mineraalikuituja, selluloosa‑, viskoosi‑ ja polyesterikuituja sekä PVAL‑, PP‑,
PE‑, PA‑, PEEK‑ ja PBI‑kuituja. Myös värillisiä pintahuopia on
valmistuksessa. Sideaineina ovat mm.
epoksit, polyesterit, akryylit, fenolit ja polyvinyylialkoholit sekä erilaiset
tärkkelyspohjaiset ja epäorgaanisiin aineisiin perustuvat sidosaineet. Eniten
käytetään 10…50 g/m2 painoisia pintahuopia.
Matot
Lasikuidun tärkein ja
merkittävin lujitemuoto on katkokuitumatto. Lujitteina käytettävät
lasikuitumatot ovat yleensä pulveri‑ tai emulsiosidottuja katkokuitumattoja
(Chopped Strand Mat, CSM). Lasikuitumaton tavallisimmat painot ovat 300…750
g/m2, mutta myös näitä kevyempiä sekä raskaampia mattoja
valmistetaan. Tyypillinen katkokuidun pituus on 50 mm. Mattoja valmistetaan
myös muissa kuitupituuksissa. Lyhyimmät maton valmistukseen käytettävät
lasikuidut ovat vain 3,2 mm (1/8”) pituisia. Erikoistarkoituksiin on saatavissa
mattoja, joissa katkokuitujen lisäksi on myös jatkuvia kuituja. Erilaisilla
mattorakenteilla pyritään parantamaan maton käsiteltävyyttä, muotoutuvuutta ja
mekaanisia ominaisuuksia. Kuidut voidaan sitoa myös lämmöllä sulattamalla tai
mekaanisesti joko neulaamalla tai tikkaamalla. Sidontaa voidaan tällöin
varmistaa kevyellä tuki‑ tai verkkokankaalla.
Emulsiomatto on pehmitetyllä
polyvinyyliasetaattiemulsiolla sidottua lasikuitumattoa. Sen sidonta ja
käsiteltävyys ovat erittäin hyvät ja sitä on helppo repiä. Emulsiomattoa
käytetään eniten veneitä valmistettaessa ja muussa käsinlaminoinnissa.
Pulverimatto on
polyesteripulverilla sidottua lasikuitumattoa. Pulverimattoa käytetään eniten
tehtäessä korroosionkestäviä laminaatteja. Sen käsiteltävyys ei ole yhtä hyvä
kuin emulsiomaton, mistä syystä mm. veneenvalmistajat eivät suosi pulverimaton
käyttöä. Kuitenkin hyvien ominaisuuksiensa vuoksi kevyttä (150…225 g/m2)
pulverimattoa suositellaan käytettäväksi ensimmäisenä mattokerroksena gelcoatin
päällä. Kevyt matto gelcoat-kerroksen ja kudoslujitekerroksen välissä estää
myös lujitteen sidoskuvion peilautumisen tuotteen pintaan. Pulverimaton käyttö
on aina oikea ratkaisu käytettäessä muita laminointihartseja kuin ortohartseja.
Kaikki erikoismatot ovat pulverisidottuja. Tällaisia ovat mm. jatkuvaan
laminointiin, kuumapuristukseen ja suulakevetoon sekä korroosionkestävien
laminaattien valmistukseen tarkoitetut lasikuitumatot.
Lasikuidusta valmistettuja,
kemiallisesti sidottuja jatkuvakuitumattoja (Continuous Filament Mat, CFM)
käytetään lujitteena kylmä‑ ja kuumapuristuksessa sekä RTM‑prosessissa ja
muissa injektointimenetelmissä. Jatkuvakuitumatto on ilmavaa, kuohkeaa ja
joustavaa. Sen muotoutuvuus on hyvä ja valmistuksessa on laatuja, jotka
soveltuvat lujiteaihioita (preform) käyttäviin menetelmiin. Jatkuvakuitumatto
kestää hyvin hartsin suuren virtauspaineen, koska maton rakenteellinen lujuus
on jatkuvien kuitujen ansiosta erittäin suuri. Jatkuvakuituisen lasikuitumaton
tavallisimmat painot ovat 225, 300 ja 450 g/m2 ja vastaavan
hiilikuitumaton 100…300 g/m2.
4.1.4 Kudokset
Tavanomaiset muovien
lujittamiseen käytettävät kudotut kankaat eli kudokset ovat kaksiaksiaalisia
tasorakennelmia, jotka muodostuvat kahdesta toisiaan vastaan kohtisuorassa
olevasta lankajärjestelmästä, joiden langat risteilevät toistensa yli ja ali
käytetyn sidoksen mukaisesti. Tuotteen pituussuunnassa kulkevia lankoja
kutsutaan loimilangoiksi ja poikittaissuunnassa kulkevia lankoja kudelangoiksi.
Kudos voi olla tasavaltainen tai suunnattu. Tasavaltaisessa kudoksessa on sama
tai lähes sama määrä lujitetta sekä loimi‑ että kudesuunnassa. Suunnatussa
kudoksessa enemmistö lujitteesta, jopa yli 95 % on joko loimi‑ tai
kudesuunnassa. Kudoksien painot ja leveydet vaihtelevat käyttötarkoituksesta
riippuen. Lasikuitulankakudokset ovat painoltaan tavallisesti 25…600 g/m2,
lasikuiturovingkudokset 400…900 g/m2, hiilikuitukudokset 90…900
g/m2 ja aramidikuitukudokset 60…320 g/m2. Yleisimmät
nauhakudoksien leveydet ovat 10…210 mm ja muiden kudoksien 800…1500 mm.
Kudokset ovat pinnoiteaineella
käsiteltyjä tai käsittelemättömiä lujitekuidusta ja kudoksen
käyttötarkoituksesta riippuen. Tekstiilipinnoiteaineella käsitellyistä
langoista valmistetut kudokset joudutaan jälkikäsittelemään. Tärkkelyspitoinen
pinnoite on poistettava kudoksesta lujitekuidusta riippuen joko pesemällä tai
polttamalla. Polton jälkeen lasikuitukudos on käsiteltävä sopivalla tartunta‑aineella.
Hiilikuidusta, lasikuiturovingista ja silaanikäsitellystä lasilangasta
valmistetut kudokset eivät vaadi jälkikäsittelyä. Kudoksia, kuten
jatkuvakuitumattoja sekä multiaksiaalikankaita on saatavissa myös
esimuovaukseen soveltuvina pulverikäsiteltyinä preformeina. Pulverointi voi
olla joko yhdellä tai molemmilla puolilla. Pulveri voi olla käyttökohteesta
riippuen epoksia, polyesteriä tai kestomuovia (tavallisesti polypropeenia).
Lujitekudoksissa käytettävät
sidosrakenteet ovat yksinkertaisia ja niitä on vain muutama (kuva 4.3).
Lankojen ja lankalukujen ollessa samat kudoksen taipuisuus riippuu sen
sidosrakenteesta eli lankojen risteilystä. Yleisimpiä rakenteita ovat palttina-,
toimikas- ja satiinisidokset.
Palttinasidos eli 2‑vartinen
sidos (plain weave) on yksinkertaisin kaikista sidoksista. Siinä jokainen lanka
kulkee vuorotellen toisen lankajärjestelmän lankojen alta tai päältä.
Panamasidoksessa (basket weave) kulkee sekä loimi‑ että kudesuunnassa kaksi tai
useampia palttinan tapaan sitoutuvia lankoja rinnakkain.
Toimikassidokselle (twill weave)
on tyypillistä sidoksen aiheuttamat toimiviivat, jotka kulkevat vinottain
kudoksen reunasta reunaan. Diagonaalissa toimiviiva on jatkuva ja
ristitoimikkaassa siksak-kuvion muotoinen. Jokainen loimilanka muodostaa
vähintään kahden kuteen yli ulottuvan nastan joko kudoksen oikealle tai
nurjalle puolelle tai molemmille puolille.
Satiinisidokselle (satin weave)
on tyypillistä pitkät lankajuoksut kudoksen molemmilla puolilla. Sidospisteitä
on vähemmän kuin toimikassidoksessa. Lujitteina käytetään lähinnä 5‑ ja 8‑vartisia
satiinisidoksisia kudoksia sekä kudosta, jonka sidosta kutsutaan 4‑vartiseksi
satiiniksi (4 harness satin tai crowfoot).
Lintuniisisidoksessa (leno
weave) loimilangat normaalin sitoutumisen lisäksi tekevät kiertoliikkeen
viereisten loimilankojen kanssa.
Taulukon 4.2 mukaisesti
palttinasidos on edellä kuvatuista sidoksista rakenteeltaan stabiilein ja
samalla muotoutuvuudeltaan ja kastuvuudeltaan huonoin. Satiinisidokset ovat
taas taipuisimpia ja muotoutuvat parhaiten kaksoiskaareviin ja muihin
muodoltaan hankaliin pintoihin.
Taulukko 4.2Sidosrakenteen ja kudoksen ominaisuuksien riippuvuus toisistaan.
Kuva 4.3Lujitekudoksien sidosrakenteet.
Tavanomaisissa kudoksissa lujitekuidut risteilevät toistensa kanssa käytetyn sidosrakenteen mukaisesti. Lujittamisen kannalta ihanteellista olisi, että kuidut olisivat suorassa. Yhdensuuntaiskudoksissa tämä ideaalitilanne on tarvittaessa toteutettavissa käyttämällä toisessa lankajärjestelmässä ohutta ja taipuisaa lankaa ja harvaa kudontaa. Myös tasavaltaisissa kudoksissa voidaan ohuiden ja taipuisien kude‑ ja loimilankojen avulla sitoa loimi‑ ja kudesuunnassa kulkevat ja toistensa kanssa risteilemättömät varsinaiset lujitekuidut siten, että kaikki lujittavat kuidut kulkevat mahdollisimman suorassa. Tällaisen kudosrakenteen periaate on esitetty kuvassa 4.4. Mahdollista on myös liittää yhteen kaksi yhdensuuntaiskangasta tikkaamalla siten, että kankaan päälujitesuunnat ovat tavanomaiset 0º ja 90º. Yhdensuuntaislujitteita valmistetaan tavanomaisen kudonnan lisäksi myös siten, että loimisuunnassa kulkevat varsinaiset lujitteet (langat, rovingit, touvit) sidotaan toisiinsa halutun levyiseksi lujitteeksi ompelemalla, tikkaamalla tai liimaamalla.
Kuva 4.4Tasavaltainen kudos, jossa varsinaiset lujitekuidut eivät risteile toistensa kanssa.
4.1.5 Double Bias ja moniaksiaalikankaat
Kaksiaksiaalisen kudoksen kaksi
lankajärjestelmää voivat olla myös muussa asennossa toistensa suhteen kuin
kohtisuoraan toisiaan vasten. Näin on laita mm. kankaissa, joissa lujitteet
ovat +45º/-45º kulmissa (double bias). Näiden lisäksi on valmistuksessa laaja
valikoima muovien lujittamiseen tarkoitettuja kolmi‑ tai neliaksiaalisia
kankaita, joita kutsutaan moniaksiaalikankaiksi (multiaxial).
Kolmiaksiaalisessa kudoksessa on
kolme lankajärjestelmää, jotka voivat olla toisiinsa nähden 60°:n kulmassa tai esimerkiksi
0º/+45º/-45º kulmissa (kuva 4.5). Neliaksiaalisessa (quadraxial) kudoksessa
lankajärjestelmien suunnat ovat tyypillisesti 0°/+45°/90°/‑45°. Neliaksiaalista kudosta
kutsutaan usein kvasi‑isotrooppiseksi (quasi‑isotropic). Nämä kankaat
valmistetaan lanka‑ tai kuitukimppukerroksista, jotka sidotaan toisiinsa
neulomalla tai tikkaamalla käyttäen sidelankana ohutta ja taipuisaa lankaa.
Rakenteen etuna on se, että varsinaiset lujitekuidut eivät risteile toistensa
kanssa ja ne voidaan kerroksittain asettaa eri suuntiin. Lanka‑ tai
kuitukimppukerroksiin voidaan liittää myös mattokerros. Rakenne antaa siten
mahdollisuuden moniin muunnelmiin ja myös eri lujitekuitujen käyttöön samassa
tuotteessa. Markkinoilla on laaja valikoima erilaisia moniaksiaalikankankaita.
Kankaiden neliöpainot ovat tavallisesti 300…1300 g ja niitä käytetään mm.
käsinlaminoinnissa, RTM-menetelmissä sekä muissa injektointimenetelmissä.
Moniaksiaalikankaita voidaan
valmistaa periaatteessa kahdella eri menetelmällä. Toisessa kudesuuntainen
yhdensuuntaiskangas vedetään erikoiskoneessa 45º kulmaan. Sen jälkeen kaksi
kangasta asetetaan päällekkäin ja liitetään tikkaamalla toisiinsa niin, että
kuitusuunnat lopullisessa lujitekankaassa ovat +45º ja -45º kulmissa (kuva 4.6).
Näin saadaan ns. double bias-kangas. Menetelmällä voidaan valmistaa myös
kolmiaksiaalisia lujitteita lisäämällä edellisiin kerros 0º tai 90º asteeseen
kudottua yhdensuuntaiskangasta. Molemmat lisäämällä saadaan neliaksiaalinen
kangas. Samaan tulokseen päästään tikkaamalla +45º/-45º kerroksien kanssa
yhteen tasavaltaiseksi kudottu 0º/90º kangas. Toisessa valmistusmenetelmässä
käytetään erikoiskutomakoneita (Liba, Malimo, Mayer jne), joissa lujitekuidut asetetaan
kerroksittain toistensa päälle halutussa suunnassa ja kerrokset sidotaan
toisiinsa samanaikaisesti loimineulomalla (kuva 4.6).
Kuva 4.5Kolmiaksiaalisen kudoksen sidosrakenteita.
Kuva 4.6Moniaksiaalikankaiden valmistusmenetelmät.
4.1.6 Punokset
Punotut lujitteet ovat letkuja
tai nauhoja, jotka on valmistettu yhdestä lankajärjestelmästä, loimesta,
palmikoimalla langat vinosti tuotteen pituussuuntaan nähden siten, että ne
kulkevat toistensa yli ja ali joko koko tuotteen leveydeltä tai vain sen
osalta. Punosrakennetta voidaan lujittaa pituussuunnassa syöttämällä punokseen
kolmas lankajärjestelmä. Punos voi olla kaksi‑ tai kolmiaksiaalinen riippuen
siitä montako lankajärjestelmää on käytössä. Kuvassa 4.7 on esitetty
tyypillinen nauhapunoksen rakenne.
Kuva 4.7Nauhapunoksen rakenne.
Punos määritellään ilmoittamalla
käytetyn lujitteen lisäksi punoksen leveys tai halkaisija (mm), kuitujen
suuntaus (°) sekä punoksen paino (g/m). Letkupunoksissa punoksen paino
ja halkaisija määritetään yleensä kuitusuuntia ± 45° vastaten. Letkupunonta sallii
kuitenkin kuitujen liikkumisen niin, että kuitujen suuntaus voi vaihdella
alueella 25…75º. Punoksia käytetään
tuotteissa, joilta edellytetään hyviä vääntö‑ ja leikkausominaisuuksia.
Tyypillisiä sovellutuskohteita ovat urheiluvälineteollisuuden tuotteet sekä
koneenrakennuksen ja auto‑ ja ilmailuteollisuuden tarvitsemat erilaiset putket,
profiilit ja profiilikappaleet.
4.1.7 Neulokset
Neulos on silmukoista valmistettu tuote. Neulomistavan mukaan neulokset jaetaan kahteen pääryhmään: kude‑ ja loimineuloksiin. Kudeneulos voidaan periaatteessa valmistaa yhdestä langasta, joka kulkee tuotteen reunasta reunaan silmukoita muodostaen. Loimineuloksessa on suuri määrä lankoja ja silmukat muodostetaan neuloksen pituussuunnassa. Kuvassa 4.8 on esitetty yksi tyypillinen sidos molemmista neulosryhmistä.
Kuva 4.8Loimi‑ ja kudeneuloksen periaate.
Erilaisia sidosrakenteita ja
niiden muuntelumahdollisuuksia on molemmissa pääryhmissä lukuisia. Yleensä
neulokset ovat nopeita valmistaa ja saatu tuote on taipuisa ja erittäin hyvin
muotoutuva. Neulontateknologia antaa myös mahdollisuuden valmistaa tuote
haluttuun muotoon; neulosta voidaan kaventaa tai leventää tarpeen mukaan ja
neulos voi olla tasomainen tai letkumainen. Neuloksen tiiviyttä ja
stabiilisuutta voidaan säädellä erittäin laajalla alueella.
Muovien lujittamiseen käytettävissä neuloksissa lujitekuidut ovat yleensä täytelankoina tai kuitukimppuina, jotka kulkevat suoraan eivätkä sitoudu muiden lankojen kanssa. Lujitekuidut voivat kulkea sekä rivien että vakojen suunnassa. Myös muut kuin yksi‑ tai kaksiaksiaaliset rakenteet ovat mahdollisia. Itse neulos muodostetaan ohuesta langasta, jonka tehtävänä on pitää lujitekuidut paikoillaan neuloksen käsittelyn ja komposiitin valmistuksen aikana. Loimineulontaa käytetään hyväksi mm. moniaksiaalikankaiden valmistuksessa, joissa lujitekuidut ovat kerroksittain haluttuun suuntaan aseteltuina (ks. 4.1.5). Kuvassa 4.9 on esitetty esimerkki loimi‑ ja kudeneuloksista, joissa lujitekuidut ovat täytelankoina tai kuitukimppuina.
Kuva 4.9Esimerkki (a) loimi‑ ja (b) kudeneuloksista, joissa lujitekuidut kulkevat suoraan sitoutumatta muiden lankojen kanssa.
4.1.8 Liimakankaat
Liimakankaat ovat
yhdensuuntaislujitteita, joissa kaikki lujitekuidut kulkevat loimi‑ eli
pituussuunnassa. Liimakankaat valmistetaan kuitukimpuista tai langoista, jotka
asetetaan vierekkäin ja sidotaan toisiinsa joko kapeilla teipeillä, liimanauhoilla
tai sopivalla sideaineella. Kuitujen sidonnassa voidaan käyttää apuna myös
hyvin kevyitä huopia tai verkkoja. Lujitemuodon suurimpana etuna on se, että
kaikki kuidut kulkevat suorassa.
4.1.9 3‑D lujitteet
3‑dimensioisia lujitteita
voidaan valmistaa kutomalla, punomalla ja neulomalla. 3‑D lujitteet ovat täysin
integroituja, jatkuvista lujitekuiduista valmistettuja tuotteita, joissa
kuitujen suuntaus on moniaksiaalista lujitteen tasossa ja tasosta ulospäin. 3‑D
lujitteiden kehitys alkoi 1960‑luvulla lentokone‑ ja myöhemmin avaruus‑ ja
autoteollisuuden tarpeesta saada käyttöönsä lujitteita, joilla voitaisiin
merkittävästi parantaa laminaattien kerrostenvälistä leikkauslujuutta (ILSS) ja
sen seurauksena nostaa valmistettavien komposiittien vaurionsietokykyä. Kuvassa
4.10 on muutamia esimerkkejä erilaisista kudotuista 3‑D rakenteista.
3‑D lujitekudoksia valmistetaan
konventionaalisella tavalla kutomalla useammalla loimella (kuva 4.10 A) tai
käyttämällä tähän tarkoitukseen kehitettyjä erikoiskoneita, joilla voidaan
valmistaa vain tiettyjä tuotteita, jotka muodoltaan voivat olla suorakulmaisia
(kuva 4.10 B) tai sylinterimäisiä (kuva 4.10 C).
Kuva 4.10Erilaisia 3‑D kudosrakenteita.
3‑D neuloksia valmistetaan sekä
kude‑ että loimineulonnalla. Kudeneuloksien (kuva 4.9 b) suurin etu on niiden
erinomainen muotoiltavuus. Haittana on pöyheys, jonka seurauksena
lujitepitoisuus jää komposiitissa alhaisemmaksi kuin muilla vastaavilla
lujitemuodoilla. 3‑D loimineulosten (kuva 4.9 a) merkitys on kudeneuloksia
suurempi ja kehitys on keskittynyt näihin lujitteisiin.
Punotuista 3‑D tuotteista tunnetuimpia ovat tiivistepunokset, jotka valmistetaan kolmesta tai useammasta lankajärjestelmästä. Tästä on kehitetty punottujen 3‑D lujitteiden nykyiset valmistusmenetelmät, joilla saadaan aikaan laaja valikoima erilaisia ohuita tai paksuja punottuja lujitteita, joiden muoto voi vaihdella yksinkertaisesta hyvinkin monimutkaiseen (kuva 4.11). Kuitujen suuntaus on punotuissa 3‑D lujitteissa vapaasti valittavissa. Tarvittaessa punokseen voidaan lisätä myös 0° suuntaan kulkevia lujitekuituja.
Kuva 4.11 Esimerkkejä 3-D-punoksista valmistetuista profiilimuodoista.
Muovikomposiittien käyttö rakenteellisissa sovelluksissa