Komposiitin rakenteellinen toimivuus perustuu aineosien välisiin liimaliitoksiin. Liimaus on luonnollinen tapa myös osien liittämiseen, mikäli liitoksen ei tarvitse olla purettava. Monesti purettavuus on kuitenkin välttämätöntä. Tällöin osat liitetään toisiinsa mekaanisin liitoksin.
6.9.1 Mekaaniset liitokset
Komposiittirakenteiden mekaaniset liitokset ovat periaatteessa samanlaisia kuin metallirakenteissa, ts. pultti- niitti- ja ruuviliitoksia sekä erilaisia pikaliitoksia. Liitosten ominaisuudet ovat kuitenkin jossain määrin erilaisia johtuen komposiittimateriaalien hauraudesta ja lujuusominaisuuksien suuntaisuudesta.
Liitostyypit ja liitoksen pettämismekanismit
Tavanomaisimpia mekaanisia liitoksia ovat leikkausliitokset. Näistä yksinkertaisimpia ovat yksi- ja kaksipuoliset limi- ja palstaliitokset (kuva 6.46). Liitosalueen geometrian määrittelevät kuvan 6.47 mukaisesti reikäkoko, liittimien reunaetäisyydet ja liittimien väliset etäisyydet.

Kuva 6.46 Kaksi- ja yksipuolinen mekaaninen limi- ja palstaliitos.
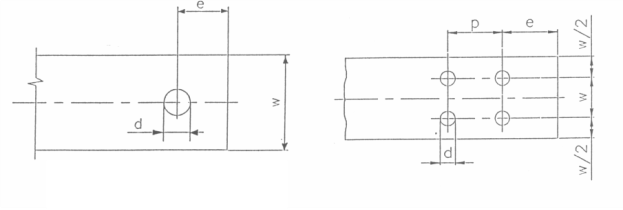
Kuva 6.47 Liitosalueen geometriset määrittelyt.
Liitoksen pettämistapa riippuu materiaaleista, kuitusuuntauksista ja liitosgeometriasta. Kuvan 6.48 mukaisesti mahdollisia pettämismekanismeja ovat:
(1) levyn vetokannasten murtuma,
(2) levyn leikkauskannaksen murtuma,
(3) levyn halkeaminen eli veto- ja leikkauskannaksen murtuman yhdistelmä,
(4) liitinreiän reunan murtuma eli reunapuristusmurtuma,
(5) liittimen läpiveto, ja
(6) liittimen pettäminen.
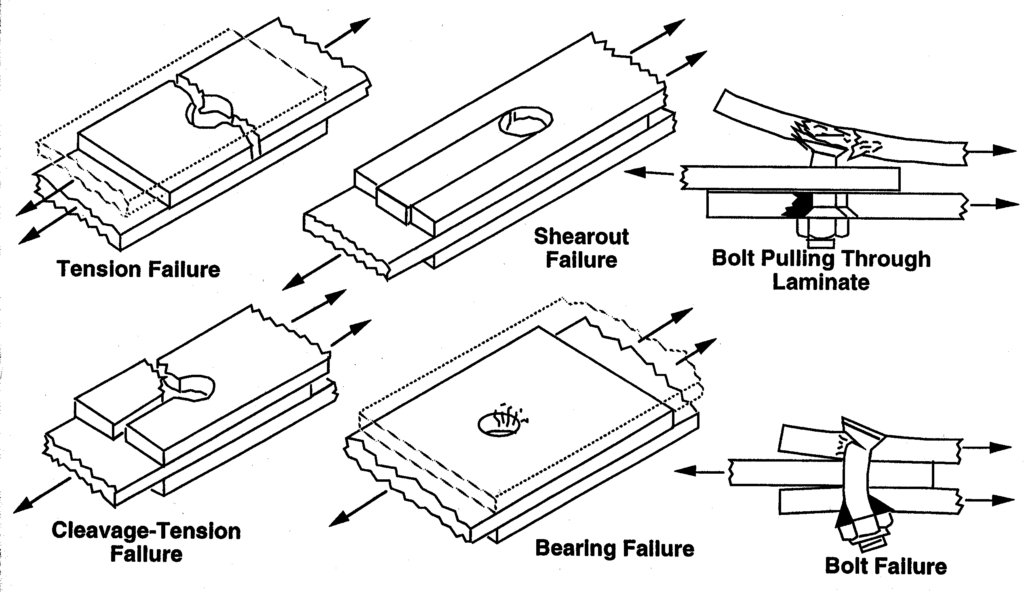
Kuva 6.48 Mekaanisen liitoksen pettämismekanismit.
Liitoksen kantavuus
Laminaattien välisen liitoksen kantavuuteen vaikuttaa oleellisesti liitettävän laminaatin rakenne. Vetokannasten kestävyyteen vaikuttavat eniten laminaatin vetolujuus ja suhteellinen reunaetäisyys w/d (ks. kuva 6.47). Leikkauskannaksen kestävyys taas riippuu eniten laminaatin leikkauslujuudesta ja suhteellisesta reunaetäisyydestä e/d (ks. kuva 6.47). Halkeamiskestävyyteen vaikuttavat kummatkin reunaetäisyydet sekä laminaatin lujuudet pituussuunnassa, poikittaissuunnassa ja leikkauksessa. Reunapuristusmurtuman aiheuttava kuorma riippuu lähinnä laminaatin puristuslujuudesta, liittimen ja reiän välisestä toleranssista ja liittimen kiristyksestä. Liittimen läpiveto on todennäköinen pettämistapa erityisesti, kun liittimen kannat ovat pienet eikä aluslevyjä käytetä. Liittimen kestävyyteen vaikuttavat luonnollisesti liitosgeometrian ohella liittimen halkaisija ja materiaali. Geometrialtaan normaaleissa liitoksissa liitin on varsin harvoin liitoksen heikoin lenkki.
Laminaattirakenteen vaikutusta liitoksen pettämismuotoon havainnollistaa kuva 6.49, jossa on esitetty [0/45/-45]SE-tyyppisen laminaatin lujuus ja pettämismuoto ±45-kerrosten suhteellisen osuuden funktiona. Reunaetäisyydet liitoksessa ovat e/d = w/d = 4. Kuvan mukaisesti leikkauskannas pettää ensimmäisenä, kun ±45-kerrosten suhteellinen osuus on pieni eli laminaatin leikkauslujuus alhainen. Vetokannakset taas pettävät ensin kun ±45°-kerrosten suhteellinen osuus on suuri eli laminaatin vetolujuus alhainen. Kun ±45°-kerrosten suhteellinen osuus valitaan sopivasti, pettäminen tapahtuu reunapuristusmurtumana.
Kuvissa 6.50 ja 6.51 on esitetty eräiden hiilikuitu/epoksi-laminaattien mekaanisen liitoksen lujuus reunaetäisyyksien w/d ja e/d funktiona. Lujuus on esitetty reunapuristusjännityksenä liitoksen pettämishetkellä. Vastaavat esitykset lasikuitu/epoksi-laminaattien mekaanisen liitoksen lujuudelle ovat kuvissa 6.52 ja 6.53. Kuvaajien nouseva osa osoittaa alueen, jolla pettäminen tapahtuu kannaksen murtumana. Vaakasuoralla osuudella pettämismuoto on reunapuristusmurtuma, johon kannaksen leventäminen ei enää vaikuta. Kuvan 6.50 mukaisesti ±45°-tyyppisellä hiilikuitu/epoksi-laminaatilla reunaetäisyyden w/d on oltava yli 5, jotta kannakset eivät pettäisi ennen reunapuristusmurtumaa. Kuvan 6.51 mukaisesti reunaetäisyyden e/d on oltava samaa suuruusluokkaa, jotta suhteellisesti vähiten ±45°-kerroksia sisältävä laminaattikin kestäisi reunapuristusmurtumaa vastaavan kuorman ilman leikkauskannaksen murtumaa. Lasikuitulujitettujen laminaattien liitoksissa tarvittavat reunaetäisyydet ovat samaa suuruusluokkaa (kuvat 6.52 ja 6.53).
Kuva 6.54 esittää eri materiaaleista valmistettujen laminaattien liitoslujuuksia reunaetäisyyden w/d funktiona. Kuvan mukaisesti raaka-aineiden vaikutus reunapuristuslujuuteen on merkittävä. Kuvan 6.55 mukaisesti reunapuristuslujuuteen vaikuttaa oleellisesti myös liittimen kiristysvoima.
Lopuksi on huomattava, että liitoksen kuormittuminen ja kantavuus riippuvat materiaalien ohella merkittävästi liitoksen geometriasta. Erityisesti pitkissä liitoksissa liittimet kuormittuvat hyvin epätasaisesti, ellei kuormittumista tasoiteta esim. liitettäviä levyjä viistämällä (kuva 6.56).
Kuva 6.49 [0/45/-45]SE-tyyppisen hiilikuitu/epoksi-laminaatin lujuus ja pettämismuoto ±45-kerrosten suhteellisen osuuden funktiona. [13]

Kuva 6.50 Hiilikuitu/epoksi-laminaattien mekaanisen liitoksen lujuus reunaetäisyyden w/d funktiona. [14]

Kuva 6.51 Hiilikuitu/epoksi-laminaattien mekaanisen liitoksen lujuus reunaetäisyyden e/d funktiona. [14]

Kuva 6.52 Lasikuitu/epoksi-laminaattien mekaanisen liitoksen lujuus reunaetäisyyden w/d funktiona. [13,15]

Kuva 6.53 Lasikuitu/epoksi-laminaattien mekaanisen liitoksen lujuus reunaetäisyyden e/d funktiona. [13,15]

Kuva 6.54 Eri materiaaleista valmistettujen laminaattien mekaanisen liitoksen lujuus reunaetäisyyden w/d funktiona. [13]

Kuva 6.55 0°/±45°-tyyppisten hiilikuitu/epoksi-laminaattien mekaanisen liitoksen reunapuristuslujuus ruuvin kiristysvoiman (-momentin) funktiona. [14]

Kuva 6.56 Peräkkäisten liittimien kuormittuminen mekaanisessa liitoksessa.
6.9.2 Liimaliitokset
Liimasaumat suunnitellaan siirtämään kuormia osasta toiseen leikkauksella. Liima-aineiden oleellisimpia ominaisuuksia ovatkin tarttuvuuden ohella leikkausjäykkyys ja -lujuus. Sauman kärkeen kohdistuu useimmiten repiviä/kuorivia kuormia, mistä syystä liiman tulisi olla myös joustavaa ja kantaa kohtuullisesti vetokuormaa. Yhteenveto yleisimpien liima-aineiden ominaisuuksista on esitetty kappaleessa 3.7.
Liitostyypit ja liitoksen pettämismekanismit
Laminaattien liimaliitokset ovat tavallisesti limisaumoja tai palstasaumoja. Joskus lujitemuovirakenteita liitetään toisiinsa myös laminoimalla, jolloin sauma on palstasauman tyyppinen. Esimerkkejä liitostavoista on kuvassa 6.57.

Kuva 6.57 Liimaliitoksia.
Liimaliitoksen pettämisen voi aiheuttaa liima-aineen lujuuden ylitys, jolloin murtumaa kutsutaan koheesiomurtumaksi. Adheesiomurtumalla tarkoitetaan liima-aineen ja liimattavan pinnan välisen tartunnan pettämistä. Mikäli laminaatin kerrostenvälinen leikkauslujuus on alhainen, liimattu kohta voi pettää myös laminaatin sisältä kerrostenvälisenä murtumana (kuva 6.58).

Kuva 6.58 Liimaliitoksen pettäminen laminaatin kerrostenvälisenä murtumana.
Liitoksen kantavuus
Liimasauman kuormittuminen riippuu voimakkaasti sauman geometriasta. Kuvan 6.59 mukaisesti liimasauma kuormittuu aina eniten päistään. Lyhyessä liimasaumassa jännitysjakautuma on suhteellisen tasainen pitkän sauman ollessa keskiosaltaan vain vähän kuormitettu. Geometrisista syistä tukematonta epäsymmetristä liimasaumaa rasittaa myös taivutus, joka aiheuttaa sauman päihin repiviä kuormia (kuva 6.60). Taivutusmomentti ja repimisefekti ovat sitä voimakkaampia, mitä epäsymmetrisempi sauma on.

Kuva 6.59 Liimaliitoksen pituuden vaikutus sauman leikkausjännitysjakautumaan.

Kuva 6.60 Taivutuksen aiheuttama repimisefekti epäsymmetrisessä liimasaumassa.
Sauman leikkausjännitysjakaumaa voidaan arvioida laskennallisesti kohtuullisella tarkkuudella. Lyhyen sauman kuormittumista voidaan karkeasti arvioida olettamalla liimattavat levyt jäykiksi ja leikkausjännitys saumassa vakioksi. Saumaa rasittavaksi keskimääräiseksi leikkausjännitykseksi saadaan näin

(6.17)
missä P on saumaa rasittava kuorma, b on sauman leveys ja l sauman pituus.
Pitkän liimasauman leikkausjännitysjakaumaa voidaan arvioida olettamalla liimattavat levyt puhtaasti veto- tai puristusrasitetuiksi ja liima-aine puhtaasti leikkausrasitetuksi. Levyn ja liima-aineen oletetaan lisäksi käyttäytyvän lineaariselastisesti eli venymät ja liukuma oletetaan suoraan verrannollisiksi jännityksiin.
Merkitsemällä kuvan 6.61 mukaisesti liimattavien levyjen paksuuksia t1:llä ja t2:lla, liimasauman paksuutta h:lla, liimattavien levyjen kimmomoduleja E1:llä ja E2:lla sekä liima-aineen liukumodulia G:llä, saadaan pitkän liimasauman leikkausjännitykselle kuvan 6.61 koordinaatistossa [16]

(6.18)
missä

(6.19a,b)
Kun liimattavat levyt ovat samaa materiaalia (E1 = E2 = E) ja saman paksuiset (t1 = t2 = t), lauseke (6.18) supistuu muotoon

(6.20)
Lausekkeen (6.20) mukaisesti pitkän sauman keskellä (x = 0) leikkausjännitys t » 0. Sauma pidentyessä leikkausjännitys sauman päässä lähenee arvoa

(6.21)

Kuva 6.61 Leikkausjännitysjakautuman määrityksessä käytetty liimasauman määrittely.
Kun liimasauman kuormitusta nostetaan, liima-aine alkaa myötää. Jännitystilaa myötämisen alettua arvioidaan tavallisesti olettamalla myötävän liima-aineen käyttäytyvän ideaaliplastisesti (kuva 6.62). Tällä oletuksella liimasauman päähän syntyy myötämisen kautta tasaisesti kuormaa kantava alue (kuva 6.63), joka pitenee kunnes sauma pettää, kun liukuma sauman päissä saavuttaa murtoa vastaavan arvon. Malliin perustuva murtokuorman arviointi on esitetty mm. lähteessä [17].
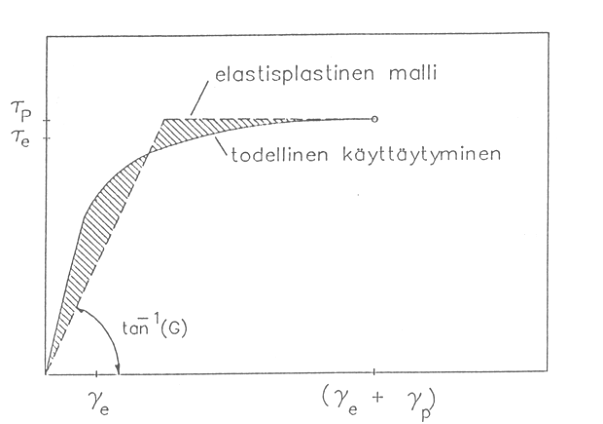
Kuva 6.62 Liima-aineen tyypillinen leikkausjännitys/liukuma-käyrä ja sen ideaalinen elastisplastinen approksimaatio.
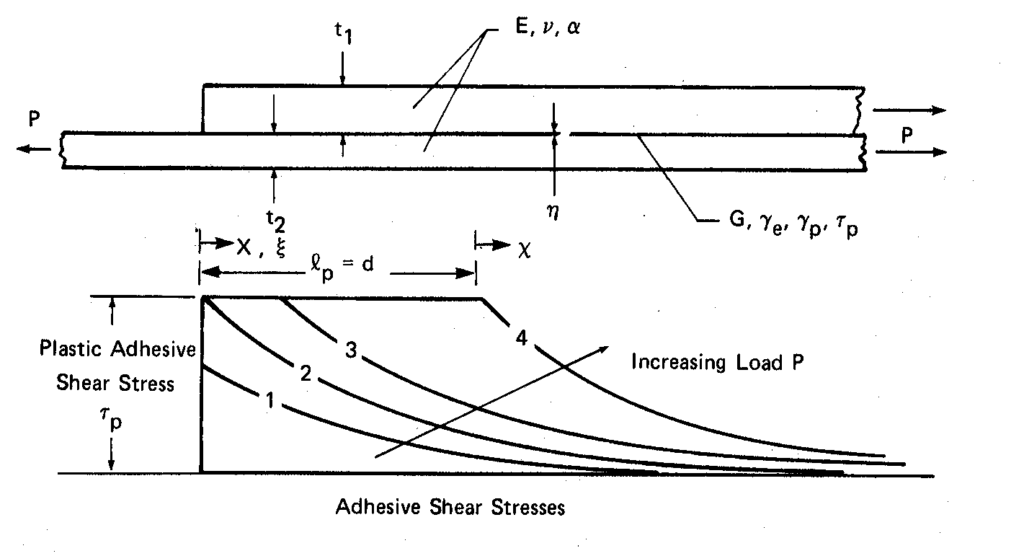
Kuva 6.63 Leikkausjännitysjakautuma osittain plastisoituneessa liimasaumassa, kun liima-aine on oletettu ideaalisesti elastisplastiseksi.