Laadunhallinnalla tarkoitetaan kaikkia niitä koordinoituja toimenpiteitä, joilla organisaatiota suunnataan ja ohjataan laatuun liittyvissä asioissa [1]. Laadunhallinnan oleelliset elementit ovat (1) laadun suunnittelu, (2) laadunohjaus, (3) laadunvarmistus ja (4) laadun parantaminen. Laadunhallintaa voidaan toteuttaa eri lähtökohdista. Teollisuudessa lähtökohtana ovat useimmiten ISO-standardit, jotka määrittelevät järjestelmien perusteet ja vaatimukset sekä antavat suuntaviivat laadunhallintajärjestelmän toteutukselle. [1-3]
Laadunhallintajärjestelmän tulee kattaa organisaation koko toiminta. Tässä yhteydessä tarkastellaan vain yhtä osa-aluetta eli komposiittirakenteiden tuotannon laadunhallintaa. Siihen sisältyvät oleellisina osina (1) materiaalien, (2) valmistusprosessien ja (3) lopputuotteen laadunhallinta.
10.4.1 Yleisperiaatteet
Kaikkien tuotteiden laadunhallintaa ei kannata toteuttaa samalla tavoin. Tuotannon laadunhallinta pohjautuukin tuotteen vaativuuteen. Tavallisesti tuotteet jaetaan vaativuusasteen mukaan kolmeen luokkaan, jotka voidaan yleisesti nimetä korkeaksi, normaaliksi ja matalaksi vaativuusluokaksi. Luokat määritellään usein myös roomalaisin numeroin (I, II ja III) tai arabialaisin numeroin (1, 2 ja 3). Seuraavassa luokkien tunnisteena käytetään roomalaisia numeroita.
Tuotteen vaativuusluokka määritellään usein sen vaurioitumisen seuraamusten perusteella. Tähän pohjautuva, yleisesti käytössä oleva luokitus on esitetty taulukossa 10.1. Tyypillinen esimerkki luokan I tuotteesta on lentokoneen päärakenne, esimerkiksi siipirakenne. Luokan II tuote voi olla esimerkiksi veneen runko. Luokkaan III sisältyvät mm. erilaiset muotosuojat ja ei-haitallisten materiaalien säilytysastiat. Laadunhallintaan voivat vaikuttaa myös muut tekijät. Esimerkiksi suuren kappaleen valmistuksen epäonnistuminen voi aiheuttaa suuria taloudellisia tappioita, jolloin tuote kannattaa tarvittaessa sijoittaa taulukon 10.1 luokitusta korkeampaan luokkaan.
Taulukko 10.1 Tuotteiden vaativuusluokittelu vaurioitumisen seuraamusten perusteella.

10.4.2 Raaka-aineet
Raaka-aineiden laadun suunnittelun yleisenä periaatteena on määrittää kaikille raaka-aineille vaatimukset, jotka johdetaan tuotteelle ja tuotannolle asetetuista vaatimuksista. Komposiittituotteen osalta tämä tarkoittaa lujitteille, matriisimuoville sekä mahdollisille täyte- ja lisäaineille asetettuja vaatimuksia. Vaatimukset määritellään niin yksikäsitteisesti kuin mahdollista, mieluiten numeerisesti määritettävissä olevien ominaisuuksien sallittuina arvoina. Vaatimukset kootaan kunkin raaka-aineen osalta materiaalispesifikaatioksi, joka vaadittujen ominaisuuksien ohella määrittelee menetelmät, joilla vaatimusten täyttyminen varmistetaan.
Taulukkoon 10.2 on koottu raaka-aineominaisuuksia, joille komposiittirakenteen materiaalispesifikaatioissa tyypillisesti asetetaan vaatimuksia. Taulukossa on myös esitetty suositukset koskien laadunvarmistustoimenpiteiden tulosten kirjausta. Taulukon mukaisesti tärkeitä hartsin ja kovetteen ominaisuuksia ovat mm. viskositeetti, ulkonäkö ja ikä. Lujitetuotteelle määriteltäviä ominaisuuksia ovat kuituominaisuuksien ohella geometria (esim. kudoksen geometria), neliömassa, pinnoiteaineen ja mahdollisen sideaineen määrä sekä kosteuspitoisuus. Hartsi/kovete-seoksen ominaisuuksista oleellisia ovat määriteltyä käyttöä vastaten mm. geeliaika, eksotermin huippulämpötila, saavutettava kovuus sekä saavutettavat lujuus- ja lämmönkesto-ominaisuudet. Vastaavat ominaisuudet ovat oleellisia lujitteen ja matriisin yhdistelmälle. Näille ominaisuuksille asetettujen vaatimusten täyttyminen tarkistetaan koevaloksilla ja –laminaateilla.
Taulukko 10.2 Raaka-aineiden laadunhallintaan liittyvät toimenpiteet eri vaativuusluokan tuotteille.

Vaativuusluokan I tuotteiden raaka-aineominaisuudet määritellään hyvin tarkasti. Esimerkiksi taulukkoon 10.2 lyhyesti kirjatut lujuusominaisuudet sisältävät käytännössä monia eri ominaisuuksia. Vaatimusten täyttyminen varmistetaan materiaalierittäin ennen kuin erä otetaan käyttöön. Varmistus tehdään kokeellisesti materiaalispesifikaation määrittelemällä tavalla. Varmistuksen tulokset kirjataan ja talletetaan kaikilta osin.
Vaativuusluokan II tuotteen raaka-aineominaisuudet voidaan määritellä edellä kuvattua väljemmin. Menetelmät, joilla vaatimusten täyttyminen varmistetaan, voivat myös olla yksinkertaisemmat. Joidenkin ominaisuuksien osalta voidaan tyytyä määriteltyyn materiaalitestaukseen ilman tulosten kirjausta ja tallennusta.
Vaativuusluokan III tuotteiden raaka-aineille asetetut vaatimukset ovat luonnollisesti vähäisimmät. Tärkeintä on määritellä raaka-aineiden käyttöominaisuudet niin, että tuotteen valmistus on ongelmatonta. Lujuusominaisuudet voidaan määritellä hyvinkin väljästi. Laadunvarmistustoimenpiteiden tuloksista kirjataan vain tärkeimmät.
Käyttöön hyväksytyt materiaalit varastoidaan niin ikään spesifikaation määrittelemällä tavalla. Ainakin vaativuusluokan I tuotteisiin käytettävä raaka-aine identifioidaan materiaalierittäin. Vanheneviin materiaaleihin merkitään aina sallittu käyttöaika. Kylmässä varastoitavien materiaalien osalta käyttöaikoja on tavallisesti kaksi: toinen ilmaisee sallitun varastointiajan kylmässä, toinen sallitun varastointiajan normaaliolosuhteissa. Mikäli käyttöaika ylittyy, materiaali on käyttökelvotonta. Joissakin tapauksissa vanhentuneen materiaalin käyttöaikaa voidaan jatkaa osoittamalla erikseen määriteltävin toimenpitein, että materiaali edelleen täyttää sille asetetut vaatimukset.
10.4.3 Valmistusprosessi
Valmistuksen laadunhallinnan yleiset periaatteet ovat vastaavat kuin raaka-aineiden laadunhallinnan. Valmistukselle asetetut vaatimukset määritellään prosessispesifikaatioilla. Tarvittaessa spesifikaatiot määrittelevät myös menetelmät, joilla vaatimusten täyttyminen osoitetaan. Spesifikaatioita täydentävät tarvittavat työohjeet.
Valmistuksen laadunhallinnan tulee kattaa kaikki oleelliset osa-alueet. Näitä ovat valmistusolosuhteet, valmistuslaitteet, muotit ja muut työvälineet, tuotannon apuaineet ja –tarvikkeet, raaka-aineiden käsittely ja itse tuotteen valmistus kattaen muovausvaiheen (laminointi, kelaus tms.), kovetuksen ja kovetuksen jälkeisen viimeistelyn. Oleellisia vaatimuksia osa-alueittain on koottu taulukkoon 10.3. Taulukossa on myös esitetty tuotteen vaativuusluokan mukaisesti suositukset koskien laadunvarmistustoimenpiteiden tulosten kirjausta. Kirjaustoimenpiteeksi merkitty rekisteröinti tarkoittaa tässä yhteydessä suureen jatkuvaa prosessin aikaista mittausta ja mittaustiedon tallennusta.
Taulukko 10.3 Valmistuksen laadunhallintaan liittyvät toimenpiteet eri vaativuusluokan tuotteille.

Taulukosta 10.3 on huomattava, että yleisluontoisena se ei kata kaikkien valmistusmenetelmien ominaispiirteitä. Huomionarvoisia ovat lisäksi seuraavat seikat:
- Vaativuusluokan I tuotteiden valmistustiloille asetetaan melko tiukat vaatimukset. Esimerkiksi laminointi tehdään pelkästään tälle työlle varatuissa puhdastiloissa.
- Irrotusainekäsittely tulisi tehdä omassa tilassa, joka on selvästi erillään laminointitiloista. Mikäli tämä ei ole mahdollista, on muulla tavoin varmistettava, ettei irrotusainetta pääse valmistettavaan laminaattiin.
- Valmistuslaitteet on tarvittaessa kalibroitava määräajoin.
- Mikäli hartsi/kovete-seos tehdään valmistuksen yhteydessä, sekoitussuhteet tulisi aina kirjata. Jokaisesta sekoitetusta erästä voidaan myös tehdä koevalos, jonka kovettuminen varmistetaan esimerkiksi mittaamalla siitä kovetuksen jälkeen Barcol-kovuus.
- Laminointivaiheen virhemahdollisuuksia voidaan pienentää työlistoilla, joihin on merkitty laminoitava rakenne kerroksittain. Tarvittaessa voidaan edellyttää, että jokainen kerros kuitataan työlistaan heti kerroksen laminoinnin jälkeen.
- Jos rakenteen valmistukseen sisältyy säkitys, säkin tiiveys on aina varmistettava ennen seuraavaa työvaihetta.
- Kovetuslämpötilaa ja kovetuksen aikaisia paineita mitataan yksinkertaisimmillaan vain yhdestä pisteestä. Mikäli lämpötila ja paine voivat haitallisessa määrin vaihdella rakenteen eri kohdissa, käytetään useampaa mittapistettä.
- Vaativuusluokan I osien valmistuksessa käytetään tavallisesti työlistoja, joihin on yksityiskohtaisesti kirjattu jokainen työvaihe ja valmistuksen aikainen tarkastustoimenpide.
10.4.4 Lopputuote
Lopputuotteen laadunhallinnan oleellisena tavoitteena on varmistaa, että tuote täyttää kaikki sille asetetut vaatimukset. Mikäli näin ei ole, syyt virheeseen on selvitettävä ja tuotantoprosessia on korjattava uusien virheellisten tuotteiden välttämiseksi. Virheelliseksi todetut tuotteet merkitään selvästi, ettei niitä vahingossa toimiteta asiakkaalle. Mikäli tuote on kallis, selvitetään erikseen, onko se korjattavissa vaatimusten mukaiseksi.
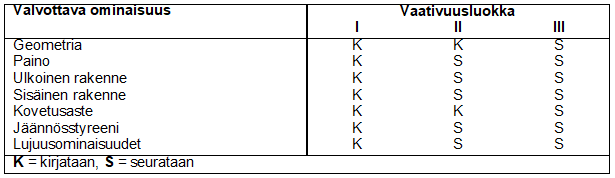
Laadunhallinnan toteutuksen yleisenä periaatteena on verrata valmistettua tuotetta tuotespesifikaatiosta johdettuun vaatimusmäärittelyyn. Tyypillisiä tutkittavia ominaisuuksia ja niiden kirjausperiaatteita eri vaativuusluokan tuotteille on esitetty taulukossa 10.4:
- Geometria mitataan määritellyssä laajuudessa manuaalisesti tai automatisoiduin mittalaittein.
- Tuote punnitaan aina, mikäli sille on spesifioitu massarajat.
- Ulkoinen rakenne tarkastetaan visuaalisesti määrittelyjen mukaan.
- Rakenteen sisäinen eheys tutkitaan ainetta rikkomattomin koestusmenetelmin. Esimerkiksi vaativuusluokan I osille tehdään tavallisesti aina 100 %:n ultraäänitarkastus. Mikäli tuote ei läpäise tarkastusta, mahdolliset vikakohdat tutkitaan tarkemmin muilla menetelmillä. Huokoisuus, lujitekerrosten määrä ja suuntaus varmistetaan tarpeen mukaan näytepaloista.
- Kovetusaste, jäännösstyreenin määrä ja lujuusominaisuudet määritetään koepaloista, jotka on sisällytetty itse tuotteeseen tai valmistettu tuotteen yhteydessä samoilla prosesseilla.
Taulukko 10.4 Lopputuotteen laadunhallintaan liittyviä toimenpiteitä eri vaativuusluokan tuotteille.