Rakenteen toimivuus
ja kestävyys on aina toteennäytettävä. Näyttötapa vaihtelee rakenteesta ja sen
käyttötarkoituksesta riippuen. Koeohjelman laajuus ja menetelmät ovat usein periaatteiltaan
rakenteita valvovien viranomaisten määrittelemiä.
Toteennäyttöön
kuuluu olennaisena osana mitoituksessa käytettyjen materiaalien jäykkyys- ja
lujuusarvojen varmistaminen. Lujuuskokeita voidaan edellyttää tehtävän erikseen
kerroksille sekä ehjille ja vaurioitetuille laminaateille normaalioloissa ja
ominaisuuksien kannalta äärimmäisissä käyttöolosuhteissa.
Materiaaliarvojen
ja kuormitusten tunteminen ei aina riitä monimutkaisten rakenneyksityiskohtien
luotettavaan mitoitukseen. Tästä syystä erilaisten liitosten, vahvistettujen
aukkojen ja vastaavien rakenne-elementtien kestävyys voidaan joutua todentamaan
staattisilla ja dynaamisilla kuormituskokeilla.
Rakenneosista
valmistetaan omat koekappaleet, joille tehdään staattiset ja tarvittaessa myös dynaamiset
kuormituskokeet. Usein staattisissa kokeissa mitataan venymäliuskoilla venymiä
rakenteen eri kohdista. Vertaamalla mitattuja venymiä laskettuihin arvoihin,
voidaan osoittaa käytetyn laskentamallin luotettavuus. Mallin luotettavuuden
selvittäminen on usein ensiarvoisen tärkeää, sillä suuria rakenteita ei yleensä
pystytä koekuormittamaan materiaalien kannalta pahimmissa käyttöolosuhteissa.
Toimivuus ja kestävyys varmistetaan tällöin luotettavaksi osoitetulla
laskentamallilla käyttäen suunnitteluarvoina ääriolosuhteissa mitattuja
materiaaliarvoja.
Rakennekokonaisuuden
staattiset tai dynaamiset pitkäaikaiskokeet täydentävät tarvittaessa
koeohjelman. Kokeet ovat tyypillisesti kalliita ja aikaa vieviä ja jatkuvat
usein pitkään senkin jälkeen kun rakenteita on jo otettu käyttöön.
Edellä
kuvattua prosessia havainnollistaa kuvassa 9.25 esitetty lentokonerakenteiden
testausfilosofia. Se voidaan kuvata pyramidina, jonka perustan muodostavat
materiaalitason kokeet eli lujitteiden, matriisimuovien ja muiden raaka-aineiden
kokeet. Toisella tasolla ovat kerroskokeet, joita joudutaan tekemään runsaasti,
koska materiaaliominaisuuksista ei pystytä luotettavasti johtamaan
kerrosominaisuuksia. Kolmannen tason muodostavat laminaattikokeet, joilla varmistetaan
käytettävien laminaattien ominaisuudet. Neljännellä tasolla ovat
elementtikokeet. Pyramidin huipulla ovat rakenneosien ja koko rakenteet kokeet,
joiden määrä on minimoitu todentamalla alemman tason kokeilla kaikki, mikä
näillä kokeilla on todennettavissa.
Kuva 9.25Lentokoneenrakennuksen testausfilosofia komposiittirakenteille.
Kirjallisuutta
Mai, H.U., Kevytrakennetekniikka. Otakustantamo 1987.
Engineered
Materials Handbook, Volume 1, Composites. ASM International, USA 1987.
Adams R.D., Wake
W.C., Structural Adhesive Joints in Engineering. Applied Science Publishers, London 1984.
Hart-Smith L.J., Advances in the analysis and design
of adhesively-bonded joints in composite aerospace structures. In SAMPE Process
Engineering Series 19, SAMPE 1974.
Thrall E.W., Shannon R.W. (ed.), Adhesive Bonding of
Aluminum Alloys. Marcel Dekker Inc, USA 1985.
Huhtamo O.E., Liimausopas. Suomen metalliteollisuuden
keskusliiton julkaisu 11/80, Metalliteollisuuden kustannus Oy 1980.
MIL-HDBK-17B: Volume I Polymer Matrix Composites, 29 February 1988.
ESAComp User’s Manual (julkaisematon)
Peters S.T. (Ed.), Handbook of Composites, Second
Edition. Chapman & Hall, London
1998
Suunnitelman
dokumentointitapa riippuu työn valmiusasteesta. Esisuunnittelussa dokumentointi
on suhteellisen yksinkertaista. Lopputulos dokumentoidaan niin, että asiakirjat
määrittelevät yksikäsitteisesti rakenteen ja sen valmistuksen.
9.7.1 Esisuunnittelu
Rakenteiden
luonnosteluvaiheessa laminaatit on pystyttävä kuvaamaan niin yksityiskohtaisesti,
ettei väärinymmärryksiä pääse tapahtumaan. Toisaalta liian kankea
määrittelytapa hankaloittaa suunnittelua. Yksityiskohdiltaan työpiirustuksia
vastaava laminaattimäärittely ei olekaan perusteltua esisuunnitteluvaiheessa. Käytännössä
laminaatit määritellään usein luvussa 2 esitetyllä laminaattikoodilla, jota
täydentävät materiaalimäärittelyt. Geometria määritellään tavallisesti käytössä
olevalla CAD-ohjelmistolla. Rakennemäärittelyssä on erityisesti huomattava,
että laminaattikoordinaatiston asema rakennekoordinaatistoon nähden on
kaikkialla määritelty.
9.7.2 Valmistusasiakirjat
Rakenteen
valmistusasiakirjoja ovat (1) työpiirustukset tai niiden sähköiset vastineet, (2)
materiaali- ja (3) prosessispesifikaatiot, (4) rakenteen tarkastusmäärittelyt
ja (5) työohjeet.
Työpiirustus
tai sen sähköinen vastine on dokumentti, jonka perusteella kappale
valmistetaan. Työpiirustuksessa onkin määriteltävä kaikki rakenteeseen ja sen
valmistukseen liittyvät, lopullisiin ominaisuuksiin vaikuttavat tekijät. Laminaattirakenteen
osalta tämä tarkoittaa mm. sitä, että työpiirustukseen täytyy sisällyttää
yksikäsitteinen kuvaus laminaatin materiaaleista ja kerroksellisesta
rakenteesta.
Normaali
koneenpiirustus soveltuu hyvin lujitemuoviosan muodon määritykseen, mutta ei
anna ohjeita laminaattirakenteiden ja niiden valmistukseen liittyvien
yksityiskohtien määrittelyyn. Erityispiirteiden osalta piirustuskäytäntöä on
pyritty yhtenäistämään laatimalla suosituksia yleisesti hyväksyttyjen
periaatteiden pohjalta. Seuraavassa suosituksia tarkastellaan manuaalisen
määrittelyn pohjalta ottamatta kantaa CAD-ohjelmistojen tarjoamiin
mahdollisuuksiin.
Piirustussuositusten mukaisesti laminaatit kuvataan joko yhtenä seinämänä tai kerroksina. Jälkimmäisessä tapauksessa kerros kuvataan leveällä, ehyellä viivalla. Jokainen erillinen lujitepala numeroidaan laminointijärjestyksen mukaan. Kerroksen merkkinä on P (Ply), jota seuraa kerroksen numero. Pinta, josta numerointi alkaa, osoitetaan nuolella. Jos sekaantumisvaaraa ei ole, voidaan viitekirjaimen P perään koota usean kerroksen numerot. Käytäntöä havainnollistaa kuvassa 9.22 esitetty yksinkertaisen laminaattirakenteen määrittely.
Kuva 9.22Esimerkki yksinkertaisen laminaattirakenteen määrittelystä työpiirustuksessa.
Kuitusuuntien määrittelemiseksi jokaisessa työpiirustuksessa on oltava referenssikoordinaatisto, jonka suhteen kuitusuunnat ilmoitetaan (kuva 9.23). Koordinaatisto merkitään johonkin pääkuvantoon ja tarvittaessa myös muihin kuvantoihin. Kerrossuunnille on määriteltävä realistinen toleranssi, joka on otettava huomioon kappaletta mitoitettaessa.
Kuva 9.23Referenssikoordinaatiston määrittely työpiirustuksessa.
Tarvittaessa käytetään leikkauksia selventämään kerrosten järjestystä ja mitoitusta. Useimmiten ei ole tarkoituksenmukaista piirtää leikkausta oikeaan mittakaavaan, vaan erottaa kerrokset selvästi toisistaan (kuva 9.24). Muottipinta merkitään tarvittaessa viitenuolella ja kirjaimella T (Tool). Mitat, joille asetetaan erityisiä tarkkuusvaatimuksia, on syytä määritellä muottipinnasta, sillä avomuottilaminoinnissa kerrospaksuudet voivat vaihdella merkittävästi.
Kuva 9.24Laminaattirakennetta selventävä leikkauskuvanto.
Materiaalit
ja tarvittavat materiaalimäärät määritellään normaalisti materiaaliluettelossa.
Lujitemattojen, -kudosten ym. määrät on yleensä selvintä määritellä
pinta-aloina. Kerrossuunnat voidaan määritellä erillisessä kerrosluettelossa,
joka sijoitetaan työpiirustukseen mieluiten lähelle materiaaliluetteloa. Mikäli
kerros on tasavaltainen kudoskerros, voidaan useimmiten sallia kaksi toisistaan
90° poikkeavaa suuntaa.
Valmistus
määritellään piirustukseen liitetyillä työohjeilla tai erillisillä ohjeilla,
joihin piirustuksessa viitataan. Jos erillisen ohjeen määrittelyistä on syystä
tai toisesta poikettava, poikkeamat määritellään normaaliin tapaan
työpiirustukseen kirjoitettuina huomautuksina. Työpiirustuksen on myös
määriteltävä työkalut eli muotit, joilla kappale valmistetaan. Omaksutusta
käytännöstä riippuen työkalut määritellään niiden yksilönumeroilla, työkalut
määrittelevien työpiirustusten numeroilla tai molemmilla.
Materiaali-
ja prosessispesifikaatiot määrittelevät yksityiskohtaisesti
rakennemateriaaleille ja valmistusprosessille asetetut vaatimukset mukaan
lukien materiaalien ja valmistusprosessin valvontamenetelmät sekä hyväksyttävät
materiaali- ja parametriarvot. Spesifikaatiota täydentävät materiaalien ja
prosessin valvontaa koskevat työohjeet. Tarkastusasiakirjalla määritellään
tuotteesta tarkastettavat suureet hyväksymis-/hylkäämisrajoineen. Tarkastuksen
toteutus täsmennetään työohjeilla.
Rakenteen
mitoituksessa lähtökohtana ovat tuotteen käyttöympäristö ja tuotteelle asetetut
rakenteelliset vaatimukset. Mitoituksen pohjaksi on lisäksi määritettävä mitoituskriteerit,
suunnittelussa käytettävät materiaaliarvot, varmuuskertoimet ja mitoitusmenetelmät.
Näitä ja itse mitoitusta tarkastellaan seuraavissa kappaleissa.
9.6.1 Mitoituskriteerit
Tuotteen
määrittelyssä rakenteelliset vaatimukset esitetään usein käyttötilanteina,
jotka rakenteen tulee kestää ja joissa sen tulee toimia. Mitoitusta varten
vaatimukset pelkistetään jäykkyyttä ja lujuutta koskeviksi
mitoituskriteereiksi. Tyypillisiä kriteerejä ovat mm. seuraavat:
1. Rakenteella on oltava määritelty
minimivarmuus murtoon nähden staattisessa lyhytaikaiskuormituksessa kaikissa
käyttöolosuhteissa. Vaadittu varmuus riippuu rakenteen käyttökohteesta sekä
käytettävien suunnitteluarvojen luotettavuudesta.
2. Rakenteen muodonmuutokset eivät saa missään
tilanteessa ylittää määriteltyjä arvoja.
3. Rakenteen on oltava niin jäykkä, ettei
yleistä tai paikallista epästabiliteettia esiinny.
4. Rakenteen ominaisvärähtelytaajuudet eivät saa
osua määritellyille taajuusalueille.
5. Rakenteen on kestettävä väsyttävät kuormat ja
staattiset pitkäaikaiskuormat.
6. Rakenteen on kyettävä kantamaan käyttökuormat
siinä määrin vaurioituneena kuin se normaalikäytössä on mahdollista. Suurin
mahdollinen vaurioitumisaste määritellään ottaen huomioon rakenteen tarkastusjaksot
ja tarkastusmenetelmät.
7. Rakenteeseen ei saa syntyä säröjä missään
käyttötilanteessa.
Osa
kriteereistä koskee käytännössä kaikkia kuormitettuja rakenteita, osa vain
joitakin tuotteita. Esimerkiksi koneen osille asetetaan usein ominaisvärähtelytaajuutta
koskevia rajoituksia. Säröttömyysvaatimus on tyypillinen esimerkiksi
prosessiteollisuuden säiliöille ja putkistoille. Vaurionkestoa koskeva vaatimus
voidaan käytännössä asettaa hyvinkin erilaisille tuotteille.
9.6.2 Materiaalien suunnitteluarvot
Suunnitteluarvoilla
tarkoitetaan rakennemitoituksessa käytettäviä materiaalin tai
materiaaliyhdistelmän ominaisuuksien lukuarvoja, esimerkiksi kimmo- ja
lujuusarvoja. Koska muovikomposiittien ominaisuudet riippuvat voimakkaasti
tuotteen valmistustekniikasta ja käyttöympäristöstä, suunnitteluarvot ovat aina
tuotekohtaiset.
Mekaaniset suunnitteluarvot määritetään kokeellisesti luvussa 7 esitellyillä aineenkoestusmenetelmillä. Suunnitteluarvot haetaan mittaustuloksista tilastomatemaattisin menetelmin siten, että arvot täyttävät asetetut luotettavuusvaatimukset. Esimerkiksi lentokonerakenteiden mitoituksessa suunnittelun lujuusarvoina käytetään viranomaisten vaatimusten mukaisesti ns. A-arvoja tai B-arvoja. Näillä tarkoitetaan lujuuksia, joihin 99 % (A-arvot) tai 90 % (B-arvot) materiaalista (eli koekappaleista) yltää 95 % todennäköisyydellä (kuva 9.20). Muovikomposiiteille soveltuva B-arvojen määritysproseduuri on esitetty mm. lähteessä [7].
Kuva 9.20Koesarjassa mitattujen lujuusarvojen jakautuma ja jakautumasta määritetty A-arvo, B-arvo ja keskiarvo.
Luvun 8
mukaisesti laminaatin käyttäytymistä ja lujuutta voidaan laskennallisesti
arvioida, kun kerrosten käyttäytyminen peruskuormitustapauksissa on selvitetty.
Kerrosten jäykkyydet ja lujuudet vedossa, puristuksessa ja leikkauksessa
ovatkin tärkeimpiä suunnitteluarvoja. Näiden ohella on usein määritettävä
pienimmät matriisisäröjä aiheuttavat kerrosjännitykset. Arvot määritetään sekä
normaaliolosuhteissa että materiaaliominaisuuksien kannalta äärimmäisissä
käyttöolosuhteissa.
Analyyseissä
yleisesti käytettävä klassinen laminaattiteoria pohjautuu moniin oletuksiin,
minkä lisäksi murtokriteereihin perustuvat laminaattien lujuudet ovat vain
suuntaa-antavia. Suunnitteluarvot onkin tarvittaessa määritettävä kokeellisesti
myös rakenteeseen valituille laminaateille. Jäykkyyksien ja lujuuksien ohella
oleellinen laminaattitason suunnitteluarvo on kerrostenvälinen leikkauslujuus,
mikäli kerrostenväliset leikkausjännitykset ovat sovelluskohteessa merkittäviä.
Suunnitteluarvojen
osalta on lisäksi huomattava, että laminaattirakenteiden pitkäaikaiskestävyyden
ja vaurioituneiden rakenteiden kestävyyden arviointiin ei ole käytettävissä
luotettavia laskentamenetelmiä. Kerros- ja laminaattitason suunnitteluarvoja
joudutaankin usein hakemaan kokeellisesti myös pitkäaikaiskuormitusta ja
erilaisia vauriotapauksia vastaten. Kuormitukset, vauriot ja koeolosuhteet
valitaan sovelluskohteelle asetettuja vaatimuksia vastaaviksi.
9.6.3 Varmuuskertoimet
Minimivarmuus
murtoon nähden määritellään tavallisesti varmuuskertoimella (Factor of
Safety, FoS), joka ottaa huomioon rakenteen suunnitteluun ja käyttöön
liittyvät epävarmuustekijät (mitoituskuormien oikeellisuus, analyysimenetelmien
tarkkuus, käytössä mahdollisesti tapahtuvat ylikuormitukset jne.).
Varmuuskerroin
voidaan kohdistaa joko kuormiin tai lujuusarvoihin. Yleisempää on kohdistaa
varmuuskerroin kuormiin. Tällöin määritellään ensin suurimmat normaalikäyttöä
vastaavat kuormat. Näistä kuormista ja varmuuskertoimesta määrittyvät edelleen kuormat,
jotka rakenteeseen voi satunnaisesti kohdistua kaikki epävarmuustekijät
huomioon ottaen. Suurimpia normaalikäyttöä vastaavia kuormia kutsutaan nimelliskuormiksi
(nominal loads), joissakin yhteyksissä myös rajakuormiksi
(limit loads). Varmuuskertoimella kerrottuja nimelliskuormia kutsutaan tehollisiksi
kuormiksi (effective loads), toisinaan myös murtokuormiksi (ultimate loads). Viimeksi mainittu suomenkielinen
nimike on hieman harhaanjohtava, koska suunnittelussa on varmistettava, että
rakenne pystyy kantamaan määritellyllä tavalla myös murtokuormat.
Määrittelyn
mukaan tehollinen kuorma saadaan kertomalla nimelliskuorma {F} varmuuskertoimella:
(9.1)
Näin
meneteltäessä varmuusmarginaali murtoon nähden (Margin of Safety, MoS) määrittyy
rakenteen pettämiskuorman ja tehollisen kuorman suhteesta. Toisin sanoen
varmuusmarginaalin määrittelee lauseke
(9.2)
Määrittelyn
mukaan varmuusmarginaali on nolla, kun tehollinen kuorma on yhtä suuri kuin rakenteen
pettämisen aiheuttava kuorma.
9.6.4 Mitoitusprosessi
Laminaattirakenteen
mitoitusprosessi on pääpiirteissään kolmivaiheinen sisältäen (1) laminaattien
alustavan määrittelyn, (2) rakenteen globaalit analyysit ja (3) rakenneyksityiskohtien
mitoituksen. Mitoitusprosessi on esitetty kaaviomaisesti kuvassa 9.21.
Rakenteessa käytettävät laminaatit määritellään alustavasti rakenteen eri kohtiin kohdistuvien suurimpien kuormien perusteella. Kuormat arvioidaan tässä vaiheessa yksinkertaisin analyyttisin menetelmin. Yksinkertaisimmillaan laminaattimäärittelyt tehdään luomalla sopivilta tuntuvia laminaatteja sekä tutkimalla näiden kuormankantokykyä klassista laminaattiteoriaa ja murtokriteerejä käyttäen. Laminaattivaihtoehtoja luotaessa sovelletaan kappaleessa 9.5 esitettyjä laminaattien suunnitteluperiaatteita.
Kuva 9.21Laminaattirakenteen mitoitusprosessi.
Kun sopivat
laminaatit on löydetty, tehdään globaalit rakenneanalyysit eli lasketaan
analyyttisin tai numeerisin menetelmin rakenteen eri osiin kohdistuvat kuormat ja
rakenteen muodonmuutokset. Samalla varmistetaan tarkennetuilla
kuormitustiedoilla valittujen laminaattirakenteiden kestävyys. Tarvittaessa
lasketaan myös ominaistaajuudet ja varmistetaan rakenteen globaali
stabiliteetti. Mikäli rakenteelle asetetut vaatimukset eivät täyty,
laminaattirakenteita modifioidaan ja globaalit analyysit uusitaan. Analyysit tehdään
eri käyttöympäristöjä vastaten, sillä lämpötilan ja kosteuden muutokset
muuttavat laminaattien jäykkyyttä ja voivat myös synnyttää merkittäviä
lisäkuormia.
Kun
päärakenne on analysoitu, mitoitetaan rakenneyksityiskohdat. Mitoitus tehdään
analyyttisin ja/tai numeerisin menetelmin ottaen huomioon ympäristöolosuhteiden
vaikutukset materiaaliominaisuuksiin. Analyyseihin sisältyy usein rakenneosille
tehtäviä muodonmuutos- stabiliteetti- ja värähtelytarkasteluja sekä kriittisten
epäjatkuvuuskohtien kuten aukkojen ympäristöjen ja liitosten analyysejä. Kuormat
paikallisiin analyyseihin saadaan globaalien analyysien tuloksista.
Mitoitusprosessin
lopuksi arvioidaan, ovatko rakennemuutokset tarpeen. Jos muutoksia joudutaan
tekemään, edellä kuvattu mitoitus uusitaan tarpeellisin osin. Mikäli rakenne
täyttää vaatimukset, tehdyt analyysit täydennetään tai uusitaan niin, että ne
kaikilta osin kuvaavat lopullisen rakenteen käyttäytymistä.
9.6.5 Mitoitustyökalut
Laminaattianalyysit
Luvussa 8
esitetty klassinen laminaattiteoria on periaatteiltaan melko yksinkertainen,
mutta työläs käyttää erityisesti kun tarkasteltavien laminaattien kerrosmäärä
on suuri. Useimmiten analyysit joudutaan myös suorittamaan täysin teorian
mukaisesti, sillä yksinkertaisten nyrkkisääntöjen kehittäminen on vaikeaa
laminaattien monimutkaisen käyttäytymisen vuoksi.
Laskelmien
työläyden takia laminaattien suunnitteluun ja analyysiin on kehitetty
eritasoisia ohjelmistoja. Yksinkertaisimpiin sisältyvät vain laminaattien
perusanalyysit, monipuolisemmilla on mahdollista tehdä mm. herkkyysanalyysejä
ja analysoida myös laminaateista valmistettuja rakenne-elementtejä. Eräs
monipuolisimmista on kotimainen ESAComp-ohjelmisto, jolla on mahdollista
analysoida laminaattien ohella mm. reiällisiä laminaatteja,
laminaattirakenteisia palkkeja ja laattoja sekä laminaattien liitoksia [8].
Ohjelmistoa on myös mahdollista käyttää yleisimpien
elementtimenetelmäohjelmistojen esi- ja jälkikäsittelijänä.
Globaalit
analyysit
Rakenteiden
globaalit analyysit tehdään pääsääntöisesti numeerisesti elementtimenetelmä-
eli FE-ohjelmistoilla. Laminaattirakenteiden analyysejä on mahdollista tehdä
käytännössä kaikilla tunnetuilla ohjelmistoilla. Ohjelmistojen tarjoamat
laminaattien esi- ja jälkikäsittelymahdollisuudet vaihtelevat ollen
puutteelliset lähes kaikissa ohjelmistoissa. Tällä hetkellä paras ratkaisu
analyyseihin onkin elementtimenetelmäohjelmiston ja
laminaattianalyysiohjelmiston yhteiskäyttö erityisesti kun ohjelmistot on
linkitetty eli kun tiedonsiirto ohjelmistojen välillä on mahdollista.
Rakenneyksityiskohtien
analyysit
Osa
laminaattianalyysiohjelmistoista sisältää työkaluja myös rakenneyksityiskohtien
analysointiin. Työkalut perustuvat joko analyyttisiin ratkaisuihin tai
ohjelmiston sisäisiin numeerisiin ratkaisijoihin. Mikäli käytössä olevat
ohjelmistot eivät tarjoa valmista ratkaisijaa tarkasteltavalle rakenneyksityiskohdalle,
se analysoidaan tavallisesti numeerisesti FE-ohjelmistolla.
Rakenteet
suunnitellaan mahdollisimman tehokkaiksi ottaen kuitenkin huomioon materiaalien
ja valmistustekniikan asettamat rajoitukset. Seuraavassa tarkastellaan lyhyesti
suunnittelun tärkeitä osa-alueita: osajaottelua ja osien muotoilua,
laminaattirakenteiden valintaa sekä kokoonpanoa eli osien liittämistä
toisiinsa.
9.5.1 Osajaottelu ja osien muotoilu
Komposiittirakenteiden
suurimpia etuja on mahdollisuus valmistaa suuria kappaleita yhtenä
kokonaisuutena. Tämä etu tulisi hyödyntää täysipainoisesti eli rakenteen tulisi
pääsääntöisesti sisältää niin vähän osia kuin mahdollista. Liitosten
minimoinnilla saadaan kokoonpanokustannusten ohella rakenteen massa alhaiseksi,
sillä liitos on aina integraalirakennetta painavampi.
Toisaalta integrointia
ei saa viedä liian pitkälle. Osajaottelua suunniteltaessa on erityisesti
arvioitava, miten rakenne voi käytössä vaurioitua ja miten vauriot on
korjattavissa. Jos joku rakenteen kohta todetaan helposti vaurioituvaksi ja integroituna
vaikeasti korjattavaksi, on syytä harkita sen valmistamista erillisosana niin,
että rakenne on tarvittaessa korjattavissa osa vaihtamalla.
Muita
tavoitteita osajaottelun suunnittelussa ovat liitosten tehokkuus ja mahdollisimman
helppo kokoonpano. Liitossuunnittelua tarkastellaan lähemmin kappaleessa 9.5.3.
Toinen
komposiittien oleellinen etu on mahdollisuus valmistaa hyvinkin vaikeamuotoisia
osia. Suunnittelijan tulisi hyödyntää myös tämä etu täysipainoisesti muotoilemalla
osat käytön kannalta mahdollisimman tarkoituksenmukaisesti.
Osat ja
kokoonpano on toisaalta aina suunniteltava valittujen valmistusmenetelmien
asettamien rajoitusten puitteissa. Valmistuksen kannalta perusedellytys on,
että osiin suunnitellaan riittävät päästöt, jotta niiden irrottaminen muotista
olisi helppoa. Nurkka-alueiden valmistus on käytännössä sitä helpompaa mitä
suurempia ovat pyöristyssäteet. Metallirakenteissa yleisiä teräviä nurkkia
tulee lujitteiden rajallisen taipuisuuden ja osien irrotettavuuden takia viimeiseen
asti välttää. Toleranssit on valittava tarkoituksenmukaisesti raaka-aineet,
valmistusmenetelmä ja osan geometria huomioon ottaen. Muita varmistettavia
tekijöitä ovat mm. lujitteiden muotoutuvuus ja injektiomenetelmissä hartsin
injektoitavuus, joita voidaan arvioida myös kaupallisilla
simulointiohjelmistoilla. Eri valmistusmenetelmien tarjoamia mahdollisuuksia ja
niiden asettamia rajoituksia on tarkasteltu lähemmin luvussa 5.
9.5.2 Laminaattirakenteet
Laminaattirakenteiden
perusmäärittelyt tehdään ennen rakenteen varsinaista mitoitusta. Määrittelyjä
helpottavat yleisluontoiset ohjeet ja suositukset, jotka ovat syntyneet
osittain käytännön kokemusten, osittain teoreettisten tarkastelujen tuloksena.
Suositukset ja ohjeet, joita seuraavassa tarkastellaan, takaavat yleensä toimivan
ja käyttötarkoitukseen sopivan rakenteen.
Kerrossuuntaukset
Luvun 6 mukaisesti 0°/90°/±45°-tyyppiset laminaatit kantavat tehokkaasti sekä normaali- että leikkauskuormia (kuva 9.8). Laminaattien kerrossuunnat rajataankin usein näihin neljään valmistuksen ja laadunvarmistuksen yksinkertaistamiseksi. Rajaus ei aina ole tarpeellinen, kun kappale valmistetaan automatisoidulla valmistusmenetelmällä. Esimerkiksi kuitukelauksessa useamman kuitusuunnan käyttö ei oleellisesti lisää kustannuksia.
Kuva 9.8Suositellut kerrossuuntaukset.
Kerrossuuntien
suhteet valitaan rakenteeseen kohdistuvien kuormituskomponenttien keskinäisen
suuruuden perusteella. Aksiaalisesti kuormitettuun laminaattiin tulisi
kuitenkin aina sisällyttää jonkin verran poikittaista lujitetta, sillä vain
yhteen suuntaan lujitettu rakenne on erittäin hauras. Poikittaisella
lujituksella pystytään myös tehokkaasti alentamaan poikittaissuuntaisia
muodonmuutoksia ja poikittaissuuntaista lämpölaajenemiskerrointa (vrt. luku 6).
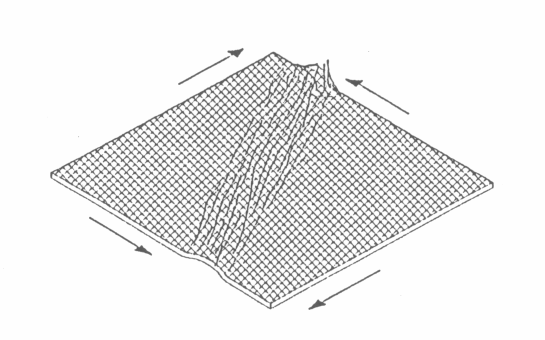
Ohutta, puristus- tai leikkauskuormitettua laminaattia suunniteltaessa on aina varmistettava, ettei rakenne epästabiloidu eli lommahda käyttökuormilla (kuva 9.9). Lommahdusta ei käytännössä voida sallia missään käyttötilanteessa, sillä lommahduksen aiheuttamat suuret muodonmuutokset aiheuttavat hauraaseen hartsiin mikrohalkeamia. Voimakkaasti suunnattu laminaatti on lommahduksen suhteen arka. Laminaatit, joissa on leikkausjäykkyyttä antavia ±45°-kerroksia, ovat stabiliteetin kannalta selvästi parempia kuin yhdensuuntais- ja ristikkäislaminaatit.
Kuva 9.9Laminaatin lommahtaminen.
Kerrosjärjestys
Kerrosjärjestyksen
osalta tärkein suositus on keskitasonsa suhteen symmetristen laminaattien ja
rakenteiden käyttö (kuva 9.10). Epäsymmetristen laminaattien käyttöä vältetään,
koska lämpötila- ja kosteusmuutokset pyrkivät aiheuttamaan niihin muodon vääristymiä.
Epäsymmetristen laminaattien käyttäytyminen kuormituksessa on usein myös
arvaamatonta (vrt. luku 8). Epäsymmetria on toisinaan perusteltua ja edullista
mm. paineastioissa, putkissa ja säiliöissä, joiden muoto estää tehokkaasti
vääristymät.
Kerrosjärjestyksellä
voidaan myös säädellä laminaatin taivutusjäykkyyttä. Taivutusjäykkyys tietyssä
suunnassa voidaan maksimoida sijoittamalla tämän suuntaiset kerrokset laminaatin
pintoihin. Monien samansuuntaisten kerrosten pinoamista päällekkäin tulee
kuitenkin välttää, sillä tällaiset laminaatit on todettu hauraiksi ja helposti
delaminoituviksi (kuva 9.10).
Kuva 9.10 Kerrosjärjestystä koskevia suosituksia.
Paikalliset
vahvistukset
Pistekuormien
sekä aukkojen ja muiden epäjatkuvuuksien aiheuttamien jännityskeskittymien
takia laminaattirakenteita joudutaan vahvistamaan paikallisesti. Vahvistukset
on suunniteltava huolellisesti, sillä laminaattirakenteet eivät myödä, jolloin jännitykset
pääsevät tasoittumaan vain rakenteen rikkoutumisen kautta.
Aukkojen
vahvisteet suunnitellaan tavallisesti siten, että aukon ympäristössä lujitteita
on tasapuolisesti kaikissa neljässä pääsuunnassa (0°, 90° ja ±45°). Vahvistusten
suunnittelussa on huomattava, että kuitusuuntaukset vaikuttavat oleellisesti
epäjatkuvuuksien aiheuttamiin jännityshuippuihin (vrt. kappale 6.7.1).
Laminaattitasossa
paikallisesti kuormitetun alueen vahvistusta suunniteltaessa on varmistettava, että
rakenne pystyy vastaanottamaan kuorman ja levittämään sen rakenteeseen
mahdollisimman tehokkaasti (kuva 9.11). Vahvisteen laminaattirakenteen
tulisikin sisältää kuormituksen suuntaisia lujitteita ja kuormia tehokkaasti
levittäviä, kuormaan nähden ±45°:een
suunnattuja lujitteita.
Paikallisten vahvistekerrosten reunat porrastetaan jännityshuippujen minimoimiseksi. Porrastus on tavallisesti kuvan 9.12 mukainen eli vahvistekerrosten kokoa pienennetään pintaan päin kunnes viimeisellä pintakerroksella peitetään koko vahvistealue. Näin suojataan vahvistekerrosten reunat ja samalla tuetaan ne kuoriutumisen ehkäisemiseksi.
Kuva 9.11Paikallinen vahviste reunakuormitetussa laminaatissa.
Kuva 9.12Vahvistekerrosten porrastus.
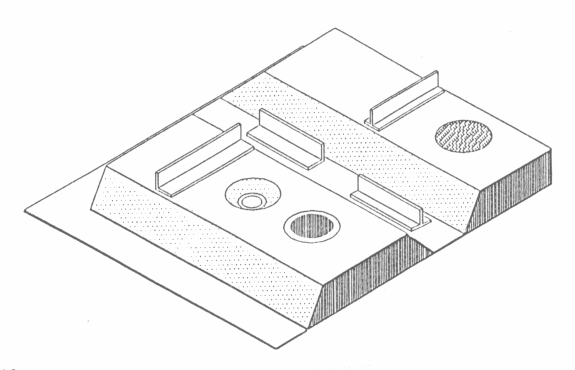
Kerroslevyt
Laminaattirakenteita
koskevat ohjeet ja suositukset soveltuvat myös laminaattipintaisten
kerroslevyjen suunnitteluun. Suunnittelussa on lisäksi huomattava, että
kerroslevyn ydinaine sekä ytimen ja pintalevyjen väliset liimasaumat ovat
arkoja mekaanisille vaurioille ja usein myös ympäristön kemikaaleille ja
kosteudelle. Tästä syystä kerroslevypaneelin reunat ja paneeliin tehtyjen
aukkojen reunat suojataan joko viistämällä ydinaine ja tuomalla pintalaminaatit
reunoilta yhteen tai käyttämällä erillisiä, pintalevyjen väliin tai levyn
ulkopuolelle liimattavia reunaprofiileja (kuva 9.13). Tarvittaessa reunoja
voidaan vahvistaa ylimääräisillä lujitekerroksilla.
Yleisimmin käytettyjä kerroslevyjen reunaprofiileja on esitetty kuvassa 9.14. Rakenteellisesti edullisimpia ovat kerroslevyyn päin aukeavat profiilit, sillä ne eivät aiheuta rakenteeseen äkkinäisiä jäykkyyden muutoksia. Profiilien käyttö on kuitenkin valmistusteknisesti hankalaa erityisesti pintalevyjen väliin asennettuna. Pintalevyjen välissä reunaprofiilina käytetäänkin useimmiten ulospäin avautuvaa tai kotelomaista profiilia.
Kuva 9.13Kerroslevyn rakenneyksityiskohtia.
Kuva 9.14 Kerroslevyn reunaprofiileja.
Huono paikallisten kuormien kantokyky on kerroslevyille ominainen piirre. Kuormitetut kohdat joudutaankin tavallisesti vahvistamaan. Jos ydinaineena on kenno, levyä voidaan vahvistaa täyttämällä kennot täyteaineisella hartsi/kovete-seoksella. Tarvittaessa pintalaminaatteihin lisätään myös ylimääräisiä lujitekerroksia. Solumuoviydinaineinen levy voidaan vahvistaa korvaamalla solumuovi paikallisesti vahvemmalla ydinaineella, esimerkiksi tiheämmällä solumuovilla tai puulla (kuva 9.15). Kun ydinaine kootaan useista paloista, palat on liimattava toisiinsa, sillä ilman liimausta rakenne ei jatkoskohdaltaan toimi kerroslevynä. Erityisesti kennolevypalojen yhteen liimaamiseen soveltuu liima, joka kovettuessaan paisuu ja samalla täyttää muodoltaan epämääräisen sauman.
Kuva 9.15Kerroslevyn paikallisia vahvistuksia.
9.5.3 Liitokset
Laminaatteja
liitetään muiden rakenteiden tapaan mekaanisesti ja liimaamalla. Liitoksissa
pyritään pääsääntöisesti leikkausliitoksiin, koska laminaattien ja
liimasaumojen poikittainen vetolujuus on alhainen. Liitostapa on usein
itsestään selvä rakenteen kokoonpanolle ja purkamiselle asetettujen vaatimusten
perusteella. Missä valintamahdollisuus jää, on punnittava liitostapojen edut ja
haitat, jotka on kootusti esitetty taulukossa 9.1. Taulukon mukaisesti
liimasauman suurimpia etuja ovat tiiveys ja keveys. Laminaatit ovat myös
helpompia liimata kuin esimerkiksi metallit. Mekaanisten liitosten puolesta
puhuu toimintavarmuus ja tarkastettavuus.
Liitosten
ominaisuuksia on kuvattu luvussa 6. Tätä kuvausta täydentävät seuraavassa
esitettävät liitosten tärkeimmät suunnittelunäkökohdat.
Taulukko 9.1Mekaanisen liitoksen ja liimaliitoksen vertailu.
Laminaattien mekaaniset
liitokset
Kuormankantokyvyltään
parhaita mekaanisia liitoksia ovat pulttiliitokset. Pulttien sijasta voidaan
käyttää niittejä, mikäli liitosta ei normaalikäytössä tarvitse purkaa.
Ruuviliitosten käyttö laminaattirakenteissa on melko harvinaista, sillä
laminaattiin tehdyt kierteet eivät kanna suuria kuormia. Jos ruuviliitosta
syystä tai toisesta käytetään, laminaattiin tavallisesti upotetaan tai
liimataan metallinen, kierteitetty insertti.
Liitoksen
geometrian valinta on taloudellisten, toiminnallisten ja tehokkuusvaatimusten
määrittelemä kompromissi. Tehokkuudeltaan kaksipuoliset liitokset ovat
yksipuolisia parempia, sillä yksipuolisia liitoksia rasittaa merkittävä
taivutusmomentti, joka kuormittaa liitettäviä levyjä ja aiheuttaa liitinreikään
epätasaisen pintapaineen jakautuman (ks. kuva 6.60). Pitkän liitoksen
tehokkuutta pystytään merkittävästi parantamaan viistämällä tai porrastamalla
liitettävät laminaatit ja käyttämällä liitoksen pituussuunnassa erikokoisia
liittimiä. Liitostapa on kuitenkin useimpiin sovelluksiin liian kallis.
Liitoksen
tehokkuuden kannalta varmuusmarginaalien eri pettämismekanismien suhteen tulisi
olla samaa suuruusluokkaa. Liitoksen
mittasuhteet kannattaa kuitenkin valita niin, että ylikuormituksessa liitoksen
primäärinä pettämismekanismina on reunapuristusmurtuma, joka ei aiheuta
liitoksen välitöntä kantokyvyn menetetystä kuten muut pettämistavat. Tähän
päästään valitsemalla liitoksen reunaetäisyydet e/d ja w/d sekä monipulttiliitoksen
liitinväli p/d riittävän suuriksi.
Tarvittavat reunaetäisyydet riippuvat materiaaleista ja laminaattirakenteesta
ollen tyypillisesti välillä 4…5 (vrt. luku 6).
Liitosalueen
laminaattirakenne tulisi käytännössä valita siten, että laminaatilla on
kohtuullinen lujuus liitoksen pitkittäis- ja poikittaissuunnassa sekä myös
leikkauksessa. Mattolujitetussa laminaatissa ehto toteutuu automaattisesti.
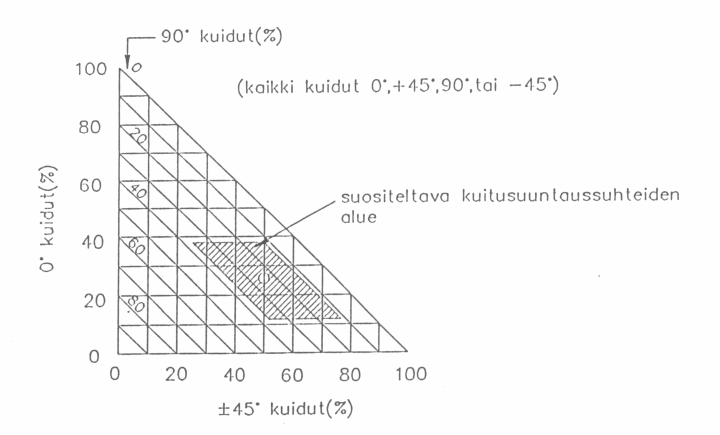
Jatkuvilla kuiduilla lujitetussa laminaatissa, jossa kuituja on neljässä
pääsuunnassa, suositellaan kuvan 9.16 rasteroidun alueen mukaisia kuitusuuntaussuhteita.
Yksinkertaisena nyrkkisääntönä esitetään, että kuhunkin pääsuuntaan tulisi
suunnata 1/8…3/8 koko lujitemäärästä.
Kuva 9.16Jatkuvilla kuiduilla lujitettujen laminaattien suositellut kuitusuuntaussuhteet liitosalueella. [2]
Liittimien
kestävyys varmistetaan valitsemalla niiden halkaisijat riittävän suuriksi.
Koska laminaattien paksuussuuntainen lujuus on alhainen, liittimien kantojen
tulee olla leveitä, minkä lisäksi pulttiliitoksessa on aina käytettävä
aluslaattoja. Laminaattien niittauksessa on oltava erityisen varovainen, sillä
niittauksen aiheuttama puristus rikkoo helposti laminaatin. Laminaattien
niittaukseen onkin kehitetty omia, leveäkantaisia niittityyppejä.
Liitinmateriaalit
valitaan yhteensopiviksi liitettävien laminaattien kanssa. Lasi- ja aramidikuitulujitettujen
laminaattien liittämiseen soveltuvat kaikki tavanomaiset liitinmateriaalit. Hiili
on kuitenkin eräs jaloimpia materiaaleja ja syövyttää kosteissa oloissa sen
kanssa kosketuksissa olevaa epäjalompaa materiaalia (ks. kuva 6.45). Hiilikuitulaminaattien
liitoksissa onkin käytettävä jaloista materiaaleista kuten titaanista tai
ruostumattomasta teräksestä valmistettuja liittimiä. Toisena mahdollisuutena on
eristää liittimet ja laminaatti niin, ettei liitin ole suorassa kosketuksessa
hiilikuitujen kanssa.
Liittimen
ja liittimen reiän väliset toleranssit valitaan suhteellisen tiukoiksi, jotta
pintapaineen jakauma liitinreikien reunoilla olisi mahdollisimman tasainen.
Toleranssien merkitys korostuu monen liittimen liitoksessa, sillä hauraassa
laminaatissa väljien toleranssien aiheuttama kuormien epätasainen jakautuminen
voi tasoittua vain laminaatin rikkoutumisen kautta. Toleransseja ei kuitenkaan
saa valita niin tiukoiksi, että liitin joudutaan pakottamaan reikään, sillä
tällöin helposti vaurioitetaan laminaattia. Samasta syystä paisuvia niittejä ei
tule käyttää liittämiseen.
Liittimien
kiristysvoimat määritellään niin, että liitos on kiristetty, mutta laminaattia
ei ole vaurioitettu. Koetulosten mukaisesti jo käsin tapahtuva kiristys
parantaa liitoksen kuormankantokykyä merkittävästi kiristämättömään
tappiliitokseen verrattuna (ks. kuva 6.53). Kiristysvoiman kasvaessa
kuormankantokyky kasvaa edelleen jonkin verran kunnes voima kasvaa niin suureksi,
että kiristys alkaa vaurioittaa laminaattia.
Kerroslevyjen
mekaaniset liitokset
Kerroslevyjen
reunat ovat lähes aina umpilaminaattia tai profiileilla vahvistetut. Levyjen
liittäminen reunoistaan ei yleensä olekaan sen ongelmallisempaa kuin laminaattien
tai profiilien liittäminen. Kerroslevypaneelin keskelle pystytään kuitenkin
kiinnittämään ilman erikoistoimenpiteitä vain pienehköjä osia. Materiaaleista
ja kerroslevyn mittasuhteista riippuen kiinnitykset tehdään ruuveilla tai
pulteilla.
Raskaampia
osia kiinnitettäessä kerroslevypaneeli joudutaan vahvistamaan
kiinnityskohdastaan. Vahvistus voidaan tehdä korvaamalla ydinaine paikallisesti
vahvemmalla materiaalilla (ks. kuva 9.15). Kerroslevykiinnityksiin on myös
kehitetty erilaisia inserttejä, jotka voivat olla kierteellisiä tai
kierteettömiä. Mekaanisesti parhaita ovat koko kerroslevyn läpäisevät,
kumpaankin pintalevyyn tukeutuvat insertit. Näitä valittaessa on aina
varmistettava, että kerroslevy kestää inserttien asennuskuormat. Kuvassa 9.17
on esitetty toiselta puolelta asennettava, liimaamalla kiinnitettävä insertti,
joka soveltuu vain suhteellisen kevyesti kuormitettuihin liitoksiin. Insertin
kuormankantokyky on tarvittaessa määritettävä kokeellisesti.
Kuva 9.17Kerroslevyyn upotettu insertti.
Liimaliitokset
Luvun 6
mukaisesti leikkausjännitysjakautuma liimasaumassa on aina epätasainen, minkä
lisäksi epäsymmetrisen liimaliitoksen päihin kohdistuu merkittäviä repiviä
kuormia. Repivien kuormien minimoimiseksi liimasaumat kannattaakin suunnitella
symmetrisiksi, mikäli tämä on rakenteen valmistuksen ja käytön kannalta
mahdollista.
Liimasaumojen leikkausjännitysjakaumaa voidaan tasoittaa viistämällä liitettävien levyjen tai palstalevyjen päät. Viisteet alentavat myös sauman päihin kohdistuvia repiviä kuormia. Sisäänpäin kallistuvan viisteen ja liimapurseen on niin ikään todettu parantavan merkittävästi sauman lujuutta (kuva 9.18). Erityyppisten liimasaumojen kuormankantokykyä liitettävien levyjen paksuuden funktiona havainnollistaa kuva 9.19. Kuvan mukaisesti paksujen levyjen liittämiseen on käytettävä hyvin hankalasti valmistettavia saumoja, mikäli halutaan, että sauma kestää likimain yhtä paljon kuin liitettävät levytkin.
Kuva 9.18Liitoksen muotoilun vaikutus hiilikuitulujitetun laminaatin ja teräksen välisen liimaliitoksen lujuuteen. [3]
Kuva 9.19Erityyppisten liimaliitosten tehokkuus suhteessa liitettävien levyjen lujuuteen. [4]
Liitoksen
pituus on tärkein liitoksen kuormankantokykyyn vaikuttava geometrinen suure. Jos
liitettävien levyjen viistäminen ei ole mahdollista, sauman pituudella
pystytään kasvattamaan lujuutta vain tiettyyn rajaan asti epätasaisesta
leikkausjännitysjakautumasta johtuen. Kohteissa, joissa lyhytkin liimasauma
pystyisi kantamaan liitokseen kohdistuvat kuormat, näennäisesti tehottomampi
pitkä sauma on usein perusteltu, sillä sauman vähän kuormitettu keskialue
toimii varmuusmarginaalina ja ehkäisee tehokkaasti sauman virumista
pitkäaikaiskuormituksessa.
Toinen
liitoksen lujuuteen vaikuttava geometrinen suure on liimasauman paksuus.
Pääsääntöisesti sauman tulisi olla ohut. Voimakkaasti epäsymmetrisissä
liitoksissa sauman paksuntamisella voi olla lujuutta parantava vaikutus, sillä
paksu sauma kestää paremmin repiviä kuormia. Saumaa voidaan joutua paksuntamaan
myös osavalmistuksen epätarkkuuksien takia erityisesti, kun liitettävät osat
ovat suuria.
Myös
liima-aineen valinta on usein kompromissi. Puhtaasti leikkausrasitetuissa
saumoissa käytetään suhteellisen jäykkiä liimoja, joilla tyypillisesti on hyvä
leikkauslujuus ja lämmönkestävyys. Toisaalta joustavat liimat kestävät hyvin
repiviä kuormia, mistä syystä niitä käytetään epäsymmetrisissä ja paksuissa
liimasaumoissa.
Liitos
mitoitetaan siten, että leikkausjännitys sauman päissä ei koskaan ylitä
käyttökuormilla liima-aineen myötörajaa. Mikäli sauma on pitkäaikaisesti
kuormitettu, sallitulle jännitykselle voidaan joutua käyttämään hyvinkin
alhaisia arvoja erityisesti, kun liima-aine on joustava.
Sauman
lujuutta määritettäessä on myös otettava huomioon kerrostenvälisen murtuman
mahdollisuus (vrt. kuva 6.57). Pettämistapa on todennäköinen paksuilla matoilla
ja kudoksilla lujitettujen polyesterilaminaattien liitoksissa laminaattien
alhaisen kerrostenvälisen leikkauslujuuden takia. Laminaateilla, joiden
kerrostenvälinen leikkauslujuus on korkea, leikkautuminen ei yleensä ole
ongelma edellyttäen, että pintakerros sisältää kohtuullisesti lujitetta sauman
pituussuunnassa.
Liitoksen
kestävyyden kannalta oleellinen tekijä on myös liiman ja liimattavan pinnan
välinen tarttuvuus. Pääsääntöisesti tarttuvuuden tulisi olla niin hyvä, ettei
adheesiomurtumaa lainkaan esiinny. Liimojen tarttuvuus kertamuovipohjaisiin
komposiitteihin onkin yleisesti ottaen riittävän hyvä. Erityisiä pintakäsittelyjä
ei tarvita, kunhan varmistetaan, että liimattavat pinnat ovat puhtaat ja
sopivan karheat. Puhdistus asetonilla ja mekaaninen karhennus antavat hyvän
lopputuloksen. Mikäli karhennukseen käytetään vesihiontaa, liimattavat pinnat
on kuivattava huolellisesti.
Tartunnan
kannalta riittävän hyvä pinta saadaan toisinaan aikaan laminoimalla
liimattaville pinnoille osan valmistusvaiheessa ns. karhennuskangas eli ohut
tekokuitukudos. Karhennuskangas suojaa liimattavaa pintaa likaantumiselta ja
kun kangas revitään irti, se jättää laminaatin pinnan karheaksi. Karhennuskankaan
toimivuus on varmistettava, sillä muoviaineesta, kovetusprosessista ja
käytetystä kankaasta riippuen laminaatin pintaan saattaa jäädä liimautumista
heikentäviä epäpuhtauksia. Yleissääntönä voidaan todeta, ettei karhennuskankaalla
koskaan saavuteta yhtä hyvää tarttuvuutta kuin mekaanisella karhennuksella ja
puhdistuksella.
Mikäli
laminaattia joudutaan liimaamaan metalliin, metalli on lähes aina
pintakäsiteltävä kemiallisesti lujan ja kestävän tartunnan aikaansaamiseksi.
Metallien pintakäsittelyyn soveltuvia menetelmiä on esitetty mm. lähteissä [5]
ja [6].
Kokonaisuutena
liimaus on monimutkainen ja virheille altis prosessi. Tästä syystä
liimaliitoksen käyttöä on syytä tarkoin harkita. Mikäli liimausta käytetään, sauma
on suunniteltava huolellisesti. Lisäksi on huolehdittava, että valmistustilat,
-laitteet ja -prosessit sekä laadunvarmistusproseduurit ovat asianmukaiset. Jos
sauma on rakenteen kantokyvyn kannalta kriittinen, voidaan harkita liimaliitoksen
varmistamista mekaanisella liitoksella. Mikäli varmistusta ei käytetä, tulisi
liitos ainakin suunnitella siten, että se on tarvittaessa mekaanisesti
korjattavissa. Näin siksi, että liitoksen korjaus liimaamalla voi olla
kenttäolosuhteissa äärimmäisen hankalaa.
Merkittäviä
kuormia kantavien liimasaumojen lopullinen toimivuus ja kestävyys on
pääsääntöisesti varmistettava kokeellisesti, sillä laskentamallit eivät ota
huomioon kaikkia kestävyyteen vaikuttavia tekijöitä. Tärkeimpiä näistä ovat
repivien kuormien vaikutukset sekä mahdollinen tartunnan heikentyminen
erityisesti vaativassa ympäristössä.
Materiaalivalinnassa
keskeiset tehtävät ovat lujitteen, matriisimuovin ja niiden käyttömuodon
valinta. Tapauskohtaisesti voidaan joutua valitsemaan myös muovin täyteaine ja
kerroslevyn ydinaine. Valinnan pohjana ovat materiaalien käyttöominaisuudet ja
materiaaleilla saavutettavat ominaisuudet, joita on tarkasteltu erikseen
luvuissa 3, 4 ja 6. Materiaalivalinnasta esitetäänkin seuraavassa vain lyhyt
yhteenveto.
9.4.1 Lujite
Valintaperusteet
Lujitteen
tärkeimmät mekaaniset ominaisuudet ovat kimmomoduli ja vetolujuus. Lujitteen
valintaprosessin tueksi nämä ominaisuudet esitetään usein tiheyteen
suhteutettuina. Suureita kutsutaan ominaisarvoiksi
tai eritellen ominaisjäykkyydeksi
(specific stiffness, E/ρ) ja ominaislujuudeksi (specific strength, σ/ρ).
Kuvan 9.4
mukaisesti lujitteiden ominaisarvot, erityisesti ominaislujuudet ovat selvästi
metallien vastaavia arvoja korkeampia. Kuva vääristää kuitenkin todellisuutta,
koska lujitetta on lopputuotteessa parhaimmillaankin vain noin 60 t%. Lisäksi
lujitteet joudutaan useimmiten suuntaamaan niin, että rakenne kantaa kohtuullisesti
sekä normaali- että leikkausvoimia. Kuvassa 9.5 on realistisempi vertailu,
jossa vertailtavina ovat 50 t% lujitetta sisältävien laminaattien tyypilliset
ominaisjäykkyydet ja –lujuudet. Arvot on laskettu kvasi-isotrooppisille
laminaateille, joiden taso-ominaisuudet ovat likimain samankaltaiset eri
suunnissa.
Kuvasta 9.5 voidaan todeta, että lasikuitulujitetun laminaatin ominaisjäykkyys on selvästi vertailumateriaalien ja -laminaattien arvoja alhaisempi. Ominaislujuus on kuitenkin samaa luokkaa metallien tyypillisten ominaislujuuksien kanssa. Hiilikuiduilla taas on mahdollista saavuttaa huomattavasti metalleja korkeampia ominaisjäykkyyksiä ja –lujuuksia, vaikka ominaisuuksien suuntaamismahdollisuutta ei hyödynnetäkään. Aramidikuitulujitetut laminaatit ovat ominaisarvoiltaan hiili- ja lasikuitulujitettujen laminaattien välillä, kun verrataan kuvan 9.5 mukaisesti laminaattien ominaisvetolujuutta. Puristuskuormituksessa aramidikuiduilla lujitetut laminaatit ovat selvästi huonompia (vrt. luku 6).
Kuva 9.4Lujitekuitujen ja metallien tyypilliset ominaisjäykkyydet ja lujuudet vetokuormituksessa.
Kuva 9.5Kvasi-isotrooppisten laminaattien ja eräiden metallien tyypilliset ominaisjäykkyydet ja lujuudet vetokuormituksessa, laminaattien lujitepitoisuus 50 t%.
Esitetystä
vertailusta on lisäksi huomattava seuraavat seikat:
Laminaattien ominaisarvot ovat esitettyjä alhaisempia,
mikäli valitulla valmistusmenetelmällä ei päästä vertailun pohjana olevaan 50
t%:n lujitepitoisuuteen
Ominaisarvot paranevat, kun laminaattien jäykkyys- ja
lujuusominaisuudet ovat suunnatut ja tarkastellaan laminaatin vetojäykkyyden ja
–lujuuden kannalta parasta suuntaa. Tällaisten laminaattien käyttö on
mahdollista, kun tuotteeseen kohdistuvat kuormat ovat selvästi suunnatut.
Vertaillut ominaisarvot antavat kuvan materiaalien ja
laminaattien hyvyydestä vain, kun mitoitusperusteena on vetojäykkyys ja/tai
-lujuus. Monilla rakenne-elementeillä mitoitusperuste on toinen, jolloin myös
vertailuarvot ovat erilaiset. Jos esimerkiksi puristettu sauva pettää
nurjahtamalla, oikea suure materiaalien ja laminaattien hyvyysvertailuun on E/ρ:n sijasta √E/ρ, E:n ollessa tässä
tapauksessa materiaalin tai laminaatin kimmomoduli sauvan pituussuunnassa.
Materiaalien
ja laminaattien vertailuarvoja ei tässä yhteydessä käsitellä tarkemmin.
Vertailuarvoja on esitetty eri rakenne-elementti/mitoitusperuste-yhdistelmille
mm. lähteessä [1]. Yleisesti laminaatit ovat alhaisen tiheytensä takia näillä
vertailuluvuilla mitattuna parempia kuin kuvan 9.5 esimerkissä.
Valinta
Käytännössä
lujitteen valinta on usein yksinkertaista. Mikäli tuotteelta ei vaadita
erityistä keveyttä tai jäykkyyttä, lujitteeksi valitaan hinnaltaan edullinen
E-lasikuitu. S-lasikuidulla on mahdollista päästä hieman kevyempään
lopputulokseen ilman kohtuutonta raaka-ainekustannusten kasvua. Kemiallisesti
vaativissa kohteissa yleensä E-lasikuidulla lujitettu primäärirakenne voidaan
pinnoittaa kerroksella, jossa lujitteena on C-lasikuitu. Pinnoitteena käytetään
myös kestomuovikerroksia.
Mikäli
lasikuidulla ei ole mahdollista päästä vaadittuun rakennepainoon tai
jäykkyyteen, jäävät varteenotettaviksi vaihtoehdoksi useimmiten vain
hiilikuidut. Niiden hinta on kuitenkin kertaluokkaa korkeampi kuin
lasikuitujen. Hiilikuiduista edullisimpia ovat SM-kuidut, johon hiilikuidun
valinnassa yleensä päädytään, jos vaaditut ominaisuudet pystytään niillä saavuttamaan.
Korkeampimoduliset IM-kuidut ovat varteenotettavia vaihtoehtoja vaativiin
sovelluksiin, esim. lentokonerakenteisiin. Korkeimman modulin omaavat
hiilikuitutyypit (HM-kuidut) soveltuvat korkean hintansa ja haurautensa takia
lähinnä vain erikoissovelluksiin, esim. avaruusrakenteisiin.
Aramidikuituja
käytetään rakenteellisten tuotteiden lujitteena nykyisin melko vähän.
Sovelluskohteet ovat lähinnä kevyesti rasitettuja tuotteita, joissa aramidien
sitkeys ja keveys ovat erityisesti hyödyllisiä (ks. luku 3). Myös muita
lujitteita käytetään lähinnä vain erityistuotteissa tai tuotteelle asetettujen
erityisvaatimusten takia.
9.4.2 Lujitteen käyttömuoto
Lujitteen
käyttömuodon valinta pohjautuu taloudellisten vaatimusten ja
tehokkuusvaatimusten keskinäiseen painotukseen. Valmistusmenetelmä asettaa
luonnollisesti myös omat rajoituksensa lujitteen käyttömuotoa valittaessa.
Parhaat mekaaniset ominaisuudet saavutetaan pääsääntöisesti yhdensuuntaislujitteilla. Yhdensuuntaislujite muotoutuu kuitenkin huonosti kaksoiskaareviin pintoihin (kuva 9.6). Yhdensuuntaiskerroksista valmistettu laminaatti on myös hauras ja vaurioituu helposti työstössä (kuva 9.7).
Kuva 9.6Yhdensuuntaislujitteen ja kudoksen muotoutuvuus kaksoiskaareviin pintoihin.
Kuva 9.7Esimerkki yhdensuuntaislaminaatin murtumisesta työstössä.
Kudoslujitteillakin
saavutetaan hyvät mekaaniset ominaisuudet, joskin kuitujen mutkaisuus alentaa
jonkin verran lujuutta ja jäykkyyttä, kun vertailukohtana ovat yhdensuuntaiskerroksista
valmistetut laminaatit. Toisaalta kudos muotoutuu paremmin kaksoiskaareviin
pintoihin (kuva 9.6). Kudoslaminaatti kestää myös paremmin iskukuormia ja
työstöä. Toisinaan tätä hyödynnetään käyttämällä laminaatin sisäkerroksissa
yhdensuuntaislujitetta ja pintakerroksissa kudoslujitetta.
Lujitematto
on hinnaltaan edullinen ja muotoutuvuudeltaan kudostakin parempi. Toisaalta
mattolaminaatin lujuusominaisuudet ovat vaatimattomat eikä laminaatin
lujuusominaisuuksia voi suunnata. Mattolujitteiden tyypillisiä käyttökohteita
ovatkin kevyesti kuormitetut tuotteet, joissa keveydelle ei aseteta erityisiä
vaatimuksia. Rakenteellisesti vaativammissa kohteissa mattoja käytetään yhdessä
paksujen roving-kudosten tai yhdensuuntaistuotteiden kanssa. Matto suunnattujen
kerrosten välissä parantaa kerrostenvälistä leikkauslujuutta, minkä lisäksi
mattokerroksilla saadaan taloudellisesti kasvatettua rakennepaksuutta ja
samalla laminaatin taivutusjäykkyyttä.
Valmistuskustannusten
kannalta laminaatti on edullisinta valmistaa paksuimmista mahdollisista,
halutut ominaisuudet antavista matoista, kudoksista ja yhdensuuntaistuotteista.
Pintakerroksen lujitteeksi on kuitenkin syytä valita ohut kudos tai matto
paremman pinnanlaadun saavuttamiseksi.
Pintakerros
voi myös materiaaleiltaan erota varsinaisesta laminaatista. Esimerkiksi
prosessiteollisuuden putkissa ja säiliöissä kantava rakenne suojataan usein
kestomuovipinnoitteella tai kemiallisesti kestävästä matriisimuovista ja C-lasikuitumatosta
muodostetulla pintakerroksella. Hiilikuitulujitettujen laminaattien
pintakerroksessa lujitteena voi olla aramidi- tai lasikuitukudos, jolla
parannetaan laminaatin iskunkestävyyttä. Mikäli laminaatin on oltava sähköä
johtava, pintakerrokseen lisätään muodossa tai toisessa metallia. Saatavilla on
metallilankoja sisältäviä lujitekudoksia sekä kudoksia, jotka on valmistettu
metallipinnoitetuista lujitekuiduista. Sähköä johtavana uloimpana kerroksena
voidaan myös käyttää ohutta metalliverkkoa, jota on saatavilla liimakalvoon
upotettuna.
9.4.3 Matriisimuovi
Valintaperusteet
Matriisimuovin
tärkeimpiä valintaperusteita ovat hinnan ohella käyttöominaisuudet, matriisilla
saavutettavat lopputuotteen mekaaniset ominaisuudet, lämmönkestävyys,
palo-ominaisuudet ja kemiallinen kestävyys. Ominaisuuksien painotus on sovelluskohtainen.
Kertamuovien
käyttöominaisuuksista tärkeimpiä ovat viskositeetti, geeliaika, eksotermin
huippulämpötila, käyttöturvallisuus ja ympäristöystävällisyys. Alhainen
viskositeetti on erityisen tärkeää, kun tuote valmistetaan injektoimalla.
Geeliajan tulee olla riittävän pitkä tuotteen valmistukseen. Alhainen
eksotermin huippulämpötila on erityisen tärkeä ominaisuus paksuja laminaatteja
valmistettaessa.
Lopputuotteen
mekaanisiin ominaisuuksiin vaikuttaa matriisimuovin mekaanisten ominaisuuksien
ohella oleellisesti muovin tarttuvuus lujitteisiin. Kovettumiskutistuma
vaikuttaa saavutettavissa olevaan mittatarkkuuteen ja jossain määrin
mekaanisiin ominaisuuksiin.
Matriisimuovin
lämmönkestävyyden tulee luonnollisesti olla riittävä, jotta tuotteelle asetetut
lämmönkestovaatimukset saavutetaan. Turhan korkeita lämpötiloja kestävää muovia
ei toisaalta kannata valita, koska muovit ovat pääsääntöisesti sitä hauraampia
mitä korkeampia lämpötiloja ne kestävät.
Rakenteelle
asetetut palovaatimukset pystytään usein täyttämään sopivalla matriisimuovin
valinnalla. Mikäli tämä ei onnistu, on selvitettävä, voidaanko muuten potentiaalisten
matriisimuovien palo-ominaisuudet saada vaatimuksia vastaaviksi lisä- ja/tai
täyteaineilla.
Matriisimuovien
kemiallinen kestävyys on useimmiten riittävä normaaleihin sovelluksiin. Monissa
prosessiteollisuuden tuotteissa kemiallinen kestävyys on luonnollisesti yksi
tärkeimpiä matriisimuovin valintaperusteita.
Valinta
Mikäli
valmistettavalle tuotteelle ei aseteta erityisvaatimuksia, päädytään
kertamuovityyppisen matriisin valinnassa yleensä polyesteriin. Näistä orto- ja
isoftaalipolyesterit ovat hinnaltaan edullisia ja niiden käyttöominaisuuksia
voidaan säädellä laajoissa rajoissa. Mikäli niiden kemiallinen kestävyys ja/tai
lämmönkestävyys on riittämätön, ovat seuraavia vaihtoehtoja Bisfenol-A
polyesterit ja vinyyliesterit. Erikoissovellutuksissa käytetään lisäksi
hethappopohjaisia polyestereitä.
Parhaat
mekaaniset ominaisuudet saavutetaan epokseilla. Mikäli rakenne ei joudu korkeisiin
lämpötiloihin, suositaan seosaineilla sitkistettyjä epokseja. Tarvittaessa
käytetään modifioimattomia, hauraampia epokseja, jotka yltävät aina 200 °C:n käyttölämpötiloihin asti. Mikäli epoksien
lämmönkestävyys ei riitä, kertamuovityyppisiksi matriisivaihtoehdoiksi jäävät bismaleimidit
(BMI) ja muut kertamuovityyppiset polyimidit.
Fenolihartsit
ovat edullisia, mutta vaikeita käyttää. Lujitettujen fenolilaminaattien
mekaaniset ominaisuudet ovat myös melko alhaiset. Fenoleja käytetäänkin
matriisiaineena rakenteellisissa sovelluksissa lähinnä, kun muut matriisivaihtoehdot
eivät täytä sovellukselle asetettuja palovaatimuksia.
9.4.4 Täyteaineet
Täyteaineilla
pyritään useimmiten alentamaan raaka-ainekustannuksia ja/tai keventämään lopputuotetta.
Toisinaan täyteaineilla säädetään myös hartsin viskositeetti
valmistusprosessiin sopivaksi. Muita mahdollisia syitä täyteaineen käytölle
ovat tuotteelle asetettujen palovaatimusten täyttäminen sekä tuotteen sähkön-
ja/tai lämmönjohtavuuden parantaminen. Rakenteellisesti vaativissa kohteissa
täyteaineiden käyttöä pyritään välttämään, koska ne yleensä heikentävät
kuitulujitetun laminaatin mekaanisia ominaisuuksia.
9.4.5 Kerroslevyn ydinaine
Ydinaineen
valinnassa merkittäviä valintakriteerejä ovat hinnan ohella ominaisjäykkyydet
ja –lujuudet, työstettävyys, lämmönkesto ja muotoutuvuus. Kerroslevyn
toimintaperiaatteen mukaisesti oleellisia ydinaineen mekaanisia ominaisuuksia
ovat puristusjäykkyys ja –lujuus levytasoa vastaan kohtisuorassa suunnassa sekä
leikkausjäykkyydet ja –lujuudet levytasoa vastaan kohtisuorissa tasoissa.
Mekaanisilta
ominaisuuksiltaan parhaita ydinaineita ovat alumiiniset ja kuitulujitetut
kennot. Niiden muotoutuvuus on myös hyvä, kun kennomuoto valitaan oikein (ks.
luku 3). Kennot ovat kuitenkin suhteellisen
kalliita, minkä lisäksi ne ovat vaikeita työstää. Kerroslevyn valmistus vaatii
huolellisuutta, koska liimasauma muodostetaan pintalaminaatin ja siihen nähden
pystysuorassa olevan kennon seinämän välille. Mikäli kerroslevyä ei saada
tiiviiksi, kennoihin voi myös kertyä vettä kun rakennetta käytetään kosteissa
olosuhteissa.
Solumuovit
ovat kennoihin verrattuna halvempia sekä helpompia työstää ja liimata. Useimpia
solumuoveja voidaan myös muovata lämmön avulla. Käyttöä rajoittavia tekijöitä
ovat suhteellisen alhainen lämmönkesto, palavuus ja palossa syntyvät savukaasut.
Solumuovin ja rakenteen valmistuksessa käytettävien kemikaalien yhteensopivuus
on myös aina varmistettava.
Muita
mahdollisia ydinainevaihtoehtoja ovat lujitteen ja solumuovin yhdistelmät,
jotka ovat käyttökelpoisia erityisesti, kun rakenne valmistetaan injektoimalla.
Ohueen kerroslevyyn taas voi soveltua parhaiten syntaktinen ydinaine, jota
käytettäessä kerroslevy voidaan valmistaa yhdellä kovetuksella ilman erillistä
liima-ainetta.
Tuotteen
valmistustekniikan valinta on yleensä esisuunnittelun ensimmäinen tehtävä.
Valintaan
vaikuttavat valmistettavan kappaleen koko ja muoto, valmistussarjan suuruus ja
rakenteen tehokkuusvaatimukset. Kaikki menetelmät asettavat jossain määrin
suunnittelurajoituksia, joten menetelmän valinta on aina kompromissi.
Luvussa 5 esitetyt valmistusmenetelmien kuvaukset ja menetelmien teknistaloudellinen vertailu antavat hyvän pohjan valmistusmenetelmän valinnalle. Yhteenvetona on kuvassa 9.2 esitetty suuntaa-antavasti erikokoisille ja -muotoisille kappaleille sopivat valmistusmenetelmät eri sarjakokoja vastaten. Kuvassa 9.3 on esitetty niin ikään suuntaa-antavasti valmistusmenetelmien taloudellisin sarjakoko ja menetelmillä saavutettavat lujuus- ja jäykkyysominaisuudet.
Kuva 9.2Erikokoisille ja –muotoisille kappaleille sopivat valmistusmenetelmät eri sarjakokoja vastaten.
Kuva 9.3Valmistusmenetelmien taloudellisin sarjakoko ja menetelmillä saavutettavat jäykkyys- ja lujuusominaisuudet.
Rakenteellinen
suunnittelu on käytännössä mahdotonta, ellei tuotteeseen kohdistuvia kuormia ole
määritelty. Mikäli kuormia ei tunneta, ne on määritettävä laskennallisesti tai
mittaamalla. Lopulliset suunnittelukuormat valitaan niin, että niiden
ylittyminen rakennetta käytettäessä on erittäin epätodennäköistä.
Monet
rakenteet, esimerkiksi säiliöt, ovat pääsääntöisesti staattisesti
kuormitettuja. Tällaisten rakenteiden kuormat on yleensä melko helppo
määrittää. Kuormien ohella on tunnettava niiden vaikutusaika eli rakenteen
suunniteltu elinikä, sillä materiaalit saattavat kuormitettuna virua. Jos
kuormitus välillä poistetaan, on myös tunnettava kuormituskertojen lukumäärä eliniän
aikana, jotta materiaalin väsyminen voitaisiin ottaa huomioon.
Koneiden ja
kuljetusvälineiden osiin sekä muihin vastaaviin tuotteisiin kohdistuvat kuormat
ovat toistuvia. Rakenteiden mitoittamiseksi on tunnettava merkittävien kuormien
suuruus ja erisuuruisten kuormien esiintymiskerrat. Mikäli kuormitusvaihtelut
ovat nopeita, on myös kuormitustaajuus tunnettava, sillä huonona lämmönjohteena
muovikomposiitti lämpiää merkittävästi jo melko matalataajuisenkin toistuvan
kuorman vaikutuksesta.
Normaalien
käyttökuormien ohella on määriteltävä merkittävät, rakenteeseen satunnaisesti vaikuttavat
kuormitukset. Tällaisia kuormia ovat mm. iskukuormat, jotka vaurioittavat
rakennetta sitä helpommin, mitä hauraampaa rakennemateriaali on. Esimerkkejä
iskukuormista ovat kiven iskeytymät, huollossa tapahtuvat työkalujen putoamiset
yms.
Rakennemitoituksen
pohjaksi on lisäksi pystyttävä määrittelemään ympäristötekijät, jotka
vaikuttavat rakenteen kuormittumiseen tai rakennemateriaalien ominaisuuksiin. Näistä
tärkeimpiä ovat lämpötila, kosteus ja rakenteeseen mahdollisesti vaikuttavat
kemikaalit. Rakennetta saattaa heikentää myös mekaaninen hankaus.
Ääriolosuhteiden
ohella on arvioitava ympäristömuutosten suuruus ja lukumäärä, sillä ympäristön
vaihtelu voi olla merkittävä osa rakenteen väsymisrasituksesta. Rakenteen
kanssa kosketuksissa olevat kemikaalit vaikuttavat erityisesti matriisiaineen
ja mahdollisen suojaavan pinnoituksen valintaan. Kemikaalit ja niiden
pitoisuudet tulisi pystyä määrittelemään mahdollisimman tarkoin, sillä
materiaalien kemiallinen kestävyys on hyvin yksilöllinen. On myös huomattava,
että joidenkin kemikaalien vaikutus saattaa tulla esiin vasta kun kemikaali
vaikuttaa rakenteeseen samanaikaisesti mekaanisen kuorman kanssa.
Rakenteiden
käyttöturvallisuuden takaamiseksi myös viranomaiset asettavat monille
tuotteille vaatimuksia. Niissä voidaan hyvinkin yksityiskohtaisesti määritellä
tuotteen mitoituskuormat, rakennemateriaalit, rakenneperiaatteet sekä mitoitus-
valmistus- ja laadunvarmistusmenetelmät. Vaatimukset on julkaistu
sovellutusalueesta riippuen määräyskokoelmina, normeina tai standardeina.
Teollisuudessa
käytettävien lujitemuoviputkien, paineastioiden ja nestesäiliöiden osalta
viranomaisvaatimukset ovat varsin yksityiskohtaisia. Vaatimuksia on esitetty
kansallisissa ja kansainvälisissä standardeissa ja normeissa. Rakenteiden
suunnittelusta on julkaistu myös suunnitteluohjeita. Paineastiat sekä vaarallisia
aineita sisältävät säiliöt ja putkistot ovat lakien ja asetusten alaisia.
Rakenteita sekä niiden valmistusta ja tarkastusta valvovat viranomaiset.
Suomessa valvova viranomainen on Turvatekniikan keskus, josta saa tarkempaa
tietoa noudatettavista standardeista ja normeista, suunnitteluohjeista sekä
rakenteiden hyväksyntään liittyvistä viranomaismenettelyistä (www.tukes.fi).
Lujitemuoviveneitä
koskevat vaatimukset on määritelty Euroopan Unionin huvivenedirektiivissä.
Direktiivin tukena on joukko EU-standardeja. Direktiivin mukaan valmistetut ja
sen mukaisella CE-merkinnällä varustetut veneet ovat myyntikelpoisia kaikissa
EU-maissa ilman erillistä paikallista hyväksyntää. Huvivenedirektiivin
markkinavalvonta kuuluu Suomessa Merenkulkulaitokselle (www.fma.fi).
Lujitemuovisia lentokonerakenteita koskevat vaatimukset sisältyvät ilmailumääräyksiin. Tärkeimpiä määräyskokoelmia ovat Euroopan ilmailuviranomaisen EASA:n (European Aviation Safety Agency) ja USA:n kansallisen ilmailuviranomaisen FAA:n (Federal Aviation Administration) julkaisemat määräykset. Määräysten ohella viranomaiset julkaisevat ohjeluonteisia tiedotteita. USA:n siviili- ja sotilasviranomaisten sekä ilmailuteollisuuden yhteistyössä laatima suunnittelukäsikirja MIL-HDBK-17B antaa myös ohjeita erityisesti lujitemuovimateriaalien ja materiaaliyhdistelmien suunnitteluarvojen määritysmenetelmistä. Lentokonerakenteiden suunnittelu ja valmistus on luvanvaraista toimintaa. Suomessa valvonnan hoitaa Liikenne- ja viestintävirasto Traficom.
Rakenteen
suunnitteluprosessi voidaan kuvan 9.1 mukaisesti jakaa (1) vaatimusten
määrittelyyn, (2) esisuunnitteluun, (3) yksityiskohtaiseen suunnitteluun ja (4)
kelpuutukseen. Materiaalien erikoispiirteillä on oma vaikutuksensa tähän prosessiin.
Muovikomposiiteilla tällaisia erikoispiirteitä ovat mm. materiaalivaihtoehtojen
monilukuisuus, lujuusominaisuuksien suuntausmahdollisuus sekä ominaisuuksien
voimakas riippuvuus valmistustekniikasta ja käyttöympäristöstä.
Suunnittelun
lähtökohdan muodostavat vaatimukset voidaan karkeasti ryhmitellä yleisiin
vaatimuksiin, käyttöympäristölle asetettuihin vaatimuksiin ja rakenteellisiin
vaatimuksiin. Yleiset vaatimukset koskevat mm. tuotteen kokoa, muotoa,
käyttöominaisuuksia sekä tuotantomääriä ja -nopeuksia. Käytännössä tuotteen
hinnalle asetetaan aina myös rajoituksia. Käyttöympäristövaatimuksista
tärkeimpiä ovat käyttölämpötila-alueet, ympäristön kosteus ja kemikaalit sekä
rakennetta mahdollisesti kuluttava eroosio. Rakenteellisia vaatimuksia ovat
kuormien kantokyky, muodonmuutoksille asetetut rajoitukset sekä
erikoisvaatimukset, jotka voivat koskea mm. rakenteen värähtelyominaisuuksia,
iskunkestävyyttä, vaurion sietoa ja korjattavuutta.
Esisuunnittelu
sisältää valmistustekniikan ja rakennemateriaalien valinnat, rakenteen
muotoilun, materiaaliominaisuuksien arvioinnin, rakennekokonaisuuden
kuormittumistarkastelut sekä päärakenteiden suunnittelun ja mitoituksen. Esisuunnittelun
tuloksena rakenne on käytännössä lukkoon lyöty niin, että sen tuotannollinen
määrittely voidaan aloittaa.
Yksityiskohtaisessa
suunnittelussa rakenne suunnitellaan loppuun pienimpiä yksityiskohtia myöten.
Suunnittelun tuloksena ovat rakenteen tuotannolliseen valmistukseen soveltuvat
työpiirustukset tarpeellisine työ- ja tarkastusohjeineen. Rakennemäärittelyjen
ohella määritellään raaka-aineet ja valmistusprosessit. Muottien ja muiden
työkalujen suunnittelu on niin ikään oleellinen osa yksityiskohtaista
suunnittelua.
Kuva 9.1Muovikomposiittirakenteen suunnitteluprosessi.
Rakenne
kelpuutetaan osoittamalla, että se täyttää asetetut vaatimukset.
Kelpuutusohjelma voi olla hyvinkin laaja, mikäli rakenteen rikkoutuminen
aiheuttaa vakavia seurauksia. Vaativan rakenteen kelpuutusohjelmaan sisältyvät
tyypillisesti materiaalien lujuusarvojen kokeellinen varmistaminen, rakenteen
lujuusanalyysit sekä rakenteen kriittisille yksityiskohdille, osille ja
rakennekokonaisuudelle tehtävät lujuus- ja toimintakokeet. Lujuuskokeisiin voi
sisältyä staattisten kuormituskokeiden ohella mm. väsytys-, isku- ja
värähtelykokeita. Koerakenteita voidaan käyttää myös osien valmistettavuuden,
työpiirustusten ja ohjeiden toimivuuden varmistamiseen. Kelpuutuksen päättävät
rakennekokonaisuuden käyttökokeet, joilla osoitetaan rakenteen toimivuus
suunnitelluissa käyttöolosuhteissa.
Komposiittirakenteiden
suunnittelu eroaa monin tavoin perinteisen metallirakenteen suunnittelusta.
Tässä luvussa pääpaino on näiden erityispiirteiden kuvaamisessa. Rakennesuunnittelun
yleiset periaatteet oletetaan tunnetuiksi.