Ainetta
rikkomattoman aineenkoestuksen tavoitteena on tunnistaa ja mitata rakennetta
heikentävät viat rakennetta rikkomatta. Koestusmenetelmiä käytetään tutkimus-
ja kehitystyössä, tuotannon laadunvarmistuksessa ja käytössä olevien
kappaleiden kunnon seurannassa. Menetelmistä käytetään usein englanninkielisiin
lyhenteisiin perustuvia nimityksiä NDT-menetelmät (Non-Destructive Testing) tai
NDI-menetelmät (Non-Destructive Inspection).
Koestusmenetelmistä
yleisimpiä ovat visuaalinen tarkastus, pyörrevirta-, magneettijauhe-, ääni- ja
ultraäänimenetelmä, radiografia sekä akustiseen emissioon perustuva menetelmä.
Muita rikkomattomaan koestukseen kehitettyjä menetelmiä ovat mm. termografia ja
holografia. Ainetta rikkomattomiksi menetelmiksi voidaan lukea myös rakenteen
jäykkyyden tai jäykkyydestä riippuvien suureiden, esimerkiksi
ominaistaajuuksien muutosten mittaukset.
Luetellut
koestusmenetelmät on pääasiassa kehitetty metallisten rakenteiden
tarkastukseen, mutta useimmat menetelmät soveltuvat myös muovikomposiiteille.
Menetelmien käytettävyys on kuitenkin erilainen, sillä muovikomposiitit ovat
metalleista poiketen heterogeenisia ja anisotrooppisia. Tavanomaisten
muovikomposiittien tarkastukseen kokonaan soveltumattomia menetelmiä ovat
pyörrevirtamenetelmä, joka edellyttää tutkittavalta materiaalilta
sähkönjohtavuutta, sekä magneettijauhemenetelmä, jonka edellytyksenä on
tutkittavan materiaalin magneettisuus.
Muovikomposiiteista
haettavia mekaanisiin ominaisuuksiin vaikuttavia vikoja ovat komposiitin
huokoisuus, matriisisäröt, kuitu/matriisi-sidosvauriot, kuitukatkeamat,
kerrostenväliset delaminaatiot, komposiittiin jääneet vieraat materiaalit sekä
lujitteen epätasainen jakautuminen. Millään menetelmällä ei pystytä
tunnistamaan ja mittaamaan kaikkia vikatyyppejä, joten käytännössä rakenteita
joudutaan tarkastamaan usealla eri menetelmällä. Menetelmien käytettävyyttä on
kuvattu seuraavissa kappaleissa. Menetelmien käyttö eri kohteiden tarkastukseen
on osittain standardoitu.
7.4.1 Visuaalinen tarkastus
Visuaalinen
tarkastus on yksinkertaisin ja muovikomposiittisten rakenteiden tarkastuksessa
eniten käytetty menetelmä. Yksinkertaisuudestaan huolimatta menetelmää ei sovi
vähätellä, sillä se sopii kuitulujitetuille muoveille huomattavasti paremmin
kuin metalleille. Haittapuolena on menetelmän subjektiivinen luonne.
Erityisen
hyvin visuaalinen tarkastus sopii valoa läpäisevien laminaattien, esimerkiksi
maalaamattomien lasikuitulaminaattien tarkastukseen. Havaittavissa olevia
vikoja ovat mm. halkeamat, vieraat materiaalit, ilmakuplat, hartsirikkaat ja
hartsiköyhät alueet sekä delaminaatiot. Valoa läpäisemättömistä laminaateista
pystytään visuaalisesti löytämään lähinnä vain pintaan asti ulottuvat vauriot. Metallisten
rakenteiden visuaalisessa tarkastuksessa käytettäviä tunkeumanesteitä
komposiittirakenteiden tarkastuksessa ei yleensä käytetä, sillä neste voi vahingoittaa
laminaatin materiaaleja ja vaikeuttaa mahdollista korjausta.
7.4.2 Äänitarkastus
Äänitarkastuksessa
vikoja etsitään havainnoimalla rakenteen vastetta kuulotaajuudella olevaan
värähtelyyn. Yksinkertaisin ja lähes ainoa laajassa käytössä oleva
äänitarkastusmenetelmä on ns. koputuskoe, jota käytetään lähinnä
delaminaatioiden etsimiseen. Kokeessa rakennetta koputetaan sopivalla
esineellä, esimerkiksi kolikolla. Ehjissä kohdissa koputusääni on kirkas ja
terävä verrattuna vikakohtien matalaan ja soinnittomaan ääneen. Menetelmällä
pystytään löytämään suhteellisen pieniäkin delaminaatioita. Menetelmän
haittapuolena on tarkastuksen hitaus ja visuaalisen tarkastuksen tapaan kokeen
subjektiivinen luonne. Haittojen takia äänitarkastusta on pyritty
automatisoimaan, mutta kehitetyt laitteet eivät ole laajassa mitassa korvanneet
manuaalista tarkastusta.
7.4.3 Ultraäänitarkastus
Ultraäänitarkastuksessa
mitataan häiriöitä, joita rakennevirheet aiheuttavat kappaleessa kapeana,
kartiomaisena keilana etenevään korkeataajuiseen äänisignaaliin. Tarkastuksessa
mitataan aallon vaimenemista, epäjatkuvuuksien aiheuttamia aallon heijastuksia
tai toisinaan myös ääniaallon nopeuden muutoksia. Ultraääniaalto synnytetään
tavallisesti pietsosähköisellä anturilla. Käytettävät taajuudet ovat
tyypillisesti välillä 100 kHz…25 MHz.
Mittaustekniikka
Ultraäänitarkastuksessa
käytetään kahta perusmenetelmää: pulssikaikumenetelmää ja läpäisymenetelmää.
Edellisessä mitataan ultraäänisignaalin takaisinheijastuksia yhdistetyllä
lähetin/vastaanotinluotaimella. Jälkimmäisessä mitataan kappaleen läpäissyttä
ultraäänipulssia, jolloin erilliset lähetin- ja vastaanotinluotaimet
sijoitetaan tutkittavan rakenteen vastakkaisille puolille. Vaihtoehtoisesti
voidaan käyttää lähettimen vastakkaisella puolella heijastinta, jolloin signaali
vastaanotetaan samalta puolen kuin lähetetäänkin. Perustekniikat on esitetty
kuvassa 7.25.
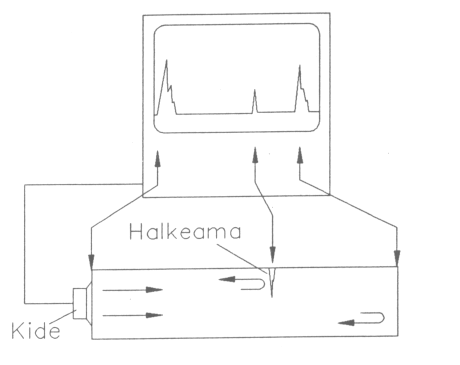
Tarkastuksen perusedellytyksenä on kunnollinen akustinen kytkentä luotainten ja tutkittavan kappaleen välillä. Kytkentä on mahdollista aikaansaada suoralla kontaktilla käyttämällä pehmeäpintaista luotainta tai geelimäistä väliainetta luotaimen ja kappaleen pinnan välillä. Parhaat tulokset saavutetaan kuitenkin käyttämällä väliaineena vettä. Vettä käytettäessä pienemmät kappaleet voidaan tarkastaa vesitankissa. Suurempia kappaleita tarkastetaan kytkemällä luotaimet kappaleeseen vesisuihkuilla (kuva 7.25).
Kuva 7.25Ultraäänitarkastuksen perustekniikat.
Pulssikaikumenetelmässä mitattavia ultraäänisignaalin takaisinheijastuksia aiheuttavat kappaleen rajapinnat ja sisäiset epäjatkuvuuskohdat. Luonnolliset heijastukset saadaan kappaleen pinnoista. Lisäsignaaleja saadaan, mikäli ultraäänikeila kohtaa rakenteellisen vian, esimerkiksi delaminaation. Kun heijastukset tulostetaan kuvaputkelle, saadaan yhdestä pisteestä kuvan 7.26 mukainen tuloste, josta pystytään määrittämään myös vian sijainti kappaleen paksuussuunnassa.
Kuva 7.26Pulssikaikumenetelmän periaate.
Läpäisymenetelmässä
mitataan useimmiten ultraääniaallon vaimenemista. Vaimenemista aiheuttavat jo
itse materiaalit absorboimalla aaltoenergiaa. Absorptio riippuu materiaalien
kimmoisista ja viskooseista ominaisuuksista. Lisävaimenemista aiheuttavat
rakenteelliset epäjatkuvuudet, joita kohdatessaan aalto hajoaa.
Muovikomposiiteissa hajontaa aiheuttavia tekijöitä ovat sekä rakenteelliset
epähomogeenisuudet että rakennevirheet kuten huokoset, onkalot, matriisisäröt
ja delaminaatiot.
Ultraäänitarkastuksen
tulos on yksinkertaisimmillaan kuva yhdestä tarkastelupisteestä.
Pulssikaikumenetelmässä kuva esittää heijastukset
aika/amplitudi-koordinaatistossa (kuva 7.26). Tulostetta nimitetään yleisesti
A-kuvaksi. Kun luotaimia liikutetaan pitkin suoraa viivaa, erillisten pisteiden
tulokset voidaan yhdistää ns. B-kuvaksi, joka kuvaa heijastajien syvyyssijainnin
mitatussa poikkileikkauksessa. Yleisimmin käytetyssä tulosteessa, ns.
C-kuvassa, esitetään kokonaisen pinnan mittaustulokset (kuva 7.27). C-kuva
muodostetaan asettamalla mitattavalle suureelle, esim. läpäisymenetelmällä
mitattavalle vaimennukselle raja-arvoja, joiden ylitykset tulostetaan joko
väri- tai harmaasävykarttana.
Kuva 7.27 Ultraäänitarkastus ja tarkastuksen tulostus C-kuvana.
Laitteistot
Ultraäänitarkastuslaitteisto
on yksinkertaisimmillaan kannettava laite, jossa on kuvaputki tulostusta
varten. Tarkastuksessa luotaimia kuljetetaan manuaalisesti tutkittavan alueen
yli. Kiinteissä laitteistoissa luotaimia ohjataan automaattisesti ja
mittaustuloksista muodostetaan C-kuva kuvan 7.27 mukaisesti.
Laminaattirakenteista
löydettävät viat
Ultraäänitarkastuksella
voidaan havaita laminaattirakenteesta mm. huokoisuus, onkalot, säröt,
delaminaatiot ja hartsirikkaat tai hartsiköyhät alueet. Parhaiten tarkastus
soveltuu laminaattitason suuntaisten vikojen etsintään. Menetelmän erottelukyky
on taajuudesta riippuvainen. Taajuuden kasvaessa kasvaa vikojen aiheuttama
aallon hajonta ja samalla vaimeneminen. Pienin löydettävä vika on kooltaan noin
puolet käytetystä aallonpituudesta.
Ultraäänitarkastusta voidaan hyödyntää vasta, kun laitteiston erottelukyky on selvitetty. Erottelukykyä tutkitaan vertailukappaleilla, joihin on keinotekoisesti aikaansaatu tunnettuja vikoja. Tyypillisiä vertailukappaleita on kuvassa 7.28. Kappaleisiin on laminointivaiheessa tehty eri syvyyksille ”delaminaatioita” vaihtelevankokoisilla teflonpaloilla. Vastaavasti on tehty onkaloita asentamalla reunoille kerrosten väliin teräspaloja, jotka vedetään pois ennen tarkastusta. Esimerkki eri taajuuksilla mitatuista laminaatin huokoisuuden ja ultraäänen vaimentumisen välisistä riippuvuuksista on kuvassa 7.29. Kuvan mukaisesti vaimennus lisääntyy mittaustaajuuden kasvaessa.
Kuva 7.28Ultraäänitarkastuksen erottelukyvyn selvittämiseen käytettyjä vertailukappaleita.
Kuva 7.29Ultraäänen vaimennuksen riippuvuus huokoisuudesta. [4]
7.4.4 Resonanssimenetelmä
Resonanssimenetelmä
on itse asiassa ultraääneen perustuva tarkastusmenetelmä. Menetelmässä ei
kuitenkaan mitata ultraäänen vaimennusta tai heijastuksia vaan kappaleen
resonanssitaajuuden muutoksia. Se soveltuu delaminaatioiden, onkaloiden ja myös
liimavikojen etsintään. Menetelmään perustuvia kaupallisia
tarkastuslaitteistoja on tarjolla useita. Resonanssimenetelmässäkin onnistuneen
käytön edellytyksenä on riittävä vertailuaineisto.
7.4.5 Radiografia
Radiografisessa
tarkastuksessa rakennetta säteilytetään ja rakenteen läpäisseestä säteilystä
muodostetaan kuva filmille tai varjostimelle. Radiografisista menetelmistä
käytetyin on röntgentarkastus. Myös neutroni- ja gammasäteiden soveltuvuutta
komposiittien tarkastukseen on tutkittu.
Laminaattien
röntgentarkastuksessa käytetään matalaenergisiä säteitä, sillä matriisit ja
lujitteista erityisesti hiilikuidut ovat säteilyn suhteen hyvin läpinäkyviä.
Röntgentarkastuksella havaitaan parhaiten paksuussuunnassa merkittävän kokoiset
viat, mm. huokoisuus, onkalot ja matriisisäröt. Laminaattitasossa olevien
delaminaatioiden havaittavuus on huono.
7.4.6 Akustinen emissio
Akustinen
emissio (AE) ei ole puhtaasti ainetta rikkomaton tarkastusmenetelmä, sillä se
pohjautuu kuormitetun materiaalin vaurioitumisesta aiheutuvien äänisignaalien
mittaamiseen. Lujitemuovirakenteen emittoimat signaalit syntyvät pääasiassa
matriisin säröilystä, kuitu/matriisi-sidosten pettämisistä ja kuitujen
katkeamisista.
Mittaustekniikka
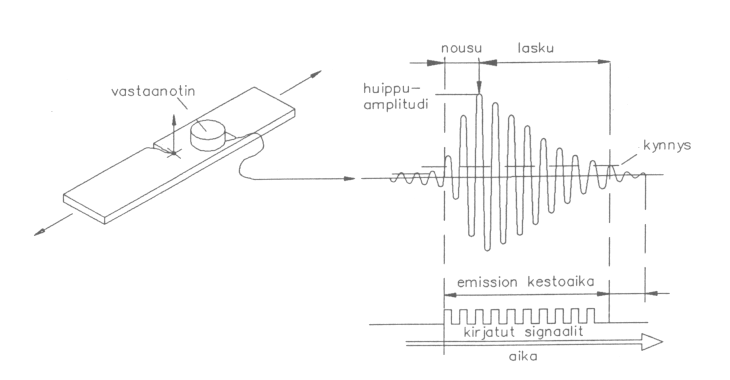
Akustista emissiota mitataan yksinkertaisimmillaan rekisteröimällä amplitudiltaan kynnysarvon ylittävien emissioiden lukumäärää tai emissiotiheyttä eli emissioiden määrää aikayksikössä. Lisääntyvä vaurioituminen näkyy emissiotiheyden kasvuna. Mittauksen periaatteita selvittää kuva 7.30.
Kuva 7.30Akustisen emission periaate.
Akustisen
emission mittaustekniikassa keskeisiä käsitteitä ovat Kaiser-ilmiö ja
Felicity-suhde. Täydellinen Kaiser-ilmiö kuvaa tapausta, jossa aikaisemmin kuormitetun
rakenteen emissiot alkavat uudelleen vasta, kun kuormitus ylittää aikaisemman
maksimiarvonsa. Jos emissio alkaa uudelleen aikaisempaa kuormitustasoa
pienemmällä jännityksellä, kutsutaan tämän jännitystason ja aikaisemman
maksimijännitystason suhdetta Felicity-suhteeksi.
Kuvassa 7.31
on esimerkki Kaiser-ilmiöstä ja Felicity-suhteesta. Alemmalla kuormitustasolla
pisteessä C Kaiser-ilmiö esiintyy täydellisenä. Ylemmällä kuormitustasolla
ilmiö ei ole täydellinen Felicity-suhteen ollessa pisteitä B ja A vastaavien
jännitysten suhde.
Akustista
emissiota voidaan hyödyntää koekuormitukseen perustuvassa tuotannon
laadunvarmistuksessa sekä käytössä olevien komposiittirakenteiden kunnon
seurannassa. Laadunvarmistuksessa hyväksyttävän kappaleen emissiosta
muodostetaan perusviiva, jota tuotantokappaleiden emissiot eivät saa ylittää.
Kuvan 7.32 mukaisesti huonolaatuisen kappaleen emissio poikkeaa perusviivasta
jo alhaisilla kuormitustasoilla.
Käytössä
olevan kappaleen kunnosta antaa indikaation jo emissiotiheys. Myös
Felicity-suhteen alenemisen on todettu korreloivan lopullisen pettämisen
kanssa. Rakenteen vaurioaluetta voidaan paikantaa mittaamalla emissioita
usealla eri paikkoihin sijoitetulla anturilla.
Kuva 7.32Esimerkki kappaleen laadun vaikutuksesta akustiseen emissioon. [5]
7.4.7 Termografia
Termisissä
tarkastuksissa rakennevikoja haetaan mittaamalla kappaleen pinnan
lämpötilajakaumaa. Ulkoiseen lämpölähteeseen perustuvassa menetelmässä
kappaleen toista pintaa lämmitetään ja samalla seurataan joko lämmitettävän
pinnan tai vastakkaisen pinnan lämpötilajakaumaa. Mikäli rakenne on
tasalaatuinen, myös sen lämmönjohtavuusominaisuudet ovat paikasta
riippumattomat ja pinnan isotermit ovat säännöllisiä. Vikakohdissa
lämmönjohtavuus on huonompi, mistä aiheutuu pintalämpötiloihin paikallisia
laaksoja.
Toinen
terminen tarkastusmenetelmä perustuu rakenteen sykliseen kuormittamiseen.
Vikojen ympäristössä esiintyy jännityshuippuja, jolloin näillä alueilla
kehittyy eniten lämpöä. Pintalämpötiloja mitattaessa vikakohdat näkyvät ehjää
aluetta lämpimämpinä.
Pintalämpötiloja
voidaan mitata levittämällä pinnalle lämpötilan mukaan väriään vaihtavaa
nestettä. Pintaa voidaan myös kuvata infrapunakameralla, joka muuttaa kappaleen
infrapunasäteilyn visuaaliseen muotoon. Videotermografiassa pintalämpötilaa
kuvataan reaaliajassa. Kuvausmenetelmissä pintalämpötilat voidaan tulostaa väri-
tai harmaasävykarttana.
Ilmahuokoset,
onkalot, halkeamat ja delaminaatiot muuttavat paikallisesti lämmönjohtavuutta
ja aiheuttavat rakennetta kuormitettaessa jännityskeskittymiä. Näin viat ovat
ainakin tiettyyn kokoon asti havaittavissa kummallakin menetelmällä. Menetelmät
eivät kuitenkaan anna selkeää indikaatiota vian laadusta.
7.4.8 Holografia
Rakennetta
kuormitettaessa sen sisäisetkin viat aiheuttavat rakenteen pintaan vähäisiä
paikallisia muodonmuutoksia. Holografiatarkastuksessa kuormitetun kappaleen
pinnasta otetaan holografikuva, josta muodonmuutoksia voidaan mitata
mikrometrin osien tarkkuudella. Holografiatarkastuksen etuna on mahdollisuus
kuvata suuriakin kappaleita. Tarkastus edellyttää kuormitusjärjestelmältä
suurta stabiiliutta, mistä syystä menetelmän käytännön merkitys on vähäinen.
7.4.9 Jatkuva kunnon valvonta
Kerrokselliseen
kuitulujitettuun rakenteeseen on sen valmistusvaiheessa helppo haudata
erilaisia antureita. Mittaustekniikan kehittyessä ajatus itseään valvovasta ”instrumentoidusta”
rakenteesta onkin tullut yhä houkuttelevammaksi. Englanninkielisessä
kirjallisuudessa näitä rakenteita kutsutaan usein ”älykkäiksi komposiiteiksi”
(smart composites).
Älykkäille
komposiiteille asetetut toiveet eivät rajoitu pelkästään rakenteiden kunnon
valvontaan. Tutkittavana on myös rakenteen sisäisten anturien käyttö
kovetusprosessin seurannassa ja prosessin kontrolloinnissa. Tutkimuksen
kohteena ovat myös järjestelmät, joissa rakenne tuntee kuormitustilan ja pystyy
välittämään tiedon kuormitusta säätelevälle ohjauskeskukselle. Ohjauskeskus
säätää tarvittaessa käyttötilan vähemmän kuormittavaksi.
Muita
tutkimuksen kohteita ovat mm. tiedonsiirtojärjestelmien ja elektronisten
laitteiden integrointi kuormaa kantavaan rakenteeseen. Pisimmälle meneviä ovat
ajatukset rakenteista, joissa ei ole pelkästään antureita vaan myös aktiivisia
toimintoja samaan tapaan kuin ihmiskehossa. Mahdollisia aktuaattorimateriaaleja
ovat muistimetallit, pietsokeraamit ja –polymeerit sekä elektro- ja
magnetostriktiiviset ja –reologiset materiaalit.
Kirjallisuutta
1. Pipes R.B., Blake Jr. R.A., Gillespie Jr.
J.W., Carlsson L.A., Delaware Composites Design Encyclopedia – Volume 6: Test
Methods. Technomic Publishing Company Inc., Pennsylvania 1990.
Laminaatin
rakenteen selvittäminen on usein toistuva tehtävä sekä kehitystyössä että
laadunvarmistuksessa. Määritettäviä ominaisuuksia ovat tavallisimmin lujitepitoisuus,
lujiterakenne ja laminaatin huokoisuus.
Lujitepitoisuutta
voidaan karkeasti arvioida mittaamalla laminaatin paksuus. Kun laminaattiin
käytettyjen lujitekerrosten lukumäärä ja neliömassa sekä lujitteen tiheys ovat
tunnetut, lujitepitoisuus voidaan edelleen laskea kaavalla (6.7). Tarkempaan
tulokseen päästään punnitsemalla näytepala, poistamalla siitä matriisimuovi ja
punnitsemalla jäljelle jäävä lujite. Lujitteesta ja matriisimuovista riippuen
matriisimuovi poistetaan polttamalla tai liuottamalla. Laminaattinäytteestä
jäävästä lujitepakasta voidaan lisäksi selvittää lujiterakenne eli
lujitekerrosten määrä, suuntaukset ja pinoamisjärjestys.
Laminaatin
huokoisuus voidaan määrittää punnitsemalla näytepala ilmassa ja vedessä.
Tuloksista saadaan laskettua komposiitin tiheys. Huokoisuus saadaan laskettua
kaavalla (6.9), kun aineosien tiheydet ja massaosuudet tunnetaan. Huokoisuus
voidaan myös määrittää näytepalasta mikroskoopin avulla. Tapa on edellistä
suositeltavampi, sillä se antaa kuvan myös huokosten koosta, kokojakautumasta
ja sijainnista. Koko tuotteen huokoisuutta menetelmällä ei saada selville,
ellei näytepaloja oteta riittävän monesta kohdasta.
Lujitepitoisuutta
voidaan myös tutkia termogravimetrisella analyysillä eli TGA-laitteistolla,
joka mittaa näytteen painon muutosta, kun sitä kuumennetaan vakionopeudella.
Kuumennusnopeus on tavallisesti kymmeniä asteita minuutissa (20…40 °C/min), joten mittaus on nopea suorittaa. Analyysillä
saadaan määritettyä myös lisä- ja täyteainepitoisuudet edellyttäen, että
aineosat hajoavat termisesti eri lämpötiloissa. Mittaustulos ilmaisee lisäksi
laminaattiin imeytyneen kosteuden määrän.
7.3.2 Valmistuksen aikaiset muodonmuutokset
Laminaatin
valmistuksen aikainen lineaarikutistuma saadaan määritettyä vertaamalla
näytepalan mitta-alueen pituutta muotin vastaavaan pituuteen. Mittaustulosten
käsittelyssä on otettava huomioon lämpötilamuutosten aiheuttamat muotin
mittamuutokset. Nurkkien kulmamuutoksia voidaan mitata valmistamalla edustavia,
esimerkiksi U-profiilin muotoisia näytepaloja.
7.3.3 Laminaatin kovettumisaste ja kovuus
Kertamuovipohjaisen
laminaatin kovettumisaste voidaan määrittää pyyhkäisykalorimetrilla (Differential
Scanning Calorimeter, DSC). Laite mittaa näytepalan sitoman/luovuttaman
energian määrää näytteen lämpötilaa nostettaessa. Mikäli näytepala on osittain
kovettumaton, kovettumisreaktio menee loppuun mittauksen aikana. Eksotermireaktiossa
vapautuu energiaa, jonka määrästä voidaan määrittää näytteen kovettumisaste.
DSC-mittauksen
ongelmana on laitteiston kalleus. Käytännön työssä kovettumisaste
määritetäänkin usein likimääräisemmin mittaamalla kovetetun hartsivaloksen tai
laminaatin kovuutta. Mitattava suure on Barcol-kovuus, jonka arvo ilmaistaan
asteikolla 0…100. Kovuus mitataan laitteella, joka iskee teräksisen neulan
jousivoimalla näytteen pintaan. Kovuusarvo on verrannollinen neulan
tunkeutumaan. Kovuusarvoon vaikuttaa matriisin kovettumisasteen ohella näytteen
rakenne. Esimerkiksi kovettuneen laikuitulujitetun polyesterilaminaatin
Barcol-kovuus on tyypillisesti 40…45, kun samasta hartsista valmistetun
valoksen vastaava arvo on 35…40.
Kestomuovien
kovuutta mitataan tavallisesti Rockwell-kovuudella. Kovuus määritetään
laitteella, joka mittaa teräksisen kärjen tai timanttikärjen tunkeutumaa
näytteeseen, kun kärkeä painava voima kasvaa määritellystä minimiarvosta
määriteltyyn maksimiarvoon. Rockwell-kovuutta mitataan eri asteikoilla, jotka
perustuvat erilaisiin mittauskärkiin. Kestomuoveilla yleisiä asteikkoja/kärkiä
ovat L, M ja R, joista L soveltuu pehmeille ja R koville muoveille.
Kestomuovien tyypilliset kovuusarvot ovat HRM 49…102 ja HRR 80…124 koodien
viimeisen kirjaimen ilmoittaessa käytetyn kovuusasteikon.
Hyvin
elastisten materiaalien, esimerkiksi kumien kovuutta mitataan Shore-kovuudella.
Kovuusarvon määrittää jousikuormitetun kärjen painuma näytteeseen. Kovuusarvot
ovat tyypillisesti välillä Shore D 54…80
7.3.4 Hygrotermiset ominaisuudet
Lämmönkestävyys
Tärkeimmät
matriisimuovien ja laminaattien lämmönkestävyyttä mittaavat koestusmenetelmät
ovat lasittumislämpötilan Tg
ja taipumislämpötilan eli HDT-arvon määritys.
Lasittumislämpötila
määritetään näytepalasta pyyhkäisykalorimetrilla eli DSC-laitteella. Lämpötila
näkyy DSC-termogrammissa kulmakertoimen muutoksena. Mikäli näyte on osittain
kovettumaton, termogrammissa huippuna näkyvä jäännösreaktiivisuus saattaa
peittää muutoskohdan. Tässä tapauksessa (täysin kovettuneen muovin) Tg saadaan määritettyä
toistamalla mittaus ensimmäisen ajon aikana kovettuneella näytteellä.
Lasittumislämpötilaa
voidaan mitata myös termomekaanisella laitteistolla (Thermo Mechanic Analysis,
TMA), jossa näytettä koskettava mittapää mittaa näytteen paksuuden muutosta
lämpötilan noustessa asetetulla nopeudella. Menetelmä pohjautuu muovin
lämpölaajenemiskertoimen voimakkaaseen muutokseen lasittumislämpötilassa.
Taipumislämpötila
mitataan kohdistamalla tasaleveään, suorakaiteen muotoiseen koesauvaan vakiona
pidettävä taivutuskuorma. Kuormitetun sauvan lämpötilaa nostetaan tasaisella
nopeudella, kunnes sauvan taipuma HDT-lämpötilassa on kasvanut standardissa
määrättyyn arvoon.
Lämpölaajenemiskerroin
Lämpölaajenemiskerroin
määritetään mittaamalla koekappaleen pituuden muutosta sitä lämmitettäessä.
Lämpölaajenemiskerroin voi olla lämpötilan funktio, joten mittaus on tehtävä tarpeellisen
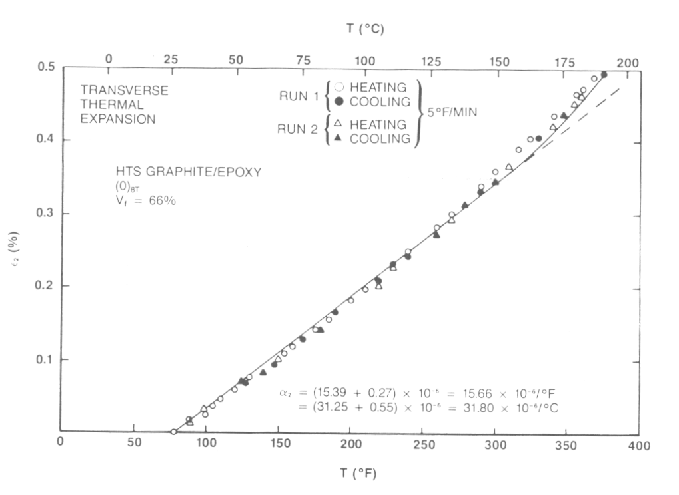
laajalla lämpötila-alueella. Kuvassa 7.2 on esitetty lämpölaajenemisen
mittaustulokset hiilikuitu/epoksi-yhdensuuntaislaminaatille kuituja vastaan
kohtisuorassa suunnassa. Lämpölaajenemiskertoimen arvon nähdään olevan likimain
vakio lasittumislämpötilaan 170 °C asti.
Lämpölaajenemiskerroin voidaan myös määrittää näytepalasta TMA-laitteistolla.
Kuva 7.2Hiilikuitu/epoksi-yhdensuuntaislaminaatin lämpölaajeneminen poikittaissuunnassa. [1]
Kosteusabsorptio
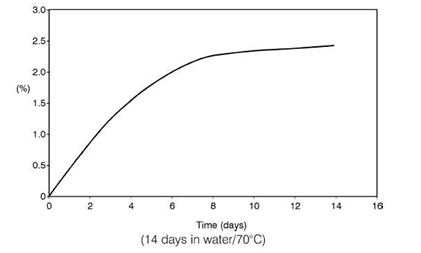
Kosteusabsorptiota
mitataan altistamalla näytepala haluttuun ympäristöön ja punnitsemalla se
määräajoin. Altistus tehdään sääkaapissa tai vedessä. Mittaustuloksena saadaan
kosteuspitoisuus ajan funktiona. Esimerkkinä on kuvassa 7.3 erään
matriisiepoksin kosteusabsorptio 70 °C:ssa vedessä.
Mittauksiin voidaan sisällyttää näytekappaleen mitta-alueen pituuden määritys.
Tuloksista saadaan edelleen laskettua kosteuslaajenemiskerroin.
Koejärjestelyistä
on huomattava, että koekappaleen pinta vaikuttaa merkittävästi
kosteusabsorptioon. Laminaattien kosteusabsorptioon vaikuttaa myös se, pääseekö
kosteus tunkeutumaan laminaattiin reunojen kautta vai ovatko laminaatin reunat
tiivistetyt. Tavallisesti reunat tiivistetään, koska laminaattirakenteet ovat
käytännössä suuria levymäisiä kappaleita, joihin kosteus imeytyy reuna-alueita
lukuun ottamatta vain paksuussuunnassa.
Kappaleen
7.3.1 mukaisesti laminaatin tai valoksen kosteuspitoisuutta voidaan myös mitata
näytepalasta TGA-laitteistolla.
Kuva 7.3Erään matriisiepoksin kosteusabsorptio 70 °C:ssa vedessä. [1]
7.3.5 Mekaaniset lyhytaikaisominaisuudet
Mekaanisia
lyhytaikaisominaisuuksia joudutaan määrittämään kokeellisesti kerroksille ja
laminaateille. Kerroskokeet tehdään käytännössä useasta samansuuntaisesta kerroksesta
muodostetulle laminaatille. Kerroskokeiden tarkoituksena on usein
suunnitteluarvojen määrittäminen. Laminaattikokeilla tyypillisesti varmennetaan
laskennallisesti määritettyjen jäykkyys- ja lujuusarvojen oikeellisuus. Kun
koestuslämpötila on normaalista poikkeava, kokeet tehdään ympäristökammiolla
varustetulla aineenkoestuslaitteella. Koekappaleiden mahdollinen
kosteusaltistus tehdään sääkaapissa.
Vetokokeet
Vetokokeen
tavoitteena on tavallisesti kerroksen tai laminaatin kimmomodulin, vetolujuuden
ja murtovenymän määrittäminen. Kokeissa mitataan usein myös vetokuormituksen
aiheuttamaa poikittaista suppeumaa kuvaavan Poissonin vakion arvo. Lisäksi
voidaan mitata kuormituksen aiheuttamaa koekappaleen säröilyä. Helposti
suoritettavina vetokokeet soveltuvat hyvin materiaaliominaisuuksien määrityksen
ohella tuotannon laadunvarmistusmenetelmäksi.
Laminaattien
vetokoestandardit pohjautuvat lujittamattomille muoveille kehitettyihin
koemenetelmiin. Koekappale on tutkittavasta materiaaliyhdistelmästä riippuen
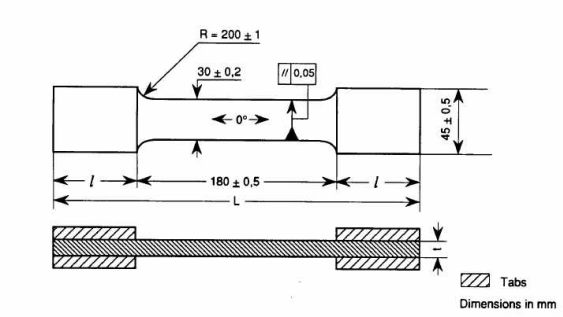
tasaleveä tai keskeltä kavennettu sauva (kuva 7.4). Koesauvan muodolla pyritään
saamaan sauvan pettämiskohta kiinnityshäiriöistä vapaalle keskialueelle.
Kavennettu sauva sopii hyvin koekappaleeksi, kun tutkittavana on alhaisen
jäykkyyden omaava laminaatti, vähän suunnattu laminaatti tai ±45°
-ristikkäislaminaatti. Tasaleveä sauva on yleensä parempi tutkittaessa
lujuusominaisuuksiltaan voimakkaasti suunnattuja laminaatteja. Koesauvan päihin
liimataan usein alumiini- tai laminaattilevyt kiinnityskohdan vahvistamiseksi
ja aineenkoestuslaitteen tarraimien tarttuvuuden parantamiseksi.
Koetta
suoritettaessa koesauva asennetaan aineenkoestuslaitteeseen tarkasti
vetokuormituksen suuntaisesti. Pienetkin asennusvirheet vaikuttavat
mittaustuloksiin erityisesti, kun tutkittavana on lujuusominaisuuksiltaan
voimakkaasti suunnattu materiaaliyhdistelmä. Kuormitusnopeus määritellään
tavallisesti liikkuvan kiinnitysleuan nopeutena. Kuormitusnopeudet vaihtelevat
standardista riippuen välillä 2…10 mm/min.
Kuva 7.4 Keskeltä kavennettu vetokoesauva.
Mitattavia
suureita ovat yleensä aina koesauvaan kohdistettu kuorma Fx ja sitä vastaava sauvan mitta-alueen venymä ex. Venymää mitataan ekstensiometrillä tai venymäliuskalla.
Kun mitta-alueen poikkipinta-ala A
tunnetaan, voidaan edelleen laskea kuormaa vastaava sauvan normalisoitu
vetojännitys:
(7.1)
Jännitys/venymä-arvopareista
muodostuu laminaatin jännitysvenymäkuvaaja. Sen lineaariselta alueelta valitaan
kaksi jännitys/venymä-arvoparia, joista saadaan määritettyä laminaatin
kimmomoduli:
(7.2)
Kun
kokeessa lisäksi mitataan koesauvan poikittaista venymää ey, saadaan exey – kuvaajan lineaariselta alueelta valituista venymäpareista
laskettua Poissonin vakio:
(7.3)
Puristuskokeet
Puristuskokeiden
tavoitteet ovat vastaavanlaiset kuin vetokokeiden. Kokeilla mitataan
tavallisesti laminaatin kimmomodulia, puristuslujuutta ja murtovenymää,
toisinaan myös Poissonin vakiota ja jännitystä, jolla laminaatti alkaa
säröillä.
Puhtaan
puristuskuormituksen aikaansaaminen koekappaleeseen on varsin hankalaa.
Puristuskoetta vaikeuttaa lisäksi se, että ohuet koesauvat nurjahtavat jo
pienillä kuormituksilla. Kokeissa tarvitaankin kuormitusjigiä, jossa
koekappaleeseen kohdistetaan puristuskuormitus niin, että sauvan nurjahdus on
estetty.
Standardoituja
muovikomposiittien puristuskokeita on useita. Koesauvat ovat tyypillisesti
lyhyitä, standardista riippuen kavennettuja tai kaventamattomia. Sauvaa
kuormitetaan joko suoraan sauvan päistä tai siirtämällä puristuskuorma sauvan vahvistettuun
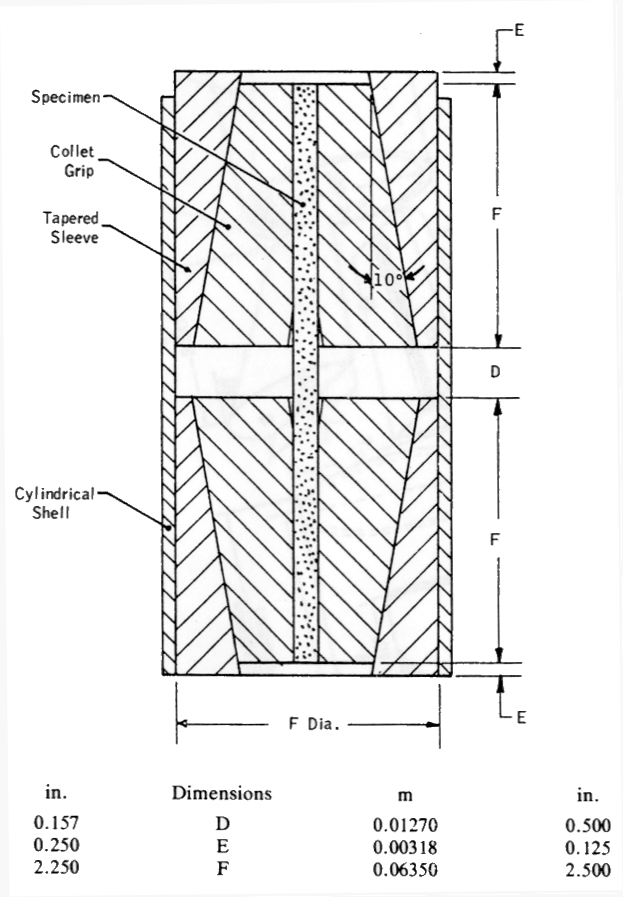
päähän tarraimilla. Kuvan 7.5 koesauvassa mitta-alue on niin lyhyt, että
laminaatin puristuslujuus saavutetaan ennen sauvan nurjahtamista. Sauva
kuormitetaan kuvan mukaisesti jigissä, jonka rakennetta selvittää kuva 7.6.
Puristuskokeiden tuloksia käsitellään samaan tapaan kuin vetokokeiden tuloksia.
Kuva 7.5Puristuskoesauva ja sauvan kuormitusjigi (esimerkki).
Kuva 7.6Puristuskuormitusjigin rakenne.
Puristuskokeessa
mitattu laminaatin moduli voi jossain määrin erota vetokokeessa mitatusta
modulista, koska modulin arvoon vaikuttaa myös laminaatin rakenne, esim.
kuitujen mutkaisuus. Puristuslujuus voi materiaaliyhdistelmästä ja
kuormitussuunnasta riippuen selvästi erota vetolujuudesta. Tyypillisesti
laminaattien puristuslujuudet ovat melko selvästi vetolujuuksia alhaisemmat.
Leikkaus
laminaattitasossa
Laminaattitason
leikkauskokeilla haetaan lujuuslaskelmien pohjaksi kerroksen vastetta
leikkauskuormitukseen tai varmistetaan laminaattiteorian antamia tuloksia
suunnitellulle laminaattirakenteelle. Haettavia teknisiä suureita ovat
liukumoduli, leikkauslujuus, murtoliukuma sekä mahdollisesti myös säröilyn
alkua vastaava jännitys.
Puhtaan,
kontrolloidun leikkausrasituksen kohdistaminen tasolevyyn on käytännössä
hankalaa. Leikkauskokeita onkin vuosien mittaan kehitetty lukuisia, joista vain
osa on standardoitu. Eräs yksinkertaisimmista ja edelleen parhaista
menetelmistä ortotrooppisen kerroksen leikkausominaisuuksien määritykseen on
symmetrisen, ±45°-laminaatin vetokoe. Kokeessa mitataan
laminaatin jännitysvenymäkuvaaja ja Poissonin vakio, joiden perusteella voidaan
arvioida kerroksen leikkausjäykkyys ja -lujuus luvussa 8 esitetyin
laskennallisin menetelmin. Kerrosominaisuuksia mitataan myös vetokokeella,
jossa kerroksen pääsuunta poikkeaa 10° kuorman
suunnasta.
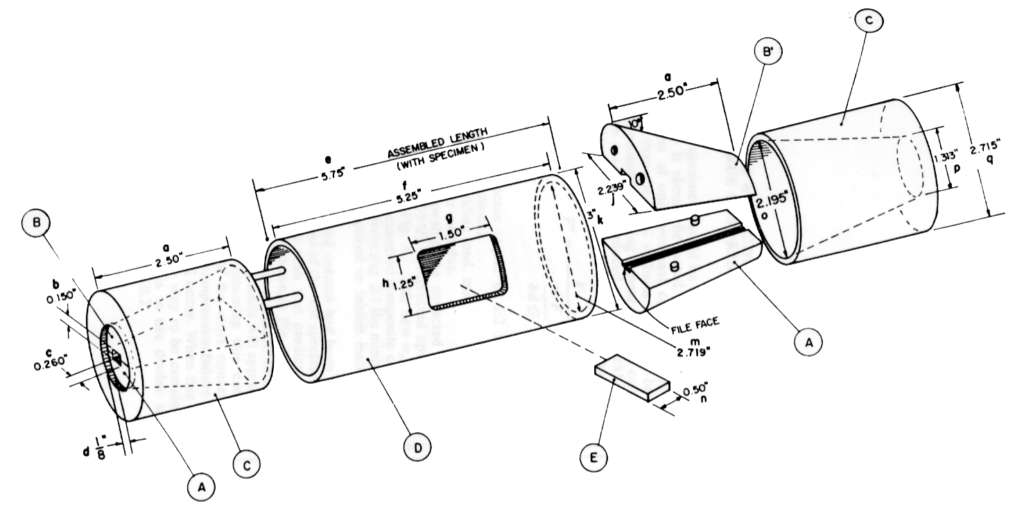
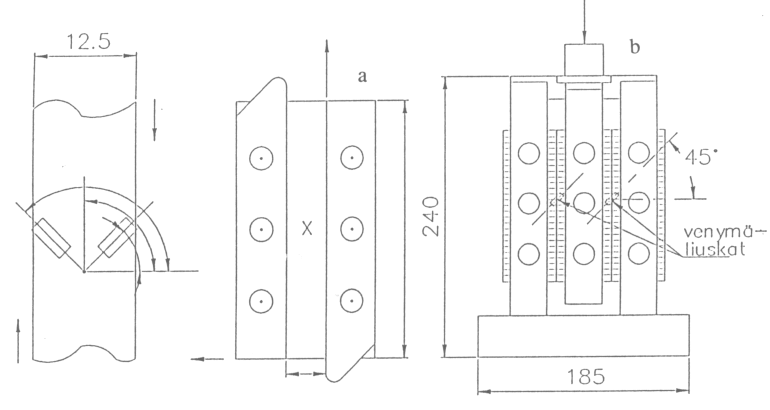
Toinen
tunnettu leikkausominaisuuksien määrityskoe on ohutseinäisen putken vääntö. Kun
putki pääsee vapaasti muotoutumaan aksiaalisuunnassa, seinämään kohdistuu
puhdas leikkausrasitus, joka saadaan lausekkeesta:
(7.4)
missä MD on vääntömomentti, D on putken keskihalkaisija ja t on putken seinämäpaksuus.
Jännitysvenymäkuvaajan määritykseen tarvitaan lisäksi putken seinämän liukuma,
joka voidaan määrittää putken vääntymästä tai venymäliuskoilla suoraan putken
seinämästä. Vääntökokeen haittapuolena on koekappaleiden vaikea
valmistettavuus. Koekappaleiden valmistus tasomaisten kappaleiden valmistusta
vastaavasti voi myös olla mahdotonta, jolloin valmistustekniikan vaikutus
ominaisuuksiin jää selvittämättä.
Tasoleikkausominaisuudet
voidaan määrittää myös ns. rail-shear-kokeella, jossa koekappaleena on
laminaattilevy. Levyyn kiinnitetään kiskot, jotka edelleen kiinnitetään
aineenkoestuskoneeseen niin, että kuormituksessa kahden kiskon väliseen
levykenttään kohdistuu leikkausrasitus. Menetelmästä on kaksi variaatiota,
joista toisessa kiskoja on kaksi, toisessa kolme (kuva 7.7). Levykenttään
kohdistuva leikkausjännitys saadaan jakamalla siihen kohdistuva leikkausvoima Qxy levyn paksuudella ja
levykentän korkeudella
(7.5)
Rail-shear-menetelmät
ovat toimivia, mutta hankalakäyttöisiä koekappaleiden suuren koon ja vaikean
asennuksen takia.
Viime
aikoina yleistynyt leikkauskoe on ns. Iosipescu-koe, jossa koekappale on kuvan 7.8a
mukainen lovettu sauva. Sauvaa kuormitetaan erityisessä jigissä kuvan 7.8b
mukaisesti niin, että leikkausvoima on vakio loven alueella ja taivutusmomentti
nolla loven pohjan määrittelemässä poikkileikkauksessa. Kuormitusta F vastaava leikkausjännitys on
(7.6)
missä b on koesauvan leveys ja h loven pohjan määrittelemän
poikkileikkauksen korkeus. Kun kuormituksen ohella mitataan laminaatin liukumaa
loven pohjan määrittelemässä poikkileikkauksessa, saadaan määritettyä
laminaatin leikkausjännitys/liukuma-kuvaaja. Iosipescu-menetelmän hankaluutena
on tarvittavan kuormitusjigin ohella se, että sauvan häiriötön mitta-alue on
varsin pieni. Kuormitusjigi on kaaviomaisesti esitetty kuvassa 7.9.
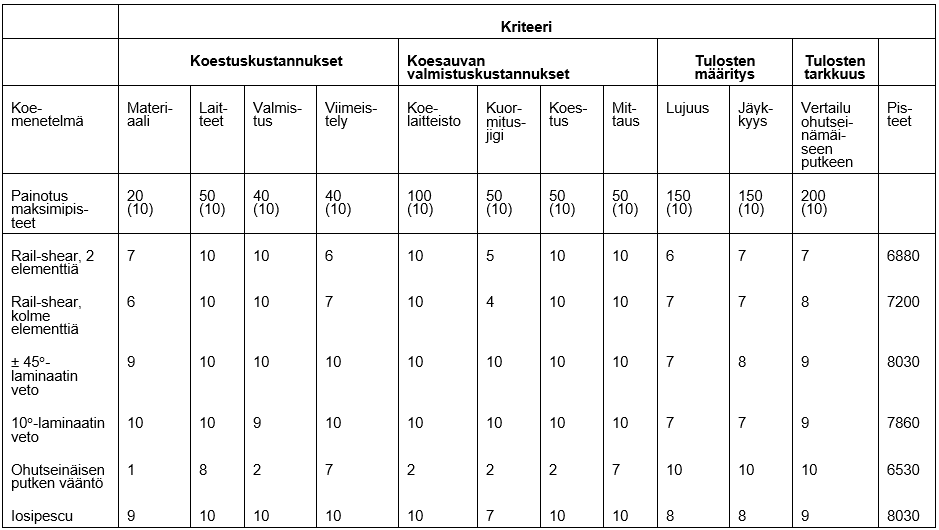
Laminaateille
kehitettyjen tasoleikkauskokeiden hyvyyttä on arvioitu taulukossa 7.1.
Taulukossa arvioitujen ominaisuuksien, niiden painotusten ja menetelmien
pisteytysten pohjalta parhaita menetelmiä ovat ±45°-laminaatin vetokoe ja Iosipescu-koe. Painotukset ja
pisteytykset ovat kuitenkin subjektiivisia, joten taulukon lopputulos
menetelmien hyvyydestä on vain suuntaa antava.
Kuva 7.7 Rail-shear leikkauskokeet.
Kuva 7.8Iosipescu-leikkauskoesauva ja sen kuormitustapa
Kuva 7.9Iosipescu leikkauskokeessa käytetty kuormitusjigi.
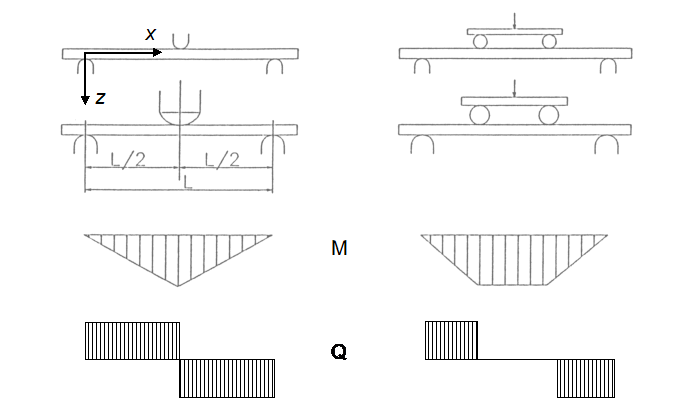
Taivutuskokeen
järjestelyt ovat kuvan 7.10 mukaiset. Koesauva on tasaleveä ja asetettu
rullamaisten tukien päälle. Sauvaa kuormitetaan joko yhdellä tai kahdella
pyöreällä kuormituspäällä. Edellisessä tapauksessa koetta nimitetään
kolmipistetaivutukseksi, jälkimmäisessä tapauksessa nelipistetaivutukseksi.
Kuorman vaikutuksesta koesauvan poikkileikkauksia rasittavat kuvan 7.10 mukaiset taivutusmomentit ja leikkausvoimat. Taivutusmomentti aiheuttaa alapintaan vetojännitystä ja yläpintaan puristusjännitystä. Koesauvan mitat ja tukiväli valitaan niin, että taivutusmomentti on sauvan kuormankantokyvyn kannalta kriittinen kuormituskomponentti. Sauvan paksuuden ja tukivälin suhde on kuitenkin valittava niin suureksi, että taivutusmomentin aiheuttama taipuma on riittävällä tarkkuudella teknisen taivutusteorian mukainen pettämishetkeen asti.
Kuva 7.10Kolmi- ja nelipistetaivutus, koejärjestely ja kuorman koesauvaan aiheuttamat taivutusmomentit ja leikkausvoimat.
Kolmipistetaivutuksessa
suurin taivutusrasitus kohdistuu koesauvan keskelle (kuva 7.10). Kuormituspää
aiheuttaa samaan kohtaan paikallisia rasituksia, mistä syystä sauva yleensä
pettää ennen kuin yläpinnan todellinen puristuslujuus on saavutettu.
Nelipistetaivutuksessa taivutusmomentti on vakio ja leikkausvoima nolla
kuormituspäiden välisellä alueella. Menetelmä onkin jossain määrin kolmipistetaivutusta
parempi, vaikka pettäminen edelleen tapahtuu pääsääntöisesti kuormituspään
kohdalla. Käytännössä paikallisia rasituksia tasataan usein kuormituspäiden ja
koesauvan väliin asennettavilla kumilevyillä.
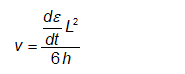
Taivutuskokeessa
sauvan kuormaa kasvatetaan tasaisella nopeudella. Kuormitusnopeus valitaan
niin, että sauvan pintavenymä kasvaa likimain nopeudella de/dt = 0,01 1/min.
Tätä vastaava kuormituspään liikenopeus v
saadaan kumpaakin kuormitustapaa vastaten lausekkeesta:
(7.7)
missä L on tukiväli ja h koesauvan paksuus.
Kokeessa
mitataan kuorman ohella taipumaa sauvan keskellä, toisinaan myös pintojen
venymiä. Vastaavasti kuin veto- ja puristuskokeessa voidaan lisäksi mitata,
millä kuormituksella laminaattiin alkaa muodostua säröjä. Sauvan petettyä
tarkastetaan sen pettämistapa.
Mitatusta
murtokuormasta voidaan laskea laminaatin taivutuslujuus eli normalisoitu
taivutusjännitys murtohetkellä. Kolmipistetaivutuksessa tämä saadaan
lausekkeesta
(7.8)
missä Fu on murtokuorma ja b on koesauvan leveys.
Nelipistetaivutuksessa vastaava taivutuslujuuden lauseke on
(7.9)
Laminaatin
taivutuskimmomoduli saadaan määritettyä kuorma/taipuma-kuvaajan lineaariselta
alueelta valitusta voimasta F ja sitä
vastaavasta sauvan keskikohdan taipumasta w.
Kolmipistetaivutuksessa taivutuskimmomoduli saadaan lausekkeesta
(7.10)
missä
korjauskerroin S ottaa huomioon sen,
että osa sauvan taipumasta johtuu laminaatin liukumasta eli
leikkausmuodonmuutoksesta. Korjauskertoimen määrittelee lauseke
(7.11)
missä Gxz on koesauvan liukumoduli xz-tasossa (kuva 7.10).
Nelipistetaivutuksessa taivutuskimmomoduli saadaan vastaavasti lausekkeesta
(7.12)
Mikäli
materiaaliyhdistelmä käyttäytyy lineaariselastisesti murtoon asti,
taivutuslujuudesta ja taivutusmodulista saadaan laskettua myös laminaatin
pintojen venymät murtohetkellä. Murtumismuodon tarkistus osoittaa, onko sauva
pettänyt ensiksi veto- vai puristuspuolelta. Jälkimmäinen pettämistapa on
tavanomaisempi, koska laminaattien puristuslujuus on yleensä vetolujuutta
alhaisempi.
Yhdistetyn
kuormitustilan takia taivutuskoe ei sovellu laminaatin perusominaisuuksien
määritykseen. Normaalisti sillä varmistetaan taivutusjäykkyydelle ja
-lujuudelle laskennallisesti saadut arvot. Taivutuskoe on myös hyödyllinen
laadunvarmistuksessa, sillä se on yksinkertainen toteuttaa ja antaa indikaation
monen materiaali- ja valmistusteknisen parametrin oikeellisuudesta tai
virheellisyydestä. Syy taivutuskokeen antamaan poikkeavaan arvoon on useimmiten
haettava muilla kokeilla.
Kerrostenvälinen
leikkauslujuus (ILSS)
Eräs
laminaattirakenteiden heikkouksista on niiden suhteellisen alhainen
leikkausjäykkyys ja –lujuus laminaattitasoa vastaan kohtisuorissa tasoissa.
Tasoa vastaan kohtisuorassa leikkauksessa laminaatti pettää pääsääntöisesti
kerrosten rajapinnasta. Tästä syystä vaikuttavaa kuormitusta kutsutaan usein
kerrostenväliseksi leikkaukseksi (InterLaminar Shear, ILS) ja pettämisen
aiheuttavaa jännitystasoa kerrostenväliseksi leikkauslujuudeksi (InterLaminar
Shear Strength, ILSS).
Laminaattien
kerrostenvälistä leikkauslujuutta mitataan eniten ns. lyhyen palkin
taivutuskokeella. Paksujen laminaattien ILSS-arvoa mitataan myös edellä
kuvatulla Iosipescu-kokeella.
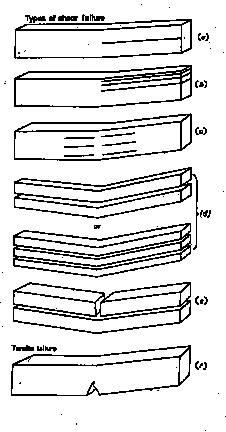
Lyhyen
palkin taivutuskokeessa hyvin lyhyttä koesauvaa kuormitetaan
kolmipistetaivutuksella (kuva 7.11). Sauvan lyhyydestä johtuen siihen
kohdistuva taivutusmomentti jää alhaiseksi ja palkki murtuu pääsääntöisesti
leikkautumalla. Koesauvan mitat ja kuormituksen tukiväli riippuvat tutkittavan
laminaatin ominaisuuksista. Menetelmä toimii ainoastaan tyydyttävästi, sillä
taivutusmomentin ja kuormituspään aiheuttamien paikallisten rasitusten johdosta
koekappaleen murtuma ei läheskään aina ole puhdas leikkausmurtuma. Mahdollisia
pettämismuotoja on esitetty kuvassa 7.12. Näistä muodot a-c katsotaan
hyväksyttäviksi leikkausmurtumiksi.
Kuva 7.11Lyhyen palkin taivutuskoe kerrostenvälisen leikkauslujuuden määrittämiseksi.
Kuva 7.12Koesauvan mahdollisia pettämismuotoja lyhyen palkin taivutuskokeessa, muodot a-c hyväksyttäviä kerrostenvälisiä leikkausmurtumia.
7.3.6 Väsyminen
Väsytyskokeissa
koesauvat ovat samankaltaisia kuin staattisissa kokeissa. Kokeissa mitataan,
montako kuormitussykliä materiaali kestää määritellyllä kuormituksella.
Kuormitusnopeus pidetään riittävän alhaisena, ettei koesauva toistuvan kuorman
vaikutuksesta lämpenisi. Muovikomposiiteilla lämpeneminen on voimakasta, minkä
lisäksi suhteellisen pienet lämpötilamuutokset voivat vaikuttaa merkittävästi
väsymisominaisuuksiin. Normaali kuormitusnopeus muovikomposiittien
väsytyskokeessa onkin vain muutamia hertsejä. Koe voidaan välillä keskeyttää
sauvan vaurioitumisasteen määrittämiseksi. Toisinaan määritetään myös määrätyn
väsytysjakson jälkeen koekappaleen staattinen jäännöslujuus.
7.3.7 Viruminen
Laminaattien
pitkäaikaisominaisuuksia mitataan tavallisesti virumiskokeilla, tarvittaessa
myös relaksaatiokokeilla. Yleensä kokeet ovat veto- tai taivutuskokeita.
Koepenkit ovat ympäristökammiossa, johon voidaan säätää haluttu kosteus ja
lämpötila. Virumiskokeissa mitataan koekappaleen muodonmuutosta (venymää tai
taipumaa) ajan funktiona, relaksaatiokokeessa vastaavasti vakiomuodonmuutostilassa
olevaan kappaleeseen kohdistuvaa voimaa ajan funktiona. Kokeiden tulokset
esitetään tavallisesti virumis- ja relaksaatiokäyrinä.
7.3.8 Muut ominaisuudet
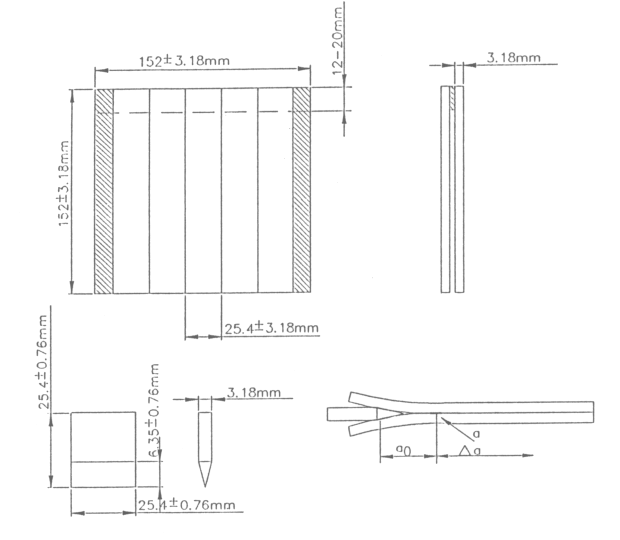
Loviherkkyys
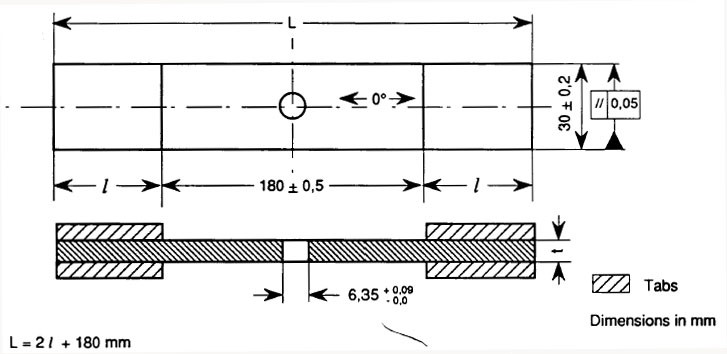
Tyypillinen
lovetun laminaatin lujuuskoe on reiällisen laminaatin vetokoe, jossa käytetään
kuvan 7.13 mukaista koekappaletta. Tarvittaessa reiän vaikutus lujuuteen
määritetään normaaliolosuhteissa ja laminaatin äärimmäisissä käyttöolosuhteissa
eli tilanteissa, joissa laminaatti on hauraimmillaan (kuiva laminaatti,
alhainen lämpötila) ja pehmeimmillään (maksimimäärän kosteutta imenyt
laminaatti maksimikäyttölämpötilassa).
Staattisten
kokeiden ohella reiällisen laminaatin vetokoekappaletta käytetään lovetun
laminaatin väsymisominaisuuksien tutkimiseen.
Kuva 7.13Koesauva reiällisen laminaatin vetolujuuden määritykseen.
Iskunkestävyys
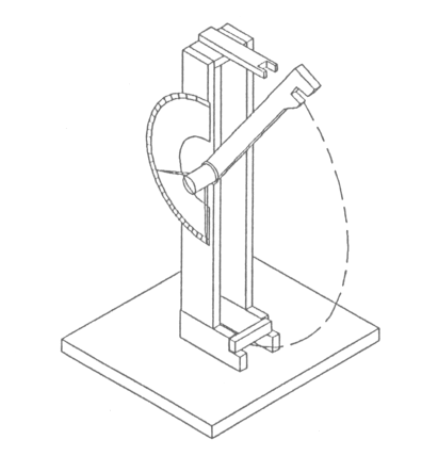
Muovien ja muovikomposiittien iskulujuutta tutkitaan jossain määrin erilaisilla heiluri-iskureilla mittaamalla koesauvan katkaisemiseen tarvittava iskuenergia (kuva 7.14). Kokeet ovat helppoja suorittaa, mutta koetulosten hyödyntämismahdollisuudet käytännön suunnittelutyössä ovat rajalliset. Kokeet sopivatkin lähinnä materiaalivertailuihin.
Kuva 7.14Heiluri-iskurikoe.
Laminaattien
iskulujuuden tutkimiseen paremmin soveltuva koe on leveähkön koesauvan tai
laminaattilevyn iskukuormittaminen heiluri-iskurilla tai vapaasti putoavalla
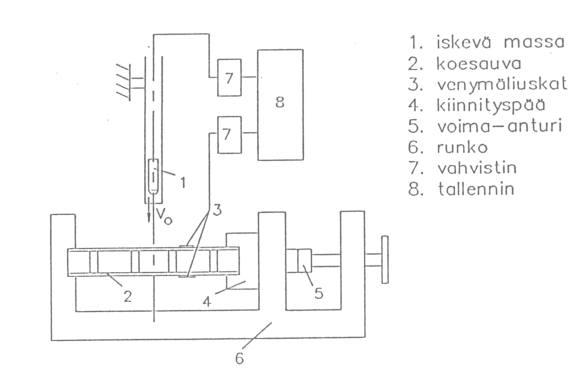
massalla. Jälkimmäisessä, ns. putoavan massan kokeessa, halutun massan ja
muodon omaava iskupää pudotetaan tutkittavan koekappaleen päälle halutulta
korkeudelta (kuva 7.15). Iskupään kappaleeseen kohdistamaa voimaa mitataan ajan
funktiona iskupään kohdatessa laminaatin ja mahdollisesti lävistäessä sen.
Voima/aika-käyrästä voidaan edelleen laskea laminaatin absorboima iskuenergia.
Rakennesuunnittelua
hyödyntävää tietoa hankitaan tutkimalla iskun aiheuttaman vaurion suuruutta ja
vaurion seurauksia. Kokeissa varioidaan iskupään massaa, muotoa ja nopeutta
sekä usein myös koekappaleen kokoa ja tuentatapaa. Parametrit määritetään
siten, että iskut vastaavat pahimpia mahdollisia iskuja, joita rakenne voi
käytännössä kokea.
Iskujen aiheuttamia vaurioita tutkitaan usein ainetta rikkomattomin tarkastusmenetelmin, sillä vauriot eivät aina näy laminaatin pinnassa. Parhaiten iskuvaurion tarkastukseen soveltuu ultraäänimenetelmä, jolla saadaan määritettyä kohtuullisen hyvin vaurioalueen laajuus. Iskukokeen jälkeen mitataan usein myös vaurioituneen kappaleen jäännöslujuus.
Kuva 7.15Putoavan massan iskukoe.
Kemiallinen
kestävyys
Muovien ja
laminaattien kemiallista kestävyyttä tutkitaan kokeellisesti mittaamalla
liuokseen upotetun näytteen painonmuutosta. Tarvittaessa kemiallisen
kestävyyden määritykseen sisällytetään mekaanisia kokeita, ts. selvitetään myös
altistuksen vaikutus laminaatin mekaanisiin ominaisuuksiin.
Palavuus
Materiaalien
ja materiaaliyhdistelmien palo-ominaisuuksien mittausmenetelmät voidaan
karkeasti jakaa koekappaleen koon mukaan pienen ja suuren mittakaavan
kokeisiin. Palovaatimukset ja niihin liittyvät palo-ominaisuuksien
määritysmenetelmät ovat osittain tuote- tai sovellusaluekohtaisia.
Pienen
mittakaavan kokeissa mitattavia suureita ovat mm. koekappaleen syttyvyys,
palonopeus, palamisaika, hehkumisaika ja palavien roiskeiden määrä.
Levymäisellä koekappaleella mitattavien suureiden arvo riippuu oleellisesti
koekappaleen asennosta. Kokeita tehdäänkin erikseen vaakasuorassa ja
pystysuorassa oleville koekappaleille. Kokeiden perusteella materiaalit ja
materiaaliyhdistelmät luokitellaan palaviin, itsestään sammuviin ja
palamattomiin. Luokitusta voidaan edelleen täsmentää kokeessa mitatun
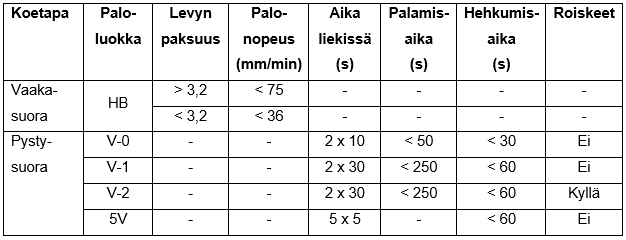
palamisajan perusteella. Yleisesti käytettävän standardin UL94 mukaiset
paloluokat ja luokitusperusteet on esitetty taulukossa 7.2. Palaville
materiaaleille voidaan myös määrittää pienin happipitoisuus, jossa materiaali
ylläpitää paloa.
Palavuuden
ohella mitataan palossa syntyvän savun määrää ja koostumusta. Savun määrän
mittauksessa mittaustulos riippuu oleellisesti siitä, suhteutetaanko määrä
koekappaleen painoon vai tilavuuteen.
Suuren
mittakaavan kokeessa koekappale voi olla useita metrejä pitkä ja/tai usean
neliömetrin kokoinen. Kokeessa mitataan mm. määritellyllä tavalla palolle
altistetun kappaleen syttyvyyttä ja palon etenemisnopeutta.
Taulukko 7.2Levyjen paloluokitus UL 94:n mukaan. [2]
Sähköiset
ominaisuudet
Komposiittien
sähköisiä ominaisuuksia joudutaan selvittämään erityisesti, kun kehitettävänä
on sähkö- ja elektroniikkateollisuuden käyttösovellus. Muidenkin tuotteiden
käyttö voi asettaa vaatimuksia esimerkiksi rakenteen sähkönjohtavuudelle.
Sähkönjohtavuuden tai -vastuksen ohella tärkeimpiä määritettäviä suureita ovat materiaalin
tai rakenteen läpilyöntikestävyys ja dielektriset ominaisuudet. Sähköiset
ominaisuudet riippuvat materiaalien ohella oleellisesti ympäristöolosuhteista
ja komposiittiin absorboituneesta kosteudesta.
Muovien ja
komposiittien sähköisten ominaisuuksien kokeellista määritystä ja
koestandardeja on kuvattu mm. lähteessä [2]. Mitattavia vastussuureita ovat
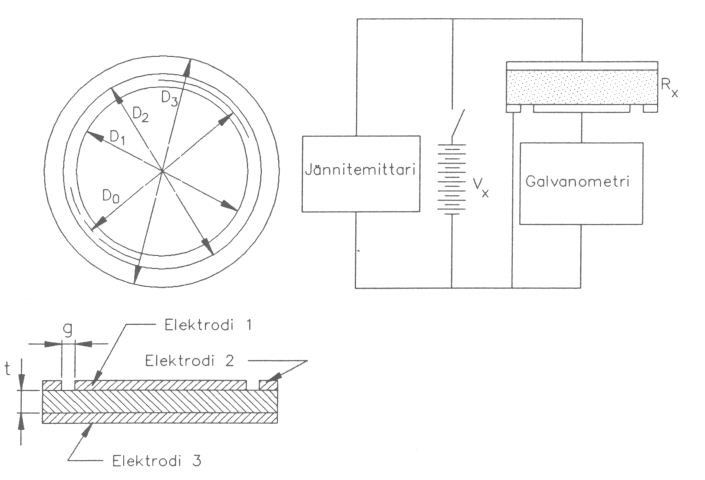
tilavuusvastus ja pintavastus. Levymäiselle koekappaleelle vastusarvot voidaan
mitata esimerkiksi kuvan 7.16 mukaisella koejärjestelyllä, jossa käytetään kahta
pyöreää ja yhtä rengasmaista elektrodia. Läpilyöntikestävyyttä mitattaessa
nostetaan tasa- tai vaihtovirran jännitettä, kunnes läpilyönti tapahtuu.
Jännitteen nosto voi olla hidas, nopea tai asteittainen.
Kuva 7.16Tilavuus- ja pintavastuksen mittaaminen kahdella pyöreällä ja yhdellä rengasmaisella elektrodilla. [2]
7.3.9 Liitosten ominaisuudet
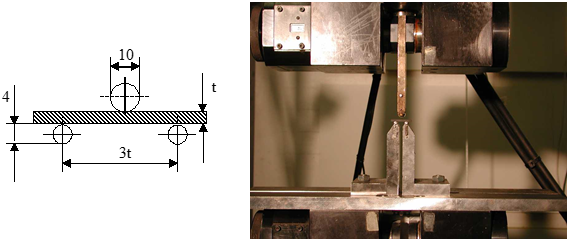
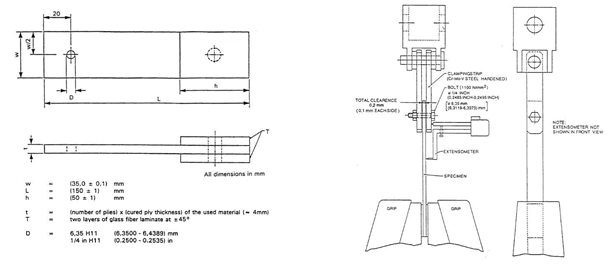
Mekaanisen
liitoksen mitoittaminen edellyttää laminaatin reunapuristuslujuuden tuntemista.
Lujuus määritetään kokeellisesti. Kokeisiin soveltuva koesauva ja koejärjestely
on esitetty kuvassa 7.17. Mekaanisten liitosten analyysiin liittyvien
epävarmuustekijöiden vuoksi kriittisten liitosten lujuus varmistetaan usein
myös koko liitoksen lujuuskokeilla.
Kuva 7.17Koesauva ja koejärjestely laminaatin reunapuristuslujuuden mittaamiseen.
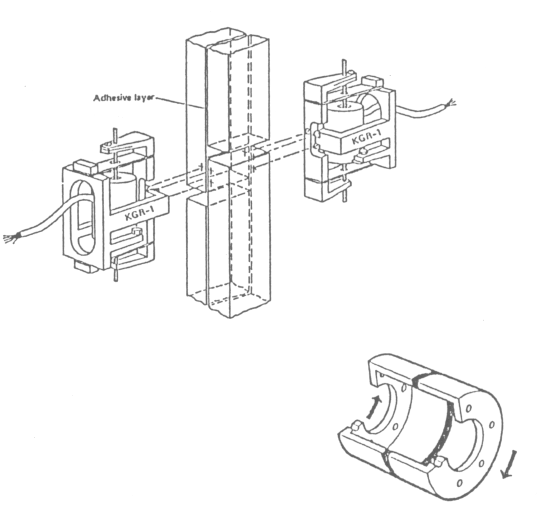
Liimojen
leikkausjäykkyyttä ja -lujuutta mitataan tavallisesti kahden paksun kappaleen
välisen liimasauman leikkauskokeella (kuva 7.18). Koejärjestelyllä minimoidaan
saumaan kohdistuvat repivät kuormat. Mitoittamalla liimasauma lyhyeksi, saadaan
sauman leikkausjännitys likimain vakioksi (vrt. kuva 6.59). Liimattujen kappaleiden
keskinäistä liikettä kuorman funktiona mitataan erityisillä siirtymäantureilla.
Voimista ja siirtymistä saadaan edelleen määritettyä liiman leikkausjännityksen
ja liukuman välinen vastaavuus.
Toinen standardoitu menetelmä liiman leikkausjäykkyyden ja -lujuuden mittaamiseen on rengasmaisen liimasauman vääntökoe (kuva 7.18). Tässäkin tapauksessa liimasauma on koko alaltaan likimain tasaisesti kuormittunut. Sauman liukuma on verrannollinen mitattavissa olevaan koekappaleiden kiertymään.
Kuva 7.18Koemenetelmiä liima-aineen leikkausominaisuuksien määritykseen.
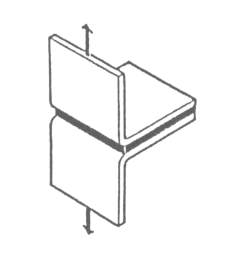
Liiman
leikkauslujuutta määritettäessä koekappaleen murtopinta on aina tarkastettava
huolellisesti kokeen jälkeen. Tarkoituksena on varmistaa, että mittaustulos
kuvaa liiman lujuutta, toisin sanoen että sauman pettämisen syynä on ollut
koheesiomurtuma eli liima-aineen pettäminen.
Koska liimasaumoihin kohdistuu useimmiten myös repiviä kuormia, saumojen repimislujuuksien määrittämiseen on kehitetty omat koestusmenetelmänsä. Näistä eniten käytetty on kuvassa 7.19 esitetty sauman repiminen liimattujen kappaleiden taitetuista päistä.
Kuva 7.19Liimasauman repimiskoe.
Liimasaumojen pitkäaikaiskestävyyttä tutkitaan kuormittamalla limisaumoja halutussa ympäristössä. Saumojen ympäristökestävyyden vertailuun on kehitetty yksinkertainen kiilakoe (kuva 7.20). Siinä kahden levyn välisen liimasauman pää pakotetaan auki ohuella kiilalla, minkä jälkeen koekappale sijoitetaan sääkaappiin haluttuun ympäristöön. Sauman aukeamista seurataan ajan funktiona. Kokeen päätyttyä liimasauma avataan kokonaan ja tarkastetaan sauman vauriotyyppi, jonka tulisi olla koheesiomurtuma. Mikäli vauriotyyppi on osittain tai kokonaan adheesiomurtuma (tartunnan pettäminen), on liimapinnan esikäsittelytapa puutteellinen.
Kuva 7.20Liimasauman kiilakoe.
7.3.10 Kerroslevyjen ominaisuudet
Kerroslevyissä
käytettävien lujitemuovisten pintalevyjen ominaisuudet voidaan määrittää
edellisissä kappaleissa kuvatuin menetelmin. Ydinaineen mekaanisista ominaisuuksista
tärkeimpiä ovat puristusjäykkyys ja -lujuus paksuussuunnassa sekä
leikkausjäykkyydet ja -lujuudet levytasoa vastaan kohtisuorissa päätasoissa.
Ydinaineen
puristusominaisuudet määritetään tavallisesti kuormittamalla pyöreää tai
nelikulmaista koepalaa kuvan 7.21 mukaisesti. Koska ydinaineen jäykkyys on
alhainen, puristuma voidaan usein mitata kuormituspään liikkeestä.
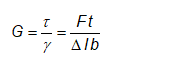
Leikkausjäykkyys
ja –lujuus mitataan liimaamalla ydinainepala kahteen paksuun metallilevyyn,
jotka edelleen kiinnitetään aineenkoestuskoneeseen (kuva 7.22). Koekappale eli
mitattava ydinainepala on niin pitkä, että leikkausjännitysjakautuma voidaan
olettaa tasaiseksi koko alueella. Kuormaa F
vastaava leikkausjännitys voidaan näin laskea kaavasta
(7.13)
missä l on koekappaleen pituus ja b sen leveys. Liukuma saadaan
määritettyä mittaamalla kiinnityslevyjen välistä siirtymää Δ voiman F funktiona. Kun
ydinaine käyttäytyy lineaariselastisesti, liukumasta saadaan edelleen
määritettyä ydinaineen leikkausjäykkyys kaavalla
(7.14)
Kerroslevyjä
käytetään usein taivutuskuormitetuissa kohteissa, mistä syystä yleisin
kerroslevyn koe on taivutuskoe. Kokeet tehdään palkkien kolmi- tai
nelipistetaivutuksena samaan tapaan kuin laminaateille (ks. kpl 7.3.5). Koska
kerroslevyjen pinnat ovat tyypillisesti ohuita ja ydinaineen jäykkyys alhainen,
tuki- ja kuormituspisteiden aiheuttamat paikalliset kuormat ovat kerroslevyjen
testauksessa huomattavasti ongelmallisempia kuin laminaatteja testattaessa.
Kuormituksia joudutaankin usein jakamaan laajemmalle alueelle, jotta kerroslevy
ei pettäisi kuormitus- tai tukipisteen paikallisen kuormituksen vaikutuksesta.
Toinen huomionarvoinen seikka kerroslevyn taivutuskokeessa on se, että
taipumasta merkittävä osa aiheutuu ytimen liukumasta.
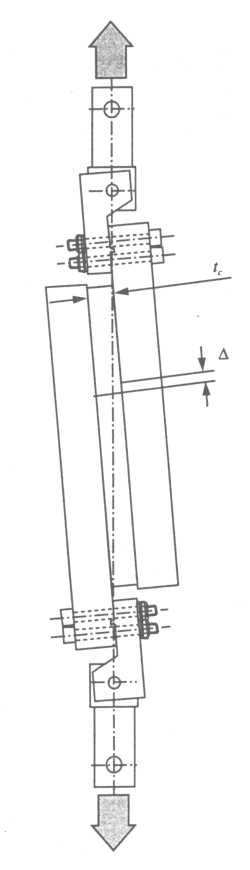
Taivutuskokeiden
ohella kerroslevyrakennetta käytetään puristus- ja leikkauskuormitetuissa
levyissä estämään levyn lommahtaminen. Kerroslevyn käyttäytymistä
puristuskuormituksessa voidaan tutkia esimerkiksi kuvan 7.23 mukaisella koejärjestelyllä.
Koetta voidaan kuvan mukaisesti käyttää myös iskuvaurioituneen kerroslevyn
puristuskäyttäytymisen tutkimiseen. Koejärjestelyssä on erityisesti
huolehdittava siitä, että kuorma johtuu koekappaleeseen tasaisesti. Tämä
voidaan koetilanteessa varmistaa koekappaleeseen liimatuilla venymäliuskoilla.
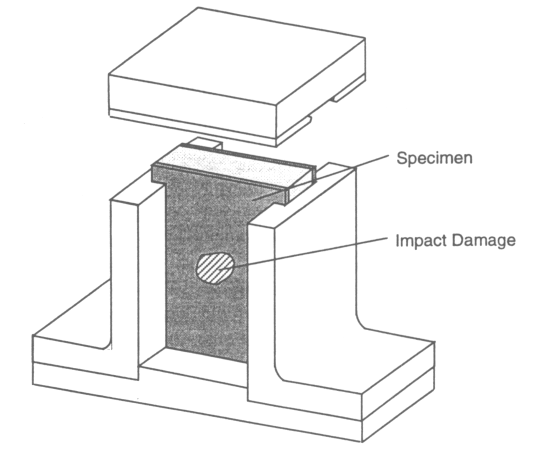
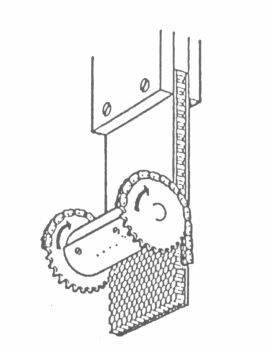
Pintalevyn
ja ydinaineen välistä tartuntaa mitataan usein kuvan 7.24 mukaisella
kuorimiskokeella. Tämä koe on mahdollista toteuttaa vain, kun kerroslevyn pinta
on niin ohut, että se taipuu kuorimisrummun ympärille.
Ydinaineiden ja kerroslevyjen ominaisuuksien määrittämiseen käytetyistä koemenetelmistä on hyvä yhteenveto mm. lähteessä [3].
Käyttäjän
kannalta oleellisia lujitteen ominaisuuksia ovat lujitekuidun ominaisuudet,
lujitetuotteen koostumus ja sen valmistustekniset ominaisuudet.
Erilliskuidun
ja/tai kuitukimpun mekaaniset ominaisuudet voidaan määrittää standardoiduilla
vetokokeilla. Mittaukset ovat kuitenkin hankalia toteuttaa ja palvelevat
lähinnä lujitteen valmistajan tuotekehitystä. Tavallisesti lujitteen käyttäjä varmistaakin
lujitekuitujen ominaisuudet niistä tehtyjä laminaatteja koestamalla. Muita
oleellisia ominaisuuksia ovat lujitekuidun halkaisija ja lujitekimpun koko.
Halkaisija on määritettävissä optisesti. Kun kuidun halkaisija ja tiheys tunnetaan,
lujitekuitujen lukumäärä voidaan määrittää mittaamalla kimpun pituusmassa.
Lujitetuotteen
oleellisia ominaisuuksia ovat lujitteen sisältämä kosteus, pinnoite- ja
sideainepitoisuus, tasomaisen lujitteen neliömassa sekä lujitetuotteen rakenne.
Kosteus mitataan punnitsemalla näyte-erä ennen ja jälkeen lämpökaapissa tehtävää
kuivatusta. Vastaavasti lasikuidun pinnoiteaineen määrä mitataan punnitsemalla
näyte-erä ennen ja jälkeen uunissa tehtävää pinnoiteaineen hehkutusta. Hiili-
ja aramidikuitulujitteille hehkutushäviömittaus ei sovi. Niiden orgaanisen
pinnoitteen määrää mitataankin liuottamalla pinnoite näyte-erästä. Ongelmana on
se, että pinnoiteaine ei yleensä liukene täydellisesti mihinkään liuotteeseen.
Tärkeitä rakenteellisia ominaisuuksia ovat esimerkiksi kudosten osalta
kudostyyppi, loimien ja kuteiden pituusmassat sekä niiden määrät leveysyksikköä
kohti. Tärkeimmissä standardikokoelmissa on esitetty yksityiskohtaiset
menetelmät edellä kuvattujen ominaisuuksien mittaamiseen.
Valmistusteknisesti
tärkeä ominaisuus on lujitetuotteen kastuvuus, jonka määritykseen on niin ikään
standardoidut menetelmät. Injektointimenetelmissä oleellinen ominaisuus on myös
lujitetuotteen permeabiliteetti, joka kuvaa hartsin virtaavuutta
lujitetuotteessa. Permeabiliteettia mitataan tasomuotissa. Suunnatuilla
lujitteilla permeabiliteettikin on eri suunnissa erilainen. Hartsin virtaavuus
ei kuitenkaan ole puhtaasti lujitetekninen suure. Tarvittaessa virtaavuus onkin
selvitettävä valittuja materiaaleja, muottikonstruktioita sekä
valmistustarvikkeita ja –olosuhteita vastaten.
7.2.2 Matriisimuovit
Hartseista
ja kovetteista mitataan tarvittaessa standardoiduin menetelmin koostumusta,
tiheyttä, viskositeettia ja viskositeetin lämpötilariippuvuutta.
Hartsi/kovete-seoksen tärkeitä ominaisuuksia ovat geeliaika ja eksotermin
huippulämpötila, prepregeillä myös hartsin tarttuvuus ja prepregin muotoutuvuus
sekä hartsin juoksevuus ennen lopullista kovettumista.
Hartsien
koostumuksen määritykseen soveltuvia menetelmiä ovat nestekromatografia (HPLC),
geelikromatografia (GPC) ja infrapunaspektrometria (IR). Nämä menetelmät ovat
usein lopputuotteen valmistajan ulottumattomissa. Käyttäjä tyytyykin usein
mittaamaan muita, valmistusteknisesti tärkeitä ominaisuuksia ja tarvittaessa
varmistamaan hartsi/kovete-systeemin toimivuuden kovetettua muovia testaamalla.
Hartsin
viskositeettia ja sen lämpötilariippuvuutta voidaan mitata erityyppisillä
viskosimetreilla tai reometrialaitteistolla. Tavallisimmat kapillaari-,
sylinteri- ja kartioviskosimetrit on esitetty kaaviomaisesti kuvassa 7.1.
Geeliajan ja eksotermin huippulämpötilan mittaaminen on suhteellisen
yksinkertaista. Mittauksiin on omat standardoidut menetelmänsä. Kovettuneen
muovin tärkeitä ominaisuuksia ja niiden määritysmenetelmiä tarkastellaan
seuraavassa kappaleessa.
Kuva 7.1Kapillaari-, sylinteri- ja kartioviskosimetrit.
Kokeiden tulokset
riippuvat koeolosuhteista ja koestustavasta. Tästä syystä on välttämätöntä,
että eri tahoilla suoritettavat, samaan päämäärään tähtäävät kokeet tehdään
samalla tavoin ja samanlaisissa olosuhteissa. Samankaltaisuus on pyritty
saavuttamaan standardoimalla koemenetelmät ja -laitteistot.
Muovikomposiittien
ja muovikomposiittituotteiden koestukseen soveltuvia standardeja sisältyy
kaikkiin suurimpiin standardikokoelmiin. Näistä ehkä kattavin on amerikkalainen
ASTM-standardikokoelma (ASTM – American Society for Testing and Materials).
Kokoelma on kansallinen, mutta yleisesti käytössä kautta maailman. Muut
tärkeimmät kansalliset standardikokoelmat ovat saksalaiset DIN-standardit,
amerikkalaiset FTMS-standardit (FTMS – Federal Test Method Standard) sekä
amerikkalaisten järjestöjen SPI:n (Society of Plastics Industry) ja SAE:n
(Society of Automotive Engineers) julkaisemat standardit.
Lentokoneteollisuudessa, joka käyttää muovikomposiitteja varsin runsaasti, ovat
kansainvälisestikin tärkeitä amerikkalaiset MIL-standardit.
Kansainvälisistä
standardeista ovat tärkeimpiä ISO- ja EN-standardit, joista jälkimmäinen on
yleiseurooppalainen standardikokoelma (ISO – The International Organization for
Standardization, EN – European Committee for Standardization). Suomi on
jäsenenä kummassakin em. kokoelmia julkaisevassa järjestössä.
Suomalaisiin
SFS-standardeihin on vuosien mittaan sisällytetty lukuisia muovikomposiittien
aineenkoestusstandardeja. Lähes kaikki pohjautuvat vastaaviin ulkomaisiin
standardeihin. Monet standardit on hyväksytty SFS-standardeiksi ns.
kansilehtimenettelyllä antamalla ulkomaiselle standardille SFS-standardinumero.
Standardeissa
pyritään määrittelemään kaikki kokeen lopputulokseen vaikuttavat tekijät.
Tällaisia tekijöitä ovat mm. koekappaleiden muoto ja koko, koeolosuhteet,
mittauslaitteisto sekä kokeen suoritustapa. Myös tulosten kirjaus ja käsittely
määritellään. Eri kokoelmissa julkaistut muovikomposiittien koestusstandardit
ovat hyvin samankaltaisia. Koemenetelmissä saattaa kuitenkin olla eroja, jotka
vaikuttavat mitattavaan ominaisuuteen. Tästä syystä eri menetelmillä mitattuja
ominaisuuksia ei voi aina suoraan verrata. Kun koe suoritetaan standardin
mukaisesti, riittää standardi koemenetelmän kuvaukseksi. Usein standardista
joudutaan kuitenkin syystä tai toisesta hieman poikkeamaan. Poikkeamista on
tällöin ilmoitettava koetulosten yhteydessä.
Komposiittien
ominaisuuksia joudutaan määrittämään kokeellisesti monessa yhteydessä, mm.
uusien materiaalien ja materiaaliyhdistelmien kehitystyössä, suunnitteluarvojen
määrityksessä ja laadunvarmistuksessa. Seuraavassa kuvataan tärkeimmät raaka-aineiden
koestusmenetelmät sekä niistä valmistettujen rakenteiden ainetta rikkovat ja
ainetta rikkomattomat koestusmenetelmät. Kuvaukset ovat yleisluontoisia eli
niitä ei ole tarkoitettu koestusohjeiksi. Käytännön koestuksessa on aina
tukeuduttava kokeen toteutuksen yksityiskohtaisesti määrittelevään standardiin
tai -ohjeeseen.