Muovikomposiitti on liimaamalla
kokoonpantu materiaaliyhdistelmä. Liimaus on myös luonnollinen osien
liittämistapa, mikäli liitosta ei tarvitse myöhemmin purkaa huollon tai muun
syyn takia. Tässä kappaleessa tarkastellaan lyhyesti liima-aineelle asetettuja
vaatimuksia sekä tarjolla olevia liima-aineita ja niiden ominaisuuksia.
3.7.1 Vaatimukset
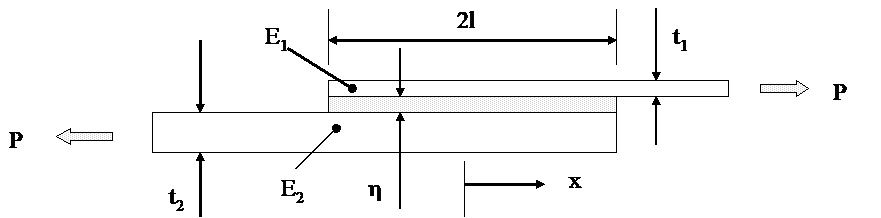
Liimasauman toimivuuden perusedellytys on liima-aineen hyvä tartunta eli adheesio liimattavaan kappaleeseen. Toinen tärkeä ominaisuus on riittävä koheesio eli liiman sisäinen lujuus. Liimasaumat suunnitellaan siirtämään kuormat kappaleesta toiseen leikkauksella (kuva 3.26). Korkea leikkauslujuus on näin liiman tärkeimpiä lujuusominaisuuksia. Käytännössä liimasaumoihin kohdistuu aina myös repiviä kuormia, mistä syystä liimojen tulee pääsääntöisesti olla sitkeitä ja kestää hyvin myös vetokuormitusta. Liima-aineen tulee lisäksi kestää käyttöympäristön lämpötilat ja saumaan mahdollisesti vaikuttavat kemikaalit. Muut ominaisuudet, esimerkiksi palo-ominaisuudet ja väri, voivat myös olla liima-aineen valintaan vaikuttavia tekijöitä.
Kuva 3.26Leikkauksella kuormia väittävä liimasauma.
Liiman käytön tulisi olla
mahdollisimman helppoa. Tärkeitä käyttöominaisuuksia ovat liiman levitettävyys,
käyttöaika, saavutettavissa oleva liimasauman paksuus ja tasalaatuisuus sekä
liiman kovetusprosessi eli kovetuksessa tarvittava lämpötila ja liimasauman
puristuspaine.
3.7.2 Liimatyypit
Erilaisia kasvi- ja
eläinpohjaisia aineita on jo vuosisatoja käytetty liimoina. Varsinaiset
rakenneliimat on kehitetty viimeisten vuosikymmenten aikana. Aluksi rakenneliimoina
käytettiin perusmuoveja. Myöhemmin perusmuoveja alettiin modifioida
kemiallisesti, jotta niiden ominaisuudet saataisiin paremmin vastaamaan
liimoille asetettuja vaatimuksia.
Nykyiset rakenneliimat voidaan
selkeimmin luokitella peruskomponenttinsa mukaan kestomuovi-, kertamuovi- ja
elastomeeriliimoihin. Kestomuovipohjaisia liimoja ovat mm. akryyli-, vinyyli-
ja polyamidiliimat. Kertamuoviliimoja valmistetaan lähes kaikista
kertamuoveista, mm. epokseista, fenoleista, polyestereistä ja polyimideistä.
Tunnetuimpia elastomeerirakenneliimoja ovat polyuretaanit. Perusmuovien
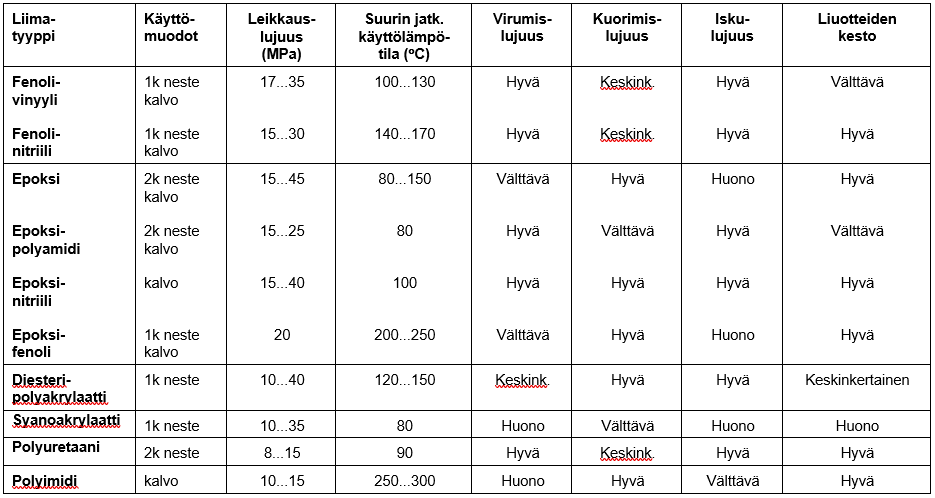
liimausominaisuuksia on lyhyesti verrattu taulukossa 3.29.
Taulukko 3.29Perusmuovien liimausominaisuuksia.
Perusmuoveja modifioidaan
lisäaineilla sekä käyttöominaisuuksien että loppuominaisuuksien parantamiseksi.
Ominaisuuksia säädellään mm. liuotteilla, täyteaineilla ja muilla
muoviaineilla. Hyvänä esimerkkinä modifioinnista ovat kertamuovipohjaiset
liimat, joita on sitkistetty lisäämällä niihin kestomuovia tai elastomeeria.
Toinen esimerkki on liiman modifiointi kovettuessaan paisuvaksi, jolloin
liimalla voidaan täyttää rakenteen sisään jäävä epämääräisen muotoinen tila,
esimerkiksi kerroslevyn reuna-alue.
Liimojen kovettumisprosessi
vaihtelee raaka-aineista riippuen. Kovettumisprosessi voi olla (1) kemiallinen
reaktio, (2) sulatilaan saatetun liiman kovettuminen jäähdytettäessä, tai (3)
kovettuminen liiman sisältämän liuotteen haihtuessa. Rakenneliimat kuuluvat
lähinnä ensimmäiseen ryhmään.
Tyypillisiä kemiallisella
reaktiolla kovettuvia liimoja ovat kertamuovipohjaiset liimat, joiden
kovettuminen on molekyylien ristisilloittumista eli verkkoutumista. Myös osa
kestomuovipohjaisista liimoista kovettuu kemiallisella
polymeroitumisreaktiolla. Reaktion alullepanijana voi toimia lämpö, UV-säteily
tai kosteus. Ns. anaerobiset liimat, esimerkiksi diesteripolyakrylaatit,
polymeroituvat kun liimasauma suljetaan ja näin estetään liiman kosketus ilman
hapen kanssa.
Lämmittämällä sulatilaan saatettavat ja jäähdyttämällä kovetettavat liimat ovat kestomuoveja. Liimoja nimitetään yleisesti sulateliimoiksi (hot-melt adhesives). Sulateliimoja käytetään lähinnä, kun nopeus on liimausprosessin perusvaatimus.
3.7.3 Käyttömuodot
Harrastetarkoituksiin käytetyt
liimat ovat useimmiten yksi- tai kaksikomponenttisia nesteitä ja pastoja.
Helppokäyttöisyytensä takia nesteitä ja pastoja käytetään runsaasti myös
rakenneliimauksessa. Ne ovat myös ainoa vaihtoehto, jos liimasaumaa ei pystytä
kovetuksen aikana kunnolla puristamaan tai jos sauma on kovetettava
huoneenlämmössä. Pastoilla on lisäksi mahdollista kompensoida vähäisiä
toleranssivirheitä.
Nesteiden ja pastojen
haittapuolena ovat saumaan helposti jäävät ilmataskut tai -huokoset, jotka
johtuvat liiman huonosta levityksestä tai väärästä annostuksesta. Nesteiden ja
pastojen käyttö on usein myös epäsiistiä ja voi liima-aineesta riippuen
aiheuttaa terveydellisiä ongelmia. Kaksikomponenttiliimoja käytettäessä on aina
varmistettava seossuhteiden oikeellisuus, sillä väärä seossuhde voi
merkittävästi alentaa liiman lujuusominaisuuksia.
Kestomuovipohjaiset sulateliimat
ovat tavallisesti kalvoja, jotka sulatetaan liimattavalle pinnalle. Myös
kertamuoviliimoja käytetään usein kalvoina. Kalvoja on saatavilla eri
paksuisina ja levyisinä rullina ja nauhoina. Kalvon toisella puolella – tai
molemmilla puolilla – on suojamuovi helpottamassa käsittelyä ja estämässä
kalvokerrosten tarttumisen toisiinsa. Rakenneliimaukseen käytetyissä kalvoissa
on usein harva tukikudos tai -huopa, joka helpottaa kalvon käsittelyä, parantaa
sauman repimislujuutta ja kontrolloi liimasauman paksuutta. Tukikudoksen tai
-huovan kuituna on useimmiten polyesteri tai polyamidi. Mikäli em. materiaalien
lämmönkesto ei ole riittävä, käytetään lasikuitukudosta. Tukikudos on
tavallisesti kalvon keskellä. Toiselle puolelle sijoitettua kudosta käytetään joskus
vähentämään kalvon tarttuvuutta asennusvaiheessa. Toisella pinnalla oleva kudos
jättää myös poistumisreitin ilmalle ja haihtuville ainesosille, joita syntyy
joidenkin liimojen kovettumisprosessissa.
Kertamuovipohjaiset liimakalvot
sisältävät kaikki liiman kovettumiseen tarvittavat aineosat, joten niiden
varastointiaika on rajoitettu. Varastointiaikaa voidaan pidentää säilyttämällä
kalvoja kylmässä. Varastointiaikaa samoin kuin kalvojen huoneenlämpötilassa
oloaikaa (ns. out-time) on kontrolloitava. Ennen käyttöönottoa kalvorullan on
annettava lämmitä huoneenlämpötilaan tiiviissä pussissa, jotta liima ei
lämmitessään absorboisi kosteutta.
Eräs lujitemuovitekniikassa
käytetty liimaustapa on myös kahden kappaleen liittäminen toisiinsa
laminoimalla. Tällöin liimana toimii laminointihartsi. Koska hartsit ovat
useimmiten huomattavasti hauraampia kuin varsinaiset liima-aineet, saumojen
lujuus ei ole yhtä hyvä kuin varsinaisilla liima-aineilla saavutettava lujuus.
3.7.5 Liima-aineet
ja niiden ominaisuudet
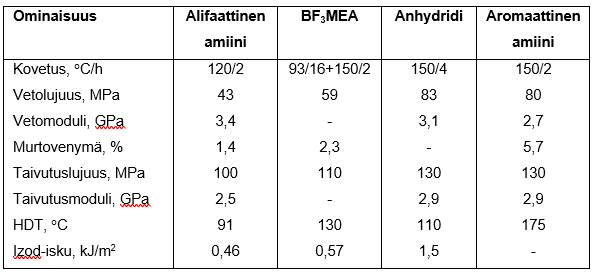
Epoksiliimat
Epoksien adheesio ja koheesio
ovat erittäin hyvät. Epoksit nimetäänkin usein parhaiksi liima-aineiksi.
Epokseja käytetään liimoina sekä modifioimattomina että modifioituina.
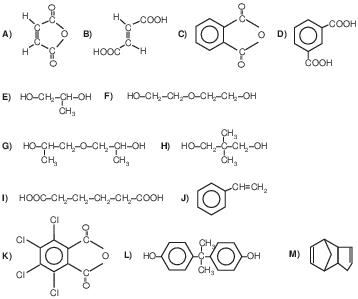
Yleisimmin käytetty epoksi on bisfenoli-A:n diglysidyylieetteri. Kovetteena
käytetään useimmiten amiinia, mutta myös amideja ja happoanhydridejä. Joidenkin
kovetteiden kanssa käytetään myös kiihdytteitä. Useat epoksit ja niiden
yhteydessä käytetyt liuotteet voivat aiheuttaa yliherkkyyttä. Amiinikovetteet
ovat myrkyllisiä, ihoa ärsyttäviä ja aiheuttavat yliherkkyyttä. Kovettunut
liima on myrkytön.
Epoksiliimoista paljon
käytettyjä ovat nitriilielastomeerilla sitkistetyt epoksinitriilit.
Kalvomaisena saatavilla olevat liimat soveltuvat hyvin rakenneliimaukseen,
sillä ne kovettuvat suhteellisen alhaisessa lämpötilassa (120 °C), antavat liimasaumalle hyvän
leikkaus- ja repimislujuuden sekä kestävät pitkäaikaisesti aina 100 °C:n käyttölämpötiloja. Liimat
kestävät hyvin kosteutta ja kemikaaleja joitakin hydraulinesteitä lukuun ottamatta.
Ne soveltuvat hyvin myös kerroslevyrakenteiden kennoydinaineen liimaukseen.
Polyamideilla modifioituja
epoksipolyamideja on saatavissa sekä kaksikomponenttisina nesteinä että
kalvoina. Nestemäiset liimat voidaan kovettaa huoneenlämpötilassa. Liimakalvot
vaativat epoksinitriilejä korkeamman kovetuslämpötilan (170 °C). Käyttölämpötila-alue on
samaa luokkaa kuin epoksinitriileillä. Leikkaus- ja repimislujuudet ovat hyvät.
Kosteuden on todettu heikentävän liimasaumaa. Tästä ja korkeasta
kovetuslämpötilasta johtuen epoksinitriilit ovat rakenneliimoina
epoksipolyamideja suositumpia. Helppokäyttöisyytensä ansiosta nestemäiset ja
paisuvat epoksipolyamidit ovat kuitenkin suosittuja sekundäärisissä
liimauksissa.
Fenolilla modifioitujen epoksien
lämmönkestävyys on huomattavasti parempi kuin epoksinitriilien tai
epoksipolyamidien. Leikkaus- ja repimislujuudet jäävät selvästi
epoksinitriilien arvoja alhaisemmiksi. Epoksifenolien tyypillisiä
käyttökohteita ovat korkeiden käyttölämpötilojen rakenteet.
Modifioimattomia epokseja on
epoksipolyamidien tapaan saatavilla kaksikomponenttisina nesteinä ja kalvoina.
Kovetuslämpötilat ja lämmönkestävyys vaihtelevat suuresti tyypistä riippuen.
Modifioimattomien epoksien etuina ovat hyvän lämmönkestävyyden ohella erittäin hyvä
sään ja kemikaalien kesto. Haittapuolena on hauraus ja tästä johtuva huono
repimislujuus.
Epoksiliimoja käytettäessä
liimasaumaa on puristettava kohtalaisella paineella kovetuksen aikana
kunnollisen sauman aikaansaamiseksi. Poikkeuksen muodostavat nestemäiset,
huoneenlämpötilassa kovettuvat epoksit, joilla usein saadaan tyydyttävä sauma
jo pienellä puristuspaineella. Kovetuspaine voidaan kohdistaa saumaan
mekaanisesti tai ali- ja ylipaineena. Alipaineen käyttöä rajoittavat monilla
epokseilla niiden sisältämät kevyet aineosat, jotka alkavat haihtua alhaisessa
paineessa jo matalissa lämpötiloissa. Haihtumisen seurauksena liimasauma jää
huokoiseksi ja huonolaatuiseksi.
Nestemäisiä epokseja voidaan
varastoida yleensä vuosia. Liimakalvot, jotka aina sisältävät kovetteen,
pysyvät käyttökelpoisina vain muutamia kuukausia kylmävarastoitunakin.
Fenoliliimat
Modifioimattomat fenolihartsit
ovat modifioimattomien epoksien tapaan hauraita. Fenoliliimoja valmistetaankin
sitkistämällä perushartseja vastaavilla aineosilla kuin epokseja. Tunnetuimpia
fenoliliimoja ovat fenolivinyylit, fenolinitriilit ja fenolipolyamidit.
Fenoliliimoja on saatavilla
nesteinä ja kalvoina. Liimat ovat jonkin verran epoksiliimoja halvempia.
Lujuusominaisuudet ja tartunta ovat huonommat kuin epoksiliimoilla, lämmönkesto
on samaa luokkaa. Monien fenoliliimojen käyttöä hankaloittaa kovetuksessa
vapautuva vesi. Kunnollisen liimasauman aikaansaamiseksi sauman kovetuksessa
onkin käytettävä korkeita lämpötiloja ja puristuspaineita. Fenoliliimojen
käyttö lujitemuovitekniikassa on melko vähäistä.
Polyuretaaniliimat
Polyuretaanit syntyvät
isosyanaattien ja polyolien reagoidessa keskenään. Liimojen kannalta tärkeimpiä
isosyanaatteja ovat tolueeni-di-isosyanaatti (TDI) ja
difenyylimetaani-di-isosyanaatti (MDI). Käytetyimpiä polyoleja ovat
polyeetterit ja polyesterit. Ominaisuudet määräytyvät lähinnä
polyolikomponentin mukaan. Polyuretaaneista osa on kestomuovi-, osa
kertamuovityyppisiä.
Polyuretaaniliimojen
ominaisuuksia voidaan vaihdella suuresti muuttamalla lähtöaineita ja niiden
suhteita. Ominaisuuksia voidaan edelleen modifioida lisäaineilla. Liimoja on
useita tyyppejä, joista rakenneliimaukseen käytetään lähinnä yksi- ja
kaksikomponenttisia reaktioliimoja. Liimat voivat olla liuotevapaita tai sisältää
jonkin verran liuotetta. Yksikomponenttisysteemit kovettuvat joutuessaan
kosketuksiin kosteuden kanssa. Monet kaksikomponenttiliimat kovettuvat
huoneenlämmössä. Näiden käyttöaikaa voidaan säädellä laajoissa rajoissa
katalyyteillä. Katalyyteillä voidaan myös vaikuttaa kovettumisaikaan.
Polyuretaaniliimoille on
tyypillistä sitkeys ja hyvä tartunta, minkä ansiosta liimasaumojen
repimislujuus on hyvä. Liimojen leikkauslujuus on kohtalainen. Sään,
kemikaalien ja säteilyn kesto on monilla polyuretaaniliimoilla hyvä.
Kestomuovityyppisten polyuretaaniliimojen haittapuolena on alhainen lämmönkesto
(n. 70 °C). Kertamuovityyppisillä liimoilla on mahdollista päästä
aina 170 °C:n käyttölämpötiloihin. Käyttöä vaikeuttavia tekijöitä
ovat liimojen korkea viskositeetti sekä usein erittäin pitkät kovettumisajat.
Oikein valittu polyuretaaniliima on kuitenkin usein varteenotettava vaihtoehto
myös komposiittiosien liimaukseen.
Akryyliliimat
Akryyliliimoja on useita eri
tyyppejä. Tärkeimpiä näistä ovat diesteripolyakrylaatit ja syanoakrylaatit.
Liimat ovat yksikomponenttisia nesteitä. Diesteripolyakrylaatit ovat ns.
anaerobisia liimoja, joiden kovettuminen alkaa, kun liimasauma suljetaan ja
näin estetään liiman kosketus ilman hapen kanssa. Syanoakrylaattien
kovettumisreaktion aikaansaa kosteus, jota on normaalisti riittävästi
liimattavilla pinnoilla.
Akryyliliimojen etuna on
ensisijaisesti käytön helppous. Kovettumisajat ovat lyhyitä, lyhyimmillään vain
muutamia sekunteja. Monet liimat kovettuvat täydellisesti jo huoneenlämmössä,
toiset on jälkikovetettava lopullisten lujuusominaisuuksien saavuttamiseksi.
Liimojen leikkauslujuus on hyvä. Diesteripolyakrylaatit kestävät lämpöä aina
150 °C:een
asti. Syanoakrylaateilla korkein käyttölämpötila on noin 80 °C. Liimojen erityisominaisuutena
on kyky liuottaa rasvoja, minkä ansiosta niiden tarttuvuus huonostikin
puhdistettuun ja pintakäsiteltyyn alustaan on kohtalaisen hyvä. Huonosti
puhdistetun pinnan liimausta on kuitenkin vältettävä, sillä epäpuhtaudet
heikentävät aina jossain määrin liimasaumaa.
Akryyliliimojen kemiallinen
kestävyys on heikohko. Syanoakrylaatit ovat lisäksi hauraita. Epäkohtana on
myös matala viskositeetti, jolloin liimasaumojen on oltava ohuita. Epäkohtia on
pyritty poistamaan modifioimalla akryylejä lisäaineilla sitkeämmiksi ja
korkeaviskoosisemmiksi.
Sulateliimat
Kestomuovipohjaiset sulateliimat
ovat marginaalisesti luettavissa rakenneliimoihin. Sulateliimojen koostumus ja
ominaisuudet ovat hyvin vaihtelevia. Peruspolymeereina käytetään mm.
polyeteeniä, polypropeenia, polyamidia ja kestomuovityyppistä polyesteriä.
Sulateliimojen ensisijaisena etuna on liimausprosessin nopeus. Liimoja
käytetäänkin lähinnä erilaisten massatuotteiden kokoonpanossa. Liimojen
tarttuvuus, lujuus ja lämmönkesto ovat tyypillisesti heikohkot.
Kuumalujat
liimat
Hyvän lämmönkestävyytensä
perusteella osa liimoista luokitellaan ns. kuumalujiksi liimoiksi. Useat edellä
esitetyistä kertamuovityyppisistä liima-aineista soveltuvat jo sellaisenaan
käytettäviksi melko korkeissa lämpötiloissa. Kun lämmönkestovaatimus on alle
200 °C,
liimaksi valitaan yleensä modifioimaton epoksi, epoksifenoli tai
fenolinitriili. Näistä ensiksi mainitut kestävät hyvin aina 150 °C:n lämpötiloja pitkäaikaisesti
(15000 h) ja lyhytaikaisesti lämpötiloja aina 200 °C:een asti. Epoksifenolien
lyhytaikainen lämmönkesto on modifioimattomia epokseja parempi, mutta
pitkäaikainen lämmönkesto vain samaa luokkaa. Fenolinitriilit ovat lämmönkestoltaan
lähes samaa luokkaa kuin modifioimattomat epoksit. Haittapuolena on niiden
huono virtaavuus nestemäisessä tilassa, mistä syystä liimauksessa on käytettävä
korkeita puristuspaineita. Huonon virtaavuuden takia fenolinitriilit eivät
sovellu kerroslevyjen liima-aineiksi.
Varsinaisia kuumalujia
liima-aineita ovat polyimidit, polykinoksiliinit sekä polybentsimidatsolit.
Näistä tärkeimpiä ovat polyimidit, jotka kestävät pitkäaikaisesti 200… 250 °C:n lämpötiloja ja
lyhytaikaisesti aina yli 300 °C:n lämpötiloja. Liimat ovat
kuitenkin hauraita ja niiden kovetusprosessi on monivaiheinen. Huokosettoman
liimasauman aikaansaamiseksi puristuspaineen on oltava korkea, sillä
kovetusreaktiossa vapautuu haihtuvia aineosia.
Ominaisuuksien
vertailu
Liimojen – kuten kaikkien
muovien – modifiointimahdollisuudet ovat lähes rajattomat. Liimojen
ominaisuuksien vertailu onkin mahdollista vain melko yleisellä tasolla.
Taulukossa 3.30 esitetyn vertailun tavoitteena on antaa yleiskuva liimoista
liimatyypin valinnan pohjaksi. Lopullinen kaupallisen liiman valinta ja
ominaisuuksien määritys on aina syytä tehdä yhteistyössä liiman valmistajan
kanssa.
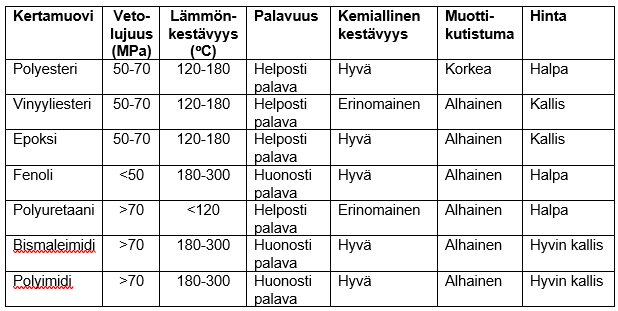
Taulukko 3.30Rakenneliimojen ominaisuuksia.
Kirjallisuutta
Kappale 3.1
Airasmaa, J., Johansson, C-J., Kokko, J., Komppa, V.,
Linkoaho, P., Piltz, A. & Saarela, O. Lujitemuovitekniikka, Muoviyhdistys
ry, Karisto, 1987, s. 24-55.
Hamerton, I., Recent developmemnts in epoxy resins,
Rapra Review Reports No 91, Rapra Terchnbology Ltd., Shawbury, Uk, 1996
Engineered Materials Handbook, Volume 2: Engineering
Plastics, ASM International Metal Park, Ohio 1988, s. 222-276.
Lubin, G., (Ed.), Handbook of Composites, Van Nostrand
Reinhold, New York 1982, s. 17-85.
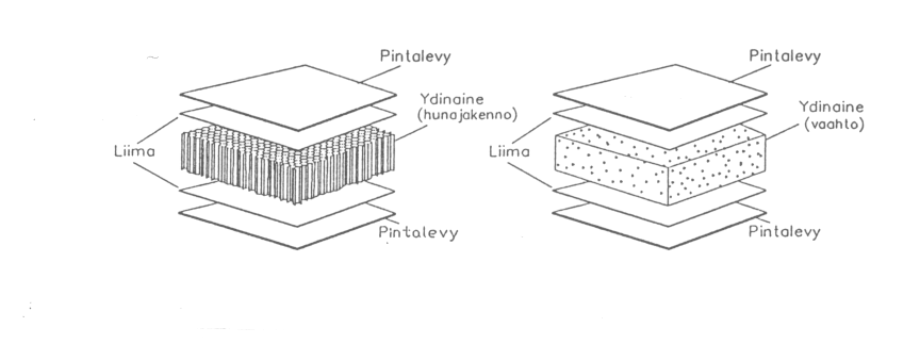
Kerroslevyrakenne on yhdistelmärakenne, joka muodostuu kahdesta ohuesta ja jäykästä pintalevystä, jotka on liimattu paksun ja kevyen ydinaineen molempiin pintoihin (kuva 3.23). Ydinaineen tehtävänä on antaa rakenteelle paksuutta, jolloin muodostuu kevyt, taivutusjäykkä rakenne. Lisäksi ydinaine vastaanottaa levytasoa vastaan kohtisuorat leikkauskuormat. Ydinaineen on tuettava pintalevyjä niin, että ne poimuilematta pystyvät kantamaan levytasossa vaikuttavat puristus‑ ja leikkauskuormat ja että kerroslevy pystyy kantamaan siihen kohdistuvat paikalliset kuormitukset.
Kuva 3.23Kerroslevyrakenteita.
Kerroslevyrakenteen hyvinä
puolina voidaan pitää erinomaisia jäykkyys‑paino ja lujuus‑paino suhteita,
keveyttä, valmistuksen suhteellista helppoutta, iskujen aiheuttamien vaurioiden
rajoittumista pienelle alueelle sekä ydinaineesta riippuen erinomaista äänen‑
tai lämmöneristyskykyä. Huonoja puolia ovat ohuista pintalevyistä johtuva
alttius iskujen ja pistekuormien aiheuttamille vaurioille, laadun‑ ja
vauriotarkastuksen vaikeus sekä liitoksien ja läpivientien aiheuttamat
hankaluudet.
Lujuusvaatimusten ohella
ydinaineelle voidaan asettaa monia muita vaatimuksia. Osa vaatimuksista voi
olla määräysten luonteisia kuten esim. veneenrakennuksessa käytettävät rakenne‑
ja hyväksymissäännöt sekä rakennusten ja kuljetusvälineiden
paloturvallisuusnormit. Muista vaatimuksista mainittakoon vesiabsorptio‑ ja
vedenkestävyysominaisuudet, eristysominaisuudet, pitkäaikaiskuormien ja
väsyttävien kuormien kesto, muotoiltavuus, liittämisominaisuudet ja liitoksissa
syntyvien kuormitusten kesto sekä ydinaineen hinta.
Kerroslevyrakenteen toimivuuden
kannalta merkityksellisintä on se, että pintalevyt ovat kauttaaltaan
huolellisesti ja pitävästi liimatut tai laminoidut ydinaineeseen. Jos ydinaine
on palasahattua levyä tai kootaan paloista, on palat liimattava toisiinsa tai
palojen välit huolellisesti täytettävä liimalla, johon on sekoitettu kevyttä
täyteainetta kuten mikropalloja. Liiman tai hartsin on oltava sellaista, että
se ei vahingoita ydinainetta.
Kerroslevyrakenteiden yleisimmät
ydinaineet ovat solumuoviydinaineet, syntaktiset ydinaineet, kennoydinaineet ja
luonnonydinaineet.
3.6.1 Solumuovit
Kerroslevyjen ydinaineina
käytetään eniten solumuoveja. Näistä laajimmin käytettyjä ovat
polyvinyylikloridi (PVC), polyuretaani (PUR) ja polystyreeni (PS). Muita
solumuoviydinaineita ovat mm. polymetakryyli‑imidi (PMI),
styreeniakryylinitriili (SAN), polyeetteri-imidi (PEI), polyeetterisulfoni
(PES), fenoli ja solustettu kumi.
Solumuoviydinaineilla on yleensä
hyvät lämmöneristysominaisuudet ja suhteellisen pieni vesiabsorptio.
Ominaispaino‑ sekä laatuvalikoima on laaja, saatavuus helppoa ja hintataso
kohtuullinen. Ydinaine toimitetaan tavallisesti halutun paksuisena valmiina
levynä, joka voi olla myös paloista koottua. Tällaisessa ns. palasahatussa
levyssä palat ovat liimatut tukikudokseen. Palasahattu levy on helpommin
muotoiltavissa. Jos pintalevyt tullaan liimaamaan solumuoviydinaineeseen
alipainetta käyttäen, on ydinaineen oltava uritettua tai rei’itettyä (esim. 3
mm reiät 150 mm välein) ilman poistumisen varmistamiseksi.
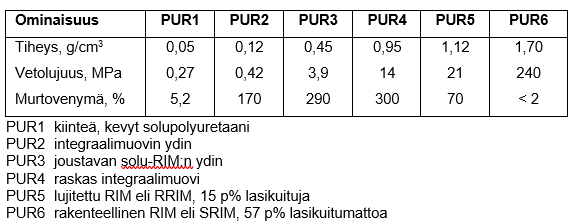
Polyuretaanisolumuovit
PUR‑solumuovien valikoima on
erittäin laaja ulottuen joustavista, pehmeistä solumuoveista jäykkiin
polyuretaanisolumuoveihin. Näistä jälkimmäisiä käytetään lujitemuoviteollisuudessa
kerroslevyrakenteiden ydinaineena. Jäykkiä PUR-solumuoveja on kahta
perustyyppiä, polyisosyanuraattisolumuoveja ja isosyanaatti polyuretaanisolumuoveja.
Nämä ovat toisistaan selvästi erottuvia sekä ominaisuuksiltaan että
valmistustavoiltaan.
Polyisosyanuraattisolumuovit ovat tyypillisesti kevyitä,
lämmöneristykseen käytettäviä solumuoveja, jotka valmistetaan tavallisesti
isoina lohkoina jatkuvalla suulakepuristuksella. Lohkot leikataan levyiksi tai
muiksi halutunmuotoisiksi kappaleiksi. Solumuoveilla on erinomaiset
lämmöneristysominaisuudet, hyvä puristuslujuus ja lämpötilan kesto lähes 150 °C. Tiheydet ovat alueella 30…100 kg/m3. Hinnaltaan nämä
solumuovit ovat suhteellisen edullisia. Joustamaton, hauras rakenne ja taipumus
voimakkaaseen pölyämiseen hiottaessa ovat tyypillisiä ominaisuuksia. Erityisesti
murenevuus rajoittaa näiden solumuovien käyttöä kerroslevyrakenteiden
ydinaineena. Pitkäaikaiskäytössä pintalevyt voivat irrota solumuoviytimen
pinnan murentuessa väsymisen seurauksena erityisesti värähtely- tai
taivutuskuormituksessa.
Varsinaisia ydinaineena
käytettäviä isosyanaatti PUR-solumuoveja valmistetaan joko jatkuvalla
suulakepuristuksella tai ne paisutetaan muottiin. Valmiit lohkot leikataan
levyiksi tai muiksi halutunmuotoisiksi kappaleiksi. Muottiin paisutettaessa
muotti voi olla muodoltaan sellainen, että siitä saadaan suoraan halutunlainen
kappale. Jos paisutusmuottiin laitetaan pintalevyt ennen paisutusta, saadaan
muotista valmis kerroslevy. Muottiin paisutetuissa levyissä materiaali pakkautuu
pintoihin ja keskusta jää reuna-alueita kevyemmäksi. Tästä johtuen lujuusarvot
keskimääräiseen tiheyteen nähden ovat alhaisemmat kuin suulakepuristetussa,
homogeenisessa levyssä.
Isosyanaatti polyuretaanisolumuovit
eivät ole yhtä voimakkaasti silloitetut kuin polyisosyanuraattisolumuovit.
Valmistettavien levyjen tiheydet ovat 30…800 kg/m3. Lämmönkesto on
noin 135 °C. Solumuovit ovat hinnaltaan kohtuullisen edullisia. Niille
on tyypillistä lineaarinen hinta-tiheyssuhde. Toisin sanoen 320 kg/m3
solumuovilevyn hinta on noin kaksinkertainen verrattuna vastaavaan 160 kg/m3
tiheyksiseen levyyn. Saman tiheyden omaavilla isosyanaatti
polyuretaanisolumuovilevyillä voi olla huomattavan suuret erot sekä
mekaanisissa että palo-ominaisuuksissa riippuen käytetystä
valmistusmenetelmästä, kemiallisesta rakenteesta, valmistusprosessin aikaisesta
kovetuslämpötilasta ja solustukseen käytetystä paisutteesta. Tavallisimmin
paisute on hiilidioksidi, mutta erityisesti kevyempiä laatuja valmistettaessa
paisutteena käytetään nykyisin myös pentaania freonien sijasta.
Polyisosyanuraattisolumuoveihin
verrattuna isosyanaatti PUR-solumuovit ovat huomattavasti sitkeämpiä ja
vähemmän murenevia osin kimmomodulin kustannuksella. Niillä on hyvä iskulujuus
ja lämmönkesto ja ne ovat lämpömuovattavissa. Varsinaista pintakäsittelyä ei
PUR-solumuoveille tarvitse tehdä, mutta pinnan karhennusta suositellaan ennen
pintalevyjen liimausta. Epoksimuoveja suositellaan liimaukseen.
Markkinoilla on myös polyisosyanuraatti-
ja PUR-solumuovien yhdistelmiä. Nämä sekoitepolyuretaanisolumuovit ovat
lujuusominaisuuksiltaan hieman isosyanaatti polyuretaanisolumuoveja parempia ja
vähemmän murenevia kuin polyisosyanuraattisolumuovit. Lämmönkestävyys on
kuitenkin huonompi. Valmistettavien levyjen tiheydet ovat 32…130 kg/m3.
Polystyreenisolumuovit
Polystyreeni- eli PS‑solumuoveja
on markkinoilla sekä paisutettuina että suulakepuristettuina. Näistä
suulakepuristetut laadut ovat kalliimpia, mutta myös lujuusarvoiltaan parempia.
PS-solumuovit ovat helposti työstettäviä ja hinnaltaan edullisia ja niitä
käytetäänkin laajalti ydinaineena mm. erilaisissa vapaa‑ajan tuotteissa kuten
purje- ja lainelaudoissa. Lyhytaikaiset lujuusominaisuudet ovat tyydyttävät.
Pitkäaikaisessa kuormituksessa tapahtuu jossain määrin virumista, mikä
rajoittaa polystyreenisolumuovin käyttöä vaativissa rakenteissa. Epäkohtana on
myös polystyreenin liukeneminen moniin aineisiin, esim. polyesterihartseissa
käytettävään styreeniin. PS‑solumuoville suositellaan usein pintakäsittelyä.
Polystyreenisolumuoveja
valmistetaan paisutettuina laatuina alle 100 kg/m3 tiheyksissä ja
suulakepuristettuja laatuja alle 60 kg/m3 tiheyksissä.
Suulakepuristetuissa laaduissa on valmistuksen jäljiltä nahkamainen pinta, joka
on karhennettava ennen pintalevyjen liimausta.
Polyvinyylikloridisolumuovit
Umpisoluiset polyvinyylikloridi-
eli PVC-solumuovit ovat yleisimpiä ydinaineita korkealaatuisissa
kerroslevyrakenteissa. Tarkasti ottaen PVC-solumuovit ovat polyvinyylikloridin
ja aromaattisen polyurean/polyamidin seos. Niiden kehitys ja käyttö alkoi jo
1930-luvulla.
PVC-solumuoveilla on hyvät
staattiset ja dynaamiset lujuusominaisuudet myös pitkäaikaisessa käytössä.
Veden imeytyminen on hyvin vähäistä. Ne kestävät myös hyvin useimpia
kemikaaleja. Käyttölämpötila on laadusta ja tyypistä riippuen alueella
-240…120 °C. PVC-solumuovit ovat lämpömuovattavissa laadusta ja
tiheydestä riippuen 90…140 °C:n lämpötilassa. Käsittely
vaatii huolellisuutta. Ne ovat hinnaltaan edellisiä solumuoviydinaineita
kalliimpia, mutta niiden lujuus‑painosuhde on merkittävästi parempi. Niiden
liimausominaisuudet ovat hyvät. Levytavarana umpisoluista PVC‑solumuovia on
markkinoilla tiheyksissä 30…400 kg/m3.
Ydinaineena käytettävät PVC-solumuovit
valmistetaan joko ristisilloitetusta tai lineaari PVC:sta. Lineaari
PVC-solumuovit ovat metyyliakrylaatilla kopolymeroitua polyvinyylikloridia. Ne
soveltuvat erityisesti dynaamisesti kuormitettujen kerroslevyjen ydinaineeksi.
Ne ovat iskusitkeämpiä, iskunkestävämpiä ja taipuisampina helpommin muotoiltavia
kuin ristisilloitetusta PVC:sta valmistetut ydinaineet. Lineaari PVC-solumuoveilla
on myös hyvä väsymiskestävyys. Korkein käyttölämpötila on n. 60 ºC. Ne ovat
lämpömuovattavissa kuten ristisilloitetutkin laadut. Lineaari PVC:sta
valmistetut ydinaineet on aina pintakäsiteltävä ennen pintalevyjen liimausta
tai laminointia, jos käytettävä liima tai hartsi sisältää styreeniä.
Markkinoilla lineaari PVC-solumuoviydinaineita on tiheyksissä 60…90 kg/m3.
Suurin osa umpisoluisista
PVC-ydinaineista on ristisilloitettuja laatuja. Standardilaatuja valmistetaan
tiheyksissä 30…400 kg/m3. Niiden maksimi käyttölämpötila on
tyypistä riippuen alueella 70…95 °C. Lämmönkestävämpiä laatuja, joiden maksimi
käyttölämpötila on n. 120 °C, on markkinoilla tiheyksissä
55…300 kg/m3. Ristisilloitetusta PVC:sta valmistetuilla
ydinaineilla on hyvä värähtelynkestävyys ja niiden lujuus- ja
jäykkyysominaisuudet ovat hyvät. Ne soveltuvat erinomaisesti staattisesti
kuormitettujen kerroslevyjen ydinaineeksi. Lämmöneristysominaisuudet ovat myös
hyvät.
Valmistuksessa on myös adipaatti/fosfaattiesterillä
modifioituja ristisilloitettuja PVC-solumuoveja. Pyrkimyksenä on ollut lähinnä
iskusitkeyden ja iskulujuuden parantaminen. Nämä laadut on pintakäsiteltävä ennen
liimausta tai pintalevyjen laminointia samalla tavalla kuin lineaari
PVC-ydinaineet. Markkinoilla näitä modifioituja, umpisoluisia PVC-ydinaineita
on tiheyksissä 100…250 kg/m3. Niiden korkein käyttölämpötila on 70
°C.
Myös lämpöstabiloituja ristisilloitettuja PVC-solumuoveja valmistetaan.
Käsittelyn ensi sijaisena tarkoituksena on parantaa solumuovin mittapysyvyyttä
ja alentaa kaasujen erittymistä solumuovista korotetussa lämpötilassa
suoritettavissa valmistusprosesseissa.
Polymetakryyli‑imidisolumuovit
Polymetakryyli-imidi- eli PMI-solumuovit
valmistetaan paisuttamalla lämmössä metakryylihappokopolymeraattia, joka
vaahdotusprosessin aikana muuntuu polymetakryyli-imidiksi. Paisutusaineena
käytetään alkoholia. Lopputuloksena on homogeenisen solurakenteen omaava,
ominaisuuksiltaan isotrooppinen solumuovi. PMI‑solumuoveilla on erinomaiset
lujuus- ja jäykkyysominaisuudet ja hyvä mittapysyvyys myös korkeissa
lämpötiloissa. Virumisvastus puristuksessa on erinomainen. Savun ja
myrkyllisten kaasujen muodostuminen palaessa on vähäistä. Tavallisten laatujen
lämmönkestävyys on n. 180 °C ja erikoislaatujen jopa 250 °C.
Kokonaisuutena PMI-solumuovit
tarjoavat parhaat ominaisuudet kaikista kerroslevyjen ydinaineina käytettävistä
solumuoveista. Laajempaa käyttöä rajoittavana tekijänä on muita solumuoveja
merkittävästi korkeampi hinta. Levytavarana umpisoluista PMI‑solumuovia on
markkinoilla tiheyksissä 30…200 kg/m3. Levyt ovat
lämpömuovattavissa 170…190 °C:n lämpötilassa.
Solumuovipinnan murenemisesta ja solujen pienuudesta johtuen pintalevyjen
liimaus on suoritettava huolellisesti. PMI-solumuoveja käytetään ydinaineena
lähinnä vaativissa kohteissa. Kerroslevyjen valmistukseen soveltuvat
autoklaavimuovaus, RTM ja muut injektointimenetelmät. Pintoja liimattaessa
suositeltava paine kovetusprosessin aikana on laadusta riippuen alueella
0,2…0,7 MPa.
Styreeniakryylinitriilisolumuovit
Umpisoluiset, jäykät lineaari
SAN-solumuovit on kehitetty lähinnä veneteollisuuden tarpeisiin. Useissa muissa
sovellutuksissa ne voivat korvata lineaari PVC-solumuovit.
Styreeniakryylinitriilisolumuovien staattiset lujuusominaisuudet ovat
samanlaiset kuin ristisilloitetuilla PVC-solumuoveilla. Niillä on alhainen
viruma sekä hyvä iskusitkeys, iskulujuus, lämmönkesto ja hydrostaattisen
paineen kesto. Korkein käyttölämpötila on 110 °C. SAN-solumuovilevyt ovat
lämpömuovattavissa. Niitä on saatavissa tiheyksissä 60…400 kg/m3.
Myös lämpöstabiloituja laatuja, jotka soveltuvat alhaisessa lämpötilassa
kovettuvien prepregien kanssa käytettäviksi on valmistuksessa.
Muut solumuovit
Muista solumuoviydinaineista
mainittakoon jäykkä, umpisoluinen, itsestään sammuva fenolisolumuovi, joka on
aina pintakäsiteltävä tiksotropoidulla hartsilla ennen pintalevyjen liimausta,
sekä korkeita lämpötiloja kestävät polyeetterisulfoni (PES) ja polyeetteri‑imidi
(PEI). Näiden solumuovien palaessa ei muodostu myrkyllisiä tai korrodoivia
kaasuja. Savunmuodostus on vähäistä. PEI-solumuovin korkein käyttölämpötila on
180 °C
ja sitä on saatavissa tiheydessä 80 kg/m3.
Solumuovien pintakäsittelyt
Eräissä tapauksissa suositellaan
solumuovilevyjen pintakäsittelyä esim. kobolttiemulsiolla tai nopeasti
kovettuvalla hartsilla tai hartsi‑mikropalloseoksella. Käsittelyllä parannetaan
pintalevyjen ja solumuovin välisen liimasidoksen lujuutta, varmistetaan pintalevyjen
moitteeton liimautuminen ydinaineeseen kauttaaltaan sekä tehdään mahdolliseksi
kaikkien yleisimpien hartsien käyttö liimaukseen ja pintalevyjen laminointiin.
Pintakäsittelyn tarpeellisuus riippuu paitsi käytetystä solumuovista myös
pintalaminaatin paksuudesta, työskentelylämpötilasta sekä laminoinnissa tai
pintojen liimauksessa käytettävästä hartsista.
Solumuovilevyn pintakäsittely
suoritetaan erillisenä työvaiheena ennen pintalevyjen liimausta tai
laminointia. Pintakäsittelyyn käytettävä kobolttiemulsio valmistetaan esim.
kobolttioktoaatista, jota lisätään 1 % tislattuun veteen. Emulsio on käytettävä
2 vrk:n kuluessa. Sitä levitetään solumuovilevyn pintaan noin 40 g/m2
esimerkiksi ruiskuttamalla. Nopeasti kovettuvaa (geeliytymisaika 12…20 min),
tiksotropoitua polyesteri‑ tai vinyyliesterihartsia käytetään pintakäsittelyyn
200…250 g/m2. Painokriittisissä kerroslevyrakenteissa sekä
styreenille herkkien solumuoviydinaineiden yhteydessä pintakäsittely
suoritetaan epoksihartsi‑mikropalloseoksella.
3.6.2 Syntaktiset ydinaineet
Syntaktiset ydinaineet
(syntactic foams) valmistetaan tavallisesti muovista ja ontoista
mikropalloista. Ne kehitettiin alun perin syvällä liikkuviin vedenalaisiin
aluksiin kelluttajiksi sellaisiin kohteisiin, joissa solumuovien lujuus ei
ollut riittävä. Myöhemmin syntaktisia ydinaineita on alettu käyttää myös
kerroslevyrakenteiden ydinaineena.
Syntaktinen ydinaine
valmistetaan sekoittamalla mikropallot matriisimuoviin, minkä jälkeen seos
kovetetaan. Käyttötarkoituksesta ja sekoitusmenetelmästä johtuen kovettunut
syntaktinen ydinaine sisältää myös enemmän tai vähemmän ilmahuokosia.
Pyrkimyksenä on valmistaa kevyt, solustettu muovi, jolla on erinomainen
puristus‑ ja leikkauslujuus. Syntaktisten ydinaineiden tiheys on 280…750 kg/m3
mikropallojen laadusta, niiden tiheydestä ja määrästä riippuen. Korkea
ilmahuokospitoisuus alentaa syntaktisen ydinaineen tiheyttä, mutta vaikuttaa
samalla alentavasti ydinaineen lujuuteen.
Lujimmat syntaktiset ydinaineet
valmistetaan sekoittamalla ontot mikropallot osittaisessa tyhjiössä. Tällä
estetään vapaan ilman pääsy sekoitukseen. Parhaimmat lujuusominaisuudet ja
halvin tuote saavutetaan käyttämällä lentotuhkamikropalloja. Näillä ei
kuitenkaan päästä yhtä alhaisiin tiheyksiin kuin kalliimmilla, ontoilla lasi‑
ja hiilimikropalloilla.
3.6.3 Luonnonydinaineet
Luonnonydinaineista merkittävin
ja eniten käytetty on balsa, jota on saatavissa tiheyksissä 72…220 kg/m3.
Levypaksuudet ovat 6…50 mm. Yleisimmin käytetään balsaa, jonka tiheys on 90…110
kg/m3. Kerroslevyrakenteiden ydinaineena balsaa käytettiin jo
1940-luvulla. Tuolloin pintalevyt olivat alumiinia. Ydinaineena balsaa
käytetään yleisimmin levynä, joka on valmistettu samaan paksuuteen sahatuista
balsapaloista. Paloissa syyt ovat pystysuorassa ts. kerroslevyssä kohtisuoraan
pintalevyjä vastaan.
Balsaydinaineen
lujuusominaisuudet ovat painoon nähden merkittävästi paremmat kuin
tavanomaisilla solumuoveilla. Erityisesti puristuslujuus on erinomainen. Etuina
ovat myös hyvät lämmön- ja ääneneristysominaisuudet. Balsan palonkestävyys on
myös hyvä kerroslevyn ydinaineena. Palossa balsaydin hiiltyy hitaasti estäen
palon leviämistä.
Myös setripuuta käytetään
ydinaineena veneenrakennuksessa. Tässä tapauksessa setri on rimoina, jolloin
puun syyt kulkevat kerroslevyn pintalevyjen suuntaisina. Myös balsaa on
nykyisin saatavana rimoina, jotka itse asiassa ovat kerroslevyrakenteisia.
Kahden 1,5 mm paksun vaneripintalevyn väliin on liimattu balsa siten, että syyt
ovat kohtisuoraan pintalevyjä vastaan. Nämä kerroslevyt valmistetaan 300 mm x
2440 mm levyinä, jotka tarvittaessa voidaan sahata kapeammiksi rimoiksi.
Balsaa on helppo työstää ja sen
liimausominaisuudet ovat hyvät. Haittana on pintalevyjen liimauksessa tai
laminoinnissa käytettävän hartsin imeytyminen balsaan, mikä lisää hartsin
kulutusta ja kerroslevyn painoa. Epäkohta on myös lujuusarvoissa esiintyvät
suuret hajonnat, jotka ovat seurausta siitä, että valikoitunakin balsalevy
sisältää laadultaan erilaisia paloja.
Ennen pintalevyjen liimausta tai
laminointia balsa voidaan käsitellä liuoksella, jossa on 95 % asetonia ja 5 %
kobolttia. Asetoni kuljettaa haihtuessaan kosteuden balsasta n. 2…3 mm
syvyydeltä ja koboltti jää parantamaan liimasidosta.
Puumateriaaleille on ominaista
voimakas vesiabsorptio ja lahoaminen. Absorptio levytasossa syitä vastaan
kohtisuorassa suunnassa on kuitenkin kohtuullinen, joten kosteuden eteneminen
esim. paikallisesta vauriokohdasta ei ole kovin nopeaa.
3.6.4 Kennot
Kennoydinaineita voidaan
valmistaa lähes mistä tahansa ohuesta, levymäisestä materiaalista.
Metallikennoydinaineet ovat tavallisesti alumiinista, ruostumattomasta
teräksestä, titaanista ja nikkeliyhdisteistä valmistettuja. Yleisin
valmistusmenetelmä on latoa liimaraidoitetut metallifolioarkit päällekkäin tietyn
kaavaan mukaan, puristaa pakka yhteen ja lämpöä käyttäen liimata folioarkit
toisiinsa. Pakka muodostaa esiaihion, josta leikataan valmistettavan kennolevyn
paksuinen osa. Tämä asetaan levityspöydälle, jossa se venyttämällä avataan
haluttuun kennomuotoon. Valmistusmenetelmästä johtuen näiden hunajakennolevyjen
mekaaniset ominaisuudet ovat erilaiset pituus- ja poikittaissuunnissa. Toisessa
menetelmässä metallifolio tai ‑levy uritetaan aaltolevyiksi, jotka liimaamalla
tai hitsaamalla liitetään toisiinsa aihioksi, josta leikataan tarvittavan
paksuisia kennolevyjä.
Ei‑metallisia kennoydinaineita
valmistetaan aramidikuitupaperista (Nomex® ja Korex®) sekä aramidi-, lasi- tai
hiilikuitukudoksista, jotka on kyllästetty fenoli-, epoksi- tai
polyimidimuovilla. Kyllästäminen tapahtuu kastamalla muotoon avattu ja
lämpökiinnitetty aihio hartsiin ja lämpökovettamalla hartsi uunissa. Kastamis‑
ja kovetusjaksoja toistetaan, kunnes haluttu ydinaineen tiheys on saavutettu.
Ideaalinen hartsisisältö on n. 50 p%. Valmiista aihiosta leikataan
kennoydinainelevyt tarvittavaan paksuuteen.
Kennoydinaineita valmistetaan myös
pahvista ja paperista sekä eri kestomuoveista kuten polyeteenistä,
polypropeenista, polykarbonaatista, polyeetteri-imidistä ja ABS:stä.
Valmistusmenetelmänä käytetään mm. kokonaisten levyjen suulakepuristusta. Erikseen
valmistetut, tavallisesti kestomuoviset putket voidaan myös liimata toisiinsa
levyksi, joka myöhemmin voidaan työstää haluttuun paksuuteen. Yleensä ohuin
mahdollinen levypaksuus on 2…3 mm. Kestomuovikennoydinaineiden suurimpana
haittana on pintalevyjen huono liimautuvuus itse ydinaineeseen.
Kaikissa tuotteissa kennomuoto ei
ole heksagonaalinen. Tästä huolimatta tuotteita kutsutaan usein yleisnimellä
hunajakenno. Nykyisin kennoydinaineita valmistetaan yli 500:sta eri
materiaalista.
Parhaimmat lujuusominaisuudet
kaikista ydinaineista ominaispainoon verrattuna saavutetaan aramidikuitupaperi‑
ja alumiinihunajakennoilla, joita ilmailuteollisuus on käyttänyt
kerroslevyrakenteiden ydinaineina jo 1940‑luvulta lähtien. Nämä hunajakennot,
kuten myös aramidi-, lasi- ja hiilikuitukudoshunajakennot ovat kuitenkin
kalliita. Paperista, pahvista ja kestomuoveista valmistetut kennoydinaineet
ovat yleensä halpoja, mutta niiden leikkauslujuus on huono. Pintalevyjen
liimaus kennoydinaineisiin on huomattavasti vaativampaa kuin solumuovi‑ tai
balsaydinaineisiin. Tämä johtuu pienemmästä liimapinta‑alasta.
Hunajakennoydinaineen tiheys ja
lujuusominaisuudet riippuvat käytetystä materiaalista, valmistusmenetelmästä,
kennon muodosta ja kennokoosta. Pääosa varsinaisista hunajakennoista on jotain
kolmesta peruskennomuodosta. Nämä ovat kuusikulmainen, yli‑avattu ja taipuisa.
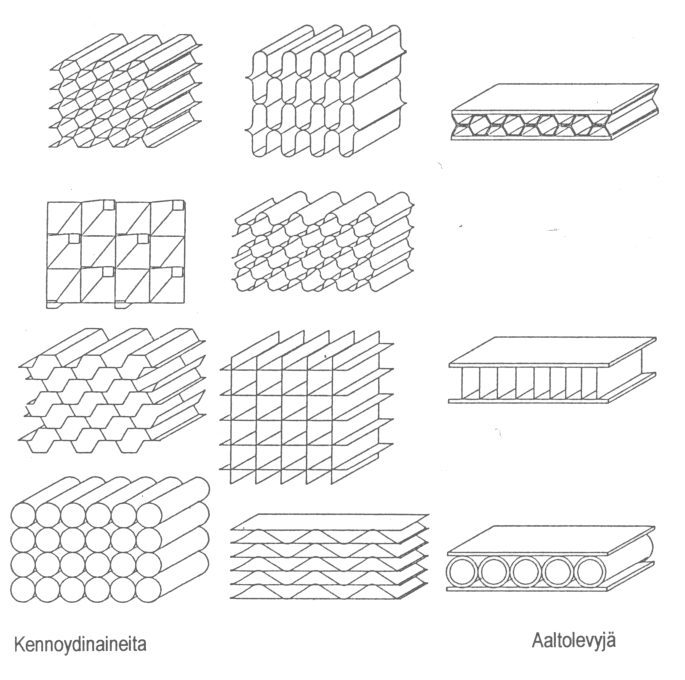
Kuvassa 3.24 on esitetty nämä sekä kolme vähemmän yleistä hunajakennoydinaineen
kennomuotoa. Esimerkkejä kennoydinaineista ja ydinaineeksi soveltuvista
aaltolevyistä on myös kuvassa 3.25.
Kuva 3.24Hunajakennoydinaineiden kennomuotoja.
Kuva 3.25Esimerkkejä erilaisista kennoydinainetyypeistä ja kolmesta aaltolevystä.
Tavallisin kennomuoto on
kuusikulmainen. Leikkauslujuus ja liukumoduli ovat tasossa 23 noin
kaksinkertaiset tason 13 arvoihin verrattuna suunnan 1 ollessa levyn
pituussuunta, 2 poikittaissuunta ja 3 levytasoa vastaan kohtisuora suunta. Yli‑avattu
kennomuoto saadaan, kun kuusikulmaista kennolevyä ylilevitetään
pituussuunnassa. Kennoista tulee suorakaiteen muotoisia, jolloin levy taipuu leveyssuunnassa
suhteellisen pienelle kaarevuussäteelle. Leikkauslujuus ja ‑moduli ovat
suunnilleen samat molemmissa poikittaistasoissa. Taipuisa hunajakennolevy
taipuu vaikeuksitta kaksoiskaareviinkin muotoihin. Kennomuotoa voidaan kuvata
aaltomaiseksi siten, että aaltoviivat kulkevat leveyssuunnassa.
Aramidikuitupaperihunajakennolevyjä
voidaan lämpömuovata 250…300 °C:n lämpötilassa. Muottiaika on
30…60 minuuttia. Huoneenlämpötilaan jäähdytetty hunajakennolevy säilyttää
sille muotissa annetun muodon. Menetelmää käytetään mm. valmistettaessa
kerroslevyrakenteisia tutka-antennien suojakupuja.
3.6.5 Muut ydinaineet
Muita ydinaineita ovat mm.
erilaiset paksut, verkkomaiset kudokset ja neulokset sekä huovat, joiden
pääasiallisin tehtävä on kasvattaa rakenteen paksuutta ja siten parantaa sen
jäykkyyttä. Yleensä nämä imevät runsaasti hartsia ja toimiakseen niiden onkin
kastuttava täydellisesti. Verkkosidoksen aukkokohtien on kuitenkin oltava
hartsista vapaita. Mikäli nämä täytetään, kasvaa hartsinkulutus ja
kerroslevyrakenteen paino. Näiden ydinaineiden paksuus on tavallisesti 3…6
mm.
Myös polyesterikuiduista ja kestomuovimikropalloista
valmistetaan levymäistä ydinainetta 1…5 mm:n paksuuksissa. Ydinaine on
rullatavaraa, joten sen käsittely ja leikkaus halutun muotoisiksi paloiksi on
helppoa. Polyesterikatkokuidut on sidottu styreeniin liukenevalla polyakryylisideaineella,
josta johtuen ydinaine muotoutuu lasikuitumaton tavoin. Mikropallosisältö on 50
t%. Ydinaineen on kastuttava täydellisesti hartsilla, minkä jälkeen sen tiheys
on n. 650 kg/m3. Epäkohtana on runsas hartsin imeytyminen
ydinaineeseen sekä alhainen leikkauslujuus.
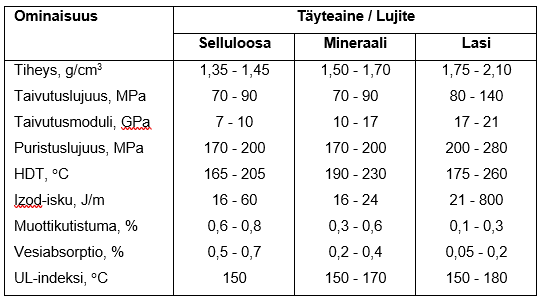
3.6.6 Ydinaineiden ominaisuudet
Taulukoissa 3.27 ja 3.28 on
esitetty eräitä ydinaineiden keskeisiä ominaisuuksia. Yksityiskohtaisempaa
tietoa valmistuksessa olevista laaduista ja niiden ominaisuuksista on
saatavilla valmistajien tuote-esitteistä Internetistä.
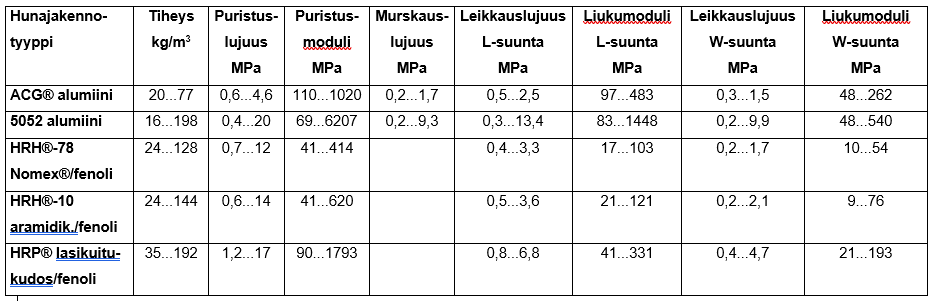
Taulukko 3.27Ydinaineiden tyypillisiä ominaisuuksia.
Taulukko 3.28Kuusikulmaisten (hexagonal) hunajakennoydinaineiden tyypillisiä ominaisuuksia. Arvot Hexcel Composites Ltd:n tuoteselosteista.
Lujitemuovituotteita
pinnoitetaan monin eri tavoin. Seuraavassa esitetään yhteenveto yleisimmistä
pinnoitteista ja pinnoitusmenetelmistä
3.5.1 Gelcoatit
Suuressa osassa
lujitemuovituotteita on pintakerroksena gelcoat, joka levitetään muottipinnalle
joko ruiskuttamalla tai sivelemällä ennen varsinaisen laminoinnin aloittamista.
Myös lujitemuovimuottien valmistuksessa käytetään pintahartseja. Näitä
pintahartseja kutsutaan muotti-gelcoateiksi.
Gelcoat antaa tuotteelle
ulkonäön ja suojaa laminaattia sään, kosteuden ja kemikaalien aiheuttamilta
rasituksilta. Gelcoat on kirkas tai pigmentoitu käyttötarkoituksesta riippuen.
Useimmat sisältävät erilaisia täyte‑, apu‑ ja lisäaineita, joilla vaikutetaan
mm. gelcoatin viskositeettiin ja valuvuuteen. Mikäli vaatimuksena on hyvä
kemiallinen kesto, ei pigmenttejä tai muita täyteaineita käytetä.
Gelcoatin pohjahartsilaatu
riippuu käyttökohteesta. Tavallisia ovat isoftaalihappo‑, neopentyyliglykoli‑
ja bisfenoli‑A‑pohjaiset hartsit. Näillä on yleensä hyvä veden‑ ja
kemikaalienkesto. Säänkestäviin gelcoateihin käytetään myös
metyylimetakrylaatin ja styreenin monomeeriseoksia. HET‑happopohjaisia hartseja
käytetään, kun gelcoat-maalilta edellytetään palonesto‑ominaisuuksia.
Gelcoatia ei saa levittää
alikovettuneelle muottipinnalle, kylmälle muottipinnalle eikä muottipinnalle,
jossa on koloja, halkeamia tai muita vikoja. Suositeltava levityslämpötila on
18…22 °C. Kovettuneen gelcoat-kalvon paksuus on tavallisesti
0,4…0,7 mm, joka vastaa gelcoat-maalikulutusta 550…850 g/m2.
Mikäli kalvo on liian ohut, se voi jäädä alikovettuneeksi (alle 35 °barc.). Lisäksi on vaarana, että
lujitekudoksien sidoskuvio peilautuu gelcoatin pintaan. Liian paksuun gelcoat-kalvoon
voi syntyä hiushalkeamia. Paksu kalvo on myös herkempi vaurioitumaan iskuista.
Suuret vaihtelut kalvon paksuudessa johtavat eriaikaiseen kovettumiseen, josta
on seurauksena sisäisiä jännityksiä. Nämä aiheuttavat hiushalkeamia ja
pigmentoitua gelcoat-maalia käytettäessä myös väriepätasaisuutta.
3.5.2 Topcoatit
Laminaatin sisäpuolinen pinta
käsitellään tarvittaessa topcoatilla, joka on parafiinia, tiksotropointiainetta
ja mahdollisesti väripigmenttiä sisältävä hartsi. Parafiinin ansiosta se
kovettuu kovaksi, hartsirikkaaksi pintakerrokseksi, joka ulkonäöltään ei
kuitenkaan ole gelcoat-pinnan veroinen. Topcoat-pinta on silkkimattainen, likaa
ja vettä hylkivä. Myös topcoat-pintahartsien valmistuksessa käytetään erilaisia
pohjahartsilaatuja.
Topcoatin levitys on
suoritettava mahdollisimman pian laminaatin valmistumisen jälkeen. Mikäli työ
tehdään myöhemmin, on kunnollisen tarttuvuuden edellytyksenä, että laminaatin
pinta hiotaan ja puhdistetaan huolellisesti hiontapölystä ennen maalausta.
Vastaavasti topcoatilla käsiteltyyn pintaan ei saada hartsia tai liimaa
tarttumaan ellei topcoatin parafiinipitoista, ohutta pintakerrosta ensin hiota
pois.
3.5.3 Maalit
Muut kuin gel‑ ja/tai topcoat-pintaiset
lujitemuovituotteet voidaan maalata yksi‑ tai kaksikomponenttimaaleilla. Nämä
ovat yleensä akryyli‑, epoksi‑, polyuretaani‑ ja vinyylimaaleja. Parhaan tuloksen
saavuttamiseksi voidaan tuotteen maalaamisessa joutua käyttämään sekä pohjustus‑,
väli‑ että pintamaaleja. Lujitemuoviveneiden valmistuksessa käytetään myös
kaksikomponenttisia epoksipohjaisia väli‑ ja hiontamaaleja. Maalit sisältävät
pigmenttejä sekä tavallisesti myös erilaisia side‑, täyte‑ ja apuaineita.
Maalit voivat olla liuotteettomia, mutta yleensä ne sisältävät enemmän tai
vähemmän liuotetta, jolla maalin viskositeetti säädetään halutuksi.
Vinyylimaalit
Vinyylimaalit ovat
yksikomponenttimaaleja, joille on tyypillistä hyvä päällemaalattavuus ja
tarttuvuus uusintamaalauksessa. Niiden sään‑ ja vedenkesto‑ominaisuudet ovat
yleensä hyvät ja kemiallinen kestävyys kohtalainen. Yksikomponenttimaaleilla
voidaan maalata alemmissa lämpötiloissa kuin vastaavilla
kaksikomponenttimaaleilla. Tämä johtuu siitä, että yksikomponenttimaali
muodostaa kalvon fysikaalisesti, liuotteiden haihtumisen kautta. Vinyylimaalien
haittapuolia ovat pehmeys ja huonohko mekaaninen lujuus. Maalit pehmenevät
lämmössä, esim. auringonpaisteessa, jolloin ne likaantuvat ja menettävät
kiiltonsa.
Epoksimaalit
Epoksimaalit ovat tyypillisesti
kaksikomponenttimaaleja, joilla on hyvä mekaaninen ja kemiallinen kestävyys ja
ehkä paras tartunta kaikista maaleista. Ne ovat myös sitkeitä ja niiden veden‑
ja kemikaalienkestävyys sekä liuoteaineiden kestävyys on erittäin hyvä. Alin
maalauslämpötila on noin 10 °C. Tätä alemmassa lämpötilassa
kovettumisreaktio on liian hidas. Haittapuolena on huono UV‑kesto, pinnan
liituuntuminen ja sen seurauksena kiillon alentuminen. Liituuntuminen on
ulkonäköön kohdistuva haitta eikä sillä ole vaikutusta maalikalvon kykyyn
suojata alustaa. Liituuntuminen voidaan estää käsittelemällä epoksilla maalattu
pinta esim UV‑suoja‑ainetta sisältävällä polyuretaanilakalla. Läpinäkyvä, UV‑suojaamaton
polyuretaanilakka ei estä liituuntumista, ainoastaan hidastaa sitä.
Polyuretaanimaalit
Polyuretaanimaalit ovat
kaksikomponenttimaaleja, joilla on hyvä valon‑, kosteuden‑, kemikaalien‑ ja
kulutuksenkesto. Näillä maaleilla saadaan korkeakiiltoinen pinta, joka
säilyttää kiiltonsa erittäin hyvin. Alin maalauslämpötila on noin 5 °C. Maalit tarttuvat joihinkin
alustoihin huonosti. Lisäksi isosyanaattikomponentti on terveydelle
haitallinen.
Akryylimaalit
Akryylimaaleja on sekä yksi- että
kaksikomponenttisia, joista jälkimmäiset ovat ominaisuuksiltaan
polyuretaanimaalien kaltaisia. Yksikomponenttimaalit eivät ominaisuuksiltaan
ole yhtä hyviä. Erityisesti mekaaniset ominaisuudet ovat merkittävästi
heikommat kuin kaksikomponenttisilla akryylimaaleilla.
3.5.4 Lakat
Lujitemuovituotteissa
käytettävät lakat ovat tavallisesti läpinäkyviä kaksikomponenttisia epoksi‑ ja
polyuretaanilakkoja. Ne ovat ominaisuuksiltaan vastaavien maalien kaltaisia ja
niitä käytettäessä on otettava huomioon samat asiat.
3.5.5 Maalattavien ja lakattavien pintojen
käsittely
Maalattavan pinnan puhtaus on
lopputuloksen kannalta tärkein asia. Ennen maalausta on laminaatin pinta
puhdistettava huolellisesti mahdollisista irrotusainejäämistä, liasta ja
rasvasta. Pinnan puhtaus on todettavissa vesikokeella. Pinta kastellaan
vedellä. Jos vesi pisaroituu, on pinnassa vielä jäljellä epäpuhtauksia. Lopuksi
pinta hiotaan 180…220 numeron hiomapaperilla. Irtonainen pöly poistetaan
vedellä. Ennen maalauksen aloittamista on pinnan oltava ehdottoman kuiva.
Kuivumisaika on 3…4 h, kun lämpötila on 20 °C.
Jos maalattavassa pinnassa on
epätasaisuuksia tai pintavaurioita, korjataan ne ennen maalausta polyesteri‑
tai epoksitasoitteella. Korjattu pinta hiotaan 80…120 numeron hiomapaperilla,
hiontapöly poistetaan vedellä ja pinta kuivataan huolellisesti. Käytettäessä
pohjustus‑ ja välimaaleja suoritetaan välihionnat 180…220 numeron
hiomapaperilla ja lopullinen hionta ennen pintamaalausta 220…320 numeron
hiomapaperilla. Välihionta on suoritettava myös, jos edellisen maalikerroksen
levittämisestä on kulunut liian pitkä aika ennen seuraavan kerroksen maalausta.
Maalinvalmistajien ohjeita
koskien maalausolosuhteita, maalin ohentamista, maalin levitystä, kovettumista
ja päällemaalausta on tarkoin noudatettava. Suositeltavin maalauslämpötila
kaksikomponenttimaaleille on 16…20 °C. Ilmankosteus ei saisi olla
korkea. Ihanteellinen ilman suhteellinen kosteus on 60…65 %. Maalin sekoitus
suoritetaan huolellisesti ja kerralla sekoitetaan vain se määrä maalia, joka
ehditään purkkiajan puitteissa käyttää. Kaksikomponenttisilla maaleilla ei saa
maalata yksikomponenttimaalien päälle.
Maalaus voidaan suorittaa
ruiskulla, pensselillä tai lyhytkarvaisella mohairtelalla. Myös tyynyä voidaan
käyttää. Kuivamaalikalvon paksuus telalla maalattaessa on 30…40 μm, tyynyllä
maalattaessa 30…60 μm ja siveltimellä maalattaessa 40…60 μm.
Sivuilmaruiskulla saadaan kerralla maalatuksi kalvo, jonka paksuus on 30…100
μm ja korkeapaineruiskulla vastaavasti 50…200 μm. Ohenteen käytöllä
säädellään lähinnä maalin viskositeettia ja kovettumista.
Kaksikomponenttimaalien täydellinen kovettuminen kestää useita vuorokausia.
Tyypillinen aika on 7…10 vrk 20 °C:n lämpötilassa.
Lakkoja käytettäessä huolellinen
esityö, ts. lakattavan pinnan puhdistus, tasoitus ja hionta ovat erittäin
tärkeä vaihe kestävän ja syväkiiltoisen lopputuloksen saavuttamiseksi.
Lakattavan pinnan on myös oltava täysin kuiva ja lujitemuovilaminaatin täysin
kovettunut. Lakkaa levitetään useampia kerroksia. Mikäli välihiontaa tarvitaan,
se suoritetaan tavallisesti 180…220 numeron hiomapaperilla.
Jos ilman suhteellinen kosteus
on korkea tai kovettumisaika alhaisesta lämpötilasta johtuen pitkä, saattaa
lakkapintaan muodostua huntu, joka on poistettavissa liuotteella tai hionnalla.
Myös epoksilakat liituuntuvat ja menettävät kiiltonsa ollessaan UV‑säteilylle
alttiina. Tällainen pinta on joko maalattava tai käsiteltävä UV‑suoja‑ainetta
sisältävällä polyuretaanilakalla. Hionta on suoritettava oikea karkeuksisella
hiomapaperilla, joka voi olla vesi‑ tai kuivahiomapaperia tai hiekkapaperia.
Hiomapapereiden karkeudet ilmoitetaan numeroin. Mitä pienempi numero on, sen
karkeampi on paperi. Hiomapapereiden karkeusnumeroiden keskinäinen vastaavuus
on taulukon 3.26 mukainen.
Maalien ja lakkojen ohella
muovituotteita voidaan pinnoittaa mitä moninaisimmilla aineilla ja
menetelmillä. Muovia voidaan painaa lähes kaikilla käytössä olevilla
painomenetelmillä tai kohokuvioida kemiallisesti ja mekaanisesti. Paitsi
ulkonäöllisiä seikkoja pinnoittamisella voidaan pyrkiä parantamaan tuotteen
kemiallista kestävyyttä, sään‑ ja kulutuksenkestävyyttä, palonkestävyyttä,
sähkönjohtavuutta tai hygieenisyyttä. Tässä kappaleessa käsitellään lyhyesti
eräitä pinnoitusmenetelmiä ja niihin liittyviä pinnoitteita.
Pinnoittaminen muotissa
Muotissa pinnoittamista
käytetään lähinnä SMC‑, BMC‑ ja RIM‑menetelmillä valmistettaville auto‑ ja
saniteettiteollisuuden tuotteille. Pinnoittaminen tapahtuu samanaikaisesti
kappaleen valmistuksen kanssa. Käytettävä pohjustus‑ tai viimeistelymaali voi
olla liuoksena tai pulverina. Muotissa pinnoittaminen eliminoi pinnan
huokoisuuden ja kappaleelle saadaan kova, kestävä ja tasainen maalipinta.
Nestemäiset pinnoitteet ovat
tavallisesti kaksikomponenttisia polyuretaanimaaleja, jotka välittömästi muotin
sulkeuduttua ruiskutetaan korkealla paineella muottiin. Muottiin on koneistettu
injektointiaukot maalille. Maali kovettuu 45…60 sekunnissa ja valmistettava
SMC‑tuote 60…90 sekunnissa, kun muovauslämpötila on 140…155 °C.
Useimmat SMC‑ ja BMC‑tuotteille
käytettävät pulverimaalit ovat polyesteripohjaisia. Pulverimaali levitetään
muottiin automaattiruiskuilla noin 20 sekunnissa. Muottipintaan maali
kiinnittyy elektrostaattisesti. Välittömästi ruiskuttamisen jälkeen muotti
suljetaan ja muovaus aloitetaan. Maali kovettuu lyhyemmässä ajassa kuin
valmistettava kappale, joten pinnoittaminen ei pidennä muovausjaksoa.
Pulverimaalaus ei edellytä muottiin minkäänlaisia muutoksia.
RIM‑tuotteiden pinnoittaminen
tapahtuu samoilla periaatteilla. Nestemäinen pohjustus‑ tai viimeistelymaali
ruiskutetaan avattuun muottiin tai injektoidaan paineella suljettuun muottiin.
Pulverimaali ruiskutetaan avoimeen muottiin, jossa se kiinnittyy muottipintaan
elektrostaattisesti.
Kerta‑ ja kestomuovikappaleet
voidaan valmistuksen yhteydessä pinnoittaa muotissa myös erilaisilla kalvoilla.
Kalvo voi olla painettu tai värjätty kummalta puolelta tahansa ja se voi olla
koottu myös useasta erilaisesta kerroksesta. Fenoli‑, melamiini‑ ja ureaformaldehydihartsista
valmistettavat kappaleet pinnoitetaan melamiinihartsilla kyllästetyllä,
painetulla kalvolla, joka asetetaan muottiin kesken kappaleen muovauksen.
Kalvon asettamiseksi muottiin muovausjakso keskeytetään mahdollisimman
varhaisessa vaiheessa. Kun kalvo on paikoillaan, muotti suljetaan ja kappale
kovetetaan loppuun.
Kestomuovikappaleita
valmistettaessa kalvo leikataan haluttuun muotoon ja asetetaan muottiin.
Muotissa kalvo pysyy paikallaan fysikaalisesti, mekaanisesti tai
sähköstaattisesti. Kun kalvo on paikoillaan, muotti suljetaan ja kestomuovi
ruiskutetaan muottiin. Monimutkaisia kappaleita pinnoitettaessa kalvo on usein
esimuovattava parhaan tuloksen saavuttamiseksi.
Kuumapainatus
Kuumakalvopainatuksella voidaan
pinnoittaa lähes kaikkia muoveja ja kaikenmuotoisia kappaleita. Menetelmä on
nopea ja sillä saadaan korkealuokkainen ja kestävä pinnoite. Kuumapainatuksella
muovikappaleeseen voidaan painaa tekstiä tai numeroita tai se voidaan
koristepinnoittaa osittain tai kokonaan. Kuumapainatuksella saadaan mm.
hologrammikuvat ja magneettikalvot esim. luottokortteihin tai muovituotteeseen
puuta, nahkaa tai marmoria jäljittelevä pinta.
Painatusmenetelmiä on lähinnä
kaksi; leimaus ja telapainatus. Näistä jälkimmäistä käytetään yleensä suurten
tasopintojen painamiseen. Kuumapainatuskalvo muodostuu kantajakalvosta ja
irrotusainekerroksesta sekä suoja‑ainekerroksesta, varsinaisesta
painatuskalvosta tai ‑väristä ja tartunta‑aineesta, jotka kiinnittyvät
kappaleen pintaan. Painatus tapahtuu lämmön ja paineen avulla 0,5…2
sekunnissa. Moitteettoman tartunnan edellytyksenä on muovipinnan pehmeneminen
painatuksen aikana. Painatuslämpötila on tavallisesti 100…230 °C muovista riippuen.
Tyhjiömetallointi
Tyhjiömetalloinnilla
muovikappaleeseen saadaan ohut metallipinnoite. Tyhjiö suojaa metallia
hapettumiselta pinnoittamisen aikana. Menetelmässä pinnoitettava kappale on
kammiossa, jossa vallitsee tyhjiö. Kammioon höyrystetään lämmön avulla pinnoitemetalli,
joka tarttuu kammiossa liikkeessä olevan kappaleen pintaan. Metalli voidaan
saada atomeiksi myös elektronisuihkulla tai ionisoiduilla molekyyleillä
pommittamalla (sputtering).
Tyhjiömetallointilaitteet ovat
joko eräkohtaisia tai jatkuvia. Jälkimmäisissä laitteissa metallointikammiossa
on jatkuva tyhjiö ja pinnoitettavat muovikappaleet siirtyvät kammioon ja
kammiosta pois ilmalukon tai vastaavan kautta. Jatkuvatoimiset laitteet ovat
merkittävästi eräkohtaisia kalliimpia, mutta ne ovat nopeampia ja pinnoitteen
laatu on parempi. Yleisimmin käytetty pinnoitemetalli on alumiini, mutta myös
muita metalleja ja metalliseoksia voidaan käyttää.
Galvaaninen pinnoitus
Galvaanista pinnoitusta
käytetään erityisesti ABS‑muovista valmistettavien kappaleiden pinnoittamiseen
metallilla. Menetelmä soveltuu myös muista kestomuoveista valmistettavien
kappaleiden pinnoittamiseen. Tavallisimmat pinnoitemetallit ovat kupari,
nikkeli ja kromi, mutta myös pronssia, hopeaa ja kultaa käytetään.
Pinnoitekerroksia on yleensä useita ja halutuista ominaisuuksista riippuen ne
voivat koostua myös eri metalleista. Galvaanisella pinnoituksella saadaan
muovituotteeseen paksu, kulutusta ja ympäristöolosuhteita erinomaisesti kestävä
pinta.
ABS‑tuotteen galvaaninen
pinnoitus kromilla tapahtuu yksinkertaistettuna seuraavasti. Tuotteen pinnasta
syövytetään butadieeni hapettamalla. Syövytysneste voi olla esim. kromihappoa.
Syövytystä seuraa neutralointi sekä katalyyttikylvyt, jonka jälkeen
syövytyksessä syntyneet mikrohuokoset täytetään kemiallisesti nikkelillä ja
tuotteen pinta saadaan sähköä johtavaksi. Tämän jälkeen tuote pinnoitetaan
elektrolyyttisesti ensin kuparilla, sitten nikkelillä ja lopuksi kromilla.
Pintahuovat
Lujitettujen
kertamuovituotteiden pintaominaisuuksien sekä pinnan laadun parantamiseen
käytetään erilaisia pintahuopia. Pintahuovilla pyritään vain harvoin
vaikuttamaan tuotteen mekaanisiin ominaisuuksiin. Tuotteen ulkonäön
parantamisen ohella pintahuopia käytetään parantamaan mm. tuotteen kemiallista
kestävyyttä, lämmön‑, tulen‑ ja kulutuksenkestävyyttä, iskulujuutta ja
sähkönjohtavuutta. Sähköä johtavia pintahuopia käyttäen aikaansaadaan
staattinen varautumattomuus ja häiriösuojausominaisuudet sekä pienennetään
salamaniskusta johtuvia vaurioita. Pintahuopia voidaan käyttää myös
absorboimaan mikroaaltoja sekä heijastamaan tutkasäteitä.
Pintahuovat valmistetaan sopivaa
sideainetta käyttäen joko katkotuista tai jatkuvista kuiduista. Yleisimmin
käytettyjä ovat E‑ ja C‑lasista valmistetut, pulverisidotut pintahuovat. Myös
hiili‑, aramidi‑, polyesteri‑, polyeteeni‑, polypropeeni‑, selluloosa‑,
mineraali‑ ja metallikuiduista sekä keraamisista kuiduista ja näiden
yhdistelmistä valmistetaan pintahuopia. Periaatteessa kaikki kuitumaiset
materiaalit soveltuvat pintahuopien raaka‑aineeksi. Myös värillisiä pintahuopia
on valmistuksessa. Sideaine voi olla käytettyyn hartsi‑ tai liimasysteemiin
liukeneva tai liukenematon. Standardilaatuja on markkinoilla rajoitetusti,
sillä käyttäjien tarpeet ovat yleensä yksilölliset ja hyvin spesifiset, ja
pintahuopia voidaan valmistaa taloudellisesti myös pienissä erissä.
Kestomuovipinnoitteet
Lujitettuja kertamuovituotteita
voidaan pinnoittaa myös kestomuoveilla. Tuotteen kemiallisen kestävyyden
parantaminen on yleisin syy kestomuoveilla pinnoittamiseen. Kestomuoveilla
voidaan parantaa myös kertamuovituotteen kulutuksen‑ ja hankauksenkestävyyttä
sekä alentaa kitkaa.
Kestomuovi on levymuodossa. Levy
liimataan pinnoitettavaan kappaleeseen tavallisesti epoksi‑, polyuretaani‑ tai
polyesteriliimalla. Koska useat kestomuovit ovat huonosti liimautuvia, on
levyihin valmistuksen aikana mekaanisesti kiinnitetty tartuntakudos, jonka
avulla saadaan aikaan pitävä liimaliitos. Tavallisia pinnoittamiseen
käytettäviä kestomuoveja ovat PP, PVC, PE, PVDF, PTFE ja FEP.
Lujitteita käytetään parantamaan
muovien mekaanisia ominaisuuksia. Lujitteiden pääasiallisena tehtävänä on
kantaa komposiittiin kohdistuvat kuormitukset. Matriisimuovi sitoo lujitteet
toisiinsa, suojaa niitä ja siirtää kuormitukset niiden kannettaviksi. Vaikka
muovien joitain mekaanisia ominaisuuksia voidaan parantaa täyte‑ tai muilla
lisäaineilla, on muovien varsinaisiksi lujitteiksi katsottava ainoastaan
kuidut, jotka on erityisesti tätä tarkoitusta varten valmistettu ja käsitelty.
Kaupallisesti ja teollisesti
merkittävin lujite on lasikuitu. Sen osuus kaikesta lujitekäytöstä on runsas 96
%. Muita merkittäviä, kaupallisen tuotannon asteelle saatettuja lujitteita ovat
hiili‑ ja aramidikuidut. Näitä käytetään erityisesti painokriittisissä
sovellutuksissa, ts. tuotteissa, joilta edellytetään keveyttä ja samalla suurta
lujuutta ja jäykkyyttä. Tällaisia sovellutuksia on tyypillisesti ilmailu‑,
avaruus‑ ja urheiluvälineteollisuudessa. Näiden lisäksi on kehitetty tai
kehitystyön alaisena joukko kuituja, joiden käyttö muovien lujittamiseen on
vähäistä ja lähinnä erikoistapauksiin rajoittunutta. Näitä ovat mm. boori‑ ja
piikarbidikuidut sekä keraamiset kuidut. Luonnonkuitujen osuus näyttäisi olevan
kasvussa erityisesti autoteollisuuden sovellutuksissa. Eri lähteitä
yhdistelemällä on arvioitavissa, että lujitekuituja käytetään
lujitemuovituotteiden valmistukseen 2000‑luvun alussa vuositasolla likimain
taulukon 3.16 mukaiset määrät.
Taulukko 3.16Eri lujitekuitujen arvioitu valmistuskapasiteetti v. 2004. Erityisesti aramidikuitujen ja HP polyeteenikuitujen käyttö muovien lujittamiseen on vain murto-osa olemassa olevasta valmistuskapasiteetista.
3.4.1 Lasikuidut
Lasikuidun valmistus jatkuvina
kuituina keksittiin 1930-luvun alussa. Kun samalla vuosikymmenellä jätettiin
myös ensimmäiset patentit polyesterihartseista, voidaan lujitemuovien
valmistuksen katsoa alkaneen juuri ennen toista maailmansotaa. Lasikuitua
valmistetaan nykyisin kaikissa maanosissa. Länsi-Euroopan arvioitu
lasikuitutuotanto oli 420 000 t vuonna 2003. Länsi-Euroopan arvioitu
lasikuitujen käyttö muovien lujittamiseen samana vuonna n. 730 000 t, josta
SMC/BMC:n yhteinen osuus oli n. 28 %. Maailmanlaajuisesti arvioidaan lasikuidun
käytön muovien lujittamiseen kasvavan vuosittain 3…5 %. Suomessa lasikuitua
valmistaa Ahlstrom Glassfibre Oy Karhulassa. Lasikuitukankaita ja –kudoksia
valmistaa yhtiön Mikkelissä sijaitseva tuotantolaitos.
Lasikuidun suurin käyttäjä on
lujitemuoviteollisuus. Lisäksi lasikuitua käytetään kudoksien ja vastaavien
valmistuksessa sekä lasihuovan muodossa kantavana materiaalina bitumisissa
kateaineissa ja polyvinyylikloridi- eli PVC-matoissa ja -tapeteissa.
Lasikuitutyypit
Lasikuitua voidaan valmistaa
monista eri lasityypeistä. Kaupallisesti valmistettavia lasityyppeja on
kuitenkin vain muutamia. Vanhin lasikuitutyyppi on A-lasi (Alkali glass). Se on
natriumkalsiumsilikaatti- eli ns. sooda-kalkkilasia, josta valmistetaan myös
ikkuna- ja pakkauslasi. Kuidun huonon vedenkestävyyden takia tästä lasityypistä
ei enää valmisteta lujitekuituja.
Noin 99 % kaikesta valmistetusta
lasikuidusta on nykyisin E-lasia (Electrical glass). Sen sähköiset ja
mekaaniset ominaisuudet sekä kemiallinen kestävyys ovat hyvät, sillä lasi
sisältää alkaleja (Na2O + K2O) alle 1 p%.
C-lasia (Chemically resistant
glass) käytetään erityisesti happamissa olosuhteissa haluttaessa valmistaa
korroosionkestäviä lujitemuovituotteita. Tällöin laminaatin pintakerrokseen
laitetaan usein C-lasista valmistettua pintahuopaa (surfacing tissue, mat,
veil). Se muodostaa laminaattiin tasaisen hartsirikkaan sisäpinnan.
E-lasista on myös kehitetty
muunnos, jossa yhdistyvät sen hyvät mekaaniset ominaisuudet sekä C-lasin
kestävyys happamissa olosuhteissa. Tämä lasityyppi on Owens Corning Fiberglasin
kehittämä ECR-lasi (E-glass, Chemically Resistant).
Erityisesti
lentokoneteollisuutta varten on kehitetty S-lasi (high strength glass) ja
R-lasi. Niiden laajempaa käyttöä rajoittaa kallis hinta. Lasien vetolujuus ja
kimmokerroin ovat E-lasin vastaavia arvoja suuremmat sekä erityisesti
lämmönkestävyys erittäin hyvä.
Yleensä silikaattilasit eivät
kestä väkeviä alkaliliuoksia. AR-lasi (Alkali Resistant glass) on kehitetty
erityisesti sementin lujittamiseen. Sen alkalinkestävyys perustuu lasin
modifioimiseen sirkonium- ja titaanioksidien avulla.
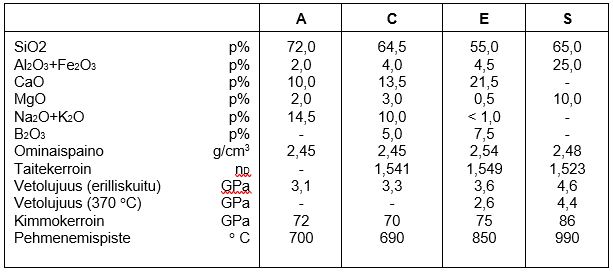
Lasikuitujen koostumuksia ja
tyypillisiä ominaisuuksia on koottu taulukkoon 3.17. Standardien puuttumisesta
tai niiden väljyydestä johtuen koostumus ja ominaisuudet voivat poiketa
taulukossa esitetyistä. Varsinkin C-lasin koostumuksessa esiintyy suuria eroja.
Voimassa olevat monet lujitemuovistandardit, Det Norske Veritas, Lloyd’s
Register for Shipping sekä kotimaiset putki- ja säiliöstandardit eivät hyväksy
pääasialliseksi lujitteeksi muuta kuin E-lasin tai sitä paremman lujitteen.
Taulukko 3.17Lasikuitujen ominaisuuksia.
Lasikuidun valmistus
Lasikuidun valmistus alkaa
raaka-aineiden punnituksella ja sekoituksella. Raaka-aineiden saatavuudesta ja
paikallisista olosuhteista riippuen voivat pääraaka-aineet jonkin verran
vaihdella. Tavallisimmin Al2O3-lähteenä käytetään jotain
savea, kuten kaoliinia, CaO-lähteenä kalkkikiveä, SiO2-lähteenä
kvartsihiekkaa ja B2O3-lähteenä jotakin alkalivapaata
boorimineraalia, tavallisimmin kolemaniittia (kalsiumboraatti). Tämän lisäksi
käytetään lisäaineita, joiden avulla nopeutetaan kaasukuplien poistumista lasista
eli lasin selviämistä ja säädetään lasin hapetus-pelkistystasapaino. Kaikkien
raaka-aineiden suhteen on tärkeää, etteivät ne sisällä alkalioksideja, sillä
niiden summan on oltava alle 1 p% valmiissa lasissa. Raaka-aineiden on oltava
hienojakoisia, rakeista vapaita ja kemiallisesti tasalaatuisia. Tyypillisesti
raaka-aineet ovat hienoudeltaan 90…98 %:sesti alle 50 μm.
Raaka-aineiden punnituksen ja
sekoittamisen jälkeen raaka-aineseos eli mänki syötetään jatkuvatoimiseen
sulatusuuniin eli vannaan. Usein punnitus ja sekoitus ovat täysin automaattisia
tietokoneen valvomia toimintoja. Vanna on tulenkestävistä tiilistä tehty uuni,
jonka kestoikä on 4…6 vuotta. Uuni on rakennettu sirkoniumoksidi-,
kromioksidi-, mulliitti- ja piidioksidikivistä. Uunin kestoiän eli kampanjan
jälkeen se joudutaan rakentamaan kokonaan uudelleen. Lasikuidun sulatuksen
vaatima korkea lämpötila 1400 °C saavutetaan polttamalla joko
öljyä tai kaasua. Uunin energiatalouden kannalta on oleellista, että
savukaasujen lämmöstä otetaan talteen mahdollisimman suuri osa. Yleisimmin
savukaasuilla lämmitetään uunin palamisilmaa korkealämpötilalämmönsiirrintä eli
rekuperaattoria käyttäen.
Sulatusprosessissa on tärkeää,
että saavutetaan homogeeninen ja kaasukuplaton lasimassa, joka ei sisällä liukenemattomia
aineita eikä kiteytymiä. Lasikuidun ohuuden ja kuidun suuren vetonopeuden takia
ei kuidunveto onnistu häiriöittä huonosta lasista. Kemiallisesti sulatus on
monimutkainen tapahtuma. Hitain vaihe on hiekan liukeneminen sulatteeseen ja
silikaattien muodostuminen. Siksi hiekka onkin raaka-aineista hienojakoisin.
Sulatus vaatii korkean lämpötilan. Tyypillisesti uunin holvin lämpötila on 1600
°C
ja lasin 1400 °C. Uuni jakautuu kahteen osaan, sulatusosaan ja
selvitysosaan, joita erottavat pulputtimet. Pulputtimet puhaltavat sulan lasin
läpi paineilman muodostamia ilmakuplia, jotka sekoittavat lasia ja jakavat
uunin kahteen osaan pystyvirtauksen ansiosta. Sulatusosassa mänki sulatetaan
lasiksi, josta selvitysosassa poistuvat kaasukuplat ja lasi saa jäähtyä ennen
poistumistaan uunista.
Uunin sulatuskapasiteetti
riippuu sen pinta-alasta ja syvyydestä. Nykyisten uunien sulatuskapasiteetti on
tyypillisesti 10…150 tonnia vuorokaudessa (t/d). Uunin pinta-ala on yleensä
1…1,5 m2/t/d ja syvyys 40…100 cm. Joissakin tapauksissa
käytetään kaasun tai öljyn lisäksi suoraan lasin läpi johdettavaa sähköenergiaa
lasin osittaiseen lämmittämiseen. Vain osa kokonaisenergiasta voi olla
sähköenergiaa E-lasin huonon sähkönjohtavuuden takia.
Uunista lasi poistuu kurkun
kautta kanavistoon (kuva 3.16). Kurkku estää pintalasin virtauksen uunista,
sillä kurkku on lasin pinnan alapuolella. Kanavisto on yleisimmin H-kirjaimen
muotoinen. H-kirjaimen pystysuorissa osissa ovat suuttimet, joiden läpi lasi
vedetään kuiduiksi. Kanavistossa lasi jäähdytetään sopivan lämpöiseksi
kuidunvetoa varten. Lasin syvyys kanavistossa on 5…10 cm.
Kuidunvetoa havainnollistaa kuva 3.17. Suutin on platinan ja rhodiumin seoksesta valmistettu metallilevy, jossa on suuri määrä putkimaisia tai kartiomaisia reikiä. Nykyaikaiset suuttimet ovat yleensä 800, 1600, 2000 tai 4000 reikäisiä ja suuttimen ulosotto reikäluvusta ja valmistettavasta tuotteesta riippuen 20…60 kg/h. Suuttimen läpi johdetaan myös sähkövirtaa, jonka avulla suuttimen ja sen päällä olevan lasin lämpötila säädetään ± 1 °C:n tarkkuudella oikeaksi kuidunvetoa varten. Sähkötehon määrä on suuttimen ulosotosta riippuen 20…50 kW. Suuttimeen liittyvä teknologia ja tietous ovat lasikuidunvalmistajien eräs tarkimmin varjelemia salaisuuksia, sillä kuidunvedon tuotannon tehokkuus on niistä riippuvainen. Kuidun vetonopeus on 50…150 km/h ja näin ollen altis häiriöille. Kuidunveto suoritetaankin yleisesti erillisessä tilassa, jossa on pieni ylipaine. Tilan lämpötila, kosteus ja ilmavirtaukset ovat oleellisia tekijöitä onnistuneelle kuidunvedolle.
1 suutin 4
langanohjain
2 sumutusvedet 5 spiraali
3 sizingin levitystela 6 kelakone
Kuva 3.17 Yksinkertaistettu kaaviokuva kuidunvedosta.
Välittömästi suuttimen
alapuolella kuituihin suihkutetaan vettä jäähdyttämään ja kostuttamaan niitä
ennen pinnoiteaineella päällystämistä. Kuidut pinnoitetaan vesiemulsiossa
olevilla kemikaaleilla. Pinnoitetta kutsutaan sizingiksi. Sen tarkoituksena on
muodostaa kuiduista kuitukimppu, toimia voiteluaineena, suojata kuituja ja
antaa kuiduille kemiallisia ja fysikaalisia pintaominaisuuksia loppukäyttöä
varten. Kuidut pinnoitetaan vetämällä ne pyörivän telan yli, jonka pinnalla on
pinnoiteaine-emulsion muodostama kalvo. Pinnoiteaineen määrä säädetään
tuotekohtaisesti. Tyypillisesti se on välillä 0,5…2,0 p% kuiva-ainetta.
Kuidut kelataan suurella
nopeudella kelakoneen avulla pahvisen hylsyn päälle (f 250…300 mm). Kelaus tapahtuu
vakionopeudella pudottamalla kelakoneen kierroksia kelattavan puolan eli ns.
vetosalikakun halkaisijan kasvaessa. Suurin osa jatkojalostukseen menevästä
kuidusta on jaettua eli yhden kakun sisältämät kuidut on jaettu useaksi
kuitukimpuksi. Näin saavutetaan erilaisia kuitukimppujen lankapainoja eli
tex-lukuja (kts. luku 4). Halutusta tex-luvusta riippuen voi jako olla jopa 20
osaan. Jatkojalostuksessa kuitu jalostetaan hakkeeksi, rovingiksi tai matoiksi.
Suorakelattu roving eli
prosessiroving valmistetaan lopulliseen muotoonsa kuidunkelauksessa käyttämällä
erikoiskelakonetta. Tällöin kuvan 3.17 spiraali on korvattu kelakoneeseen
kiinnitetyllä langanohjaimella. Ohjaimen sivuttaisliike on yhdistetty
kelakoneeseen ja koko ohjainyksikkö siirtyy kauemmas kelakoneesta puolan
halkaisijan kasvaessa. Roving koostuu yhdestä yhtenäisestä pinnoiteainekalvon
sitomasta kuitukimpusta. Suorakelattua rovingia käytetään tyypillisesti
kudonnassa, kelauksessa ja suulakevedossa.
Kelauksen jälkeen valmiit kakut
ja puolat kuivataan joko panosuuneissa tai jatkuvatoimisissa uuneissa. Kuivaus
suoritetaan 110…130 °C:n lämpötilassa 6…30 h ajan
tuotteesta riippuen. Kuivauksessa tuotteesta haihtuu sen sisältämä kosteus (n.
10 %). Joissakin pinnoiteaineissa tapahtuu kuivauksessa myös polymeroitumisreaktioita.
Pinnoiteaineet
Lasikuidun pinnoittamiseen on
monia syitä, joista osa johtuu kuidun valmistusprosessista ja jalostuksesta
sekä osa kuidun käyttötarkoituksesta ja -tavasta. Pinnoitteen tärkeimmät
tehtävät ovat:
muodostaa
kemiallinen tartunta lasin ja hartsin välille
muodostaa
kuiduista kuitukimppu
pienentää
kitkaa ja kuitujen vaurioitumista
muodostaa
stabiili emulsio
vähentää
hankaussähkön muodostumista kuitujen jalostuksessa ja loppukäytössä.
Pinnoiteaine-emulsiossa on yksi
tai useampia komponentteja hoitamassa kutakin näistä tehtävistä. Vastaavalla
tavalla jaoteltuina nämä komponentit ovat:
tartunta-aine
kalvonmuodostaja
liukaste
emulgaattori
tai pinta-aktiivinen aine
antistaatti.
Lasikuidun käyttäjän kannalta
kiinnostavimmat seikat ovat tuotteen ominaisuudet käyttökohteessa
käyttöhetkellä. Tällaisia ominaisuuksia ovat kastuvuus, ilman poistuminen,
laminaatin ulkonäkö, rovingin hakkautuvuus ja staattisuus sekä laminaatin
lujuus. Kukin lasikuitutuote on tietyllä tavalla kompromissi eri ominaisuuksien
välillä, sillä useimmat niistä riippuvat toisistaan.
Tartunta-aineen tehtävänä on toimia
kemiallisena siltana lasin pinnan ja hartsin välillä. Tartunta-aineen määrä on
5…15 p% koko pinnoiteaineen määrästä. Tartunta-aineen vaikutus ns. kuivalujuuksiin
on suhteellisen pieni suurempien erojen tullessa näkyviin kosteissa tai
korrodoivissa olosuhteissa.
Kromitartunta-ainetta
(metakryylihapon kromikloridikompleksi, Du Pont: Volan) käytetään lähinnä
ruiskurovingeissa sekä joidenkin lankakudosten käsittelyssä. Lujuuksien
kannalta kromipinnoite ei ole aivan niin hyvä kuin silaanipinnoite, mutta
kromipinnoitteen avulla saadaan ruiskurovingin staattinen sähköisyys helposti
matalaksi. Usein ruiskurovingissa käytetäänkin kromi-silaaniyhdistelmää
paremman lopputuloksen saavuttamiseksi.
Silaanitartunta-aineita on
monia, sillä piin kemia yhdistettynä orgaaniseen kemiaan tarjoaa suuren määrän
mahdollisuuksia. Silaanin toimimista tartunta-aineena havainnollistaa kuva
3.18: hydrolysoinnissa syntyy silanoli ja aktiivisia hydroksyyliryhmiä, joilla
silaani kiinnittyy kemiallisesti lasin pintaan. Normaalisti hydrolysointi
suoritetaan laimeassa etikkahappoliuoksessa. Lasikuidun joutuessa
polyesterihartsiin reagoivat silaanin toisen pään tai toisten ryhmien (R)
aktiiviset sidokset kovettuvan eli polymeroituvan hartsin kanssa. Tällä tavalla
syntyy silaanin välittämä kemiallinen sidos lasikuidun ja hartsin välillä.
Kuva 3.18A) Silaanin hydrolysointi ja B) kiinnittyminen lasin pintaan.
Kemiallisesti erilaisia silaaneja
valmistetaan useita kymmeniä, joista merkittävimpiä on kymmenkunta (taulukko
3.18). Kemiallisesti orgaaniset silaanit jaetaan seuraavalla tavalla: vinyyli-,
metakryyli-, epoksi-, amino-, merkapto- ja ureidosilaanit. Käytettävästä
hartsista riippuu, mikä silaani on sopivin. Yleensä polyesterihartseissa
parhaimpina pidetään vinyyli- ja metakryylisilaaneja. Tärkeimmät silaanien
valmistajat ovat Union Carbide, Dow Corning, Wacker Chemie ja Dynamit Nobel.
Taulukko 3.18 Tärkeimmät silaanit.
UC
Union Carbide DC Dow Corning
WC Wacker Chemie DN Dynamit
Nobel
Kalvonmuodostajan tehtävänä on sitoa yksittäiset
kuidut kuitukimpuiksi. Sen osuus pinnoitteen määrästä on yleensä 60…85 p%. Näin
suuri kalvonmuodostajan osuus vaikuttaa määräävästi tuotteen moniin ominaisuuksiin.
Ensimmäinen kalvonmuodostaja
lujitekuituja valmistettaessa oli polyvinyyliasetaatti
(PVAC). Sitä käytetään monissa
lasikuitutuotteissa, joista tavallisimmat ovat lasikuitumaton langan sideaine,
emulsiomaton emulsio ja ruiskuroving. PVAC on hyvä kalvonmuodostaja, mutta sen
huono puoli on heikko vedenkestävyys. Näin ollen vaativassa käytössä ei käytetä
emulsiomattoa, vaan pulverimattoa ja korroosionkestävissä sovellutuksissa muita
kalvonmuodostajia kuin PVAC. PVAC:n ominaisuuksia on myös pystytty parantamaan
kehittämällä suuri joukko PVAC:n johdannaisia. Tällaisia ovat sen epoksi-,
eteeni- ja akryylijohdannaiset, jotka ovat ominaisuuksiltaan parempia kuin
modifioimattomat polyvinyyliasetaatit.
Toiseksi tärkeimpiä
kalvonmuodostajia ovat veteen emulgoituvat epoksihartsit. Lasikuidun
pinnoittamisessa käytettävät epoksihartsit ovat matalamolekyylipainoisia
bisfenoli-A:n ja epikloorihydriinin diglysidyylieetterin (DGEBA) johdannaisia.
Tavallisimmin johdannaiset on valmistettu DGEBA:n reagoidessa polyeteeniglykolin
mono-oleaatin, dietanoliamiinin, polyeteeni-propeeniglykolin, maleiinihapon tai
propeenioksidin kanssa. Näiden reaktioiden tuloksena saadaan DGEBA:han
pääteryhmiä, joiden ansiosta epoksihartsi emulgoituu veteen. Hartsin
molekyylipaino on yleensä matala (EEW 250…10 000). Epoksihartsipohjaisia
kalvonmuodostajia käytetään yleisesti kudonta-, kelaus- ja
suulakevetorovingeissa sekä joissakin erikoisruiskurovingeissa.
Polyesterit ovat
kalvonmuodostajina usein hitaasti polyesteriin liukeneva. Niitä käytetäänkin
yleensä SMC-rovingia ja BMC-haketta valmistettaessa. Lisäksi on kehitetty
nopeammin liukenevia polyesteriemulsioita, jotka usein ovat bisfenoli-A:n tai
jonkin epoksin johdannaisia. Polyesteriemulsio on kemiallisesti sopiva
kalvonmuodostaja polyesterihartseja varten. Sen ainut haitta on sideainekalvon
hidas liukeneminen ja liukenemisnopeuden vaikea hallittavuus.
Kestomuovien lujittamisen myös
on kehitetty joukko kalvonmuodostajia, jotka perustuvat yleisimmin lujitettavan
muovien lateksiin tai sen johdannaisiin. Tällaisia kalvonmuodostajia ovat
polyuretaani-, polystyreeni-, polypropeeni-, akryyli-, styreeni-butadieeni- ja
akryylinitriilibutadieenilateksit. Yleisenä suuntauksena näyttääkin olevan
kehittää kalvonmuodostaja, joka on kemiallisesti mahdollisimman lähellä
lujitettavaa muovia.
Liukasteen tarkoituksena on pienentää
kitkaa kuidun kosketuskohdissa kuidunvedossa, jalostuksessa ja kuitua
käytettäessä. Liukasteen määrä pidetään mahdollisimman pienenä (0…10 p%),
sillä se pehmentää kuitua ja vaikuttaa kuidun kastumisominaisuuksiin.
Tavallisimmat liukasteet ovat rasvahappojen amiineja ja amideja, kuten
pelargonihapon tai steariinihapon amiineja. Viime aikoina on myös yleistynyt
polyeteeniglykolin, polypropeeniglykolin sekä niiden johdannaisten käyttö
liukasteena. Tällaisia johdannaisia ovat tyypillisesti mono-oleaatit ja
monostearaatit.
Joissakin tapauksissa
sideaine-emulsion stabiilius ei ole riittävä. Tällöin joudutaan käyttämään joko
emulgaattoreita tai pinta-aktiivisia
aineita, joilla emulsion pysyvyyttä saadaan parannettua. Normaalisti
emulgaattorin määrä on 0…5 p%. Käytetyt emulgaattorit ovat tapauksesta
riippuen joko kationisia, nonionisia tai anionisia pinta-aktiivisia aineita.
Useissa tapauksissa niitä ei tarvita, sillä käytettävät raaka-aine-emulsiot
ovat jo stabiloituja.
Lasikuidun hangatessa esim.
langanohjaimiin syntyy hankaussähköä. Mikäli hankaussähkö ei pääse purkautumaan
kuidun pinnalta pois, on kuitu sähköistä eli staattisesti varautunut. Mitä
parempi pinnoite on kemialliselta kestävyydeltään, sitä suurempi on sähköisyys,
sillä kemiallisesti kestävät polymeerit johtavat sähköä huonosti. Staattinen
sähkö voidaan poistaa kohottamalla työtilan suhteellinen kosteus 60…70 %:iin.
Tähän ei kuitenkaan ole aina mahdollisuutta ja siksi kuidun pinnoitteeseen
lisätään antistaattiainetta.
Antistaatin määrä on yleensä alle 2 p%. Määrä pidetään mahdollisimman pienenä,
sillä antistaattiaine huonontaa usein laminaatin lujuutta. Tehokkaita
antistaatteja ovat orgaaniset kvaternääriset ammoniumjohdannaiset ja
hygroskooppiset epäorgaaniset suolat.
3.4.2 Hiilikuidut
Hiilikuidulla tarkoitetaan tässä
yhteydessä kuitua, jonka hiilipitoisuus on korkea, tavallisesti 95…99 p% (>97 %) ja jolle on ominaista korkea
kimmomoduli ja suuri lujuus ja joka ominaisuuksiensa puolesta soveltuu muovien
lujittamiseen.
Hiilikuidut valmistetaan
hiillyttämällä sopivaa lähtöainetta kontrolloidussa prosessissa. Hiilen
valmistus kuitumuodossa on tunnettu kauan, mutta vasta lentokone‑ ja
avaruusteollisuuden tarve saada käyttöönsä entistä kevyempiä ja riittävän lujia
ja jäykkiä rakennemateriaaleja vauhditti hiilikuitujen tutkimista. Kaupallisen
tuotannon taso saavutettiin 1960‑luvun loppupuolella. Nykyisin hiilikuidut ovat
vakiinnuttaneet asemansa merkittävänä muovien lujiteaineena. Vuositasolla
myynnin kasvu 1990-luvulla on ollut keskimäärin 8 % ja sen ennustetaan nousevan
10…12 % tasolle 2000-luvulla.
Hiilikuituja voidaan valmistaa
lukuisista lähtöaineista usealla eri menetelmällä. Saavutettavat
kuituominaisuudet ovat voimakkaasti sidoksissa lähtöaineiseen ja
valmistusmenetelmään. Lupaavimmiksi lähtöaineiksi osoittautuivat aluksi
viskoosi‑ ja polyakryylinitriilikuidut, joista jälkimmäisestä, ns. PAN‑kuidusta
valmistetaan nykyisin käytännöllisesti kaikki sekä korkean lujuuden että
korkean kimmomodulin omaavat, muovien lujittamiseen käytettävät hiilikuidut.
Vaikka viskoosikuidun saatavuus on hyvä, kuitu menetti merkityksensä, koska
hiilikuidun saanto viskoosikuidusta on keskimäärin vain 25 % verrattuna 45…55
%:n saantoon PAN‑kuidusta. Lisäksi valmistusmenetelmä oli teknisesti
monimutkainen ja tuotettu hiilikuitu laadullisesti epätasaisempaa ja
fysikaalisilta ominaisuuksiltaan heikompaa PAN‑kuidusta valmistettuun kuituun
verrattuna. Kaupallinen tuotanto lopetettiinkin 1978. Viskoosipohjaisten
hiilikuitujen kuidun poikkileikkauksen muoto ja korkea puhtausaste sekä
alhainen lämmönjohtavuus tekevät kuitenkin näistä kiinnostavan vaihtoehdon
valmistettaessa hiili-hiilikomposiitteja. Rajoitettua tuotantoa lähinnä
avaruus- ja aseteollisuuden (ohjukset) tarpeisiin on edelleen.
Hiilikuituja valmistetaan
nykyisin myös mm. luonnonasfaltista ja kivihiilitervasta. Hiilikuitusaanto voi
olla jopa 85 %. Tästä ja raaka‑aineen edullisemmista hinnoista johtuen nämä ns.
pikipohjaiset hiilikuidut ovat yleensä PAN‑pohjaisia halvempia. Pikipohjaisilla
hiilikuiduilla on kuitenkin tyypillisesti alempi vetomurtolujuus. Lisäksi
niiden korkea kimmomoduli tekee ne hauraiksi ja vaikeammin käsiteltäviksi PAN‑pohjaisiin
hiilikuituihin verrattuna. Myös ominaispaino on 13…25 % korkeampi. Näistä
syistä johtuen pikipohjaisia hiilikuituja käytetään lähinnä korvaamaan
asbestikuituja, lujittamaan betonia ja metalleja sekä täyteaineena muoveissa
parantamaan sähkön‑ tai lämmönjohtavuutta sekä kemiallista kestävyyttä. Muovien
lujittamiseen pikipohjaisia hiilikuituja käytetään rajoitetusti lähinnä
erikoissovellutuksissa. Ainakaan toistaiseksi ei ole ennustettavissa
pikipohjaisten hiilikuitujen laajempaa käyttöä muovien lujitteena, sillä niillä
ei saavuteta samanlaisia mekaanisia ja fysikaalisia ominaisuuksia yhtä
taloudellisesti kuin markkinoilla jo olevilla PAN‑pohjaisilla hiilikuiduilla
saavutetaan.
PAN-pohjaisten hiilikuitujen
laskennallinen tuotantokapasiteetti vuonna 2004 on noin 36 000 tonnia ja käyttö
noin 23 000 tonnia. Lähinnä Aasian maihin keskittynyt pikipohjaisten
hiilikuitujen käyttö on vastaavasti noin 1 000 tonnia. Kapasiteetista alle 50K:n
(1K…48K) touvien osuus on noin 80 %. Loput 20 % ovat 50K:n ja sitä suuremman
filamenttiluvun touveja (> 48K…360K).
PAN‑pohjaisten, muovien
lujittamiseen tarkoitettujen hiilikuitujen kehitys jatkuu kahta tietä. Suuren
lujuuden omaavien hiilikuitujen vetomurtolujuudet tulevat kasvamaan
kimmomodulin pysyessä nykyisellä tasolla. Valmistuksessa on jo kuituja, joiden
vetomurtolujuus on noin 7 GPa ja tavoitteena on saavuttaa 14 GPa:n lujuus.
Nämäkin lujuudet ovat vielä kaukana teoreettisesta maksimivetomurtolujuudesta,
joka hiilikuidulle on noin 10 % kuidun kimmomodulista. Vastaavasti jäykkien
hiilikuitujen kimmomodulia pyritään nostamaan ilman merkittävää
vetomurtolujuuden laskua. Tällä hetkellä on mahdollista valmistaa rajoitetusti
600 GPa:n kimmomodulin PAN‑pohjaista hiilikuitua teoreettisen ylärajan ollessa
noin 1 000 GPa. Yleensä kimmomodulin kasvaessa kuidun vetomurtovenymä ja
-lujuus laskevat. Myös leikkaus‑ ja puristuslujuudet ovat korkean kimmomodulin kuiduilla
merkittävästi suuren lujuuden hiilikuitujen vastaavia arvoja alemmat.
Kuituominaisuuksien parantaminen on mahdollista kehittämällä entistä puhtaampaa
PAN‑kuitua, jolla vaikutetaan positiivisesti paitsi valmistettavien
hiilikuitujen ominaisuuksiin myös niiden valmistusaikaan ja hävikkiin.
Hiilikuidun valmistusprosessiin
ei ole tällä hetkellä odotettavissa merkittäviä muutoksia. Sen sijaan
hiilikuitujen valmistuslinjojen kapasiteettia on nostettu huomattavasti viime
vuosien aikana. Pyrkimyksenä on alentaa tuotantokustannuksia. Lisäksi
investointikustannukset ovat likimain samat sekä tuotantokapasiteetiltaan
pienten että suurten linjojen kohdalla. Yhdessä nämä toimenpiteet vaikuttavat
kuitujen valmistuskustannuksiin alentavasti. Koska yhden hiilikuitukilon
tuottamiseen tarvitaan noin kaksi kiloa PAN-kuitua, on PAN-kuidun
kulloisellakin hinnalla merkittävä vaikutus hiilikuidun hintaan. Kaupallisesti
merkittäviä PAN‑ ja pikipohjaisten hiilikuitujen valmistajia on noin 10.
Hiilikuitujen valmistus PAN‑kuidusta
Hiilikuitujen valmistusta PAN‑kuidusta
tutkittiin lähes samanaikaisesti
sekä Japanissa että Englannissa.
Osakan the Industrial Research Instituten tutkija Akio Shindo raportoi 1961
valmistaneensa mekaanisilta ominaisuuksiltaan korkealuokkaisia hiilikuituja.
Hän ei kuitenkaan kehittänyt kaupalliseen tuotantoon soveltuvaa
valmistusmenetelmää. Englannissa tutkimustyön aloitti ensimmäisenä Rolls‑Royce,
joka oli jo 1956 ryhtynyt käyttämään lasikuitulujitettuja muoveja alentamaan
suihkuturbiinimoottorien painoa ja valmistuskustannuksia. Teknillisen ratkaisun
PAN‑pohjaisten hiilikuitujen valmistamiseksi kehittivät Royal Aircraft
Establishmentin tutkijat Johnson, Phillips ja Watt, joiden ensimmäiset
hiilikuitulujitetut rakenteet testattiin 1964. Vuoden 1967 lopulla oli
ensimmäinen tuhat kiloa hiilikuituja saatu valmistetuksi ja jaetuksi
teollisuudelle kokeita varten. Tästä voidaan katsoa hiilikuitujen kaupallisen
tuotannon alkaneen.
Käytettäessä PAN‑kuitua lähtöaineena on mahdollista valmistaa vakiolaatuista hiilikuitua jatkuvatoimisella prosessilla, joka on jaettavissa viiteen vaiheeseen: hapetus, hiillytys, grafitointi, kuidun pintakäsittely ja käsittely viimeistelyaineella. Prosesseissa on eri kuidun valmistajilla jonkin verran eroja. Seuraavassa kuvataan tyypillistä, taloudelliseksi osoittautunutta menetelmää, jolla voidaan valmistaa korkealuokkaisia hiilikuituja. Mitään uutta mullistavaa ei valmistustekniikan suhteen ole tätä kirjoitettaessa tiedossa. Edelleenkin hiilikuidun mekaaniset ja fysikaaliset ominaisuudet riippuvat ylivoimaisesti merkittävimmin lähtöaineen, PAN-kuidun ominaisuuksista. Hiilikuitujen valmistus PAN-kuiduista on esitetty kuvissa 3.19 ja 3.20.
Kuva 3.19Hiilikuidun valmistus PAN‑kuidusta.
Kuva 3.20Hiilikuidun kemiallinen valmistusprosessi.
Ensimmäisessä vaiheessa
kihartamattomat ja kierteettömät polyakryylinitriili multifilamenttilangat
hapetetaan 300…400 °C:ssa, jolloin muodostuu tikapuupolymeeri, tapahtuu
stabilointi ja polymeerin orientaatio tulee pysyväksi. Kuidut muuttuvat myös
väriltään mustiksi ja luontaisesti palamattomiksi. Hapetusvaiheessa kuidut ovat
kontrolloidusti jännitettyinä. Tämä on lopputuloksen kannalta erittäin
merkittävä vaihe. Hapetuksen jälkeen kuitujen hiilipitoisuus on n. 50 %.
Hapetusta seuraa stabiloitujen
kuitujen hiillytys hiilikuiduiksi. Tämä suoritetaan hapettomassa tilassa
inerttikaasussa kahdessa hiillytysvyöhykkeessä, jossa ensimmäisessä lämpötilaa
kohotetaan hitaasti (alle 5 °C/min) noin 600 °C:een asti. Lämmön nopeampi
nostaminen johtaisi kuidun pintavaurioihin, koska tässä valmistusvaiheessa
tapahtuu suurin osa kemiallisista reaktioista ja valtaosa haihtuvista ja
höyrystyvistä aineista vapautuu. Seuraavassa hiillytysvyöhykkeessä lämpötila
nostetaan edelleen noin 1 500 °C:een. Nyt lämpöä voidaan nostaa
huomattavasti nopeammin. Tässä vyöhykkeessä vapautuu typpi (N2) ja
syaanivety (HCN) molekyylien välisen silloittumisen johdosta ja vety (H2)
dehydrogenaation seurauksena. Hiillytysvaiheessa, jossa kuidut ovat vähän tai
ei ollenkaan jännitettyinä tapahtuu siten PAN‑pohjaisten, stabiloitujen
kuitujen pyrolyysi. Tikapuupolymeerit yhtyvät polymeerihiilelle tyypillisiksi
nauhoiksi ja kuidun tiheys, lujuus ja kimmomoduli kasvavat. Alkuperäisen kuidun
painosta on jäljellä tämän vaiheen jälkeen noin puolet. Saatu hiilikuitu on
mekaanisilta ominaisuuksiltaan korkealuokkaista soveltuen useimpiin
kaupallisiin käyttötarkoituksiin. Hiillytyksessä kuidusta vapautuu metaania,
syaanivetyä, vettä, hiilidioksidia ja ‑monoksidia, vetyä, ammoniakkia ja joukko
muita hiilivetyjä. Kuidun kemiallinen koostumus 1 000 °C:ssa on n. 95 % hiiltä ja 5 %
typpeä. Lämpötilan saavuttaessa 1 600 °C typpisisältö on pienentynyt n.
0,3 %:iin. Kun PAN-kuiduista valmistetaan korkean kimmomodulin hiilikuituja, prosessiin
kuluu aikaa n. 2 h.
Kolmantena vaiheena on
grafitointi, jossa lämpötila on 1 500…2 500 °C, joskus jopa 3 000 °C. Myös tämä käsittelyvaihe
suoritetaan hapettomassa tilassa kuitujen ollessa jännitettyinä. Lämpöä voidaan
nostaa jopa 100…200 °C/min nopeudella.
Lämpökäsittelyn tarkoituksena on nostaa kuidun kimmomodulia. Lämpötilan
noustessa kuidun kimmomoduli kasvaakin jatkuvasti, mutta sen lujuus alkaa
heiketä ylitettäessä noin 1 700 °C:n lämpötila, jolloin kuidun
vetomurtolujuus on tyypillisesti noin 3,7 GPa ja kimmomoduli 300 GPa (kuva 3.21).
Grafitoitaessa kuitu 2 500 °C:n lämpötilassa saadaan
kimmomoduliksi noin 425 GPa, mutta vetomurtolujuus on alentunut noin 2 GPa:iin.
Grafitointilämpötilan valinta mahdollistaa siten lujuus‑ ja
jäykkyysominaisuuksiltaan erilaisten hiilikuitujen valmistuksen.
Neljäntenä vaiheena kuiduille
suoritetaan pintakäsittely, jolla parannetaan kuidun ja matriisimuovin sidosta.
Menetelmiä on useita, joista yleisimpänä mainittakoon kuitupinnan tarkoin
säädelty hapetus, jolla kuituun lisätään aktiivisia sivuryhmiä. Viidentenä
vaiheena kuidun pintaan lisätään pinnoiteaine (size) käsittelyn ja
prosessoinnin helpottamiseksi ja filamenttikatkeamien estämiseksi. Sillä
voidaan myös nopeuttaa kuidun täydellistä kastumista. Pinnoiteaineen määrä on
tavallisesti 0,7…6 p%. Esim. kelauksessa ja prepregien valmistuksessa
käytetään kuitua, jossa on pinnoiteainetta 0,7 p% ja kudonnassa kuitua, jossa
pinnoiteainetta on 1,6…2 p%. Yleisimmät pinnoiteaineet ovat kovetetta
sisältämättömiä epokseja, mutta myös vesiliukoisia pinnoiteaineita sekä
kestomuoveja käytetään. Pinnoiteaine valitaan käytettävän matriisimuovin
mukaan. Matriisimuovin ja kuidun sidosta parantavia reaktiivisia
pinnoiteaineita on myös harkittu, mutta toistaiseksi käytön esteenä on ollut
rajoittunut säilyvyys. Erikoistarkoituksiin on hiilikuituja saatavissa myös
pintakäsittelemättöminä tai ilman pinnoiteainetta.
Pintakäsittely yhdessä
matriisimuovin kanssa määrää ensi sijaisesti sen, kuinka hyvin
kuituominaisuudet siirtyvät komposiittiominaisuuksiksi. Hyviä
kuituominaisuuksia ei voida hyödyntää hyvinä komposiittiominaisuuksina, jos
matriisimuovin tartunta lujitekuituun on huono. Matriisimuovin ja kuidun
sidosta voidaan arvioida mm. mittaamalla laminaatin kerrostenvälinen
leikkauslujuus.
Kuva 3.21Valmistuslämpötilan vaikutus hiilikuidun vetolujuuteen (σ) ja kimmomoduliin (E).
Pikipohjaisten hiilikuitujen
valmistus
Hiilikuituja voidaan valmistaa
esimerkiksi luonnonasfaltista tai kivihiilitervasta usealla menetelmällä,
joista vanhin on tunnettu jo vuosia. Lähtöaineena tässä on isotrooppinen piki,
jolla on alhainen pehmenemispiste. Se sulakehrätään filamenteiksi, jotka
lämpökovetetaan hapettavassa kaasukehässä suhteellisen alhaisessa lämpötilassa
pitkän ajan kuluessa (n. 300 °C 2…3 h ajan). Sen jälkeen
kuitu hiillytetään hapettomassa tilassa (n. 950 °C) ja grafitoidaan jännitettynä
erittäin korkeassa lämmössä (1 200…3 000 °C). Prosessin hitaudesta johtuen
saadut kuidut ovat kalliita ja niitä käytetäänkin lähinnä boorikuitujen ja
muiden vastaavien kuitujen valmistuksessa ydinkuituna.
Hinnaltaan edullisempia
pikipohjaisia hiilikuituja valmistetaan L.S. Singerin 1970‑luvun puolivälissä
kehittämällä menetelmällä. Tässä piki muutetaan nestekiteiseen tilaan
lämpökäsittelemällä sitä hapettomassa tilassa 400…450 °C lämmössä. Tämän jälkeen
mesotilassa oleva piki kehrätään kuiduksi ja lämpökovetetaan hapettavassa
atmosfäärissä (300 °C). Lopuksi suoritetaan hiillytys (800 °C) ja grafitointi (1 800 °C). Menetelmän tekee edulliseksi
se, että lämpökovetus tapahtuu nopeasti eikä kuituja tarvitse missään vaiheessa
jännittää.
Molempia menetelmiä on eri
kuituvalmistajien toimesta kehitetty edelleen, mutta perusperiaatteet ovat
säilyneet muuttumattomina. Hiilikuituja voidaan valmistaa myös kaasumaisista
hiilivedyistä höyrystämällä kasvattaen (VGCF) typpikaasun läsnäollessa ja
käyttäen katalyytteinä metalleja (Fe, Ni tai Co). Saadut kuidut ovat pieniä
kuitukiteitä, whiskersejä, joiden halkaisijat voivat olla noin 100 nm:stä aina
muutamaan sataan mikrometriin.
Pikipohjaisten hiilikuitujen
kimmomoduli on suuri, lämmönjohtavuus hyvä ja lämpölaajenemiskerroin negatiivinen.
Näiden ominaisuuksiensa ansiosta kuidut ovat erittäin soveliaita käytettäväksi
satelliittien ja avaruusalusten muoviosien lujittamisessa.
Hiilikuitulaadut
Hiilikuidut valmistetaan
jatkuvana kuitukimppuna, ns. touvina, jonka filamenttiluku vaihtelee
valmistajasta ja kuidun pääasiallisesta käyttötarkoituksesta riippuen
tuhannesta muutamiin satoihin tuhansiin. Yleisimpiä ovat 3 000 (3K), 6 000 (6K),
12 000 (12k), 24 000 (24K) ja 48000 (48K) filamenttia sisältävät touvit, jotka
tavallisesti ovat kierteettömiä. Myös lieväkierteisiä (5…15 kierrettä/m)
hiilikuitutouveja valmistetaan. Näissä kierteen tarkoituksena on parantaa
kuitujen käsiteltävyyttä prosessissa ja jatkojalostuksessa. Yksittäiset
filamentit ovat väriltään mustia ja silkinkiiltoisia. Poikkileikkaukseltaan
pyöreiden tai lähes pyöreiden kuitujen halkaisija on 5…10 μm. Tiheys
vaihtelee välillä 1,7…2,0 g/cm2.
Hiilikuituja valmistetaan eri
laatuja (taulukko 3.19). Tarkoituksena on tarjota kuhunkin käyttötarkoitukseen
mekaanisilta ja fysikaalisilta ominaisuuksiltaan parhaiten soveltuva kuitu.
Perinteellinen tapa on ollut jakaa hiilikuidut kolmeen ryhmään kuitujen lujuus‑
ja jäykkyysominaisuuksien perusteella. Muutokset kuitujen lujuusominaisuuksissa
ovat kuitenkin johtaneet siihen, että nykyisin hiilikuidut jaotellaan lähinnä
kimmomodulin mukaan.
SM‑kuidut ovat standardikuituja
(Standard Modulus), joita sekä valmistetaan ja käytetään eniten. Hiillytys
tapahtuu lämpötilassa 1 000…1 500 °C. Näitä on kutsuttu myös suuren
lujuuden (High Strength) tai suuren venymän (High Strain) kuiduiksi. Myös
nimitystä HT-kuitu (High Tenacity) on käytetty joissakin lähteissä tämän ryhmän
hiilikuiduista. Näille on tyypillistä korkea vetomurtolujuus ja murtovenymä
kimmomodulin ollessa noin 230 GPa.
IM‑kuidut ovat keskijäykkiä
(Intermediate Modulus) kuituja, joiden kimmomoduli on 270… 320 GPa. Näillä on
myös hyvät lujuusominaisuudet. IM-kuidut grafitoidaan lämpötilassa 1 500…2 000
°C.
HM‑kuidut ovat jäykkiä (High
Modulus) kuituja, joiden kimmomoduli on n. 340 GPa tai enemmän.
Grafitointilämpötila on yli 2 000 °C. Kuitujen vetolujuudet ja
murtovenymät ovat SM‑ ja IM‑kuitujen vastaavia arvoja pienemmät. Kuituja,
joiden kimmomoduli ylittää 440 GPa kutsutaan myös UHM‑kuiduiksi (Ultra High
Modulus). HM‑ryhmän kuitujen pääasiallisin käyttö on avaruus‑ ja
lentokoneteollisuudessa.
Hiilikuituja voidaan jaotella
myös filamenttiluvun mukaan. Raja pieni- ja suurifilamenttilukuisten touvien
välillä on 50 000, jolloin 48K:n touvit ovat pienifilamenttilukuisia ja esimerkiksi
50K, 80K, 160K ja 320K:n touvit suurifilamenttilukuisia.
Kolmantena kuitujen
jaotteluperusteena on lähtöaineena käytettävä PAN-kuitu. Yleensä
suurifilamenttilukuisten touvien lähtöaineena on tekstiili PAN-kuitu, jolla ei
saavuteta samaa tasalaatuisuutta ja mekaanisia sekä fysikaalisia ominaisuuksia
mitä hiilikuitujen valmistukseen erityisesti kehitetyillä ja valmistetuilla
PAN-kuiduilla saadaan. Pääsääntöisesti kuitu on sitä kalliimpi mitä korkeampi
sen kimmoduli on. Touvin filamenttiluku vaikuttaa päinvastaisesti. Mitä
vähemmän filamentteja touvissa on, sen kalliimpaa kuitu on.
Taulukko 3.19Kaupallisia hiilikuitulaatuja ja niiden ominaisuuksia. Arvot valmistajien tuoteselosteista.
Käyttö
Hiilikuidut soveltuvat kaikkien
kerta‑ ja kestomuovien lujittamiseen eivätkä valmistusmenetelmät aiheuta
rajoituksia kuitujen käytölle. Niitä käytetään lujitteena pääasiassa silloin,
kun valmistettavana on tuote, jolta vaaditaan sekä lujuutta ja jäykkyyttä että
keveyttä. Vaatimuksiin saattaa sisältyä myös erinomainen väsymislujuus ja
värähtelyn vaimennus, sähkön‑ ja lämmönjohtavuus, kemiallinen kestävyys sekä
mittapysyvyys laajalla lämpötilavaihtelualueella. Arvioidaan, että v. 2005 noin
36 % hiilikuiduista käytetään jauhettuina kuituina ja katkokuituina kerta- ja
kestomuovien lujittamiseen, noin 12 % lentokone‑ ja avaruusteollisuudessa ja
urheilu‑ sekä vapaa‑ajan välineiden valmistuksessa mukaan lukien vene- ja
laivateollisuus noin 14 %. Loppu n. 38 % jakautuu usean eri teollisuusalan ja
tuoteryhmän kesken, joista suurimmat ovat tie- ja vesirakennus, tuulienergia,
öljyteollisuus ja paineastiat.
Hiilikuituja käytetään
lujittamiseen joko sellaisenaan tai jatkojalostettuina lujitetuotteina.
Käytännössä hiilikuituja on saatavissa samoissa lujitemuodoissa kuin esim.
lasikuituja. Poikkeuksen muodostavat suurikimmomoduliset hiilikuidut (E > 400 GPa). Näissä kuitujen
jäykkyys rajoittaa niiden jatkojalostamista tekstiililujitteiksi (kudokset,
punokset, neuleet), joissa kuidut joutuisivat taipumaan pienelle säteelle.
Hiilikuituja on käsiteltävä aina
siten, että filamenttikatkeamia ei tapahdu tai niitä on mahdollisimman vähän.
Vaikka filamenttien lujuus kuitusuunnassa on erittäin suuri, voi suhteellisen
pieni kuituja vastaan kohtisuorassa oleva voima aiheuttaa filamentin
katkeamisen. Tämä ominaisuus johtuu kuidun kiderakenteesta.
Jatkuva touvi on tavallisesti
pakattu puolalle. Pakkauksen suojakalvo avataan vasta, kun kuitua aletaan
käyttää. Puola asetetaan puolanpitimeen ja touvi vedetään puolalta kohtisuoraan
puolan pohjaa vastaan. Missään tapauksessa touvia ei saa vetää puolalta puolan
pään yli puolan pohjan suuntaisena. Tämä johtaa filamenttikatkeamiin, jotka
aiheuttavat häiriöitä valmistuksessa ja virheitä valmistettavaan tuotteeseen.
Kuitujen vedon on tapahduttava mahdollisimman suoraan ja kaikkien
ohjainpintojen on oltava ehdottoman sileät ja puhtaat. Filamenttikatkeamia
tapahtuu kuidun suuresta kimmomodulista johtuen helposti, jos kuidun
taivutussäde on pieni. Ohjausrullien ja ‑tankojen halkaisijoiden tulisikin olla
vähintään 75 mm. Kuitujen kulkurata on säännöllisesti puhdistettava katkenneista
filamenteista.
Hiilikuidut johtavat sähköä,
mikä on otettava huomioon kuituja käsiteltäessä. Katkenneet kuidut leijuvat
ilmassa ja saattavat kulkeutua pitkiäkin matkoja ja aiheuttaa sähkölaitteissa
oikosulun. Samasta syystä ei hiilikuituja sisältäviä komposiitteja tai
hiilikuitujätettä saa polttaa avoimessa tilassa. Palossa vapautuu ilmaan suuri
määrä kuituja. Hiilikuitujen ei ole todettu aiheuttavan terveydellisiä
haittoja. Kuitupöly voi ärsyttää ihoa, nenää ja nielua.
Mekaaniset ominaisuudet
Hiilikuitukomposiittien
ominaisuuksia on lähemmin käsitelty luvussa 6. Hiilikuidulle on tyypillistä
suuri lujuus ja jäykkyys yhtyneenä keveyteen. Veto‑, taivutus‑ ja
puristuslujuudet ovat erinomaiset. Kuidun hyvät mekaaniset ominaisuudet ovat
tehokkaasti hyödynnettävissä hyvinä komposiittiominaisuuksina.
Hiilikuitulujitettujen laminaattien jännitys‑venymäkuvaajat ovat lähes
lineaariset. Laminaatit ovat täysin kimmoisia murtorajaan asti eikä metalleille
ominaista myötöä tai plastista muodonmuutosta ilmene. Hiilikuitulaminaatti on
anisotrooppinen ja sen mekaaniset ominaisuudet ovat parhaat kuitusuunnassa.
Kuitusuuntaa vastaan poikittaiset ominaisuudet ovat merkittävästi heikommat ja
pääosin matriisimuovin ominaisuuksista riippuvaiset. Leikkauslujuudet ja
kerroksienväliset leikkauslujuudet (ILSS) ovat yleensä erinomaiset muilla
kuiduilla, erityisesti aramidi- ja polyeteenikuiduilla lujitettuihin
laminaatteihin verrattuna.
Hiilikuitulujitetuilla
laminaateilla on erinomaiset väsymisominaisuudet vaihtokuormituksella. Yhdensuuntaislaminaattien
viruminen kuitusuunnassa on erittäin pieni, sillä täysin elastiset kuidut
kantavat suurimman osan kuormasta. Myös värähtelynvaimennusominaisuudet ovat
hyvät. Iskulujuus ja iskusitkeys ovat yleisesti ottaen huonommat kuin aramidi‑
tai lasikuitulujitetuilla laminaateilla. Hiilikuitulujitetut laminaatit
absorboivat iskuenergiaa kunnes murtovenymä saavutetaan. Murtuma tapahtuu
kuitusuunnassa, kuitusuuntaa vastaan kohtisuoraan tai delaminoitumalla. Mikäli
iskunopeus on pieni, laminaatti absorboi energian elastisella muodonmuutoksella
vahingoittumatta. Suuri iskunopeus aikaansaa laminaattiin tavallisesti
sileäreunaisen reiän ympärillä olevien kuitujen säilyessä vahingoittumattomina
ja laminaatin mekaanisten ominaisuuksien alentuessa vain vähän. Edellisten
välillä olevat nopeudet ovat laminaatille vahingollisempia, koska rikkoutuminen
tapahtuu yleensä laaja‑alaisena delaminoitumisena.
Hiilikuituja käytetään usein
muiden lujitekuitujen kanssa muovien lujittamiseen. Syitä tällaiseen
hybridilujittamiseen on tavallisesti kolme: alennetaan kustannuksia,
parannetaan hiilikuitukomposiitin ominaisuuksia toisella lujitekuidulla tai
parannetaan muun kuin hiilikuitukomposiitin ominaisuuksia hiilikuiduilla.
Kustannuksia alennettaessa hintaa alentavana kuituna käytetään yleisimmin
lasikuituja. Haittana on komposiitin painon nousu. Hiilikuitukomposiitin muut
mekaaniset ominaisuudet iskulujuutta ja ‑sitkeyttä lukuun ottamatta ovat
yleensä riittävät. Iskulujuutta ja iskusitkeyttä parannetaan tyypillisesti
aramidikuitulisäyksellä. Aramidikuitukomposiitin puristus‑ ja leikkauslujuuksia
voidaan merkittävästi nostaa hiilikuiduilla. Vastaavasti hiilikuitulisäyksellä
voidaan parantaa lasikuitukomposiitin kimmomodulia, väsymisominaisuuksia ja
puristuslujuutta sekä alentaa komposiitin painoa.
Muut ominaisuudet
Hiilikuidut ovat kemiallisesti
reagoimattomia. Ne kestävät vahvoja happoja, hapettavia aineita sekä
liuottimia. Vahvat hapettavat aineet ja halogeenit heikentävät kuituja.
Hiilikuidut parantavat muovien kulutuksenkestoa ja pienentävät kitkakerrointa.
Kuituja voidaan käyttää kuivavoiteluaineena.
Hiilikuidut johtavat sähköä ja
lämpöä. Mitä korkeampi kimmomoduli, sen parempi on sähkön‑ ja lämmönjohtuminen.
Kuidut eivät ole magneettisia. Röntgensäteet läpäisevät ne. Kuidut hajaheijastavat
tutkasäteitä. Lämpölaajenemiskerroin kuitusuunnassa vaihtelee
hiilikuitutyypistä riippuen välillä -0,5·10-6…+0,5·10-6
1/°C. Poikittaissuunnassa
lämpölaajenemiskerroin on aina positiivinen. Tyypillisiä ominaisuuksia on
esitetty taulukossa 3.20.
Taulukko 3.20Tyypillisiä hiilikuitujen sähköisiä ja lämpöteknisiä ominaisuuksia sekä kuitujen keskimääräinen hiili‑, vety‑ ja typpipitoisuus.
0° kuidun
pituussuunta
90° kuidun poikittaissuunta
3.4.3 Aramidikuidut
Aramidikuidut ovat yleisnimi
aromaattisille polyamidikuiduille. Muihin orgaanisiin kuituihin verrattuna
niillä on huomattavasti suurempi vetomurtolujuus ja kimmomoduli ja
merkittävästi pienempi murtovenymä. Kuiduille on myös ominaista alhainen
puristuslujuus ja huonohko tartunta matriisimuoviin, mitkä ovat käyttöä
rajoittavia ominaisuuksia. Myös lenkki- ja solmulujuudet ovat aramidikuitulangoilla
alhaiset. Kuidut ovat luontaisesti palamattomia ja kestävät korkeita
lämpötiloja kuten myös orgaanisia liuottimia sekä poltto‑ ja voiteluaineita.
Valo heikentää kuidun lujuusominaisuuksia. Olennainen ero lasi‑ ja
hiilikuituihin verrattuna on sitkeys ja tekstiilikuitumainen luonne sekä
hygroskooppisuus.
Du Pont onnistui valmistamaan
ensimmäisen aramidikuidun vuonna 1965. Kuitua kutsuttiin aluksi nimillä Fiber B
ja PRD‑49. Myöhemmin kuidun nimeksi tuli Kevlar®. Du Pont ja Teijin Twaron ovat
suurimmat ja merkittävimmät aramidikuitujen valmistajat. Tuotantokapasiteetti
v. 2004 alussa on n. 40 000 tonnia jakaantuen jokseenkin tasan näiden kahden
valmistajan kesken. Teijin Groupin tavaramerkkejä ovat mm. Twaron® ja
Technora®.
Aramidikuitujen valmistus
Aramidikuidut valmistetaan
polymeeristä kehräämällä. Tarvittavaa polymeeriä ei ole kaupallisesti
saatavissa, joten kuitutuottajien on valmistettava se itse. Kevlar®‑ ja
Twaron®-kuitujen valmistuksessa käytettävä polymeeri on
polyparafenyleenitereftaaliamidi (PPTA), joka on valmistettu
tereftaalihappokloridi ja parafenyleenidiamidi monomeereistä käyttäen liuotteena
dimetyylisulfoksidia ja katalyyttinä litiumkloridia tai vastaavaa. Liuotteena
voidaan käyttää myös n‑metyylipyrrolidonia ja katalyyttinä kalsiumkloridia.
Valmistusprosessissa polymeerin
ja väkevän rikkihapon muodostama kehruuliuos kulkee 80 °C:een lämmitettynä
kehruusuuttimien läpi kaasukerroksen kautta kehruukylpyyn, jonka lämpötila on 1
°C.
Kehruunopeus vaihtelee välillä 0,1…6 m/s. Lukuisista
aramidikuitufilamenteista muodostuva kuitukimppu pestään, neutraloidaan (1%
NaOH), pestään, kuivataan hitaasti 65…130 °C:ssa ja kehitään puolalle.
Kuitujen kimmomodulia voidaan nostaa lämpökäsittelemällä vielä osin kosteat
kuidut n. 550 °C:ssa 1…6 sekunnin ajan. Käsittelyn aikana kuidut ovat
jännitettyinä.
Aramidikuidut ovat väriltään
keltaisia. Niitä on erittäin vaikea värjätä. Nykyisin on markkinoilla
rajoitetussa määrin pigmentoimalla värjättyjä aramidikuituja. Yksittäiset
filamentit ovat poikkileikkaukseltaan pyöreitä ja halkaisijaltaan n. 12 μm.
Technora® aramidikuidun polymeeri on kopolyparafenyleeni/3,4’-oksidifenyleeni
tereftaaliamidi.
Aramidikuitujen jäykät,
lineaariset molekyyliketjut ovat voimakkaasti suuntautuneet kuituakselin
suuntaan ja vahvat kovalenttisidokset yhdistävät polymeeriketjut
poikittaissuunnassa. Tästä johtuu kuitujen suuri pitkittäis‑ ja pieni
poikittaislujuus. Aromaattinen rengasrakenne on perustana kuidun korkealle
kimmomodulille, alhaiselle venymälle, erinomaiselle energian absorptiokyvylle,
kemialliselle kestävyydelle ja mittapysyvyydelle korkeissa lämpötiloissa.
Nomex®‑ ja Teijinconex-kuidut valmistetaan polymetafenyleeni‑isoftaaliamidista (MPIA). Kuvassa 3.22 on esitetty eri aramidikuitujen kemiallinen rakenne.
Kuva 3.22Eri aramidikuitujen kemiallinen rakenne.
Aramidikuitulaadut
Aramidikuidut saattoi
ensimmäisenä maailmassa kaupallisen tuotannon tasolle Du Pont Yhdysvalloissa.
Polymeerin, josta ensimmäiset aramidikuidut kehrättiin, keksi Stephanie Kwolek
tammikuussa 1965. Tämä kuitu, joka myöhemmin sai nimen Kevlar®, kehitettiin
kumin lujittamiseen. Se on edelleen valmistuksessa ja kuituja käytetään
renkaiden, letkujen ja hihnojen lujiteaineena.
Muovien lujittamiseen soveltuvan
kuidun Du Pont toi markkinoille 1972. Kuitu sai tyyppinimekseen Kevlar® 49.
Tällä kuidulla on erinomainen ominaislujuus (vetomurtolujuus jaettuna
tiheydellä). Sen ominaiskimmomoduli (kimmomoduli vedossa jaettuna tiheydellä)
on suurempi kuin lasikuidulla, mutta pienempi kuin hiilikuidulla. Kuidun
kehitystyötä jatkettiin edelleen. Tavoitteena oli lähinnä kimmomodulin
kasvattaminen ja kuidun veden absorption pienentäminen. Teijin Twaronin (aik.
Akzo ja Acordis) muovien lujittamiseen tarkoitettu Twaron® aramidikuitu tuli
markkinoille vuonna 1982. Teijin Ltd:n Technora® aramidikuitu oli kaupallisessa
tuotannossa vuodesta 1987 lähtien.
Du Pont kehitti Kevlar® 29
aramidikuidun kaupallisen tuotannon tasolle 1973. Kuitua käytetään mm. kumi-,
köysi‑ ja kaapeliteollisuudessa sekä erityisesti ns. ballistisissa
sovellutuksissa. Kudoksista, neuleista ja kuitukankaista valmistetaan mm.
työkäsineitä ja ‑asusteita, luodeilta, sirpaleilta ja räjähteiltä suojaavia
tuotteita sekä suodattimia. Kuituja käytetään myös mm. kumiveneiden,
ilmapatjojen, kuljetinhihnojen ja erilaisten katteiden valmistuksessa sekä
asbestikuituja korvaavana materiaalina kitka‑ ja jarrupaloissa. Vastaavasti
Teijin Groupilla on omat Twaron® ja Technora® aramidikuidut näihin
käyttösovellutuksiin. Muovien lujittamiseen tähän ryhmään kuuluvia
aramidikuituja ei varsinaisesti käytetä. Poikkeuksen muodostavat räjähteiltä,
sirpaleilta ja luodeilta suojaavat puolikovat ja kovat laminaatit, kypärät ja
muut vastaavat tuotteet.
Nomex® ja Teijinconex® kuitujen
mekaaniset ominaisuudet ovat huomattavasti edellisiä heikommat. Muiden
aramidikuitujen tavoin nämä kuidut ovat luontaisesti palamattomia, itsestään
sammuvia kuituja, jotka kestävät suhteellisen korkeita lämpötiloja pitkiä
aikoja ominaisuuksien heikentyessä vain vähän. Lämmönjohtavuus on alhainen ja
kemiallinen kestävyys erinomainen useimpien poltto‑, voitelu‑ ja liuoteaineiden
suhteen. Kuituja käytetään mm. lämpöä, tulta ja kemikaaleja vastaan suojaavien
asusteiden materiaalina. Lujitemuoviteollisuuden kannalta merkittäviä ovat
Nomex®‑kuitupaperista valmistetut hunajakennolevyt, joita käytetään
kerroslevyrakenteiden ydinaineena.
Kaupallisten aramidikuitujen
ominaisuuksia on koottu taulukkoon 3.21. Muovien lujittamiseen käytettäviä
kuituja valmistetaan kierteettöminä multifilamenttilankoina lankanumeroissa
20…805 tex sekä katkokuituina, joita molempia on saatavissa eri
pintakäsittelyaineilla viimeisteltyinä. Kuituja voidaan käyttää sellaisenaan
lujittamiseen tai ne voidaan ensin jatkojalostaa lasi‑ ja hiilikuitujen tapaan
kudoksiksi, neuleiksi, punoksiksi, matoiksi tai muiksi tarkoituksenmukaisiksi
lujitemuodoiksi.
Taulukko 3.21Kaupallisia aramidikuitulaatuja ja niiden ominaisuuksia. Arvot valmistajien tuoteselosteista.
Käyttö
Aramidikuitujen käyttö
lujitemateriaalina on perustelluinta tuotteissa, joilta vaaditaan keveyttä ja
samalla suurta vetolujuutta, jäykkyyttä sekä iskulujuutta ja ‑sitkeyttä.
Muovien lujittamiseen tarkoitetuista aramidikuiduista suurimman osan käyttävät
lentokone‑, avaruus- ja veneteollisuus sekä urheilu- ja vapaa-ajanvälineiden
valmistajat. Käytön kannalta merkittäviä ballistisia sovellutuksia ovat
komposiittikypärät sekä puolikovat ja kovat levyt, joita käytetään luodeilta,
räjähteiltä, sirpaleilta ja iskuilta suojaamiseen.
Näissä matriisimuoveina ovat yleensä fenolit ja polyesterit.
Aramidikuiduilla voidaan
periaatteessa lujittaa samoja muoveja ja hartseja kuin lasi‑ ja hiilikuiduilla
eivätkä valmistusmenetelmät aiheuta rajoituksia kuitujen käytölle.
Matriisimuovin valinta on kuitenkin suoritettava tavanomaista huolellisemmin.
Tämä johtuu siitä, että lähes kaikilla muovi‑ ja hartsilaaduilla saavutetaan
yleensä heikoin tartunta aramidikuituihin, kun vertailu suoritetaan näiden ja
lasi‑ ja hiilikuitujen kesken. Tartuntaominaisuuksia on pyritty parantamaan
kehittämällä sekä viimeistelymenetelmiä että kuitujen kemiallista käsittelyä.
Kuitujen sitkeys asettaa
tavanomaista suuremmat vaatimukset käytettäville työkaluille ja ‑menetelmille.
Aramidikuitujen ja niillä lujitettujen laminaattien leikkaukseen ja työstöön on
lähes jokaisella työkaluvalmistajalla erikoistyökalut, joiden käyttöä
suositellaan. Tyydyttävän tuloksen saavuttaminen edellyttää työkaluilta
ehdotonta puhtautta ja hyvää kuntoa. Hionta johtaa lähes poikkeuksetta
nukkapintaan. Tämä on vältettävissä käyttämällä hiontavarana laminaatin
pinnassa esim. kevyttä lasikuitukudosta tai ‑mattoa.
Lujitemuoviteollisuudessa
aramidikuituja käytetään usein muiden lujitteiden kanssa. Lasikuidun kanssa
toimiessaan aramidikuitujen tehtävänä on alentaa painoa ja parantaa tuotteen
jäykkyyttä sekä käyttöturvallisuutta. Aramidikuidut kykenevät tehokkaasti
rajoittamaan halkeamien leviämistä vaurion yhteydessä sekä estämään
katastrofaalisen murtumisen. Lasikuitu parantaa puolestaan taivutus‑ ja
puristuslujuutta sekä alentaa materiaalikustannuksia. Aramidi‑ ja hiilikuitujen
yhteensopivuutta lisäävät niiden samankaltaiset lämpölaajenemisominaisuudet.
Tässä yhdistelmässä aramidikuidut ovat alentamassa painoa ja parantamassa
iskulujuutta ja iskusitkeyttä sekä värähtelynvaimennusominaisuuksia.
Hiilikuitujen tehtävänä on parantaa rakenteen puristus‑ ja taivutuslujuutta
sekä jäykkyyttä.
Laminoinnissa ei aramidikuitujen
yhteydessä suositella käytettäväksi tavallisia ortoftaalipohjaisia
polyesterihartseja. Mikäli käytettävän epoksihartsin kovete on anhydridi, on
aramidikuidut kuivattava alle 1 %:n kosteussisältöön hyvän kerrostenvälisen
leikkauslujuuden saavuttamiseksi. Käsinlaminoinnissa tulee hartsin
viskositeetin olla alueella 300…700 mPas. Hartsista kastuessaan aramidikuidut
muuttuvat kirkkaan keltaisesta kullankeltaisiksi. Laminoinnissa kastumisen
tulisi aina tapahtua alapuolelta. Tällöin hartsiköyhät alueet ja ilmataskut
ovat helpommin havaittavissa ja hartsia lisäämällä ja telaamalla korjattavissa.
Laminointi suositellaan suoritettavaksi kerralla loppuun asti parhaan
kerrostenvälisen leikkauslujuuden saavuttamiseksi. Mikäli välikovetus joudutaan
suorittamaan, viimeiseksi laminoidun kerroksen pinnalta on poistettava
ylimääräinen hartsi, jotta laminointia jatkettaessa seuraava kudoskerros
sitoutuisi kuiturikkaaseen kerrokseen eikä pelkkään hartsiin.
Filamenttikatkeamien estämiseksi
kuitujen vedon on aina tapahduttava mahdollisimman suoraan. Ohjausrullien ja ‑tankojen
tulisi olla halkaisijaltaan vähintään 3,3 mm. Aramidikuidut on varastoitava
auringon‑ ja keinovalolta suojattuna 10…35 °C:ssa suhteellisen
ilmankosteuden ollessa 25…80 %.
Mekaaniset ominaisuudet
Aramidikuiduille on tyypillistä
suuri lujuus ja jäykkyys yhtyneenä keveyteen. Kuidun vetolujuus on erinomainen,
mutta puristuslujuus huono. Vedossa aramidikuitujen jännitys‑venymäkäyrä on
lähes lineaarinen kuten lasi‑, hiili‑ ja boorikuiduilla. Sen sijaan
puristuksessa aramidikuidut nurjahtavat ennen lopullista murtumista. Tämä
ominaisuus yhtyneenä kuitujen luontaiseen sitkeyteen on käyttöturvallisuuden
kannalta merkittävä, sillä se estää katastrofaalisen rakenteen murtumisen, mikä
on tyypillistä lasi‑ ja hiilikuitulujitetuille muoveille maksimijännitystason
ylittämisen jälkeen. Aramidikuidut rajoittavat myös tehokkaasti vaurion alaa ja
estävät halkeamien leviämistä. Tällä on merkitystä paitsi vahingoittumisen
yhteydessä myös silloin, kun tuotteeseen joudutaan työstämään reikiä, aukkoja
tai lovia. Aramidikuitujen hyvä iskusitkeys ja iskulujuus on hyödynnettävissä
tuotteissa, jotka joutuvat iskumaisille kuormituksille alttiiksi. Paras tulos
saavutetaan korkealla kuitupitoisuudella.
Kaikilla aramidikuiduilla on
hyvä väsymislujuus ja staattinen pitkäaikaislujuus. Vetoväsyminen
aramidikuitu/epoksi yhdensuuntaislaminaatilla on samankaltainen kuin
vastaavalla boorikuidulla lujitetulla laminaatilla, jolla yleensä katsotaan
olevan paras väsymislujuus. Leikkausväsymislujuuden kuvaaja on hyvin loiva
käyrä, samanlainen kuin HM‑hiilikuiduilla lujitetulla laminaatilla. Lujuuden
aleneminen on huomattavasti vähäisempää kuin E‑lasikuidulla.
Taivutusväsymislujuus on kuormitusmäärillä 10-6 ja 10-7
lähellä E‑lasikuitulujitetun laminaatin vastaavia väsymislujuuksia.
Aramidikuiduilla lujitettujen
laminaattien kerrostenväliset leikkauslujuudet (ILSS) ovat parhaimmillaankin n.
30 % alle vastaavia E‑lasikuiduilla saavutettavia arvoja. Tämä johtuu
aramidikuidun poikittaisista kuituominaisuuksista ja pehmeästä pinnasta. Kuidun
pinnan repeily ja jakaantuminen heikentää myös aramidikuitujen liimautuvuusominaisuuksia.
Repäisylujuus jää huomattavasti esim. alumiiniliimaliitoksen lujuutta
pienemmäksi. Tämä on otettava huomioon mm. liimattaessa aramidikuitupintoja
ydinaineeseen. Aramidikuitulankojen lenkkilujuus on vain n. 25 % ja solmulujuus
n. 40 % vetomurtolujuudesta.
Muut ominaisuudet
Aramidikuitujen kemiallinen
kestävyys on hyvä tai erinomainen muutamia vahvoja happoja ja emäksiä lukuun ottamatta.
Poltto‑, voitelu‑ ja puhdistusaineiden sekä meriveden ei ole todettu
aiheuttavan lujuushäviöitä. Muista lujitekuiduista poiketen aramidikuidut ovat
hygroskooppisia ja ne voivat imeä kosteutta 3,5…4,5 p% suhteellisen
ilmankosteuden ollessa 100 %. Kosteudella on vähän tai ei ollenkaan vaikutusta
kuitujen vetolujuuteen. Sen sijaan kosteuden on todettu alentavan kuitujen
leikkaus‑ ja puristuslujuutta sekä säteen suuntaista vetolujuutta. Kuiduilla,
joiden kosteussisältö on suuri, on taipumusta sisäiseen mikrohalkeiluun
kuormituksen alaisena.
Aramidikuitujen lämmönkestävyys
on hyvä. Kuidut säilyttävät huomattavan osan huoneenlämpötilassa mitatuista
ominaisuuksistaan muuttumattomina vielä 150 °C:ssa. Lämpötilassa 200 °C vetomurtolujuus on alentunut noin
35 % ja kimmomoduli vajaat 20 %. Kuitujen pakkaskestävyys on erinomainen.
Lujuusominaisuuksien on todettu pysyvän muuttumattomina lämpötila‑alueella ‑196…23
°C.
Kuidut eivät sula eivätkä
ylläpidä palamista. Ne alkavat hiiltyä n. 425 °C:ssa ja hajota noin 500 °C:ssa. Niillä on erinomainen
mittapysyvyys lämpötilan muuttuessa. Savunkehitys on palaessa vähäistä. Lämpölaajenemiskerroin
on hiilikuitujen tapaan negatiivinen kuitusuunnassa ja positiivinen
kuitusuuntaa vastaan kohtisuoraan. Palamislämpö on noin 6800 cal/g ja
ominaislämpö 0,26 cal/g°C.
Auringonvalo tummentaa
aramidikuidun väriä ja heikentää sen lujuusominaisuuksia. Tummunut kuidun pinta
suojaa kuidun sisäosia ultraviolettisäteilyn heikentävältä vaikutukselta.
Laminaatissa hartsi antaa suojan, joka kuitenkaan ei ole riittävä, jos tuote
joutuu jatkuvalle auringonvalolle alttiiksi. Aramidikuidut ja jatkojalosteet on
säilytettävä sekä auringon‑ että keinovalolta suojattuna. Kolmen kuukauden
altistus auringonvalolle alentaa vetomurtolujuuden noin puoleen alkuperäisestä.
Aramidikuitujen keskeisiä ominaisuuksia on esitetty taulukossa 3.22.
Taulukko 3.22Aramidikuitujen keskeisiä ominaisuuksia.
3.4.4 Polyeteenikuidut
Tavanomaisia polyeteenikuituja
merkittävästi lujempien ja jäykempien polyeteenikuitujen valmistus perustuu
hollantilaisen DSM yhtymän patenttiin vuodelta 1979. Näistä kuiduista käytetään
kirjallisuudessa useita eri lyhenteitä kuten HDPE-kuidut, UHMWPE-kuidut tai
HPPE-kuidut. Valmistus alkoi jo 1983 tuotannon ollessa kuitenkin rajoittunutta
aina 90‑luvun alkuvuosiin. Nykyisin suuren lujuuden ja korkean kimmomodulin
polyeteenikuituja valmistetaan Yhdysvalloissa (AlliedSignal ja DSM),
Hollannissa (DSM) ja Japanissa (DSM/Toyobo yhteisyritys). Kuitujen
valmistuskapasiteetti vuonna 2004 on noin 6 000 tonnia, josta DSM:n osuus on
arviolta 80 %.
DSM:n HDPE-kuitujen tavaramerkki
on Dyneema® ja AlliedSignalin Spectra®. Nämä kuidut ovat ominaisuuksiltaan
eräitä merkittäviä poikkeuksia lukuun ottamatta aramidikuitujen kaltaisia. Molempien
kuitujen käyttö ja sovellutuskohteet ovatkin paljolti samanlaiset. Kuitujen
käyttö muovien lujittamiseen hiili- ja lasikuitujen tavoin on erittäin
vähäistä. Tämä johtuu lähinnä HD-polyeteenikuitujen huonosta tartunnasta
matriisimuoviin, kuidun virumisominaisuuksista ja alhaisesta puristuslujuudesta.
Huono tartunta matriisimuoviin johtuu kuidun kemiallisesti inertistä
polyolefiinirakenteen järjestymisestä. Käytännössä kemiallinen tai fysikaalinen
adheesio on lähes olematon. Kuidun pintakäsittelyllä, esim. plasmakäsittelyllä,
tartuntaa voidaan parantaa, mutta tälläkin saavutetaan kerrostenväliseksi
leikkauslujuudeksi (ILLS) vain noin 30 MPa, kun hiili- tai lasikuiduilla
vastaava arvo on parhaimmillaan lähes nelinkertainen. Muita kuidun
pintakäsittelytapoja ovat kemiallinen hapetus tai koronakäsittely, joilla ei
kuitenkaan saavuteta kuin noin 20 MPa:n kerrostenvälinen leikkauslujuus.
Käyttöä rajoittava ominaisuus on myös kuidun alhainen jatkuvan lämpötilan kesto
erityisesti kuormitettuna. Hyviä ominaisuuksia ovat mm. erinomainen
ominaisvetomurtolujuus ja ‑kimmomoduli, alhainen tiheys (0,975 kg/dm3),
taivutusväsymislujuus, iskulujuus, erityisesti iskusitkeys, hankauksen kesto,
UV‑säteilyn kestävyys ja värähtelynvaimennusominaisuudet. Vesi ja kosteus eivät
heikennä kuidun ominaisuuksia. Kuidut ovat tutkalle näkymättömiä.
Valmistus ja käyttö
HD-polyeteenikuidut valmistetaan
polymeeriliuoksesta kehräämällä. Lähtöaineena on hyvin suuren molekyylipainon
omaava lineaarinen polyeteeni. Kehruusuuttimesta kuidut vedetään uuttokylvyn
kautta uuniin, jossa molekyyliketjujen yhdensuuntaistaminen tapahtuu. Kuidut
ovat väriltään valkoisia. Ne ovat värjättävissä. Kuitujen halkaisija on
tyypistä riippuen 16…38 μm ja jatkuvien multifilamenttilankojen lankanumero
11…176 tex. Kertamuovien lujittamiseen käytettävä polyeteenikuitu on
pintakäsiteltävä kuidun ja matriisimuovin sidoksen parantamiseksi.
Pintakäsittely voi olla joko kemiallinen hapetus tai korona‑ tai plasmakäsittely.
HD-polyeteenikuidut ovat
tekstiilikuitujen kaltaisia ja niitä voidaan helposti jatkojalostaa
tekstiiliteknologisin menetelmin kudoksiksi, neuleiksi, punoksiksi, huoviksi,
köysiksi ja siimoiksi. Merkittävä osa tuotannosta jatkojalostetaan välittömästi
kuituvalmistajan toimesta levymäiseksi yhdensuuntaistuotteeksi, joita on kahta
peruslaatua, ns. kovaa ja pehmeää UD-teippiä. Sideaineena käytetään polyeteeniä.
Rullatavarana markkinoitava UD-teippi on tarkoitettu lähinnä luotiliivien ja
levymäisten, kuumapuristettujen levyjen valmistukseen.
Matriisimateriaaleina voidaan
käyttää sekä kerta‑ että kestomuoveja. Rajoituksia valmistusmenetelmien suhteen
ei ole. Lämpötila ei kuitenkaan missään valmistuksen vaiheessa saa ylittää 120 °C. Tätä korkeammissa
lämpötiloissa HD-polyeteenikuidut alkavat menettää lujuuttaan ja sulavat
lämpötila-alueella 144…152 °C. Kestomuoveista voidaan siten
käyttää matriisimuovina vain alhaisessa lämmössä sulavia muoveja, joita ovat
esim. PE-LD, PE-LLD ja polyeteenin kopolymeerit. Vastaavasti korkean
kovetuslämpötilan kertamuovit eivät sovellu matriisimuoveiksi. Levymäisten
tuotteiden valmistuksessa HD-polyeteenisten kudoskerrosten väliin voidaan asettaa
polyeteenikalvo, joka lämmön ja paineen alaisena sulaa ja liittää kerrokset
toisiinsa yhtenäiseksi levyksi. Tällaista levyä voidaan tarvittaessa lämmön
avulla muotoilla.
HD-polyeteenikuitujen
pääasiallisin käyttö on tuotteissa, jotka suojaavat viilloilta, hankaukselta,
luodeilta, sirpaleilta ja räjähteiltä. Näitä ovat mm. erilaiset iskuilta,
pistoilta ja viilloilta suojaavat työ- ja urheiluasut ja ‑käsineet, luoti‑ ja
sirpaleliivit, komposiittikypärät ja komposiittipanssarilevyt. Voimakkaasti
käyttöä kasvattavan ryhmän muodostavat erilaiset köydet ja kaapelit sekä
kalastuksessa käytettävät verkot ja siimat. Luodeilta, räjähteiltä ja
sirpaleilta suojaavia komposiittikypäriä ja komposiittipanssarilevyjä
valmistetaan merkittävässä määrin. Muihin lujitemuovisovellutuksiin kuituja
käytetään niin vähän, että kuituvalmistajat eivät edes tilastoi käyttömääriä.
HD-polyeteenikuitujen
erinomaista iskusitkeyttä ja leikkuulujuutta voidaan kuitenkin hyödyntää
lujitemuovituotteissa, joissa kuormituksia, erityisesti taivutus- ja
puristuskuormia kantavat hiili- tai lasikuidut. HD-polyeteenikuitujen tehtävänä
on tällöin suojata rakenteita iskuilta ja kulutukselta sekä estää vaurion
eteneminen rakenteessa ja rakenteen hajoaminen kappaleiksi. Tällaisista
lujitemuovisovellutuksista voidaan mainita veneet, kajakit ja kanootit, eräät
kilpa‑autojen ja moottoripyörien lujitemuoviosat, kevyet, iskulujat
kerroslevyrakenteet ja urheiluvälineet, joissa käytetään hyväksi myös
HD-polyeteenikuitujen värähtelynvaimennusominaisuuksia. Tutka‑antennien
suojakuvut, sukellusveneiden periskoopit, lentokoneiden siiven kärkiosat ja
helikopterien istuimet ovat esimerkkejä tuotteista, joissa hyödynnetään
kuitujen hyviä ominaisuuksia.
Mekaaniset ja fysikaaliset
ominaisuudet
HD-polyeteenikuidulla on
erinomainen vetolujuus ja kimmomoduli erityisesti suhteessa tiheyteen. Teräkseen
verrattuna HD-polyeteenikuitujen ominaisvetomurtolujuus on 15-kertainen ja
aramidikuituihin verrattuna noin 40 % suurempi. Kuidulle on tyypillistä hyvä
iskulujuus ja ‑sitkeys, hankauksenkesto sekä taivutusväsymislujuus. Myös
värähtelynvaimennusominaisuudet ovat hyvät. Kaikista lujitekuiduista
HD-polyeteenikuidulla on paras iskuenergian absorptiokyky, kun komposiitin
paino on sama. Kuidut eivät ime kosteutta eikä merivesi tai UV-säteily vaikuta
kuidun ominaisuuksiin heikentävästi. Happojen ja emäksien sekä useimpien
kemikaalien ja liuotteiden kesto on erinomainen tai hyvä. Röntgen- ja
tutkasäteet läpäisevät HD-polyeteenikuidut. Leikkaus‑ ja puristuslujuudet ovat
aramidikuitujen tasolla. Kerrostenvälinen leikkauslujuus (ILSS) on kuidun
pintakäsittelystä riippuen vain 20…30 MPa. Kuidun virumisominaisuudet ovat
myös vähemmän tyydyttävät. Puristuslujuus on huono.
Polyeteenikuitujen mekaaniset
pitkäaikaisominaisuudet alenevat merkittävästi ylitettäessä lämpötila 100 °C. Korkein suositeltava jatkuva
käyttölämpötila polyeteenikuitulujitetulle muovikomposiitille on kuormitettuna
80…90 °C. Lyhytaikaisesti (alle 30 min) kuidut kestävät 125…130 °C lämpöä ominaisuuksien
muuttumatta edellyttäen, että kuidut ovat vain vähän tai ei ollenkaan
kuormitettuina. Kuitujen ns. ballistiset ominaisuudet säilyvät käytännöllisesti
katsoen muuttumattomina lämpötila‑alueella ‑150…100 °C.
Taulukossa 3.23 on esitetty
eräitä Dyneema® HD-polyeteenikuitujen keskeisiä ominaisuuksia.
Taulukko 3.23Dyneema® HD-polyeteenikuitujen ominaisuuksia. Arvot valmistajan tuoteselosteista.
3.4.5 Boorikuidut
Myös boorikuidut kuuluvat 1960‑luvulla
kehitettyihin lujitekuituihin, joiden tutkimus sai alkunsa lentokone‑ ja
avaruusteollisuuden tarpeista. Kuitutuotanto aloitettiin 1970 ja
epoksi-boorikuituprepregien valmistus vuotta myöhemmin. Kuitujen
valmistuskapasiteetti oli 2000-luvun alussa noin 16 tonnia ja prepregien 23
tonnia.
Hyvistä mekaanisista
ominaisuuksista huolimatta boorikuitujen käyttö on rajoittunutta, mikä lähinnä
johtuu kuitujen korkeasta hinnasta, vaikeasta käsiteltävyydestä sekä siitä,
että useimpiin sovellutuksiin voidaan käyttää boorikuitua ominaisuuksiltaan
vastaavia ja hinnaltaan merkittävästi halvempia hiilikuituja. Myös metallien
lujittamisessa piikarbidikuitujen ja muiden keraamisten kuitujen käyttö on
syrjäyttänyt boorikuidut.
Vuonna 1994 aloitettiin
boori-hiilikuitu hybridiprepregien valmistus. Menetelmässä käytetään
kaupallisessa tuotannossa olevia hiilikuituprepregejä, joihin yhdistetään
haluttu määrä boorikuitufilamentteja. Hiilikuituprepregien ja matriisimuovien
suhteen on vain vähän rajoituksia. Tästä seuraa, että menetelmällä voidaan
periaatteessa valmistaa lukuisa määrä erilaisia, kuhunkin käyttötarkoitukseen
parhaiten soveltuvia boori-hiilikuitu hybridiprepregejä.
Boorikuitujen korkea hinta on
seurausta valmistusmenetelmästä, jossa kemiallisella höyrystyspäällystyksellä
pinnoitetaan 12,5 μm:n wolframikuitua. Lämpötila kuitua valmistettaessa on 1 350
°C
ja lähtöaineena on booritrikloridi. Hintaa on pyritty alentamaan käyttämällä
ydinkuituna kivihiilitervapohjaista 33 μm halkaisijamittaista hiilikuitua.
Tällä ei halvemmasta hinnasta huolimatta ollut kaupallista menestystä.
Boorikuitu valmistetaan
jatkuvana monofilamenttina eli yksittäiskuituna. Valmistuksessa on 75, 100, 140
ja 200 µm kuituja, joista 100 μm halkaisijamittaisen kuidun osuus on yli 90 %. Toiseksi
suosituin on 140 µm kuitu. Tuotannosta suurin osa markkinoidaan esi‑impregnoituna
epoksi-boorikuitu teippinä tai prepreginä, boorikuitu-metalli teippinä tai
boori-hiilikuitu hybridiprepreginä. Myös kudottuja, kapeita boorikuitu
yhdensuuntaisnauhoja on valmistettu. Näissä on kuteena käytetty mm. polyamidi‑,
aramidi‑ ja metallikuitulankoja. Epoksi-boorikuitu prepregien standardileveydet
ovat olleet 6 ja 152 mm. Tyypillinen kovetusjakso on 60 minuuttia 120 °C:n lämpötilassa ja 0,35…0,60
MPa paineessa.
Boorikuidulle on tyypillistä
erinomainen veto‑, taivutus‑ ja puristuslujuus sekä kimmomoduli. Kuituja
käytetään lähinnä sotilaslentokone‑ ja avaruusteollisuudessa,
urheiluvälineteollisuudessa ja kilpa-autoissa. Taulukossa 3.24 on esitetty
eräitä boorikuidulle ja boorikuitulujitetulle laminaatille tyypillisiä
ominaisuuksia.
Taulukko 3.24Wolframiydinkuituisen boorikuidun ja boorikuitu-epoksiprepreglaminaatin keskeisiä ominaisuuksia (Specialty Materials Inc.).
3.4.6 Piikarbidikuidut
Piikarbidikuidut (SiC‑kuidut) kehitettiin1960‑luvulla
ja saatettiin tuotantoon 1970-luvulla. Kehitystyön taustalla oli Yhdysvaltain
ilmavoimien tarve saada titaanin lujittamiseen soveltuva kuitu. Boorikuiduilla metallien
lujuusominaisuuksia ei pystytty riittävästi parantamaan.
Piikarbidikuitujen
valmistusmenetelmä on samankaltainen kuin boorikuitujen. Ydinkuituna
piikarbidikuiduissa käytetään kivihiilitervapohjaista 33 μm halkaisijamittaista
sulakehrättyä hiilikuitumonofilamenttia, joka kaksivaiheisessa prosessissa
höyrystyspäällystetään piikarbidilla. Jatkuvan piikarbidilangan halkaisija on
tyypillisesti 140 μm. Myös 80 µm:n lankaa on tuotannossa. Valmistuskustannukset ovat boorikuitujen
valmistuskustannuksia alemmat, mutta kuitujen käyttö on toistaiseksi
huomattavasti rajoittuneempaa. Teollisuuden tarve tälle kuidulle oli 2000-luvun
alussa vain noin 1 000 kg vuodessa, mikä olemassa olevasta
valmistuskapasiteetista oli vain viidesosa.
Ohuempia, halkaisijamitaltaan
vain 12…15 μm:n piikarbidikuituja voidaan valmistaa orgaanisesta silikonipolymeeristä,
johon on lisätty hiiltä. Prosessissa lähtöaine lämpökäsitellään ja kehrätään
kuiduksi. Piikarbidierilliskidekuituja (whiskers), joiden halkaisija on
0,05…0,5 μm valmistetaan runsaasti piidioksidia ja hiiltä sisältävistä riisin
kuorista.
Hiilikuituytimisiä
piikarbidimonofilamenttilankoja käytetään lähes yksinomaan titaanin, alumiinin
ja keraamisten matriisimateriaalien lujittamiseen. Sen sijaan 12…15 μm
halkaisijamittaisia piikarbidikuituja käytetään myös muovien lujittamiseen.
Piikarbidikuiduille on tyypillistä suuri lujuus sekä erinomainen lämmönkesto ja
korroosionkestävyys. Taulukossa 3.25 on esitetty eräitä piikarbidikuitujen
keskeisiä ominaisuuksia.
Taulukko 3.25Piikarbidikuitujen (140 μm) keskeisiä ominaisuuksia (Specialty Materials Inc.).
3.4.7 Muut keraamiset kuidut
Keraamisten kuitujen
kehittämistä vauhditti 1970‑luvulla herännyt kiinnostus metallien lujittamiseen
kuiduilla. Keraamisiin kuituihin kuuluu lukuisia ominaisuuksiltaan ja
kemialliselta koostumukseltaan toisistaan eroavia metallioksidikuituja, joille
on yhteistä erinomainen korkeiden lämpötilojen kesto. Kuitujen sulamispiste on
yleensä lähellä 2 000 °C ja käyttölämpötila 1 100…1 500
°C.
Keraamisille kuiduille on
tyypillistä suuri kimmomoduli ja puristuslujuus, erinomaiset sähköiset
eristeominaisuudet sekä korroosionkestävyys. Keraamisten kuitujen tiheys
vaihtelee alueella 2…4 g/cm3, kuidun halkaisija välillä 0,05…20
μm, vetomurtolujuus välillä 0,3…7 GPa ja kimmomoduli välillä 13…390 GPa.
Kuituja on saatavissa whiskerseinä, katkekuituina sekä jatkuvina kuituina.
Jatkuvia metallioksidikuituja voidaan tekstiiliteknologisin menetelmin
jatkojalostaa muihin lujitemuotoihin. Ohuet keraamiset kuidut (f £ 3 µm) on viimeaikaisissa
tutkimuksissa todettu terveydelle haitallisiksi. Hengitettäessä tällaiset
kuidut joutuvat keuhkoihin jääden sinne pysyvästi. Halkaisijaltaan alle 1 µm:n
keraamiset kuidut ovat karsinogeenisia.
Keraamisten kuitujen käyttö on
edelleen sangen rajoittunutta ja pääasialliset sovellutusalueet ovat metallien
lujittamisessa. Niillä voidaan lujittaa myös muoveja valmistettaessa tuotteita,
joilta vaaditaan jotain erityisominaisuutta. Lämmönkestävyyden ohella
keraamisilla kuiduilla voidaan parantaa mm. puristus‑ ja iskulujuutta,
jäykkyyttä, mittapysyvyyttä, kulutuskestävyyttä, vedenkestävyyttä ja korroosionkestävyyttä.
Esimerkkinä keraamisista
kuiduista mainittakoon kvartsilasi- eli piidioksidikuidut (SiO2),
jotka vedetään sulatetuista amorfisista piioksiditangoista. Kuituhalkaisijat
ovat 9…14 µm. Kuiduilla on alhainen lämpölaajenemiskerroin, hyvä kemikaalien
ja lämpötilan kestävyys (n. 1 000 °C). Ne soveltuvat
lujitekuiduiksi valmistettaessa tuotteita, joilta edellytetään dielektrisiä
ominaisuuksia, ts. pientä häviökerrointa ja eristevakiota. Kvartsilasikuidun
häviökerroin (10 GHz) on 0,0002 ja eristevakio (10 GHz) 3,74. Vastaavat arvot
esimerkiksi E-lasikuiduilla ovat tyypillisesti 0,0039 ja 6,13 sekä
aramidikuiduilla 0,01 ja 3,85. Muita markkinoilla olevia keraamisia kuituja
ovat mm.
Muovien lujittamiseen käytettiin alkuaikoina
luonnonkuituja, joiden käyttö menetti merkityksensä, kun mekaanisilta ja
fysikaalisilta ominaisuuksiltaan paremmat lujitekuidut tulivat markkinoille.
Nyt kiinnostus luonnonkuituja kohtaan on teollisuusmaissa jälleen kasvanut
johtuen lujitemuovituotteiden kierrätystä ja jätteiden hävittämistä koskevan
lainsäädännön muutoksista. Kehitysmaat luonnonkuitujen kasvattajina tukevat
myös voimakkaasti luonnonkuitujen runsaampaa käyttöä. Poliittinen paine
kuitujen käyttöön tulee maataloudessa tapahtuvien rakennemuutosten aiheuttaman
maataloustukien uudelleen kohdistamisen kautta.
Toistaiseksi Euroopassa autoteollisuus on osoittanut
suurinta kiinnostusta luonnonkuitujen käyttöön, koska tätä teollisuutta
koskevat ympäristömääräykset tiukentuvat vuosien 2005…2010 aikana. Uusien
autojen muoviosilta tullaan edellyttämään kierrätettävyyttä ja luontoa rasittamatonta
hävitettävyyttä. Vuonna 2003 arvioidaan Euroopan autoteollisuuden käyttävän n.
40 000 tonnia kasviperäisiä luonnonkuituja. Kulutuksen ennustetaan ylittävän
100 000 tonnin rajan jo ennen vuotta 2010.
Luonnonkuituja ovat eläinkarvat, puukuidut ja kasvikuidut.
Eläinkarvojen käyttö muovien lujittamiseen on sangen vähäistä, mutta puusta
prosessoituja selluloosapohjaisia kuituja käytetään eri muodoissa runsaasti
Pohjois-Amerikassa ja Japanissa rakennusteollisuuden sovellutuksissa.
Kasvikuituja saadaan kasvien rungosta, lehdistä, siemenkodista, siemenistä,
hedelmistä ja pähkinöistä. Käyttökelpoisiksi kasvikuiduiksi ovat osoittautuneet
hamppu-, juti-, kenaf-, kookos-, pellava-, puuvilla-, rami-, sisal- ja
soijakuidut.
Luonnonkuitujen, lähinnä
kasvikuitujen käytön muovien lujittamiseen tekee houkuttelevaksi niiden halpa
hinta, alhainen tiheys ja ympäristöystävällisyys, johon liittyy valmistettavien
kappaleiden biohajoavuus ja kierrätettävyys. Lujuusominaisuuksien merkittävästi
alentumatta tuotteita voidaan kierrättää useita kertoja. Kuidut eivät myöskään
ärsytä ihoa, mikä eri valmistusprosesseissa on merkittävä etu. Ne kuluttavat
myös vähemmän työkaluja. Luonnonkuiduilla lujitetuilla muovituotteilla on hyvä
iskulujuus ja iskusitkeys ja niillä saavutetaan paremmat
äänieristysominaisuudet. Alhaisen tiheyden seurauksena kuitujen ominaislujuudet
ja –kimmomodulit ovat hyvät.
Käyttöä rajoittavina tekijöinä
on kuitujen herkkyys lämmölle. Ne absorboivat vettä ja kosteutta ja ovat
alttiita sienten ja hyönteisten hyökkäyksille. Niiden mekaaniset ja
fysikaaliset ominaisuudet vaihtelevat erittäin paljon. Toisien sanoen laatuvaihtelut
ovat suuret, mikä vaikeuttaa valmistettavien kappaleiden mitoitusta ja pakottaa
käyttämään suuria varmuuskertoimia. Tartunta ja kostuminen matriisimuoviin on
pintakäsittelemättömillä laaduilla huono. Kuitujen virtaus muoteissa on
hitaampaa mikä pidentää valmistusaikoja esim. RIM-menetelmässä. Lisäksi
kappaleiden valmistuksen aikana saattaa esiintyä epämiellyttäviä hajuhaittoja.
Näihin negatiivisiin ominaisuuksiin pyritään vaikuttamaan kuitujen
jälkikäsittelyillä, joita on kehitetty ja kehitetään edelleen. Positiivia
tuloksia on saavutettu, mutta seurauksena on väistämättömästi hinnan
kohoaminen, mikä vähentää kiinnostusta kuituja kohtaan. Lisäksi jälkikäsittelyt
saattavat heikentää käsittelemättömillä kuiduilla saavutettuja iskulujuus- ja
iskusitkeysominaisuuksia. Myös kierrätettävyyteen jälkikäsittelyillä saattaa
olla negatiivista vaikutusta.
Näyttäisi siltä, että
luonnonkuitujen tulevaisuus muovien lujitteena on tuotteissa, joilta
edellytetään biohajoavuutta ja kierrätettävyyttä sekä tuotteissa, joille muut
lujitekuidut antavat tarpeettoman hyvät mekaaniset ym. ominaisuudet.
Tyypillisiä tällaisia tuotteita ovat ei-rakenteelliset ja puoli-rakenteelliset
kappaleet.
3.4.9 Muut lujitekuidut
Muista lujitekuiduista
mainittakoon erityisesti polyesteri‑ ja polyamidikuidut, joita käytetään sekä
katkekuituina, huopina että kudoksina parantamaan kertamuovien isku‑, hankaus‑
ja väsymislujuutta sekä kemiallista kestävyyttä. Etuina on myös alhainen tiheys
ja hinta. Näitä sekä muita kestomuovikuituja käytetään harvoin yksinomaisena
lujitteena, koska niille on tyypillistä alhainen kimmoduli ja suuri
murtovenymä. Yleensä niitä käytetään lasi‑, hiili‑ ja aramidikuitujen sekä
mahdollisesti täyteaineiden kanssa valmistettaessa kertamuovikappaleita
käsinlaminoimalla, puristamalla tai RTM‑menetelmällä. Huovat ja kudokset
sijoitetaan tavallisesti kappaleen pintaan parantamaan iskusitkeyttä,
hankauksenkestoa ja kemiallista kestävyyttä. Kelauksessa ja suulakevedossa
ohuita ja keveitä polyesteripintahuopia käytetään kuten vastaavia hiili- ja
lasikuituhuopia parantamaan valmistettavan tuotteen ulkonäköä.
Muoveja voidaan lujittaa myös
mineraalikuiduilla (esim. basaltti, wollastoniitti ja asbesti),
metallikuiduilla (esim. teräs) tai synteettisillä, epäorgaanisilla lyhyillä
kuiduilla (esim. fosfaattikuidut). Muovien lujittamiseen näitä kuituja
käytetään kuitenkin vain harvoin ja satunnaisesti. Sama koskee erilaisia whiskersejä
eli erilliskiteitä sekä ylikyllästetystä liuoksesta saostamalla valmistettuja
mikrokuituja. Näiden käytön esteenä on tyypillisesti rajoitettu saatavuus,
laadun epätasaisuus, sekoitukseen liittyvät ongelmat sekä erityisesti
whiskersien kohdalla korkea hinta.
Uusia, muovien lujittamiseen soveltuvia kuituja etsitään
jatkuvasti. Kehitystyön alaisena ovat mm. nestekidepolymeerikuidut (LCP‑kuidut),
jotka perustuvat polyesterimuoviin ja polyarylaattipolymeeriin sekä
polyasetaaliin tai polyoksimetyleeniin perustuva, polyeteenikuidun kaltainen
lujitekuitu. 1990-luvun alussa markkinoille tuli PBO-kuitu
(polyparafenyleeni-2,6-bentso-oksadiatsoli), joka ominaisuuksiltaan on
aramidikuitujen kaltainen. Näitä valmistetaan tuotenimellä Zylon® kahtena eri
tyyppinä, joiden vetomurtolujuudet ja kimmomodulit ovat merkittävästi
aramidikuitujen vastaavia arvoja korkeammat. Muita mahdollisia polymeerejä
lujitekuitujen valmistamiseksi ovat PEEK, PEI, PI, PPS, PBI, PBZ-ryhmä ja
E/CTFE.
Teollisuudelle käyttökelpoisessa muodossaan muovit
sisältävät erilaisia täyte‑, apu‑ ja lisäaineita. Periaatteessa on mahdollista
ostaa nämä sekä peruspolymeeri erikseen ja suorittaa sekoitus itse. Toisaalta
muovit voidaan hankkia kaikki tarvittavat lisäaineet sisältävinä. Tavallisinta
kuitenkin on, että muovit ja hartsit sisältävät jo ostettaessa osan
lisäaineista. Käyttäjät lisäävät vain ne täyte‑ ja apuaineet, joilla muovien ja
hartsien ominaisuudet muutetaan valmistettavan tuotteen tai valmistusmenetelmän
kannalta soveliaimmiksi.
Tässä luvussa käsitellään tärkeimpiä täyte‑ ja apuaineita,
värejä ja pigmenttejä sekä sisäisiä irrotusaineita. Muottipinnalle levitettäviä
ulkoisia irrotusaineita tarkastellaan kappaleessa 10.3. Muoveihin ja hartseihin
valmistajien toimesta sekoitettavia lisäaineita käsitellään myös luvuissa 3.1,
3.2 ja 4.2.
3.3.1 Täyteaineet
Täyteaineilla voidaan laajassa
merkityksessä tarkoittaa lähes kaikkia muoveihin sekoitettavia kiinteitä,
nestemäisiä tai kaasumaisia aineita. Tässä täyteaineiksi luetaan vain ne
kiinteät lisäaineet, joita käytetään huomattavia pitoisuuksia, tavallisesti
vähintään 8…10 tilavuusprosenttia. Täyteaineiden ulkopuolelle jäävät siten tärkeät
lisäaineet kuten värit, pigmentit, katalysaattorit, stabilisaattorit,
pehmitteet, voiteluaineet, irrotusaineet ja antistaattiset apuaineet.
Vaikka suuri osa muovituotteista
ei sisällä täyteaineita, on täyteaineiden asema ollut tärkeä aina
muoviteollisuuden alusta lähtien. Kun aikaisemmin täyteaineita käytettiin
alentamaan kustannuksia ja kasvattamaan tilavuutta, on nykyisin merkittäväksi
tekijäksi tullut muovien mekaanisten ja fysikaalisten ominaisuuksien
muuttaminen haluttuun suuntaan. Täyteaineiden käyttöä ovat lisäämässä
perusraaka‑ainekustannusten nousu, muovituotteiden valmistusteknologian
kehittyminen, muovisovellutusten lisääntyminen ja monipuolistuminen,
täytettyjen muovien tulo markkinoille, tehokkaammat tartunta‑aineet (coupling
agents), täyteaineiden vakaa hintakehitys ja suhteellisen helppo saatavuus, täyteaineissa
tapahtunut kehitys sekä valikoimien laajeneminen ja monipuolistuminen.
Täyteaineita voidaan nykyisin
modifioida ja räätälöidä lähes kaikkiin käyttötarkoituksiin ja tarpeisiin
sopiviksi. Myös yhteiskunnan sekä ympäristön vaatimukset koskien lähinnä
kierrätettävyyttä ja hävitettävyyttä vaikuttavat merkittävästi sekä täyteaineen
valintaan että sen käyttöön valmistettavassa muovituotteessa. Täyteaineiden
vuosikulutus koko maailman muoviteollisuudessa 2000-luvun alussa oli 11…13
miljoonaa tonnia. Tästä määrästä (kalsium- ja magnesium-) karbonaattien osuus
oli n. 65 %.
Usein pääasiallisin syy
täyteaineen käyttöön on tilavuuden kasvattaminen, tiheyden alentaminen tai
nostaminen ja kustannusten pienentäminen tai kurissa pitäminen. Tavoitteena on
alentaa raaka‑ainekustannuksia, nopeuttaa valmistusta ja pienentää hävikkiä.
Kustannusten alentaminen on kuitenkin nykyisin harvoin ainoa tai edes tärkein
syy, sillä tähän päästään vain käyttämällä partikkelikooltaan suuria
täyteaineita.
Täyteaine vaikuttaa myös muovin
ja valmistettavan tuotteen ominaisuuksiin. Tavallisimmin vaikutus kohdistuu
jäykkyyteen, tiheyteen ja muovin viskositeettiin sekä kovettumiskutistumaan.
Myös esim. tuotteen pinnan laatuun, optisiin ominaisuuksiin, väriin, kaasun- ja
vedenläpäisevyyteen, termisiin, kemiallisiin ja sähköisiin ominaisuuksiin sekä
palonkestoon voidaan vaikuttaa. Parhaan tuloksen saavuttamiseksi eri
täyteaineita voidaan yhdistellä joko keskenään tai lujitteiden kanssa. Koska
täyteaineiden yksittäisten partikkelien muoto, koko ja kokojakautuma saattavat
vaihdella suurestikin, on aina ennen tuotannollisen toiminnan aloittamista
suoritettava riittävä määrä kokeita täyteaineiden kokonaisvaikutuksen
selvittämiseksi. Tyypillisenä haittana täyteaineiden käytössä on niiden
taipumus sitoa muoviin ilmaa ja lisätä näin valmiin tuotteen huokoisuutta.
Tästä syystä sekoitus on tehtävä huolellisesti. Tarvittaessa voidaan ilman
poisto suorittaa alipaineimulla.
Markkinoilla on useita satoja
täyteaineita, joista määrällisesti merkittäviä on vain muutama. Näistä
mainittakoon kalsium‑ ja magnesiumkarbonaatit, talkki, kaoliini, piidioksidi,
alumiinihydroksidi ja orgaaniset täyteaineet. Kalsiumkarbonaatit muodostavat
ylivoimaisesti suurimman ryhmän, sillä täyteaineiden kokonaiskulutuksesta
niiden osuus on noin 2/3. Valtaosa näistä, kuten täyteaineista yleensä,
käytetään kestomuovien kanssa. Täyteaineiden käyttö kertamuoveissa on
huomattavasti vähäisempää ja valikoidumpaa. Lähes kaikkia täyteaineita on
saatavissa sekä käsittelemättöminä että pintakäsiteltyinä laatuina.
Täyteaineet voidaan luokitella
monella tavalla. Tässä esityksessä jako on suoritettu mineraalitäyteaineisiin,
lasiin, metalleihin, hiilimustaan ja orgaanisiin täyteaineisiin. Omina
ryhminään tarkastellaan lisäksi palonestotäyteaineita, sähkönjohtavuutta
parantavia täyteaineita sekä pallomaisia täyteaineita.
3.3.2 Täyteaineille asetetut vaatimukset
Täyteaineilla on joukko niille
tyypillisiä ominaisuuksia, joista riippuu täyteaineen käyttäytyminen muovissa
ja täyteaineen käytöllä saavutettavat edut ja haitat lopullisessa tuotteessa.
Täyteaineen vaikutuksen kannalta merkitsevimmät ominaisuudet ovat
täyteainepartikkelin muoto, koko ja kokojakautuma sekä ominaispinta‑ala. Muita
merkittäviä ominaisuuksia ovat tiheys, öljynabsorptioluku, kovuus, väri, lämpöominaisuudet
sekä kemialliset ja sähköiset ominaisuudet.
Täyteaineen täyttökyky ja
pakkaustiiviys vaikuttavat yhdessä merkittävimmin siihen tulokseen, mikä
täyteaineen käytöllä saavutetaan. Nämä ominaisuudet määräytyvät täyteaineen
partikkelimuodosta, -koosta, kokojakautumasta, pinta-alasta ja huokoisuudesta.
Vaikutus viskositeettiin on pienin täyteaineilla, joilla on hyvä täyttökyky ja suuri
pakkaustiiviys ja joiden partikkelimuoto on pyöreä ja dispergoituminen
täydellistä.
Täyteaineiden partikkelikoko vaihtelee
tavallisesti alueella 0,015…800 μm, mutta myös usean millimetrin
halkaisijamittaisia täyteainepartikkeleita on käytössä. Toisaalta synteettisen,
saostetun kalsiumkarbonaatin partikkelikoot ovat tyypillisesti 0,004…0,07 μm
ja synteettisen, tiksotropointiin käytettävän piituhkan 0,007…0,016 μm. Laaja
partikkelikokojakautuma antaa parhaan tuloksen. Pienemmät partikkelit
sijoittuvat isojen väliin ja muovin tarve on vähäinen. Sekä kustannusten että
mekaanisten ominaisuuksien kannalta on edullisinta, jos muovia on riittävästi
täyttämään tyhjät kohdat ja kastelemaan täyteainepartikkelit täydellisesti,
mutta ei yhtään tätä enempää. Täyteaineen pinta-alalla on merkitystä
erityisesti dispergointi- ja pinta-aktiivisten aineiden yhteydessä. Täyteaineen
öljynabsorptioluku riippuu ominaispinta-alasta. Huokoisilla partikkeleilla on
suurempi öljynabsorptio kuin samankokoisilla ei-huokoisilla partikkeleilla.
Alhainen öljynabsorptio sallii suuremman täyttöasteen, ts. mitä suurempi
öljynabsorptio on, sitä voimakkaampi on täyteaineen viskositeettia kohottava
vaikutus. Täyteaine, jonka öljynabsorptioluku on suuri voi imeä itseensä
pehmitteitä sekä stabilointi- ja voiteluaineita ja siten heikentää polymeeriä.
Täyteaineen tiheys on
tavallisesti yksittäisen täyteainepartikkelin tiheys. Tilavuuspaino ilmoittaa
paljonko tietty tilavuus, tavallisesti dm3 täyteainetta
tavanomaisessa myynti- ja käyttömuodossa painaa. Hintavertailut ja
kustannusanalyysit on suoritettava tilavuusyksikköä, esimerkiksi dm3
kohden. Sekoituskustannukset sekä vaikutus kappaleaikaan ja hävikkiin on myös
otettava huomioon.
Täyteaineen kovuus määritetään
Mohsin kovuusasteikolla 1…10. Asteikon alin arvo 1 vastaa talkin kovuutta ja
ylin arvo 10 timantin kovuutta. Kovuus vaikuttaa mm. hiottavuuteen ja
kuluttavuuteen. Täyteaineiden väri vaihtelee hyvinkin paljon. Yleensä suositaan
valkoista väriä. Täyteaineen peittokyky määräytyy valontaitekertoimesta ja
partikkelikoosta. Täyteaineen kemiallisia ominaisuuksia on tarkasteltava sekä
muovin että valmistettavan tuotteen kannalta. Täyteaineen mahdollisiin
epäpuhtauksiin on kiinnitettävä huomiota. Tuotteen korroosiokestävyys on
ensisijaisesti muovista riippuvainen, mutta mikäli täyteainetta käytetään
lähellä pintaa tai tuote on kulutukselle tai väsytykselle alttiina, on
täyteaineen kemiallisilla ominaisuuksilla myös merkitystä. Täyteaineilla
voidaan vaikuttaa myös lämpöominaisuuksiin kuten lämpölaajenemiseen,
lämmönjohtumiseen, hajoamislämpötilaan, ominaislämpöön ja palonkestoon. Lisäksi
voidaan modifioida perusmuovin optisia ja magneettisia ominaisuuksia sekä
sähköisiä ominaisuuksia joko parantamalla eristeominaisuuksia tai
sähkönjohtavuutta.
Ihannetäyteaineelle voidaan
asettaa joukko ominaisuuksia, joista tärkeimmät on koottu taulukkoon 3.10.
Taulukko 3.10Ihannetäyteaineen ominaisuudet.
3.3.3 Täyteaineiden partikkelimuodot
Täyteaineet jaetaan
partikkelimuotonsa perusteella yleensä viiteen ryhmään (taulukko 3.11).
Käytännössä niiden muoto poikkeaa teoreettisesta muodosta usein hyvinkin paljon.
Eräissä tapauksissa onkin lähes mahdotonta sijoittaa täyteainetta johonkin
näistä viidestä ryhmästä. Esimerkkinä tällaisesta täyteaineesta on piimaa, joka
on syntynyt esihistoriallisella kaudella vedessä eläneiden levien piikuorien
kerrostumista.
Partikkelimuodosta ja
partikkelikokojakautumasta määräytyy täyteaineen ominaispinta‑ala, josta taas
täyteaineen vaikutus ja käyttäytyminen polymeerissä suurelta osalta riippuu.
Taulukko 3.11Täyteaineiden peruspartikkelimuodot.
Pallomaiset
täyteaineet
Teoriassa ideaalisin täyteaineen
muoto olisi pehmeäpintainen pallo. Sillä olisi pienin vaikutus matriisimuovin
viskositeettiin ja virtausominaisuuksiin eikä se aiheuttaisi tuotteen
mekaanisia ominaisuuksia heikentäviä sisäisiä jännityksiä.
Pallomaisten täyteaineiden edut
ovat seuraavat:
pieni
pinta‑ala suhteessa tilavuuteen, mikä merkitsee alhaista hartsin imeytymistä ja
mahdollistaa korkean täyttöasteen vähäisin vaikutuksin muovin viskositeettiin
säännöllinen
partikkelimuoto takaa helpon kastumisen ja voimien jakautumisen, jolloin
täyteaineen vaikutus fysikaalisiin ominaisuuksiin on paremmin ennakoitavissa
koneisiin,
laitteisiin ja työkaluihin kohdistuva kuluttava vaikutus on vähäinen
kontrolloidusta
partikkelikoosta ja kokojakautumasta johtuen sekoittuminen on tasainen.
Umpipalloja voidaan valmistaa
useista materiaaleista. Tunnetuimpia ovat lasipallot. Näiden koko vaihtelee
alueella 0,005…5 mm tiheyden ollessa 2,5 g/cm3. Yleisimmin
käytettyjä ovat 5…45 μm halkaisijamittaiset umpilasipallot. Myös useista
polymeereistä kuten polystyreenistä, ‑uretaanista, ‑propeenista, ‑amidista, ja ‑esteristä
sekä fenoli‑ ja akryylimuovista valmistettuja umpipalloja on markkinoilla. Polymeeripallojen
koko on tavallisesti 1…150 mm ja muista materiaaleista valmistettujen
umpipallojen 5…800 μm.
Onttoja palloja valmistetaan
lasista, hiilestä, polymeereistä ja keraamisista aineista. Niitä saadaan myös
lentotuhkasta erottamalla. Umpipalloihin verrattuna ontoilla palloilla on
lisäetuna keveys. Partikkelitiheydet ovat tavallisesti alueella 80…800 kg/m3.
Umpipalloihin verrattuna epäkohtana on alempi murskauslujuus, joka johtuu onttoudesta
ja usein hyvin ohuesta kuoresta. Tämä on otettava huomioon palloja muoviin
sekoitettaessa. Lujitemuovien täyteaineena tavallisimmin käytettäviä onttoja
palloja kutsutaan myös mikropalloiksi.
Lentotuhkasta erottamalla
saatujen ehjien, onttojen pallojen partikkelikoot vaihtelevat alueella 5…540
µm seinämävahvuuden ollessa 0,5…5 µm. Partikkelitiheydet 300…850 kg/m3
vastaavat tilavuuspainoja 0,20…0,45 g/cm3. Lentotuhkapallot ovat
väriltään harmaita.
Partikkelitiheydeltään kevyemmät
(120…600 kg/m3), valkoiset mikropallot ovat tavallisesti
boorilasista synteettisesti valmistettuja. Hinnaltaan ne ovat
lentotuhkamikropalloja merkittävästi kalliimpia. Niitä on markkinoilla useita
eri laatuja erilaisin pintakäsittelyin. Partikkelikoot vaihtelevat yleensä
alueella 7…210 µm.
Kevyimpiin mikropalloihin lukeutuvat
fenolista valmistetut, väriltään ruskeat ontot pallot, joiden keskimääräinen
partikkelikoko on 50 µm ja tiheys 100 kg/m3. Fenolimikropallotäyte
helpottaa kertamuovien hiottavuutta. Epäkohtana on se, että fenolipallot
absorboivat ilmasta kosteutta. Ne eivät myöskään kestä hyvin styreeniä mistä
syystä käyttöä ei suositella poly- ja vinyyliestereiden kanssa.
Mikropalloja käytetään mm.
tasoitteissa hiottavuuden parantamiseksi, täytemassoissa, maaleissa ja
liimoissa alentamaan painoa ja hintaa ja pienentämään kutistumaa sekä
laminaattirakenteissa kasvattamaan laminaatin paksuutta ja parantamaan
jäykkyysominaisuuksia. Mikropallojen ja hartsin seosta, ns. syntaktista
solumuovia käytetään mm. kerroslevyrakenteen ydinaineena sekä vaativissa
vedenalaisissa sovellutuksissa kelluttavana materiaalina.
Pallomaisten täyteaineiden
käytöllä pyritään lähinnä alentamaan materiaalikustannuksia korvaamalla niillä
kalliimpaa matriisimuovia. Ontoilla palloilla voidaan rakenteita myös keventää
kontrolloidusti. Kuten muillakin täyteaineilla voidaan myös pallomaisilla
täyteaineilla tyypistä ja partikkelikoosta riippuen parantaa tuotteen palon‑,
sään‑ ja savukaasunkestoa, pinnan laatua sekä lämmön‑ ja
sähköneristysominaisuuksia. On muistettava, että kustannusvertailut onttojen ja
täytteisten pallojen välillä on aina suoritettava tilavuuspainoihin perustuen.
Kuitumaiset
täyteaineet
Partikkelimuodoltaan kuitumaisella
tai neulamaisella täyteaineella on myös lujittava vaikutus. Erityisesti tämä
koskee vetomurtolujuutta, jota partikkelimuodoltaan toisenlaisilla
täyteaineilla ei voida merkittävästi parantaa.
Asbesti ja wollastoniitti ovat
mineraalitäyteaineista ainoat, joiden partikkelimuoto on kuitumainen. Asbesti
on yleisnimi eräille kuitumaisille hydratoiduille magnesium‑ ja natriumsilikaateille,
joiden fysikaaliset ja kemialliset ominaisuudet eroavat toisistaan
huomattavasti. Asbestimineraaleja tunnetaan kuusi, joista määrällisesti
merkittävin ja tunnetuin on krysotiili, valkoinen asbesti. Muoviteollisuudessa
asbestia on aikaisemmin käytetty kestomuovien täyteaineena suuria määriä.
Terveyshaitoista johtuen asbestikuitujen käytöstä on nyt luovuttu.
Myös tavanomaisia lujitekuituja
sekä muita orgaanisia ja epäorgaanisia kuituja voidaan käyttää täyteaineena.
Näihin lukeutuvat myös whiskersit eli kuitumaiset yksittäiskiteet. Sekä puu-
että lujitemuoviosien liittämisessä käytetään matalaviskoosisten liimojen
täyteaineena jauhettuja selluloosakuituja, ns. mikrokuituja. Valkaistusta
selluloosasta valmistetut 200…300 µm:n pituiset kuidut absorboivat liimaa
estäen sen valumisen liimasaumasta. Puun liimauksessa täyteaine estää myös liiman
liiallisen imeytymisen puuhun. Näiden ominaisuuksien ohella
selluloosamikrokuiduilla on lujittava vaikutus.
3.3.4 Mineraalitäyteaineet
Kalsiumkarbonaatti
Kalsiumkarbonaatti CaCO3
on kalkkisälpää eli kalsiittia. Kivilajia, joka sisältää pääasiallisesti
kalkkisälpää nimitetään kalkkikiveksi, marmoriksi tai liiduksi. Liitu on
syntynyt merieläinten kuorista kerrostumalla.
Kalsiumkarbonaatti on
määrällisesti merkittävin muovien täyteaine. Sen osuus on runsas puolet
kaikista käytetyistä täyteaineista. Kalsiumkarbonaatilla voidaan mm.
kontrolloida viskositeettia, parantaa pinnan laatua, alentaa kutistumaa sekä
pienentää materiaalikustannuksia. Muovien täyteaineeksi on saatavissa kuiva‑ ja
märkäjauhettua, puhdistettua kalsiittia tai saostettua kalsiumkarbonaattia,
joita on markkinoilla runsas valikoima sekä pintakäsiteltyinä että
-käsittelemättöminä laatuina. Myös synteettistä, saostettua kalsiumkarbonaattia
(CCP = calcium carbonicum praecipitatum), jonka partikkelikoko on 0,004…0,07
μm on valmistuksessa. Tämä on luonnon kalsiumkarbonaatteja kalliimpaa. Luonnon
kalsiumkarbonaattien tiheys on noin 2,7 g/cm3 ja saostetun 2,6 g/cm3.
Kalsiumkarbonaateilla on monia etuja
muihin täyteaineisiin verrattuna. Näistä mainittakoon edullinen hinta, turvattu
saatavuus sekä markkinoiden laajin partikkelikokovalikoima, mikä mahdollistaa
optimitäyttöasteen saavuttamisen. Kalsiumkarbonaatit sekoittuvat helposti ja
täydellisesti muoviin parantaen joskus myös muiden täyteaineiden sekoittumista.
Ne ovat väriltään vaaleita ja helppoja pigmentoida sekä helposti
pintakäsiteltäviä. Mohsin kovuus on 3. Ne ovat myrkyttömiä, hajuttomia ja ihoa
ärsyttämättömiä täyteaineita, jotka vaikuttavat suhteellisen vähän jäykkyyteen
suurinakin pitoisuuksina. Kalsiumkarbonaatit parantavat lämmönkestävyyttä. Ne
alkavat hajota kalsiumoksidiksi ja hiilidioksidiksi 600 °C lämpötilassa.
Kalsiumkarbonaattien epäkohtana
on huono haponkesto sekä vähäinen lujittava vaikutus useimpiin muihin
täyteaineisiin verrattuna. Jälkimmäinen johtuu partikkelimuodosta, joka on
romboedrinen kide.
Magnesiumkarbonaatti
Magnesiumkarbonaatti esiintyy
luonnossa magnesiittina MgCO3 tai dolomiittina CaCO3·MgCO3.
Sitä käytetään laminointi‑ ja valumuoveissa joko yksinään tavallisen
täyteaineen tavoin tai antimonitrioksidin kanssa parantamaan palonkesto‑ominaisuuksia.
Magnesiumkarbonaatin tiheys on 2,85 g/cm3 ja kovuus 3 Mohs.
Kalsiumsilikaatti
Kalsiumsilikaatti CaSiO3
esiintyy luonnossa metasilikaattina eli wollastoniittina, jonka partikkelimuoto
mineraalitäyteaineista ainoana on täysin neulamainen. Sen pituus‑paksuussuhde
voi olla jopa 15:1. Tiheys on 2,9 g/cm3 ja kovuus 4,5…5 Mohs.
Wollastoniittia käytetään lähinnä kestomuovien täyteaineena ja sitä on
saatavissa myös pintakäsiteltyinä laatuina. Sen väri on valkoinen ja
kosteudenkesto erinomainen. Partikkelimuotonsa ansiosta sen lujittava vaikutus
on muita mineraalitäyteaineita suurempi ja sillä voidaan haluttaessa korvata
osa lujitekuiduista.
Kaoliini
Kaoliini (posliinisavi) Al2O3·2SiO3·2H2O
on kidevesipitoinen alumiinisilikaatti, jota tavataan maasälpien
rapautumistuotteena paikoin vahvoinakin kerroksina. Se on valkoista,
multamaista, savelta tuoksuvaa massaa. Kaoliinia on täyteaineena saatavissa
luonnollisessa muodossaan sekä kalsinoituna, jolloin vesi on poistettu.
Kalsinoitu kaoliini on tavallista kaoliinia kovempaa.
Kaoliinia käytetään
lujitemuovituotteiden valmistuksessa estämään kuitujen näkymistä ja
peilautumista tuotteen pinnassa, parantamaan pinnan laatua ja estämään
hiushalkeamien syntymistä (erityisesti SMC‑ ja BMC‑tuotteet). Tähän se sopii
levymäisen partikkelimuotonsa ja viskositeettia nostavan vaikutuksensa
ansiosta. Sähköteollisuudelle valmistettavissa tuotteissa kalsinoitu kaoliini
on parantamassa sähköisiä eristeominaisuuksia (erityisesti PVC) ja
pienentämässä titaanidioksidin tarvetta. Kaoliini sekoittuu suhteellisen
helposti muoviin varsinkin, jos samalla käytetään dispergoivia tai pinta‑aktiivisia
apuaineita. Kaoliinin happamuudesta johtuen epoksien ja vinyyliestereiden
kanssa on käytettävä pintakäsiteltyjä laatuja. Happojen ja emästen kesto on
kaoliinilla hyvä.
Kiilteet
Kiilteet ovat luonnossa
esiintyviä verkkosilikaatteihin kuuluvia alumiinisilikaatteja, joiden käyttö
muovien täyteaineena on yleistynyt. Useimmat kiilteet kiteytyvät
monokliinisiksi kiteiksi, joille on luonteenomaista lähes täydellinen
lohkeavuus kohtisuoraan pituussuuntaan vastaan. Isot kiteet ovat lohkottavissa
erittäin ohuiksi ja taipuisiksi, elastisiksi liuskeiksi, jotka soveltuvat
käytettäviksi muovien täyteaineena. Kaikki kiilteet sisältävät jonkin verran
sidottua vettä, tavallisesti alle 5 p%. Kiilteistä tärkeimmät ovat:
Muskoviitti
(kalikiille) K2Al4(Al2Si6O2O)(OH)4
Flogopiitti
K2(MgFe+2)6(Al2Si6O2O)(OH,F)4
Biotiitti K2(Mg,Fe+2)6(Al2Si6O20)(OH)4
Lepidoliitti K2Li4Al2(Si6O20)(F,OH)4
Vermikuliitti on hydratoitunut
biotiitti sisältäen sidottua vettä 10…20 p%. Voimakkaasti kuumennettaessa se
laajenee alkuperäisestä koostaan moninkertaiseksi.
Kiilteitä on täyteaineina kuiva‑
ja märkäjauhettuja sekä pintakäsiteltyjä laatuja. Kiilletyypistä ja
kemiallisesta puhtaudesta riippuen kiilteitä on värittömistä ja läpinäkyvistä
laaduista voimakkaan värisiin ja jopa mustiin.
Kerta‑ ja kestomuovien
täyteaineena käytetään yleensä kiilteitä, joiden muotokerroin (kiillelevyn
halkaisijan suhde paksuuteen) on vähintään 100. Mikäli sekoituksessa tai
prosessissa kiilteitä ei rikota, ne ovat laminaatin tasossa ja huokoisuus on
eliminoitu, on mahdollista valmistaa tuotteita, joiden moduli on alumiinia
vastaava ja lujuus 200…300 MPa. Tämä edellyttää korkeaa täyteainepitoisuutta.
Pienillä täyteainepitoisuuksilla, rikkoutuneilla tai alhaisen muotokertoimen
kiilteillä ei ole merkittävää vaikutusta veto‑ ja taivutuslujuuteen.
Kiilteillä voidaan myös parantaa
muovien sähköisiä ominaisuuksia, mittapysyvyyttä, lämmön‑, sään‑, korroosion‑
ja kosteudenkestävyyttä, kemiallista kestoa sekä pienentää kutistumista ja
lämpölaajenemiskerrointa. Kiilteet eivät ole kuluttavia, sillä niiden kovuus on
vain 2,5…3 Mohs. Tiheys on 2,8 g/cm3. Merkittävimpänä epäkohtana
kiilteiden käytössä pidetään niitä sisältävien komposiittien alhaista
iskulujuutta ja ‑sitkeyttä. Pakkaustiiviyden ja virtausominaisuuksien
parantamiseksi kiilteiden kanssa voidaan käyttää mikropalloja tai muita
partikkelimuodoltaan vastaavia täyteaineita.
Maasälpä
Maasälpä on yksi graniitin
kolmesta päämineraalista. Täyteaineina käytettävät maasälvät ovat
alkalialumiinisilikaatteja, joiden tiheys on 2,6 g/cm3 ja kovuus
6,0…6,5 Mohs. Ne soveltuvat mm. SMC:n ja BMC:n sekä kestomuovien, erityisesti
PVC:n täyteaineeksi. Korkeat pitoisuudet ovat mahdollisia varsinkin, jos
maasälvän kanssa samalla käytetään muita hienojakoisempia täyteaineita.
Maasälvät pienentävät kutistumaa,
lisäävät jäykkyyttä ja parantavat merkittävästi sään‑ ja hankauksenkestoa sekä
kemikaalien kestoa. Etuina ovat myös läpinäkyvyys ja poikkeuksellisen helppo
dispergoitavuus. Maasälvät parantavat muovien virtaus‑ ja valuominaisuuksia ja
pienentävät pigmenttien tarvetta. Ne soveltuvat myös elintarvikekäyttöön
valmistettaviin tuotteisiin.
Sirkoniumsilikaatti
Sirkoniumsilikaatti ZrSiO4
on luonnossa esiintyvä happoihin ja emäksiin liukenematon mineraali. Sen
käytöllä voidaan parantaa muovien sähköneristysominaisuuksia ja lämmönkestoa,
alentaa merkittävästi veden imeytymistä, kutistumista ja halkeilua sekä
polyesterimuovin yhteydessä nopeuttaa sen kovettumista. Sitä voidaan käyttää
myös pigmenttinä.
Talkki
Talkki on magnesiumsilikaatti,
jonka kemiallinen kaava on 3MgO·4SiO2·H2O. Talkki
esiintyy luonnossa tavallisesti isoina suomuina serpentiinikivien raoissa ja
talkkiliuskeissa. Se tuntuu liukkaalta ja rasvaiselta. Väri vaihtelee
valkoisesta harmaaseen, mutta voi olla jopa keltaista, vaalean sinistä tai vihreää.
Talkki voi olla partikkelimuodoltaan levymäinen, kuitumainen, neulamainen tai
epämääräinen lohkare. Se on pehmein tunnettu mineraali, jonka kovuus on Mohsin
asteikossa 1. Kaupalliset laadut ovat usein kovempia, mikä johtuu niiden
sisältämistä epäpuhtauksista. Talkin tiheys on 2,9 g/cm3.
Talkin hinta on alhainen, mikä
tekee siitä materiaalikustannuksia alentavan täyteaineen. Muoviteollisuuden
käyttämä talkki on yleensä valkoista ja partikkelimuodoltaan levymäistä, minkä
johdosta sitä usein pidetään lujittavana täyteaineena. Levymäisellä talkilla
saavutetaan kaikissa lämpötiloissa korkeampi jäykkyys ja virumisvastus kuin
muilla täyteaineilla pitoisuuksien ollessa samat. Epäkohtana on kuitenkin
iskulujuuden alentuminen, mikä rajoittaa talkin käyttöä. Talkki saattaa
sisältää myös epäpuhtauksina raskasmetalleja ja asbestia.
Talkki ei johda sähköä ja sen
lämmönjohtokyky on alhainen. Se parantaa tuotteen työstettävyyttä ja alentaa polyesterin
eksotermin huippulämpötilaa. Talkki nostaa muovin viskositeettia jo pieninä
pitoisuuksina. Nousu on nopeampaa kuin kalsiumkarbonaatilla.
Alumiinioksidi
Alumiinioksidia Al2O3
saadaan bauksiitista kemiallisella käsittelyllä. Muovien täyteaineena se
parantaa ominaissähkövastusta, lämmönjohtavuutta, kovuutta ja kulutuskestävyyttä
(Mohsin kovuus on 9). Alumiinioksidi on kemiallisesti erittäin passiivinen ja
sillä on alhainen lämpölaajenemiskerroin. Kalsinoitua bauksiittia käytetään
polyesteri‑ ja epoksimuovien kanssa liukastumista estävänä täyteaineena.
Piiyhdisteet
Piidioksidi SiO2 on
tärkein piin kemiallisista yhdisteistä. Sitä esiintyy useissa kivilajeissamme
kvartsina ja kvartsiittina. Piidioksidin käyttöä muovien täyteaineena rajoittaa
erityisesti kestomuovien kohdalla materiaalin kovuudesta johtuva laitteiden ja
työkalujen voimakas kuluminen. Kertamuovien täyteaineena sillä voidaan parantaa
sähköisiä eristeominaisuuksia, mittapysyvyyttä ja lämmönjohtokykyä.
Kvartsilasia eli
piidioksidilasia valmistetaan erittäin puhtaasta kvartsihiekasta sulattamalla
se valokaariuunissa grafiittielektrodeilla. Syntynyt lasi hienonnetaan ja
jauhetaan pulveriksi. Kvartsilasilla on täyteaineista pienin
lämpölaajenemiskerroin, vain 0,3·10‑10 1/K. Sen avulla voidaan
tehokkaasti alentaa muovin lämpölaajenemista ja parantaa kestävyyttä äkillisiä
lämmönvaihteluja vastaan. Muissa suhteissa kvartsilasi on muiden
piidioksiditäyteaineiden kaltainen. Kvartsilasin tiheys on 2,65 g/cm3
ja kovuus 7 Mohs.
Piimaa on syntynyt
esihistoriallisella kaudella vedessä eläneiden levien piikuorien kerrostumista.
Siitä valmistettu täyteaine on hyvin huokoista, josta seuraa sen keveys sekä
korkea öljynabsorptioluku ja hyvä lämmöneristyskyky. Partikkelitiheys on
1,9…2,4 g/cm3 ja tilavuuspaino 80…250 kg/m3.
Sulamispiste on 1400…1750°C.
Kertamuovien kannalta merkittävimmän
piidioksidien ryhmän muodostavat pyrogeeniset piidioksidit eli piituhkat. Ne
valmistetaan synteettisesti. Partikkelit ovat pallomaisia. Keskimääräinen koko
on 0,007…0,016 µm ja ominaispinta‑ala jopa 380 m2/g. Näillä
piidioksideilla on voimakas sakeuttava ja tiksotropoiva vaikutus. Niitä
käytetäänkin yleisesti poly- ja vinyyliestereiden sekä epoksien täyteaineena
estämään muovin valuminen kaltevilla tai pystysuorilla pinnoilla ja siitä
johtuva hartsiköyhien tai ‑rikkaiden alueiden muodostuminen. Tiksotrooppinen
vaikutus saavutetaan sangen pienillä pitoisuuksilla. Toivotun tuloksen antaa
yleensä jo 1…2 p%:n lisäys. Piituhkaa käytetään yhdessä
selluloosamikrokuitujen kanssa matalaviskoosisten liimojen täyteaineena
tiksotropoivana täyteaineena. Tällöin piituhkapitoisuudet voivat olla jopa 6
p%.
Muut mineraalitäyteaineet
Täyteaineena käytetään myös sekä
lyijyoksidia PbO että lyijymönjää Pb3O4. Lyijyoksidia
voidaan käyttää pigmenttinä erityisesti pohjamaaleissa. Sillä voidaan
tehokkaasti nostaa tuotteen tiheyttä ja saada tuote röntgensäteitä
läpäisemättömäksi. Epäkohtana on kaikkien lyijy‑yhdisteiden tapaan materiaalien
myrkyllisyys.
Magnesiumoksidi MgO on
merkittävä täyteaine valmistettaessa polyesteristä SMC‑ ja BMC‑massoja, joissa
se toimii paksunnosaineena. Sitä käytetään myös kestomuovituotteissa
parantamaan lämmönjohtavuutta.
Rautaoksideja Fe2O3
käytetään pigmentteinä sekä erikoistäyteaineina lähinnä
elektroniikkateollisuudelle valmistettavissa lujitemuovituotteissa. Niiden väri
vaihtelee mustasta ruskeaan ja punaisesta keltaiseen puhtaudesta ja
hapettumisasteesta riippuen.
Titaanidioksidi TiO2
on tärkein maaliteollisuuden käyttämä pigmentti. Sillä voidaan parantaa myös
sään‑ ja lämmönkestoa sekä jäykkyyttä. Puhtaalla titaanidioksidilla on kaksi
kidemuotoa, rutiili ja anataasi, joista edellinen on pigmenttinä tärkeämpi.
Rutiilin peittokyky on paras kaikista valkoisista pigmenteistä. Se on myös
tehokas UV‑valon absorboija.
Bariumsulfaatti BaSO4
on sekä valkoinen pigmentti että täyteaine. Sillä voidaan nostaa tiheyttä,
nopeuttaa polyesterihartsin kovettumista, parantaa hankauksen kestävyyttä ja
kemiallista kestävyyttä sekä tehdä muovituote röntgensäteitä läpäisemättömäksi.
Kalsiumsulfaattia eli kipsiä
voidaan myös käyttää täyteaineena. Kipsiä on kahta laatua CaSO4·2H2O
ja CaSO4·½H2O, joista jälkimmäistä voidaan käyttää
absorboimaan itseensä vesi hartsista. Kalsiumsulfaatilla voidaan myös vahvistaa
värien vaikutusta.
Muista mineraalitäyteaineista
mainittakoon sinkkioksidi ZnO, jota voidaan käyttää valkoisena pigmenttinä sekä
täyteaineena parantamaan kovuutta, sään‑, valon‑ ja lämmönkestoa sekä
sähkönjohtavuutta. Bariumtitanaattia BaTiO3 käytetään mm.
valuepokseissa sähköisten eristeominaisuuksien säätelyyn ja vakioimiseen.
Berylliumoksidia BeO käytetään kestomuoveissa parantamaan sähkönjohtavuutta.
Piikarbidi SiC muovien täyteaineena parantaa niiden hankaus‑ ja
kulutuskestävyyttä.
3.3.5 Lasitäyteaineet
Lasia voidaan hakkeena tai
jauhettuna kuituna käyttää myös täyteaineena. Varsinaisia lasitäyteaineita ovat
ontot ja umpinaiset pallot sekä hiutaleet (Flakeglas). Umpipalloja on
saatavissa partikkelikoossa 5…5000 μm. Suosituimpia ovat 5…45 μm
umpipallot, joiden tiheys on 2,5 g/cm3. Onttoja lasipalloja
valmistetaan partikkelitiheyksissä 0,12…0,60 g/cm3. Näiden
partikkelikoot ovat 7…210 µm keskimääräisen partikkelikoon ollessa 40…80
µm. Lasipalloja valmistetaan myös eri metalleilla pinnoitettuina sekä
erilaisilla pintakäsittelyaineilla käsiteltyinä laatuina.
C‑lasista valmistettuja
hiutaleita käytetään parantamaan pintaominaisuuksia, lähinnä kemiallista
kestävyyttä. Hiutaleiden vaikutus perustuu veden diffuusiomatkan lisäämiseen
laminaatin pinnassa. Ne ovat etupäässä pintahartsien täyteaineita. Värjättyjä
tai värikkäillä metalleilla päällystettyjä hiutaleita voidaan käyttää pinnan
koristeluun. Niitä käytetään myös joissakin erikoismaaleissa.
3.3.6 Metallitäyteaineet
Metallitäyteaineet ovat
pulvereita, hiutaleita tai kuituja. Niitä valmistetaan mm. raudasta,
teräksestä, kuparista, kupariseoksista, alumiinista, sinkistä, nikkelistä,
lyijystä ja hopeasta. Hiutaleista suosituimmat ovat alumiinista ja kupari-sinkkiyhdisteestä
valmistetut. Tähän ryhmään voidaan lukea myös täyteaineina käytettävät
metallipinnoitetut hiilikuidut, mikropallot ja kiilteet.
Metallitäyteaineita käytetään
paitsi koristetarkoituksiin myös muuttamaan tuotteen ominaisuuksia. Niillä
parannetaan sähkön‑ ja lämmönjohtavuutta, vaikutetaan lämpökapasiteettiin ja
magneettisiin ominaisuuksiin, alennetaan kitkaa ja aikaansaadaan
säteilynsuojaus. Lujittavaa vaikutusta ei yleensä ole johtuen heikosta
sidonnasta muoviin. Metallitäyteaineilla on korkeintaan vähäinen vaikutus
epoksien kovettumisnopeuteen, mutta polyestereiden kanssa ne voivat
merkittävästi kiihdyttää tai hidastaa kovettumista.
3.3.7 Hiilimusta
Hiilimusta (kimrööki, noki) on
tunnettu erityisesti kumin täyteaineena. Mustana pigmenttinä sitä on käytetty
jo vuosisatojen ajan. Muoveissa sitä käytetään täyteaineena, jolla voidaan
värjätä, parantaa muovattavuutta ja sähkönjohtavuutta sekä aikaansaada
ultravioletti‑ ja lämpösäteilysuojaus. Hiilimustaa on useita kaupallisia
laatuja, jotka on luokiteltu partikkelikoon ja värin mukaan. Niitä on myös
mikropalloina.
Grafiittipulverilla muovi
saadaan itsevoitelevaksi. Grafiitin rakenne, puhtaus ja partikkelikoko
vaikuttavat saavutettavaan tulokseen. Suurina pitoisuuksina (30 p%) grafiitti
alentaa myös kutistumaa. Grafiittipulverin ja mineraalitäyteaineiden avulla
voidaan kestomuovista valmistaa kappaleita hyvin tiukkoihin toleransseihin.
Tällaisia ovat mm. vesimittarin osat, jotka nestemäisissä olosuhteissa toimien
ovat alttiina jatkuvalle kulutukselle.
3.3.8 Orgaaniset täyteaineet
Orgaanisia täyteaineita on
käytetty muoveissa jo niiden historian alusta asti. Näitä ovat mm. puujauho,
puuvilla, pellava, sisal, juti, hamppu ja muut kasviperäiset täyteaineet,
joiden perusrakenne on kuitumainen ja jotka suurimmaksi osaksi muodostuvat
selluloosasta sisältäen vähäisemmässä määrin ligniiniä ja muita epäpuhtauksia.
Kaikkien partikkelimuoto ei kuitenkaan ole kuitumainen ja eräät ovat peräisin
eläinkunnasta. Myös synteettisiä orgaanisia täyteaineita on markkinoilla. Ne
ovat yleensä kuituja ja lukeutuvat lähinnä lujiteaineisiin vaikutuksensa
vuoksi. Luonnosta saatavat täyteaineet ovat yleensä halpoja ja niitä
käytetäänkin alentamaan raaka‑ainekustannuksia. Puu‑, korkki‑, maissintähkä‑ ja
pähkinänkuorijauho ovat hinnaltaan edullisia. Tärkkelystäyteaineita on tutkittu
pyrittäessä kehittämään luonnossa hajoavia muoveja. Viljasta, perunasta jne.
valmistettavat tärkkelyspartikkelit ovat muovissa alttiina biologiselle ja
hapettavalle vaikutukselle jouduttaen siten tuotteen hajoamista suotuisissa
olosuhteissa.
Orgaanisten täyteaineiden
haittana on laadun epätasaisuus ja huono tarttuvuus muoveihin. Ne absorboivat
vettä ja huonontavat valmistettavan tuotteen lämmön- ja säänkestoa sekä
altistavat tuotteen sieni- ja hyönteisvahingoille. Niillä on usein epäedullinen
vaikutus myös prosessoitavuuteen. Etuina ovat edullinen hinta, alhainen tiheys
ja ympäristöystävällisyys. Orgaanisilla täyteaineilla voidaan myös parantaa
muovituotteen iskunkestävyyttä sekä ominaislujuutta ja –jäykkyyttä.
Ympäristöystävällisyydestä seuraa, että tuotteiden kierrätys ja hävitys on
ongelmattomampaa.
3.3.9 Palonestoaineet
Palonestoaineilla pyritään
huonontamaan muovin syttyvyyttä, hidastamaan sen palamista ja vähentämään
palonaikaista savunmuodostusta. Eräät muovit ovat luontaisesti sangen
palonkestäviä tai palamattomiksi luokiteltuja. Niiden polymeereissä on jotain
halogeenia sidottuna tai niillä on taipumus hiiltyä, jolloin liekin ja sille
alttiina olevan materiaalin välille muodostuu hiiltymisen seurauksena paloa
hidastava suojakerros.
Useat kemialliset yhdisteet
parantavat muovien palonkestävyyttä ja vähentävät savunmuodostusta. Näitä ovat kestomuoveissa
käytettävät kloori, bromi ja fosforia sisältävät yhdisteet. Osa yhdisteistä on
kiinteitä ja osa nestemäisiä. Yleensä ne sekoitetaan muoviin jo
valmistusvaiheessa. Esimerkiksi painettuihin piirilevyihin tarkoitettujen
epoksimuovien valmistuksessa käytetään reaktiivista palonestoainetta, joka reagoi
kemiallisesti isäntämuovin kanssa muodostaen palonkestävän polymeerin. Nämä
palonestoaineet ovat halogeenia tai fosforia sisältäviä kemikaaleja.
Myöhemmässä vaiheessa
lisättäviä, täyteaineiksi luokiteltavia palonestoaineita ovat halogeenia
sisältävät täyteaineet, lähinnä typpeen perustuvat palonestoaineet sekä
epäorgaaniset yhdisteet kuten alumiini- ja magnesiumhydroksidit,
antimonitrioksidi, fosforiyhdisteet ja fosfaattiesterit. Savunmuodostuksen
vähentämiseen käytetään mm. sinkkioksidia, sinkkiboraattia,
alumiinihydroksidia, molybdeeni‑, rauta‑ ja sinkki‑magnesiumyhdisteitä usein
halogeeniyhdisteiden kanssa. Täysin tyydyttäviä tuloksia ei ole saavutettu.
Reaktiivisten palonestoaineiden
ja täyteaineina käytettävien paloa hidastavien aineiden ohella
palo-ominaisuuksiin voidaan vaikuttaa tuotteen pintaan valmistuksen yhteydessä
liitettävillä kankailla ja huovilla, jotka korkeassa kuumuudessa paisuvat ja
hiiltyvät muodostaen huonosti lämpöä johtavan, eristävän suojakerroksen, joka
tehokkaasti hidastaa palon etenemistä itse tuotteeseen.
Halogeenia sisältävät
palonestotäyteaineet ovat kalliita. Tyydyttävä tulos saavutetaan kuitenkin
pienillä pitoisuuksilla. Näitä käytetään metallioksidien kanssa. Muovin
palaessa halogeeniyhdisteet ja metallioksidit hajoavat, jolloin muodostuu
kaasua, joka estää hapen pääsyn palokohtaan. Lainsäädännöllä pyritään
rajoittamaan halogeenipohjaisten, erityisten kloorattujen yhdisteiden käyttöä,
mutta toistaiseksi ei ominaisuuksiltaan yhtä hyviä vaihtoehtoja ole pystytty
kehittämään. Bromattuja yhdisteitä käytetään kloorattuja enemmän, koska
korkeissa lämpötiloissa niillä saavutetaan parempi suojaus.
Alumiinihydroksidi Al(OH)3
tai Al2O3 ·3H2O (alumiinioksidin trihydraatti
ATH) on palonestotäyteaineista eniten käytetty. Se on väriltään valkoinen
täyteaine, jonka yleisin partikkelikoko on 5…55 µm. Palonkesto-ominaisuuksiin
parantavasti vaikuttavien kemikaalien kokonaiskäytöstä alumiinihydroksidin
osuus on lähes puolet. Se on myös hinnaltaan edullinen paloa hidastava ja
savunmuodostusta vähentävä täyteaine, jolla parannetaan myös läpilyöntikestävyyttä.
Teho perustuu kideveden vapautumiseen yli 220 °C:n lämpötilassa aineen
muuttuessa alumiinioksidiksi. Vapautuvan veden määrä on 34,5 p% lämpötilojen
220…600 °C välillä. Tämä endoterminen reaktio yhdessä veden
höyrystymisen kanssa sitoo tehokkaasti lämpöenergiaa. Hajaantumisen jälkeen
alumiinioksidista muodostuu kappaleen pinnalle paloa ja savunmuodostusta
hidastava suojakerros. Alumiinihydroksidipitoisuudet tuotteessa ovat
tavallisesti hyvin korkeat, jopa 50 p%, millä voi olla epäedullinen vaikutus
mekaanisiin ominaisuuksiin. Haittapuolena voidaan pitää myös sitä, että
tuotteen valmistuksessa ei missään vaiheessa saa ylittää 200 °C:n lämpötilaa.
Palonestotäyteaineeksi tarkoitettuja alumiinihydroksideja on markkinoilla
useita eri laatuja erilaisin pintakäsittelyin.
Antimonitrioksidi Sb2O3
on valkoista, enemmän tai vähemmän epäpuhtauksia sisältävää pulveria.
Aikaisemmin sitä käytettiin runsaasti pigmenttinä, johon tarkoitukseen se ei
enää ole hinnallisesti kilpailukykyinen. Tärkein käyttö on nykyisin muovien
palonkesto‑ominaisuuksien parantaminen. Yksinään antimonitrioksidi on sangen
tehoton, mutta yhdessä halogeeniyhdisteiden, tavallisesti bromi‑ tai
klooriyhdisteiden kanssa sen vaikutus kasvaa huomattavasti. Sitä käytetään
1…15 p%, tavallisesti alle 5 p%. Antimonitrioksidin vaikutus fysikaalisiin
ominaisuuksiin on samankaltainen kuin muilla hienojakoisilla täyteaineilla.
Antimonihydroksidi on luokiteltu luokan 3 karsinogeeniksi.
Magnesiumhydroksidi Mg(OH)2 on
väriltään valkoinen, paloa hidastava ja savunmuodostusta vähentävä täyteaine,
joka alkaa hajota vasta yli 330 °C:n lämpötiloissa. Sen käyttö
palonestotäyteaineena on kasvussa.
3.3.10 Sähkönjohtavuutta parantavat täyteaineet
Sähkömagneettisten häiriöiden ja
suurtaajuushäiriöiden suojaus tuli muovien yhteydessä ajankohtaiseksi niiden
syrjäyttäessä metalleja elektronisten laitteiden kotelomateriaaleina. Suojaus
kohdistuu pääasiallisesti häiriösäteilyyn, joka on taajuusalueella 30…1000
MHz. Eräissä tapauksissa edellytetään staattisen sähkön poisjohtamista tai
jostain muusta syystä vaaditaan, että kappaleen pinnan on oltava sähköä johtava.
Nämä ominaisuudet aikaansaadaan muovituotteeseen parantamalla sen
sähkönjohtavuutta. Menetelmiä on useita.
Yleisimmin käytetään edelleen
valmiin kappaleen pintakäsittelyä johtavalla maalilla. Muita
pintakäsittelymenetelmiä ovat mm. liekkiruiskutus, tyhjöpinnoitus ja
kemiallinen saostus. Kappaleen pintaan voidaan myös alipaineen avulla
kiinnittää ohut metallikalvo, joka tavallisimmin on alumiinia. Kappaleen
valmistuksen yhteydessä voidaan haluttuihin kohtiin sijoittaa sähköä johtavista
langoista tai kuiduista valmistettuja verkkoja, mattoja, huopia tai kudoksia. Tyypillisiä
esimerkkejä ovat hiilikuiduista tai nikkelipinnoitetuista hiilikuiduista ja alumiinipinnoitetuista
lasikuiduista valmistetut pintahuovat. Myös sähköä johtavia gelcoateja ja gelcoateihin
lisättäviä sähkönjohtavuutta parantavia pastoja on valmistuksessa.
Muovin sähkönjohtavuutta voidaan
myös parantaa apu‑ ja täyteaineilla. Tämä tekniikka soveltuu sekä kerta‑ että
kestomuoveihin sekä kaikkiin valmistusmenetelmiin. Myös luontaisesti sähköä johtavia
polymeerejä kehitetään. Täyteaineista yleisimpiä ovat hienojakoinen hiilimusta,
hiilikuidut, alumiini ja metallit, joita käytetään kuituina, hiutaleina tai
pulverina. Hiutaleista alumiinista ja kupari-sinkkiyhdisteestä valmistetut ovat
yleisesti suosituimmat täyteaineet, mutta sähkönjohtavuutta parantamaan
käytetään pääasiassa nikkelistä tai ruostumattomasta teräksestä tehtyjä,
orgaanisia pigmenttejä moninkertaisesti suurempia hiutaleita. Myös metallilla pinnoitettuja hiili‑ ja
lasikuituja, kiilteitä sekä mikropalloja voidaan käyttää. Staattisen varauksen
tehokas eliminoiminen edellyttää, että tuotteessa ei ole hartsirikasta
pintakerrosta.
Hiilimustaa, jota on useita eri
laatuja joudutaan käyttämään yleensä 20…30 p% tyydyttävän tuloksen
saavuttamiseksi. Näin korkeat pitoisuudet vaikuttavat haitallisesti
valmistettavan tuotteen muihin ominaisuuksiin. Tavoitteena on kehittää
hiilimusta, jota tarvittaisiin vain 5…10 p%. Hiilikuituja käytetään
tavallisesti joko hakkeena, jauhettuna kuituna, kuitukankaana tai huopana.
Staattinen varautumattomuus saavutetaan jo alle 10 p%:n pitoisuuksilla, mutta
sähkömagneettisen häiriösäteilyn suhteen 30…50 dB vaimennus edellyttää
30…50 p%:n pitoisuuksia PAN- tai pikipohjaisia hiilikuituja.
Sopivia metallitäyteaineita ovat
mm. alumiini‑, hopea‑, messinki‑ ja teräskuidut sekä niiden hiutaleet ja
pulverit. Metallipinnoitettuja täyteaineita ovat mm. alumiini‑, kupari‑ ja nikkelipinnoitetut
lasikuidut ja kiilteet, hopea‑ ja kuparipinnoitetut mikropallot sekä hopea‑,
nikkeli‑, kupari‑ ja messinkipinnoitetut hiilikuidut. 30…50 dB:n vaimennus
saavutetaan, kun alumiinihiutaleita käytetään n. 40 p%, nikkelipinnoitettuja
hiilikuituja noin 15 p% ja teräskuituja 5…10 p%.
3.3.11 Täyteaineiden ominaisuudet
Taulukkoon 3.12 on kerätty
tärkeimpien täyteaineiden keskeisiä ominaisuuksia. Arvot ovat tyypillisiä
kaupallisille laaduille.
Taulukko 3.12 Täyteaineiden ominaisuuksia.
3.3.12 Pigmentit ja värit
Muovien värjäys suoritetaan joko
väreillä tai pigmenteillä. Useimpia värejä ja pigmenttejä käytetään pieninä
pitoisuuksina, jolloin niillä ei ole merkittävää vaikutusta muovituotteen
mekaanisiin ominaisuuksiin. Sen sijaan ne saattavat hidastaa tai kiihdyttää
erityisesti polyesterihartsien kovettumista. Lisäksi joillakin väreillä tai
pigmenteillä voi olla säänkestoa ja korroosio-ominaisuuksia heikentävä
vaikutus. Orgaanisilla pigmenteillä pitoisuuksien kasvaessa tavallisesti myös
tuotteen lämmönkestävyys sekä valon‑ ja säänkesto paranee.
Orgaaniset värit liuotetaan
yleensä ensin sopivaan liuotteeseen, esim. styreeniin tai dibutyyliftalaattiin,
joka sitten sekoitetaan muoviin. Käytetyt pitoisuudet ovat tavallisesti
0,05…0,1 p%. Värien käyttöä vähentää se, että toisin kuin pigmentit värit
eivät sekoitu kaikkien muovien kanssa. Lisäksi värien säänkesto on yleensä
heikompi kuin pigmenteillä ja väreillä on myös taipumus migratoitua.
Muovi‑ ja lujitemuovituotteiden
värjäykseen käytetään pääasiassa pigmenttejä, jotka eivät värien tavoin ole
muoviin liukenevia. Pigmentit voivat olla epäorgaanisia tai orgaanisia.
Edellisiä ovat mm. titaanidioksidi, sinkkisulfidi, nikkeli-, alumiini- ja
kupari/sinkkihiutaleet, rautaoksidit, kadmiumyhdisteet, kromikeltainen ja
nokimustat. Jälkimmäisiin kuuluu laaja joukko kemiallisia yhdisteitä.
Epäorgaaniset pigmentit ovat orgaanisia pigmenttejä helpompia dispergoida.
Niillä on hyvä peittokyky ja lämmön‑ ja UV‑säteilynkesto. Ne eivät migratoidu.
Orgaanisilla pigmenteillä on suurempi värivoimakkuus, ne ovat yleensä
läpinäkyviä sekä epäorgaanisia pigmenttejä hienojakoisempia. Niitä käytetäänkin
merkittävästi pienemmissä pitoisuuksissa. Pigmenttien partikkelikoko on
tavallisesti 0,01…1 µm.
Pigmentit voidaan hankkia joko
pulverina, väritiivisteinä (masterbatch) tai pastoina esim. polyesteri‑ tai
epoksihartsissa tai ftalaattipehmittimessä. Pulverit voivat olla joko puhtaita
pigmenttejä tai niissä voi olla mukana joku kantoaine tai pölyämistä vähentävä
komponentti. Ne sekoitetaan muoviin ennen prosessointia. Automaattista
annostelua ei pulvereille voida käyttää. Pulverit ovat hinnaltaan edullisia,
mutta helposti pölyävinä ne saattavat liata ympäristöä ja olla terveydelle
haitallisia.
Väritiivisteet valmistetaan
kuiva‑ tai sulasekoittamalla pigmenttiä tai väriä kantoaineena toimivaan
muoviin. Kantoainemuovina käytetään tavallisesti samaa muovia, minkä värjäykseen
masterbatch on tarkoitettu. Masterbatch-tiivisteen pigmenttipitoisuus on korkea
(10…80 p%). Sitä sekoitetaan värjättävään muoviin tarvittava määrä. Annostelu
on helppoa ja käyttö siistiä. Muovien värjäyksestä yli puolet tapahtuu väritiivisteitä
käyttäen.
Pastat ovat nestevärejä, jotka
sisältävät orgaanisia tai epäorgaanisia pigmenttejä tai väriaineita
kantoaineeseen sekoitettuina. Kuten väritiivisteissä myös pastoissa kantoaine
voi olla muovikohtainen tai universaali. Pastat voidaan sekoittaa muoviin ilman
erityisiä dispergointilaitteita, mistä johtuu niiden suosio. Pastat ovat
automaattisesti annosteltavia ja niihin voidaan tarvittaessa sekoittaa muita
nestemäisiä lisäaineita. Pastoja käytetään tavallisesti 1…5 p%:n
pitoisuuksina riippuen pigmentistä ja vaadittavan värin voimakkuudesta.
Kertamuovit värjätään yleensä aina pastoilla.
Läpivärjäystä käytetään
pääasiassa vaikeasti värjättävien teknisten muovien yhteydessä. Läpivärjäys
tapahtuu muovin valmistajan toimesta. Läpivärjätyt muovit ovat kalliita, mutta
toisaalta helppoja käyttää. Lisäksi niillä saavutetaan paras värin
toistettavuus.
3.3.13 Sisäiset irrotusaineet
Irrotusaineella estetään muotin
ja muovattavan kappaleen tarttuminen toisiinsa. Irrotusaineet voivat olla joko
sisäisiä tai ulkoisia. Sisäiset irrotusaineet ovat muovin lisäaineita, jotka
sekoitetaan itse muoviin ennen muovausta. Ulkoiset irrotusaineet levitetään
muottipinnalle. Joskus on mahdollista valita, kumman ryhmän irrotusaineita
kulloinkin käytetään. Useimmissa tapauksissa tämä ei ole mahdollista.
Esimerkiksi käsinlaminoinnissa ja ruiskutuksessa on aina käytettävä ulkoisia
irrotusaineita. Vastaavasti SMC‑ ja BMC‑massoissa, jotka muovataan
kuumapuristamalla, käytetään sisäisiä irrotusaineita. Eräissä tapauksissa
muovausta aloitettaessa käytetään sisäisten irrotusaineiden yhteydessä myös
ulkoisia irrotusaineita, joilla varmistetaan ensimmäisten kappaleiden
moitteeton irtoaminen muotista. Ulkoisia irrotusaineita sekä irrotuksen
periaatetta käsitellään kappaleessa 10.3.1.
Valmistustekniikan kehittyminen
ja massatuotantoon siirtyminen on johtanut sisäisten irrotusaineiden
kehittämiseen. Näiden merkittävimpänä etuna pidetään sitä, ettei muottia
tarvitse käsitellä irrotusaineella. Tämä merkitsee säästöä kappaleajassa sekä
työ‑ ja materiaalikustannuksissa. Sisäiset irrotusaineet soveltuvat erityisesti
valmistusmenetelmiin, joissa muovi, lujitteet tai täyteaineet kuluttaisivat
nopeasti muottipinnalla olevan irrotusaineen pois. Sisäisten irrotusaineiden
haittana on niiden usein epäedullinen vaikutus muovin fysikaalisiin
ominaisuuksiin ja kovettumisaikaan. Toimiakseen sisäiset irrotusaineet
edellyttävät lämpöä. Kovettumisprosessin aikana irrotusaine lämmön
vaikutuksesta kulkeutuu kappaleen pintaan. Yleisesti ottaen sisäiset
irrotusaineet, joiden reaktio aktivoituu noin 65 °C:n lämpötilassa soveltuvat
parhaiten käytettäväksi metallimuottien kanssa. Lujitemuovimuotteja
käytettäessä sisäinen irrotusaine vähentää huokoisuutta ja parantaa tuotteen
ulkonäköä. Lujitemuovimuottien kanssa suositellaan yleensä sisäisen
irrotusaineen lisäksi ajoittaista ulkoisen irrotusaineen käyttöä estämään
muottipinnan likaantumista ja varmistamaan irrotusta.
Sisäisiä irrotusaineita ovat
pulverina lisättävät stearaatit, joita ovat alumiini‑, kalsium‑ ja
sinkkistearaatit. Yleisin sisäinen irrotusaine on sinkkistearaatti, jota
käytetään 1…3 p%. Muita ovat steariinihappo, jota käytetään, kun
muovauslämpötilat ovat alhaiset (alle 127 °C), nestemäinen
alkyylifosfaatti, jota tavallisesti lisätään 0,5 p% sekä saippuat, vahat ja
silikoniöljyt.
Nestemäinen sisäinen irrotusaine
lisätään kertamuoveihin viskositeetiltaan alhaisimpaan tai vähiten
reaktiiviseen komponenttiin ennen komponenttien sekoittamista keskenään. Parhaan
tuloksen antava irrotusainemäärä määritetään kokeellisesti aloittaen 0,5 %:n
painopitoisuudesta. Täyteaineita sisältävien kertamuovien yhteydessä on
käytettävä runsaammin sisäistä irrotusainetta.
3.3.14 Esimerkkejä täyte‑ ja apuaineiden käytöstä
Valtaosa muovien täyteaineista
käytetään kestomuovien kanssa. Tärkein ja määrällisesti merkittävin täyteaine
on kalsiumkarbonaatti, jota eri muodoissaan käytetään erityisesti LD- ja
HD-polyeteenin, polypropeenin, polyamidien ja PVC:n täyteaineena. Talkki on mm.
LD- ja HD-polyeteenin, polypropeenin ja polyamidien sekä kaoliini
HD-polyeteenin, PVC:n ja polyamidien täyteaine. Taulukossa 3.13 on esitetty
täyteaineiden vaikutuksia eräiden kestomuovien mekaanisiin ominaisuuksiin.
Kertamuoveissa täyteaineita
käytetään runsaimmin erilaisissa tasoitteissa sekä täyte‑ ja valumassoissa,
liimoissa, polymeeribetonissa, tekomarmorissa ja tyypillisesti SMC‑ ja BMC‑puristemassoissa.
Myös käsinlaminoinnissa, kelauksessa ja suulakevedossa käytetään täyteaineita
erityisesti silloin, kun on kasvatettava seinämävahvuutta riittävän jäykkyyden
saavuttamiseksi. Taulukoissa 3.14 ja 3.15 on esimerkkejä täyteaineiden käytöstä
kertamuovipohjaisissa liimoissa, täytemassoissa ja tasoitteissa.
Taulukko 3.13Täyteaineiden vaikutus kestomuovien mekaanisiin ominaisuuksiin:
Taulukko 3.14SP Systems Ltd:n suosittelemat täyteaineiden pitoisuudet kertamuovipohjaisissa liimoissa, täytemassoissa ja tasoitteissa:
Taulukko 3.15Neljä erilaista kertamuoveille soveltuvaa tee-se-itse tasoitereseptiä:
Kestomuoveiksi kutsutaan muoveja, joita voidaan lämmön
avulla muovata uudelleen rakenteen muuttumatta. Tästä syystä kestomuoveja
kutsutaan myös termoplastisiksi muoveiksi. Kestomuovit koostuvat polymeeristä
ja lukuisista lisäaineista, jotka ovat tarpeellisia haluttujen työstö- ja/tai
tuoteominaisuuksien saavuttamiseksi. Pääasiassa muovit koostuvat vain yhdestä
polymeeristä. Näiden lisäksi käytetään kahdesta tai useammasta polymeeristä
muodostettuja muoviseoksia. Kestomuovien rakenteita, valmistusmenetelmiä ja
ominaisuuksia on esitelty monissa alan oppi- ja käsikirjoissa.
Monet kestomuovit ovat ns. massamuoveja, joita käytetään
suuria määriä monissa sovelluksissa. Tyypillisiä massamuoveja ovat polyeteeni
(PE), polypropeeni (PP), polyvinyylikloridi (PVC) ja polystyreeni (PS).
Tunnusomaista näille on polymeerin korkea moolimassa, vähäinen haarautuminen
sekä suhteellisen alhainen lämmönkesto. Massamuoveja käytetään pääasiassa
sovelluksissa, joissa muovia ei tarvitse lujittaa. Näiden lisäksi on olemassa
lukuisia erikoismuoveja ja teknisiä muoveja, jotka voivat kestää hyvinkin
korkeita lämpötiloja.
Kestomuoveja käytetään myös muovikomposiittien matriisina.
Tärkeimpiä matriisimuoveja ovat polypropeeni ja polyamidi. Näiden lisäksi
matriisiaineena käytetään erikoismuoveja kuten polyeetteriketonia ja
polyeetteri-imidiä. Tavallisesti lujitteet esi-impregnoidaan erikoismuovilla
eli lopputuote valmistetaan kestomuoviprepregistä.
Lujitettujen kestomuovien työstö, ominaisuudet ja
sovelluskohteet ovat selvästi erilaisia kuin lujitettujen kertamuovien.
Kestomuovi on täysin polymeroitunut kun se toimitetaan loppukäyttäjälle, kun
taas kertamuovin loppupolymeroinnin suorittaa käyttäjä työstövaiheessa.
Kestomuovit työstetään pääasiassa sulattamalla. Sulatilassa olevalla
kestomuovilla voidaan myös impregnoida lujite. Impregnoinnin jälkeen hartsi jäähdytetään
haluttuun muotoon. Impregnointia vaikeuttaa kestomuovin viskositeetti, joka voi
olla jopa 100-kertainen kertamuovihartsien viskositeettiin verrattuna.
Kestomuovien sulamispiste on myös korkea. Esimerkiksi polypropeenin
sulamispiste on 165 – 175 °C ja polyeetteriketonin 345 °C.
Lujitettuja kestomuoveja käytetään pääasiassa lyhyitä
lujitekuituja sisältävinä granulaatteina ja prepregeinä. Granulaatit työstetään
pääasiassa ruiskuvalulla lujittamattomien kestomuovien tapaan. Prepregit työstetään
tavallisesti puristamalla, kelaamalla tai pultruusiolla. Lähes kaikkia
kestomuoveja lujitetaan lyhyillä lujitekuiduilla ruiskuvalusovelluksia varten.
Tässä yhteydessä tarkastellaan kuitenkin vain pitkillä kuiduilla lujitettavia
kestomuoveja, joilla on merkitystä rakenteellisissa sovelluksissa.
3.2.1 Polypropeeni
Polypropeeni (PP) on polyeteenien ja PVC:n jälkeen
kolmanneksi eniten käytetty muovi maailmassa. Kemiallisesti polypropeeni
koostuu pelkästään hiilestä ja vedystä. Sitä valmistetaan propeenin
polymeroinnilla Ziegler-Natta- tai metalloseenikatalyyttien läsnä ollessa
kaasufaasissa. Ominaisuuksia voidaan säädellä hyvin laajasti sekä polymeerirakenteen
että lisäaineiden avulla. Tänä päivänä polypropeeni korvaa monia perinteisiä
muoveja. Suurimmat käyttökohteet ovat pakkaukset, auto- ja sähköteollisuuden
muoviosat ja kuidut.
Polypropeenin kiteisyysaste on yleensä 40 – 60 %.
Kiteisyysaste on nostettavissa 70 %:iin lämpökäsittelyllä 150 °C:ssa. Lasittumislämpötila on
-20 ja -10 °C:n välillä, sulamislämpötila 160 – 175 °C, korkein jatkuva
käyttölämpötila n. 100 °C ja lyhytaikainen
käyttölämpötila 130 °C. Puhtaan polypropeenin vetokimmomoduli on 0,6 – 1 GPa,
lujitettuna jopa 9 GPa.
Lujitettuja ja täytettyjä polypropeeneja valmistetaan
polypropeenin homo- ja kopolymeereistä. Tällä tavalla voidaan nostaa muovin
mekaanisia ominaisuuksia sekä parantaa kemikaalien ja lämmön kestoa.
Täyteaineina käytetään talkkia, kalsiumkarbonaattia tai kiillettä. Lyhyitä
lasikuituja voidaan lisätä jopa 30 p%.
Tärkein komposiittisovellutus polypropeenille on ns. GMT
(Glass Mat Thermoplastic), joka on jatkuvakuituisella lasikuitumatolla
lujitettu, puristemuovattava kestomuovilevy. Sitä valmistetaan päällystämällä
lasikuitumattoa molemmin puolin polypropeenikalvolla. Kalvoa lämmitetään siten,
että polypropeeni tarttuu lasikuituun muodostaen levymäisen puolivalmisteen.
Tätä voidaan sitten työstää esilämmityksen jälkeen puristamalla haluttuun
muotoon. GMT:tä käytetään autoteollisuuden tuotteissa, joilta edellytetään
lyhyttä valmistusaikaa ja joiden pinnan laatu ei ole kriittinen.
Uusi sovellus polypropeenille on komposiitti, jossa
lujitteena käytetään polypropeenikuitua kudosmuodossa ja matriisina polypropeenia.
Levymäinen puolivalmiste saadaan aikaan lämmittämällä kudosta, jolloin polypropeenikuidut
sulavat pinnalta. Polypropeenikuituja ympäröi tällöin uudelleenkiteytynyt
polypropeenimatriisi. Puolivalmistetta voidaan työstää puristamalla GMT:n
tapaan. Lopputuotteessa kuidut on itse asiassa hitsattu kiinni toisiinsa. Kuitupitoisuus
on hyvin korkea, jopa 90 p%. Tämän tuotteen edut ovat kierrätettävyyden ohella
alhainen paino ja hyvä iskulujuus.
3.2.2 Polyamidit
Polyamidit ovat polymeerejä, jotka sisältävät amidiryhmän
(- CONH -) toistuvana rakenneyksikkönä polymeeriketjussa. Polyamideja kutsutaan
usein myös nailoneiksi. Tämän nimike on johdettu ensimmäisestä kaupallisesta polyamidista,
Nylonista, joka kehitettiin 1930-luvulla. Kuitumuotoinen Nylon levisi nopeasti laajaan
käyttöön käyttökohteina mm. sukat, vaatteet ja tekniset tekstiilit.
Polyamidit valmistetaan kondensaatioreaktiolla joko
syklisistä aminohapoista, (laktaameista) tai diamiineista ja
dikarboksyylihapoista. Polyamideja on lukuisia erilaisia variaatioita. Osa polyamideista
on alifaattisia, osa aromaattisia. Ensiksi mainituissa amidiryhmät on kytketty
toisiinsa alifaattisten komponenttien välityksellä, jälkimmäisissä aromaattisten
komponenttien välityksellä. Polyamidit nimetään lisäämällä lyhenteen PA perään monomeerien
hiiliatomien lukumäärät. Ensin mainitaan diamiinin ja sitten dikarboksyylihapon
hiilien lukumäärä. Markkinoita hallitsevia laatuja ovat PA6 ja PA 66. Yhteensä
tunnetaan noin 60 erilaista polyamidia.
Polyamidien ominaisuudet vaihtelevat laajasti tyypistä
riippuen. Lasittumislämpötila vaihtelee tyypillisesti 45 – 80 °C:n välillä. Sulamispiste
vaihtelee välillä 180 – 265 °C. Polyamideille on
tunnusomaista hygroskooppisuus eli ne absorboivat vettä jopa 8 – 10 p%.
Polyamideja seostetaan myös muiden muovien kanssa ja lujitetaan etenkin lasi-
ja hiilikuiduilla. Vetomoduli on puhtaalle polyamidille 1 – 3 GPa ja lujitetulle
polyamidille 9 – 10 GPa.
Auto- ja kuljetusvälineteollisuus on polyamidien suurin
käyttäjä. Lasikuitulujitettuja laatuja käytetään mm. moottorin tuulettajissa,
jarru- ja kytkinnesteiden säiliöissä, venttiilikotelon kansissa ja monissa
muissa kohteissa. Mineraalitäytettyä PA:ta käytetään peilien koteloissa ja sen
lisäksi muuallakin joko sellaisenaan tai lasikuitulujitettuna.
3.2.3 Polysulfonit
Polysulfonit (PSU) ovat aromaattisia polymeerejä, joiden polymeeriketjussa esiintyy sulfoniryhmiä (-SO2-). Ne ovat amorfisia, läpinäkyviä ja kellertäviä, polykarbonaatteja muistuttavia muoveja. Kaupallisesti tärkeimpiä ovat polyeetterisulfonit (PES), polysulfoni (PSU) ja polyfenyylisulfoni (PPSU). Polymeerien kemiallinen rakenne on esitetty kuvassa 3.14.
Kuva 3.14Polysulfonin (PSU), polyfenylisulfonin (PPSU) ja polyeetterisulfonin (PES) kemiallinen rakenne.
Polysulfonit ovat lujia ja sitkeitä, korkeita lämpötiloja
kestäviä muoveja. PSU kestää jatkuvaa käyttöä 160 °C:een ja PES 200 °C:een asti. Molemmat muovit
kestävät hyvin höyryssä sterilointia, PES jonkin verran paremmin kuin PSU.
Polysulfonia ja polyeetterisulfonia käytetään erityisesti sovelluksissa,
joissa voidaan hyödyntää muovien hyviä lujuusominaisuuksia ja
korroosiokestävyyttä yli 100 °C:ssa. Tällaisia sovelluksia
ovat uudelleenkäytettävät ja steriloitavat lääketieteelliset instrumentit,
mikroaaltoastiat, sähkö- ja elektroniikkalaitteet ja kuumien liuosten
käsittelylaitteet. Molempia muoveja voidaan ruiskuvalaa. Niitä lujitetaan
hiili- ja lasikuiduilla sekä seostetaan polytetrafluorieteenillä (PTFE)
liukuominaisuuksien parantamiseksi.
3.2.4 Polyeetteri-imidit
Polyeetteri-imidit (PEI) kuuluvat termoplastisiin
polyimideihin. Samaan ryhmään kuuluvat myös polyamidi-imidit (PAI) sekä
polyimidit (PI). Näille polymeereille on yhteistä imidiryhmä, joka muodostuu
dikarboksyylihapon anhydridin ja amiinin kondensaatioreaktiosta. Polymeerit
ovat amorfisia ja niillä on erittäin hyvä lämmönkesto. PEI:n lasittumislämpötila
on 215 °C, PI:n 255 °C ja PAI:n välillä 250 – 290 °C. Aromaattiset ryhmät ja
imidisidokset antavat polymeereille lämmönkestävyyttä, amidiryhmät puolestaan
joustavuutta ja venymää.
Polyeetteri-imidit ovat lujia ja jäykkiä huoneenlämmössä ja
korotetussa lämpötilassa. Ne ovat myös mittatarkkoja ja kemiallisesti kestäviä.
Niiden sähköiset ominaisuudet ovat hyvät. Muista erikoiskestomuoveista poiketen
PEI:n sulatyöstö on helppoa ja se voidaan tehdä tavanomaisin keinoin. Väriltään
tämä muovi on kellertävää. Kemiallisesta rakenteesta seuraa, että se on
sisäisesti palosuojattua ja savunmuodostus palotilanteessa on vähäinen.
Pääasiallisesti PEI-muoveja käytetään autoteollisuudessa,
sähkö- ja elektroniikkateollisuudessa, pakkauksissa, lentokoneissa sekä
lääketieteellisissä sovellutuksissa. Sovellutuksissa hyödynnetään yleensä PEI:n
hyvää lämmönkestävyyttä, mittatarkkuutta, vesihöyrytiiviyttä,
palo-ominaisuuksia ja steriloitavuutta. Polyeetteri-imidejä lujitetaan hyvin
yleisesti joko lasi- tai hiilikuiduilla ja seostetaan PTFE:llä liukuominaisuuksien
parantamiseksi.
3.2.5 Polyaryylieetteriketonit
Polyaryylieetteriketonit (PAEK) ovat ketonipolymeerien
alaryhmä, johon kuuluu joukko osittain kiteisiä ja erittäin lämmönkestäviä
kestomuoveja. Niille ovat tunnusomaisia aromaattiset renkaat eli aryyliryhmät,
jotka ovat kytketty toisiinsa eetteri- (-O-) ja ketoniryhmien (-CO-)
välityksellä. Polyaryylieetteriketoneja on kuvattu runsaasti kirjallisuudessa.
Osa niistä kaupallistettiin 1980- ja 1990-luvuilla. Tällä hetkellä ainoa
kaupallisesti merkittävä muovi on polyeetterieetteriketoni (PEEK). Muut eivät
selviytyneet kaupallisilla markkinoilla johtuen pääosin polymeerien erittäin
korkeista hinnoista (50 – 100 euroa/kg).
Polyaryylieetteriketonien kemiallinen rakenne ja merkintätapa selviävät parhaiten kuvasta 3.15, jossa on esitetty PEEK:n ja neljän muun polyaryylieetteriketonin rakenne ja sulamispisteet.
Kuva 3.15Polyaryylieetteriketonien kemiallisia rakenteita.
PAEK-muovit kehitettiin lentokoneteollisuuden tarpeisiin.
Lentokonesovelluksissa PAEK on tavallisesti lujitettu hiilikuiduilla. Osat
valmistetaan esikyllästetyistä tuotteista eli prepregeistä. Hiilikuidun
lisääminen muoveihin on itse asiassa kannattavaa, koska muovi on kalliimpaa
kuin hiilikuitu.
PEEK-muovien jatkuva käyttölämpötila lujittamattomana on
yli 250 °C ja lyhytaikaisesti jopa 350 °C. Muovi on osakiteinen. Kiteisyys
voi olla jopa 48 %. Lasittumislämpötila on 143 °C, mutta lujitetut laadut
pehmenevät vasta lähellä sulamispistettä (345 °C). PEEK kestää hyvin aggressiivisia
ympäristöjä, samoin vettä 280 °C:ssa. Sillä on myös erinomaiset
voitelu- ja palonkesto-ominaisuudet. Ainoastaan vahvat hapot hajottavat
polymeerin. Lasikuitulujitetun (30 p%) PEEK-muovin vetokimmomoduli on noin 10
GPa. Jatkuvilla hiilikuiduilla lujitetun muovin jäykkyys voi olla tähän nähden moninkertainen.
PAEK-muovien suurimmat käyttökohteet ovat lentokone- ja
avaruusteollisuudessa, kemianteollisuuden pumpuissa, liukurenkaissa ja
laakereissa. Lääketieteelliset sovellukset ovat myös tärkeitä johtuen
materiaalin steriloitavuudesta. Sovelluksissa hyödynnetään muovien erittäin
hyvää lujuutta, kemiallista kestävyyttä, palo-ominaisuuksia ja suurta
lujuus/paino-suhdetta etenkin hiilikuitulujitettuna.
3.2.6 Sykliset kestomuovioligomeerit
Niin sanotut sykliset kestomuovioligomeerit mahdollistavat
kestomuovituotteiden valmistuksen kertamuovituotteiden valmistusta
muistuttavalla tavalla. Tämä suhteellisen uusi teknologia on nyt löytämässä
sovelluksia lujitemuovituotteiden valmistuksessa.
Rengasmaiset kestomuovioligomeerit polymeroidaan
kertamuovien tapaan työstövaiheessa rengasavautumisreaktiossa. Esimerkiksi syklinen
oligobutyleenitereftalaatti voidaan sulattaa hyvin alhaiseen viskositeettiin, minkä
jälkeen se polymeroidaan polybutyleenitereftalaatiksi katalyytin läsnä ollessa.
Syklisen lähtöaineen sulamispiste on 180 °C ja viskositeetti 17 – 30 cPs.
Polymeroituminen tapahtuu tina- tai titaanikatalyytin avulla välittömästi. Polymeroitumisaikaa
voidaan myös säätää pidemmäksi. Materiaalia voidaan työstää
alipaineinjektiolla, pultruusiolla ja muottipuristuksella. Siitä voidaan myös
valmistaa prepregejä. Polymeeri on ominaisuuksiltaan tavallista polybutyleenitereftalaattia
vastaava.
Kertamuoveiksi kutsutaan synteettisiä orgaanisia
polymeerejä, jotka kovettuvat nestemäisestä hartsista kiinteäksi aineeksi
ristisilloittumis- eli kovettumisreaktiossa. Kovettumisen jälkeen kertamuoveja
ei voida enää muovata lämmön avulla uudelleen. Lujitemuovisovelluksissa eniten
käytettyjä kertamuoveja ovat tyydyttymättömät polyesterit, epoksit ja
vinyyliesterit. Fenoli-formaldehydejä, polyuretaaneja ja polyimidejä käytetään
myös jonkin verran. Kertamuoveja käytetään hyvin paljon myös muissa sovelluksissa,
esimerkiksi pinnoitteissa ja maaleissa, liimoissa ja puulevyteollisuuden liima-aineina.
Oheinen tarkastelu rajoittuu kuitenkin lujitemuovisovellusten kannalta
tärkeisiin kertamuoveihin.
Kertamuoveja lujitetaan kuiduilla ja täytetään
täyteaineilla, sillä lujittamattoman muovin lujuus ja jäykkyys eivät ole riittäviä
teknisiin ja rakenteellisiin sovelluksiin. Kuidut kantavat pääosin kappaleeseen
kohdistuvat ulkoiset kuormat. Täyteaineet parantavat jossain määrin jäykkyyttä
ja alentavat kustannuksia. Täyteaineita käytetään lähinnä puristemassoissa. Yleensä
lujitteiden ja täyteaineiden osuus on 30…70 p% koko kertamuovituotteesta.
Kertamuovit ristisilloitetaan aina lopputuotetta
valmistettaessa. Kaikissa kertamuoveissa on reaktiivisia funktionaalisia
ryhmiä, jotka reagoivat kovettumisreaktiossa. Kertamuovit ovat yleensä ennen
kovettumista ns. oligomeerejä eli molekyylejä, joilla on alhainen moolimassa. Varsinainen
polymeeri muodostuu vasta ristisilloittumisreaktiossa.
Ristisilloittumisreaktio voi tapahtua kolmella tavalla.
Homolyyttisessä reaktiossa (kuva 3.1a) oligomeeri reagoi itsensä kanssa
muodostaen kovalenttisia sidoksia molekyyliketjujen välillä. Homolyyttisellä
reaktiolla kovettuvia kertamuoveja ovat esimerkiksi syanaattiesterit ja
bismaleimidit. Toinen reaktiotapa on molekyylien ristisilloittuminen toisen
komponentin välityksellä (kuva 3.1b). Näin kovettuvia kertamuoveja ovat esimerkiksi
tyydyttymättömät polyesterit ja vinyyliesterit, joissa ristisilloittajana
toimii tavallisesti styreeni. Kolmas tapa on monifunktionaalisten molekyylien
reaktio keskenään askelpolymeroinnilla (kuva 3.1c). Jos toisella molekyylillä
on kolme ja toisella kaksi funktionaalista ryhmää, lopputuloksena on voimakkaasti
ristisilloittunut polymeeri. Askelpolymeroinnilla kovettuva kertamuovi on
esimerkiksi fenoli-formaldehydi.
Kertamuovit soveltuvat lujitettujen tuotteiden
valmistukseen erittäin hyvin. Eri valmistusmenetelmillä on mahdollista
valmistaa hyvinkin monentyyppisiä tuotteita eri sarjakokoihin. Tuotteiden
muottikutistuma on pieni. Kertamuovien työstö on myös helppoa eikä vaadi suuria
investointeja. Mekaaniset ja fysikaaliset ominaisuudet ovat kestomuoveihin
nähden hyvät ja niitä voidaan räätälöidä monipuolisesti. Lisäksi korroosiokestävyys
ja lämmönkestävyys ovat pääsääntöisesti paremmat kuin kestomuoveilla.
Kertamuovien huonoja puolia ovat heikko iskunkestävyys ja luonteeltaan hauras murtumismekanismi. Kertamuovituotteiden valmistusajat ovat yleensä myös kestomuovituotteiden valmistusaikoja pidemmät. Lisäksi kertamuovien luonteeseen kuuluu, ettei niitä voida enää saattaa kovettumisen jälkeen alkuperäiseen hartsimaiseen olomuotoon. Kierrätys ei siis ole mahdollista samaan tapaan kuin kestomuoveilla, joita voidaan työstää uudelleen sulattamalla. Eri kertamuovien ominaisuuksia voidaan muutella hyvinkin laajalti ryhmän sisällä. Kertamuovien yleisistä ominaisuuksista on yhteenveto taulukossa 3.1.
Kuva 3.1 Kertamuovien ristisilloittumisreaktiot: A) homolyyttinen reaktio, B) ristisilloittuminen ristisilloittajan kautta, C) askelpolymerointi.
Taulukko 3.1 Kertamuovien ominaisuuksia.
3.1.1 Tyydyttymättömät polyesterit
Polyesterihartsi on tyydyttymättömän polyesterin ja
styreenin seos, joka kovettuu komponenttien reagoidessa keskenään
ristisilloittumisreaktiossa. Tyydyttymättömät polyesterit valmistetaan
kondensoimalla tyydyttymätöntä dikarboksyylihappoa tai sen anhydridiä ja diolia
eli glykolia (kuva 3.2). Näin syntynyttä polymeeriä kutsutaan yleensä
lineaariseksi polyesteriksi.
Polyesterit syntetisoitiin ensimmäistä kertaa jo vuonna 1847,
jolloin polyesteriä tehtiin viinihaposta ja glyserolista. Teollinen läpimurto tapahtui
toisen maailmansodan aikana. Tällöin oivallettiin, että tyydyttymättömiä
kaksoissidoksia sisältävät polyesterit voidaan ristisilloittaa styreenillä ja
lujittaa lasikuiduilla. Lujitemuovien teollinen käyttö alkoi tästä ja on siitä
lähtien kehittynyt merkittäväksi teollisuudeksi.
Kuva 3.2 Polyesterihartsin valmistusreaktio.
Raaka-aineet
Dikarboksyylihappo on kaksiarvoinen orgaaninen happo, jolla
on kaksi happoryhmää (COOH). Anhydridi on dikarboksyylihapon muoto, josta on
poistettu yksi molekyyli vettä. Tyydyttymättömät dikarboksyylihapot ja -happoanhydridit
sisältävät hiili – hiili-kaksoissidoksia, jotka reagoivat polyesterin
ristisilloittumisreaktiossa styreenin kanssa. Polyesterihartseissa käytetään tyydyttymättömänä
komponenttina miltei pelkästään maleiinihappoanhydridiä. Jonkin verran
käytetään myös fumaarihappoa, joka on maleiinihapon isomeeri. Tämä tarkoittaa,
että sillä on sama kemiallinen koostumus kuin maleiinihapolla, mutta happojen avaruusrakenteet
eli konformaatiot ovat erilaiset.
Maleiinihappoanhydridin tai fumaarihapon lisäksi
polyestereiden valmistukseen käytetään tyydyttyneitä dikarboksyylihappoja tai
niiden anhydridejä. Näistä anhydridit ovat reaktiivisempina suositumpia. Yleisin
on ortoftaalihappoanhydridi, jota sisältävää hartsia kutsutaan yleisesti
ortopolyesteriksi. Isoftaalihappo on toinen tavallinen dikarboksyylihappo, jota
käytetään erityisesti, kun polyesteriltä edellytetään hyvää kemiallista
kestävyyttä. Isoftaalihappoa sisältäviä polyestereitä kutsutaan yleisesti
isopolyesteriksi. Molemmat komponentit ovat kemialliselta rakenteeltaan aromaattisia,
mikä antaa polyesterille jäykkyyttä. Joustavampia polyestereitä saadaan
käyttämällä alifaattisia dikarboksyylihappoja, joista yleisin on adipiinihappo.
Ortoftaalihappo- ja maleiinihappoanhydridin moolisuhde on
yleensä välillä 2:1 – 1:2. Tällä moolisuhteella voidaan säätää
polyesterihartsin reaktiivisuutta. Mikäli maleiinihappoanhydridiä on ylimäärä
ortoftaalihappoanhydridiin verrattuna, hartsi on reaktiivisempaa ja kovettuneen
hartsin ristisilloittumisaste on korkeampi verrattuna hartsiin, jonka
moolisuhde on toisinpäin.
Diolit ovat kaksiarvoisia alkoholeja, joilla on kaksi hydroksyyliryhmää (OH). Polyesterihartsien valmistuksessa yleisimmin käytetty dioli eli glykoli on 1,2-propaanidioli eli propyleeniglykoli. Myös muita dioleja käytetään. Polyesterin joustavuutta voidaan lisätä dietyleeniglykolilla tai dipropyleeniglykolilla. Säänkestävissä hartseissa käytetään usein diolina neopentyyliglykolia eli 2,2-dimetyyli-1,3-propaanidiolia. Polyesterihartseissa käytettyjen raaka-aineiden kemialliset rakenteet on esitetty kuvassa 3.3.
Kuva 3.3 Polyesterihartsien raaka-aineita: a) maleiinihappoanhydridi, b) fumaarihappo, c) ortoftaalihappoanhydridi, d) isoftaalihappo, e) propyleeniglykoli, f) dietyleeniglykoli, g) dipropyleeniglykoli, h) neopentyyliglykoli, i) adipiinihappo, j) styreeni, k) tetraklooriftaalihappoanhydridi, l) HET-happoanhydridi, m) bisfenoli-A, n) disyklopentadieeni.
Teollinen valmistus
Tyydyttymättömät polyesterihartsit valmistetaan
panosprosessilla sulakondensaatioreaktiossa, jossa tapahtuu esteröinti.
Polymeroinnin raaka-aineet sulatetaan 10 – 20 m3:n reaktorissa ja
lämpötila nostetaan valmistettavasta hartsista riippuen välille 170 – 230 °C. Reaktorista poistetaan koko
ajan vettä, jota muodostuu dikarboksyylihapon ja diolin esteröintireaktion
seurauksena. Reaktiossa diakarboksyylihappo ja dioli reagoivat ensin muodostaen
dimeerejä, jotka reagoivat sitten keskenään niin, että ketjunpituus kasvaa.
Moolimassa nousee vaiheittain esteröinnin aikana. Lopuksi moolimassa on 1500 –
5000 g/mol polyesterilaadusta riippuen. Polyesterin ketjunpituus on siis
suhteellisen lyhyt.
Reaktorissa käytetään suojakaasuna typpeä. Typpeä voidaan
myös puhaltaa reaktioseoksen läpi, jolloin veden poistuminen nopeutuu. Loppu vesi
poistetaan alipaineella, jotta esteröintireaktio saadaan vietyä loppuun. Vesi
voidaan myös poistaa käyttämällä liuotetta kuten ksyleeniä, joka muodostaa ns.
atsotroopin veden kanssa. Nykyisin tätä menetelmää käytetään kuitenkin harvoin polyesterien
teollisessa valmistuksessa.
Reaktiota seurataan mittaamalla reaktioseoksen happolukua
ja viskositeettia. Titraamalla määritettävä happoluku ilmaisee
karboksyyliryhmien määrän reaktioseoksessa. Reaktion päätyttyä sula polyesteri
jäähdytetään noin 160 – 170 °C:een ja siirretään
esteröintireaktorista 30 – 40 m3:n liuotusreaktoriin, jossa on
styreeni. Siirto tehdään hallitusti sekoittaen siten, että styreenin lämpötila
ei nouse yli 80 °C:n. Lopuksi tehdään hartsin säätö eli lisätään aineet,
joilla hartsin ominaisuudet säädetään tuotekohtaisesti halutuiksi. Lopputuote säilyy
käyttökelpoisena 6 kuukaudesta yhteen vuoteen.
Valmiissa polyesterihartsissa on styreeniä tyypillisesti 35…45
p%. Styreeni toimii polyesteripolymeerin liuotteena pienentäen hartsin
viskositeetin tuotteen valmistukseen sopivaksi. Ristisilloittumis- eli
kovetusreaktiossa styreeni reagoi polyesterissä olevien kaksoissidosten kanssa muodostaen
lyhyitä siltoja polyesteriketjujen välille (kuva 3.4). Styreeniä kutsutaan
tässä yhteydessä myös monomeeriksi. Periaatteessa polyesterihartseissa voidaan
käyttää muitakin styreenin tavoin reagoivia monomeerejä. Käytännössä styreeni
on kuitenkin ainoa kaupallisesti merkittävä monomeeri.
Kuva 3.4Kovettuneen polyesterihartsin rakenne.
Lisäaineet
Polyesterihartsin ominaisuudet säädetään halutuiksi
lisäaineilla, jotka voidaan jakaa viiteen ryhmään niiden toiminnan perusteella:
1. kiihdytteet
eli akseleraattorit: kobolttiyhdisteet ja amiinit
2. inhibiittorit:
kinoniyhdisteet
3. haihtumisen
estoaineet: vahat ja parafiinit
4. tiksotrooppiset
aineet: piidioksidi
5. UV-stabilisaattorit.
Polyesterihartsien kovettuminen huoneenlämpötilassa vaatii
peroksidikovetteen ja kiihdytteen. Kiihdytteet eli akseleraattorit aktivoivat
peroksidit hajoamalla radikaaleiksi. Ilman kiihdytettä peroksidit hajoavat
vapaiksi radikaaleiksi riittävässä määrin vasta yli 60 °C:n lämpötilassa. Kiihdytteinä
käytetään joko metalliyhdisteitä kuten kobolttisuoloja tai orgaanisia amiineja.
Eniten käytettyjä ovat kobolttioktoaatti ja -naftenaatti liuotettuna joko
dioktyyliftalaattiin (DOP) tai styreeniin. Tyypillinen annostus on 0,015 – 0,06
p% kobolttia riippuen halutusta kiihdytysasteesta ja hartsilaadusta.
Kaupalliset kiihdytteet sisältävät 0,5 – 10 p% kobolttia annostelun
helpottamiseksi. Kobolttisuolan ja peroksidin reaktio on luonteeltaan hapetus-pelkistysreaktio.
Toisen ryhmän kiihdytteitä muodostavat orgaaniset amiinit.
Niistä yleisimmät ovat N,N-dimetyylianiliini (DMA), N,N-dietyylianiliini (DEA)
ja dimetyyli-p-toluidiini (DMpT). Hyvin tavalliseen DMA:iin verrattuna DEA
antaa pitkän hyytymisajan ja nopeamman kovettumisen. DMpT on puolestaan
erittäin nopea kiihdyte. Amiinikiihdytteiden annostukset ovat tavallisesti 0,1
– 0,4 p%. Kaupalliset tuotteet sisältävät amiinia liuotettuna yleensä
dioktyyliftalaattiin.
Inhibiittorit reagoivat radikaalien kanssa muodostaen inaktiiveja molekyylejä. Näin estetään hartsin ennenaikainen kovettuminen ja pidennetään työskentelyaikaa. Kun kaikki inhibiittorimolekyylit ovat reagoineet, ristisilloittumisreaktio alkaa taas ja hartsi kovettuu. Inhibiittorien tärkein käyttö on polyesterin geeliajan säätö työstöä varten. Tarkalla annostuksella geeliaika voidaan säätää minuuttien tarkkuudella. Yleisimmin käytettyjä inhibiittoreita ovat hydrokinoni, tolueenihydrokinoni ja parabentsokinoni. Niiden tarve on tyypillisesti 0,01 – 0,1 p% hartsin määrästä. Kuvassa 3.5 on esitetty tavallisimpia polyestereiden lisäaineita.
Kuva 3.5Polyesterihartsien lisäaineita; a) N,N-dimetyylianiliini (DMA), b) N,N-dietyylianiliini (DEA), c) dimetyyli-p-toluidiini (DmpT) d) hydrokinoni, e) tolueenihydrokinoni, f) parabentsokinoni
Polyesterihartseihin lisätään usein myös haihtumisen estoaineita.
Niillä vähennetään styreenimonomeerin haihtumista laminointivaiheen aikana ja
toisaalta estetään laminaatin pinnassa hapen kovettumista inhiboiva vaikutus.
Ilman haihtumisen estoainetta hartsin pinta jää tahmeaksi eli osittain
kovettumattomaksi. Vahat ja vahamaiset yhdisteet kuten parafiini ovat
tavallisimpia haihtumisen estoaineita. Polyesterihartseja, joihin on lisätty
styreenihaihtuman estoaineita, kutsutaan LSE hartseiksi (LSE = low styrene
emission) eli alhaisen styreenihaihtuman hartseiksi. Styreenihaihtumaa ja
siihen liittyviä työsuojelullisia ongelmia on tarkemmin kuvattu kappaleessa 10.7.
Polyesterihartsit valuvat varsinkin pystysuorilta pinnoilta
ellei hartsi ole tiksotrooppinen. Tavallisin tiksotropiaa lisäävä yhdiste on
piidioksidi. Sen toiminta perustuu vetysidosten muodostumiseen piidioksidin
hydroksyyliryhmien ja polyesterimolekyylien välille. Nämä vetysidokset lisäävät
hartsin viskositeettia, kun hartsia ei käsitellä ja näin valuminen vähenee.
Vetysidokset ovat sekundäärisiä sidoksia. Toisin sanoen ne eivät ole pysyviä
vaan hajoavat, kun hartsia sekoitetaan tai ruiskutetaan. Näin ollen hartsin
työstettävyys ei hankaloidu. Tiksotrooppiset lisäaineet tekevät kovettuneesta
hartsista hieman samean.
Kovettuminen
Tyydyttymättömät polyesterit kovettuvat styreenin kanssa
radikaalireaktiossa, jossa vapaat radikaalit reagoivat keskenään muodostaen
kovalenttisia sidoksia. Radikaalit muodostuvat initiaattorin avulla, joka
hajoaa lämmön tai kemiallisen reaktion seurauksena. Initiaattoreita kutsutaan
yleisesti kovetteiksi. Radikaalireaktiossa polyesteriketjut reagoivat
styreenimolekyylien kanssa muodostaen ristisilloittuneen rakenteen. Lopputulos
on oikeastaan yksi valtava molekyyli, koska periaatteessa kaikki
polyesteriketjut on kytketty toisiinsa styreenisiltojen kautta. Initiaattorina
käytetään orgaanisia peroksideja, joiden hajoamislämpötilat ovat yleensä 60 –
130 °C.
Kiihdytteiden avulla peroksidit hajoavat myös alemmassa lämpötilassa
kemiallisen reaktion seurauksena. Kiihdyte lisätään polyesteriin säätövaiheessa
tai hartsiin ennen laminointia.
Kovettuminen tapahtuu kolmessa vaiheessa, jotka ovat
hyytyminen eli geeliytyminen, kovettuminen ja jälkikovettuminen. Hyytymisaika
eli geeliaika määrää hartsin työskentelyajan. Kovettumisreaktio on eksoterminen
eli lämpöä kehittävä ja näin itse itseään nopeuttava. Kovettumisen aikana saavutettava
korkein lämpötila eli eksotermihuippu voi nousta jopa yli 150 °C:een. Lämpötila on sitä
korkeampi mitä paksumpi on laminaatti. Jos huippulämpötila nousee liian korkeaksi,
voi hartsi tummua eli ”palaa”, jolloin laminaatti vahingoittuu.
Tyypillisesti laminaatin sisäinen lämpötila muuttuu kovettumisreaktion
aikana kuvan 3.6 mukaisesti. Niin pitkään kuin inhibiittori vaikuttaa,
laminaatin kovettuminen ei pääse alkamaan. Inhibiittorimolekyylien loputtua
alkaa ristisilloittumisreaktio, joka johtaa lämmön kehittymiseen ja hartsin
nopeaan kovettumiseen ristisilloittuneeksi kertamuoviksi. Hartsi kovettuu
täydellisesti vasta, kun se jälkikovetetaan 60 – 120 °C lämpötilassa. Yleisesti
arvioidaan, että 24 h:n jälkikovetus 50 °C lämpötilassa vastaa yhden
kuukauden jälkikovettumista huoneen lämpötilassa. Jälkikovettuminen on hyvin
tärkeä vaihe lujitemuovituotteen valmistuksessa, koska optimaaliset
ominaisuudet saavutetaan vasta ristisilloittumisreaktion ollessaan täydellinen.
Kovettumisastetta voidaan seurata DSC:n, jäännösstyreenipitoisuuden tai
Barcol-kovuuden avulla, tai se voidaan määrittää Ramanspektroskopian avulla.
Kuva 3.6Tyypillinen polyesterihartsin eksotermikäyrä.
Kovetteet
Polyesterihartsien kovetteet ovat orgaanisia peroksideja.
Peroksidi hajoaa muodostaen radikaaleja ja toimii näin ristisilloittumisreaktion
initiaattorina. Peroksidien aktiivihapen määrä [-0-0-] lasketaan olettamalla
peroksidi täysin puhtaaksi. Peroksidien ominaisuudet ja soveltuvuus eri
työstömenetelmiin määräytyvät hajoamisnopeuden, puoliintumisajan, kriittisen
lämpötilan ja aktiivihapen määrän avulla. Kriittinen lämpötila on se lämpötila,
missä peroksidi alkaa hajota muodostaen radikaaleja. Polyesterien kovetteiden
kriittiset lämpötilat ovat 60 – 130 °C. Puoliintumisaika on se aika,
jossa puolet peroksidista on hajonnut tietyssä lämpötilassa.
Peroksideja on olemassa lukuisia eri kovetusolosuhteisiin
ja käyttötarkoituksiin. Lähes kaikki peroksidit ovat puhtaina herkästi
räjähtäviä ja siksi niitä myydäänkin yleensä liuotettuna dioktyyliftalaattiin.
Joitakin peroksideja toimitetaan jauheena tai pastamaisena aineena. Peroksidit
ovat vahvoja myrkkyjä, joiden käsittelyssä on noudatettava toimittajan ohjeita.
Peroksidia ei koskaan saa lisätä hartsiin suuria määriä ohjeiden vastaisesti
eikä sitä saa sekoittaa kiihdytteen kanssa.
Ketoniperoksidit ovat eniten käytettyjä kovetteita
huoneenlämpötilassa yhdessä kobolttikiihdytteiden kanssa. Tavallisimmat kovetteet
ovat metyylietyyliketoniperoksidi (MEKP) ja sykloheksanoniperoksidi (CHP).
Muita ketoniperoksideja ovat asetyyliasetoniperoksidi (AAP),
metyyli-isobutyyliketoniperoksidi ja kaikkien edellä mainittujen seokset.
Metyylietyyliketoniperoksidin normaaliannostus on 1 – 2 p% laminointityöhön ja
2 – 4 p% pintahartseihin eli gel- ja
topcoateihin. Sykloheksanoniperoksidi toimii lämpötilassa 0 – 25 °C, mutta vaatii jälkikovetuksen,
mikäli hartsi kovetetaan alle 15 °C:ssa. Eksotermin
huippulämpötila on pienempi kuin MEKP:lla kovetettaessa eikä CHP kellasta
laminaattia yhtä helposti. Asetyyliasetoniperoksidi on nopea kovete, mutta
herkkä annosteluvirheille.
Diasyyliperoksideja ovat dibentsoyyliperoksidi eli lyhyesti
bentsoyyliperoksidi (BPO), diasetyyliperoksidi ja dikapryyliperoksidi. Niistä
tavallisin on BPO, jota toimitetaan jauheena tai pastana. Ilman kiihdytettä se
toimii lämpötilassa 80 – 120 °C. Huoneenlämpötilassa
kovetettaessa BPO:n kanssa käytetään amiinikiihdytettä, sillä kobolttikiihdyte
on tehoton. Bentsoyyliperoksidia käytetään yleensä 2 – 3 p% 50 %:na pastana.
BPO:ta käytetään yleensä lämpökovetuksessa SMC:n ja BMC:n sekä levyjen
valmistuksessa.
Hydroperoksidikovetteista yleisimpiä ovat
kumeenihydroperoksidi (KHP) ja tert-butyylihydroperoksidi (tBHP). Molempien
kanssa voidaan käyttää sekä koboltti- että vanadiinikiihdytteitä, jolloin
hyytymisaika on pitkä ja loppukovuus hyvä. KHP:n ja BPO:n seoksella saadaan
asteittainen kovettuminen hyvin alhaisissakin lämpötiloissa. Kovettumisen
aloittaa BPO. KHP jatkaa kovettumisreaktion loppuun lämpötilan noustua lähelle
100 °C.
Dialkyyli- ja diaralkyyliperoksideista tärkeimmät ovat
dikumyyliperoksidi (DKP), di-tert-butyyliperoksidi ja
tert-butyylikumyyliperoksidi. Niitä käytetään lämpökovetuksessa etenkin BMC:n
kovetteina. Niitä ei voida kiihdyttää eli kovettuminen aikaansaadaan ainoastaan
lämmön avulla.
Peroksidiestereistä tavallisin kovete on
tert-butyyliperbentsoaatti (tBPB), jota käytetään kuumapuristuksessa ja BMC:ssa
sellaisenaan. Kovetuslämpötila on 130 – 150 °C. Koboltti- tai
vanadiinikiihdytteillä kovetuslämpötilaa voidaan laskea 70 °C:een asti. Muita tämän ryhmän
kovetteita ovat tert-butyyliperoktoaatti, tert-butyyliperoksidietyyliasetaatti
ja tert-butyyliperoksipivalaatti.
Perketaalit ovat erikoiskovetteita, joita käytetään
lämpökovetuksessa etenkin pigmentoiduissa tuotteissa. Perketaalien
kovetusominaisuudet eivät muutu pigmenttien metallien vaikutuksesta samalla
tavoin kuin muiden kovetteiden. Mikään kiihdyte ei pysty toimimaan perketaalien
kanssa huoneenlämpötilassa. Yleisimmin käytetty perketaali on
2,2-bis(tert-butyyliperoksi)butaani (Bis-BPBUT), jota käytetään SMC:n ja BMC:n
kovettamisessa.
Erikoispolyesterihartsit
Erikoistarkoituksia varten valmistetaan muita
polyestereitä, jotka poikkeavat yleispolyestereistä kemiallisen koostumuksensa
ja lähtöaineiden osalta. Bisfenoli-A-pohjaiset hartsit valmistetaan
propoksyloidusta tai etoksyloidusta bisfenoli-A:sta ja fumaarihaposta. Ne ovat
kovempia, jäykempiä ja etenkin lämmön-, kemikaalien- ja vedenkestävämpiä kuin
ortopolyesterihartsit.
Disyklopentadieeni (DCPD) on edullinen hiilivety, jota saadaan
öljynjalostuksessa sivutuotteena. Disyklopentadieeni reagoi helposti
maleiinihappoanhydridin kanssa ja sitä voidaan käyttää polyesterihartsien
modifiointiin. DCPD lisätään reaktoriin polyesterin valmistuksen aikana ja se
reagoi polyesteriketjun pääteryhmien kanssa. DCPD-hartsien etuja ovat alhainen
viskositeetti, hyvä lujitteen kostutus ja hyvä lämmönkesto. Hinnaltaan ne ovat
edullisia, johtuen DCPD:n alhaisesta hinnasta. Niiden käyttö ei kuitenkaan ole
kovin yleistä varsinkaan Euroopassa.
Palamattomia tai huonosti syttyviä polyestereitä voidaan
valmistaa käyttämällä lähtöaineina halogenoituja dikarboksyylihappoanhydridejä
kuten tetrakloori- tai tetrabromiftalaattia tai HET-happoanhydridiä.
HET-happoanhydridi on heksakloorisyklopentadieenin ja maleiinihappoanhydridin
reaktiotuote. HET-happoanhydridipohjaiset polyesterit kestävät erittäin hyvin kemikaaleja
ja lämpöä ja ovat itsestään sammuvia. Tänä päivänä kloorattuja ja bromattuja
polyesterihartseja halutaan välttää ympäristösyistä. Näiden sijasta käytetään
palonestoaineilla (esim. alumiinitrihydraatti tai fosfaatti) täytettyjä
polyestereitä. Täyteaineisten hartsien ongelmana on toisaalta korkea
viskositeetti, mikä hankaloittaa hartsin käyttöä.
Hybridihartsit ovat pieni ryhmä hartseja, jotka asettuvat
polyesterihartsien ja vinyyliesterihartsien välille ominaisuuksien ja työstön
kannalta. Peruspolymeerinä voidaan käyttää polyesteriä tai oligomeeristä
polyuretaania, jolla on pääteryhmänä metakryyliryhmä. Ristisilloittavana
monomeerina käytetään styreeniä tai metyylimetakrylaattia. Hybridihartsien etuna
on hyvin alhainen viskositeetti erityisesti, kun ristisilloittavana monomeerina
on metyylimetakrylaatti. Näitä käytetään erityisesti palonestoaineilla täytettynä.
Metyylimetakrylaatin haihtuvuudesta johtuen sitä sisältäviä hartseja voidaan
työstää vain suljetuilla menetelmillä kuten injektiolla.
Polyesterihartsien erikoissovelluksia ovat pigmentoidut pintahartsit
eli gelcoat- ja topcoat-hartsit. Näitä käsitellään tarkemmin kappaleessa 3.5.
Fysikaaliset ominaisuudet
Taulukkoon 3.2 on kerätty kovetettujen polyestereiden
tyypillisiä ominaisuuksia lujittamattomina ja lujitettuina. Ortopolyesterit
ovat yleishartseja joilla on hyvä hinta-laatu suhde. Isoftaalihartsien
lämmönkestävyys ja mekaaniset sekä kemialliset ominaisuudet ovat ortohartseja
paremmat.
Taulukko 3.2 Kovetettujen polyesterien fysikaalisia ominaisuuksia. [1]
3.1.2 Vinyyliesterit
Vinyyliesterihartsit (VE) ovat ominaisuuksiltaan ja käyttötavoiltaan
polyesterihartsien sukulaisia, mutta erilaisia kemialliselta rakenteeltaan.
Yleisin vinyyliesteri koostuu bisfenoli-A:n ja epikloorihydridin
reaktiotuotteesta eli epoksihartsista, joka on esteröity metakryylihapon
kanssa. Tämä oligomeeri liuotetaan styreeniin kuten polyesterihartsi. Styreenipitoisuus
on noin 40 – 45 p%.
Vinyyliesteripolymeerin rakenne eroaa polyesteristä siten, että tyydyttymättömät kaksoissidokset esiintyvät ainoastaan polymeerin pääteryhmänä, kun taas polyesterissä kaksoissidokset esiintyvät polyesteriketjun sisällä. Tämän tyyppisten vinyyliesterien yleisrakenne on esitetty kuvassa 3.7
Kuva 3.7Bisfenoli-A-pohjaisen vinyyliesterin rakenne.
Toisen ryhmän vinyyliestereitä muodostavat epoksien
novolakkoihin (EPN) perustuvat vinyyliesterit. Nämä ovat jonkin verran
kemiallisesti kestävämpiä ja lämmönkestävämpiä kuin bisfenoli-A:n
vinyyliesterit.
Vinyyliesterien kemiallisesta luonteesta seuraa, että ne muistuttavat
työstöominaisuuksiltaan polyesterihartseja ja monilta loppuominaisuuksiltaan
epoksihartseja. Reaktiivisena liuotteena käytetään styreeniä. Hartseja on
saatavissa eri moolimassaisina ja eri styreenipitoisuuksilla. Polymeerin
moolimassan kasvaessa sen ristisilloittuneisuus vähenee, sillä
kaksoissidoksellinen ristisilloittuva metakrylaattiryhmä sijaitsee
polymeeriketjun päässä. Matalamman moolimassan polymeerit ristisilloittuvat
pitemmälle ja ovat näin kemiallisesti kestävämpiä, lämmönkestävämpiä ja
hauraampia kuin suuren moolimassan polymeerit.
Vinyyliesterihartsit kovetetaan samalla tavoin kuin
tavalliset polyesterihartsit. Huoneenlämmössä kovetettaessa käytetään yleisesti
kobolttinaftenaattia ja dimetyylianiliinia (DMA) kiihdytteinä ja kovetteena
metyylietyyliketoniperoksidia (MEKP). Korkealämpötilakovetuksessa käytetään
esim. bentsoyyliperoksidia (BPO) tai t-butyyliperbentsoaattia (tBPB) tai muuta
vastaavaa korkealämpötilaperoksidia. Kovettuminen tapahtuu peroksidin
aktivoidessa styreenin kaksoissidoksen ja vinyyliesteripolymeerin
metakrylaattiryhmän kaksoissidoksen.
Vinyyliesterihartsien etuja ovat sitkeys, lämmönkesto ja
hyvä kemikaalien, erityisesti happojen kestävyys. Vinyyliesterien tartunta- ja
kostutusominaisuudet ovat kaikkiin lujitteisiin hyvät ja ne kovettuvat
tavanomaisilla kovetteilla. Taulukoihin 3.3 ja 3.4 on koottu tietoja
vinyyliesterien kemiallisesta kestävyydestä ja muista ominaisuuksista.
Taulukko 3.3Vinyyliesterihartsien korkeimmat käyttölämpötilat (°C) eri kemikaaleissa.
Taulukko 3.4Vinyyliesteristä valmistettujen hartsivaloksien yleisiä ominaisuuksia.
Vinyyliesterien suurimmat käyttökohteet ovat
prosessiteollisuuden korroosionkestävät laitteet, joita käytetään selluloosa-,
paperi- ja kemianteollisuudessa sekä jätevesien käsittelyssä. Tyypillisiä
prosessilaitteita ovat putket, kanavat, säiliöt, pesurit, savupiiput,
reaktorit, sähkölaitteet, pumput, pinnoitteet sekä jätevesien käsittelyaltaat ja
-säiliöt.
3.1.3 Epoksit
Epoksihartseilla tarkoitetaan oligomeerejä tai polymeerejä,
jotka sisältävät vähintään kaksi epoksiryhmää. Epoksiryhmä on yleensä sidottu
molekyyliin metyleeniryhmän kautta, jolloin ryhmän oikea kemiallinen nimi on
glysidyyliryhmä (kuva 3.8). Epoksiryhmä on rengasmainen ja hyvin reaktiivinen,
mitä hyödynnetään epoksihartsissa.
Kovetusreaktiossa epoksiryhmä reagoi hartsiin lisätyn kovetteen kanssa. Kovetettu epoksimuovi ei enää ole epoksi puhtaasti kemiallisessa mielessä. Kovetteina käytetään amiini-, alkoholi- tai happoanhydridiyhdisteitä. Käytännössä sana epoksi viittaa usein epoksikomponentin ja kovetteen yhdistelmään, koska ristisilloittuneen rakenteen muodostamiseen tarvitaan molemmat aineosat.
Kuva 3.8A) Epoksiryhmä ja B) glysidyyliryhmä.
Epoksihartseja on lukuisia erilaisia, koska lähes kaikki
bisfenolit ja monifunktionaaliset fenolit, glykolit ja polyolit voidaan
epoksoida epoksihartsiksi. Hartsit ovat huoneenlämpötilassa viskooseja nesteitä
(viskositeetti alkaen 200 cP:sta) tai alle 100 °C:ssa sulavia kiinteitä aineita.
Yleisin epoksihartsi valmistetaan epikloorihydridin
reaktiolla bisfenoli-A:n kanssa (kuva 3.9). Hartsimolekyylin pituutta ja
moolimassaa voidaan säätää reaktio-olosuhteilla ja epikloorihydridimäärällä.
Tyypillisesti bisfenoli-A yksiköiden lukumäärä molekyylissä vaihtelee yhdestä
kymmeneen. Hartsit eroavat toisistaan kemiallisen koostumuksensa,
epoksiekvivalenttipainonsa (EEW) ja viskositeettinsa puolesta. Perusepoksi,
bisfenoli-A:n diglysidyylieetteri (DGEBA) sisältää vain yhden bisfenoli-A
yksikön. Hartsi saattaa kiteytyä varastoitaessa. Kiteytymistaipumus vähenee,
kun epoksi sisältää myös korkeamman moolimassan oligomeerejä eli kun hartsin
epoksiekvivalentti on suurempi.
Toisen tärkeän ryhmän epoksihartseja muodostavat epoksoidut
fenolinovolakat (EPN). Tavallisimmat EPN-hartsit ovat joko fenoliformaldehydi-
tai o-kresoliformaldehydinovolakkojen polyglysidyylieettereitä. Muita
merkittäviä epoksihartseja ovat N,N,N’,N’-tetraglysidyylimetyleenidianiliini
(TGMDA) ja triglysidyyli-p-aminofenoli (TGAP).
Taulukkoon 3.5 on koottu yhteenveto muutamien
epoksihartsien ominaisuuksista ennen kovettamista.
Kuva 3.9 Epoksihartsin valmistus epikloorihydridistä ja bisfenoli-A:sta.
Taulukko 3.5 Kovettamattomien epoksihartsien ominaisuuksia. [2]
Epoksihartsit kovetetaan reaktiivisella kovetteella, jonka
kanssa hartsi reagoi kemiallisesti stökiömetrisessä suhteessa. Tältä osin epoksien
kovetteet eroavat merkittävästi polyesterihartsien kovetteista, jotka reagoivat
pieninä pitoisuuksina toimien initiaattorina eli kovettumisreaktion
alullepanijana. Epoksikovete muodostaa myös suuren osan kovetetun hartsin
verkkorakenteesta, jolloin lopputuotteen ominaisuudetkin riippuvat merkittävästi
myös kovetteesta.
Monet yhdisteet voivat toimia epoksihartsin kovetteena.
Kovetteet voidaan jakaa kahteen ryhmään, emäksiin ja happoihin. Emäksisiä
kovetteita ovat primääriset ja sekundääriset alifaattiset amiinit, sykloalifaattiset
amiinit, aromaattiset amiinit, polyamiinit, polyamidit, sekä näiden yhdisteet.
Tertiäärisiä amiineja käytetään pääasiassa kovetusreaktion katalyyttinä.
Kovetusreaktion mekanismi on pääpiirteiltään sama kaikille amiineille.
Amiiniryhmä reagoi ensin epoksiryhmän kanssa avaten epoksirengasta, jonka
jälkeen syntynyt molekyyli reagoi toisen kerran epoksiryhmän kanssa muodostaen
ristisilloittuneen polymeerin.
Primääriset ja sekundääriset alifaattiset amiinit ovat
nesteitä. Alhaisesta moolimassasta johtuen niiden viskositeetti on alhainen. Ne
ovat myös haihtuvia, aiheuttavat korroosiota ja ärsyttävät ihoa. Kovetusreaktio
on suhteellisen nopea huoneenlämpötilassa. Hartsi geeliytyy noin tunnissa ja on
täysin kovettunut 24 tunnin sisällä. Sykloalifaattiset ja aromaattiset amiinit
ovat vähemmän haihtuvia ja kovettuvat vasta korkeammassa lämpötilassa. Aromaattisilla
amiineilla kovetetut epoksit kestävät hyvin lämpöä ja kemikaaleja.
Happamista kovetteista yleisimpiä ovat sykliset anhydridit
kuten ftaalihappoanhydridi, heksahydroftaalihappoanhydridi,
trimellitiinihappoanhydridi ja pyromellitiinianhydridi. Nestemäiset anhydridit
sekoittuvat hyvin epoksihartsiin, kiinteät anhydridit vaativat lämmitystä.
Kovetusreaktiossa anhydridin rengas avautuu ja reagoi epoksiryhmän kanssa.
Katalyyttinä käytetään yleensä tertiääristä amiinia. Reaktiolla on alhainen
eksotermi. Anhydridit ovat herkistäviä ja voivat aiheuttaa allergiaa.
Käsittelyssä onkin noudatettava tarkoin toimittajan antamia ohjeita.
Epoksihartsin kovetteen annostelu on tehtävä huolellisesti.
Mikäli hartsia tai kovetetta on liikaa, se jää reagoimatta kovettuneeseen
epoksiin huonontaen näin epoksimuovin ominaisuuksia. Kovetteen oikea määrä
saadaan laskettua jakamalla kovetteen moolimassa reaktiivisten ryhmien
lukumäärällä, minkä jälkeen saatu luku jaetaan epoksiekvivalenttipainolla, joka
on epoksihartsin moolimassa jaettuna epoksiryhmien lukumäärällä. Tulos ilmaisee
suoraan kovetteen määrän grammoissa 100 grammaa hartsia kohden. Käytännössä hartsitoimittajat
ilmoittavat aina oikean kovetemäärän, koska hartsien ja kovetteiden kemiallista
rakennetta ei ilmoiteta.
Epoksihartseihin voidaan lisätä myös liuotteita. Ne
pienentävät hartsin viskositeettia ja siten parantavat esim. hartsin
kostutusominaisuuksia ja helpottavat impregnointia eli lujitteiden
kyllästymistä hartsilla. Liuotteet voivat olla ei-reaktiivisia tai reaktiivisia.
Ei-reaktiivisia liuotteita voidaan lisätä enintään 5 p% kovetetun hartsin
ominaisuuksia heikentämättä. Ei-reaktiivisina liuotteina käytetään mm. styreeniä,
tolueenia, ksyleeniä ja dibutyyliftalaattia. Reaktiiviset liuotteet osallistuvat
kovetusreaktioon. Ne ovat pääasiassa alkoholien, fenolien tai kresolien
diglysidyylieettereitä. Yleisesti käytettyjä ovat esim. butaanidiolin
diglysidyylieetteri (BDE) ja neopentyyliglykolin diglysidyylieetteri.
Reaktiiviset liuotteet kilpailevat kovetteen kanssa kovetusreaktiossa, joten
niiden annostus pitää olla tarkasti laskettu.
Epoksimuovien kemian monipuolisuudesta seuraa, että
kovetettujen epoksien ominaisuuksia voidaan vaihdella hyvin laajoissa rajoissa.
Kovetetun epoksin lasittumislämpötila voi esimerkiksi olla alhaisimmillaan alle
100 °C ja
korkeimmillaan 250 °C käytetyistä raaka-aineista riippuen. Vastaavasti
murtovenymää voidaan vaihdella välillä 1,4 – 20 %. Kovetuslämpötilat
vaihtelevat huoneenlämpötilasta aina 200 °C:een asti. Kovettumiskutistuma
on alhainen, tyypillisesti noin 0,5 t%. Kovettumisreaktiossa ei vapaudu
haihtuvia komponentteja. Epoksit tarttuvat hyvin moniin pintoihin ja niiden mekaaniset
ominaisuudet ovat selvästi parempia verrattuna polyesterihartseihin. Epoksit
eristävät sähköä ja lämpöä hyvin ja ne kestävät jopa 290 °C:n lämpötiloja. Epoksien kemikaalienkesto
on hyvä.
Taulukkoon 3.6 on koottu erityyppisillä kovetteilla kovetetun
DGEBA-epoksin ominaisuuksia.
Taulukko 3.6 Eri kovetteiden vaikutus DGEBA hartsiin. [3]
Epoksien käyttö voidaan jakaa neljään osaan: yleiskäyttö,
sähköteollisuuden käyttö, avaruus- ja lentokonekäyttö sekä käyttö liimoina.
Yleiskäyttö sisältää urheiluvälineet ja vapaa-ajan välineet. Hartsina on
tavallisimmin DGEBA ja kovetteet ovat joko aromaattisia tai alifaattisia
amiineja tai anhydridejä. Tässä käytössä epoksit lujitetaan useimmiten
lasikuiduilla. Tuotteita ovat putket, autojen osat ja urheiluvälineet.
Sähköteollisuuden käytöstä suurimman osan muodostavat
elektroniikan piirilevyt ja komponenttien kotelot. Sähkönsiirron eristeet eli
isolaattorit ovat toinen tärkeä käyttökohde. Palo-ominaisuuksien takia
joudutaan usein käyttämään halogenoituja erikoisepokseja ja erikoisamiinikovetteita
sekä kiihdytteitä.
Lentokone- ja avaruusteollisuudessa epoksi on yleisin
matriisimuovi. Raaka-aineena on tyypillisesti esipolymeroidun epoksihartsin ja
tavallisimmin hiilikuidun muodostama prepreg. Epoksien käyttöä liima-aineena
tarkastellaan kappaleessa 3.7.
3.1.4 Fenoli-formaldehydit
Fenoli-formaldehydihartsia (PF) voidaan pitää ensimmäisenä täysin synteettisenä teollisena muovina. Hartsit tulivat markkinoille vuonna 1907 kauppanimellä Bakeliitti. Fenoli-formaldehydihartsit valmistetaan kondensoimalla fenolia formaldehydin vesiliuoksen (formaliini) kanssa (kuva 3.10). Reaktio edistyy useiden välituotteiden kautta. Se on hyvin monimutkainen ja vaikeasti karakterisoitavissa. Reaktiossa vapautuu vettä. Ristisilloittuminen tapahtuu kun trifunktionaalinen fenoli reagoi difunktionaalisen formaldehydin kanssa.
Kuva 3.10Fenolin ja formaldehydin reaktio. Muodostunut tuote reagoi edelleen lähtöaineiden ja itsensä kanssa. Reaktio on esitetty huomattavasti yksinkertaistettuna.
Hartseja voidaan myös valmistaa substituoiduista fenoleista
ja muista aldehydeistä, mutta nämä ovat harvinaisia johtuen fenolin ja
formaldehydin halvasta hinnasta ja helposta saatavuudesta. Käytännössä hartsin
ominaisuuksia säädetään fenolin ja formaldehydin suhteella, reaktio-olosuhteilla
ja katalyytillä.
Fenoli-formaldehydin kovettumisreaktio voidaan jakaa
kolmeen vaiheeseen (A, B ja C). Vaiheessa A ristisiltoja ei vielä ole
muodostunut ja hartsi on täysin vesiliukoinen. Vaiheessa B juuri ennen
geelipistettä ristisilloittuminen on edistynyt niin, että hartsin moolimassa ja
viskositeetti ovat selvästi nousseet, mutta hartsi on vielä työstettävissä. Vaiheessa
C moolimassa ja ristisilloittumisaste ovat hyvin korkeat eikä hartsia voi enää
työstää. Hartsi ei myöskään liukene eikä sitä voida sulattaa.
Fenoli-formaldehydihartseja on olemassa kahta tyyppiä:
resoleja ja novolakkoja. Resolit saadaan aikaan emäskatalyytillä, kun
formaldehydiä on ylimäärä reaktioseoksessa. Reaktio pysäytetään jäähdyttämällä
B-vaiheen aikana, jolloin saatu hartsi on vielä työstettävissä. Reaktioaika on
noin 1 tunti 100 °C:ssa. Kovettumisreaktio viedään loppuun eli C-vaiheeseen ilman
erillistä ristisilloittajaa hartsia lämmittämällä. Resolit ovat näin yksikomponenttihartseja.
Hartsien säilyvyysaika on lyhyt, tyypillisesti noin 3 kuukautta.
Novolakkahartseja saadaan, kun reaktioseoksessa on ylimäärä
fenolia ja reaktiossa käytetään happokatalyyttiä. Reaktio tapahtuu 160 °C:ssa. Reaktioaika on 2 – 4
tuntia. Reaktioseos jäähdytetään ja saatu hauras hartsi murskataan ja
sekoitetaan heksametyleenitetra-amiiniin. Tämä kompaundi voidaan kovettaa
muotissa lämmittämällä. Tyypillisesti kovettumiseen tarvitaan noin 165 °C:n lämpötila.
Heksametyleenitetra-amiini hajoaa tässä lämpötilassa ammoniakiksi ja formaldehydiksi,
joka reagoi kovetuksessa. Novolakat ovat kaksikomponenttihartseja, koska
kovetus vaatii heksametyleenitetra-amiinin läsnäoloa reaktiivisena komponenttina.
Novolakoilla on pitkä säilyvyys normaaliolosuhteissa.
Fenoli-formaldehydihartsit ovat tyypillisesti tummia. Väri
vaihtelee punaruskeasta mustaan ja rajoittaa niiden käyttöä. Hartsit ovat hyvin
hauraita ilman täyteaineita. Fenolihartsien etuja ovat hyvä dimensionaalinen
stabiliteetti ja alhainen kutistuma, hyvä virumisenkesto, hyvä puristuskestävyys,
hyvä lämmön- ja kemikaalienkesto, alhainen vesiabsorptio sekä hyvä säänkesto.
Ne ovat myös hyviä sähköneristeitä.
Fenolihartseja käytetään eniten vanerin liimaukseen ja
pinnoitukseen. Hartseja käytetään myös kuitulevy-, lasivilla-, valimo- ja paperiteollisuudessa.
Teknisessä käytössä fenolihartseja lujitetaan ja modifioidaan täyteaineilla,
joiden paino-osuus on yleensä alle 45 – 65 p%. Tyypillisiä täyteaineita ovat
mineraalit, grafiitti, piidioksidi, puuvilla, selluloosa, kuidut ja puujauhot.
Fenolipuristemassoja lujitetaan myös lasikuiduilla. Massoja on saatavilla
rakeina, hiutaleina ja jauheina. Täytettyjen ja lujitettujen teknisten
fenolimuovien ominaisuuksia on koottu taulukkoon 3.7.
Taulukko 3.7 Täytettyjen ja lujitettujen fenolimuovien ominaisuuksia. [3]
Fenolipuristemassoja käytetään sähköteollisuuden rasioissa,
kytkimissä, pistokkeissa ja pistotulpissa. Kotitalouskoneet ja kahvat ovat
toinen tärkeä sovellusalue. Fenolien musta tai ruskea väri on kuitenkin
vaikuttanut kestomuoveihin siirtymiseen. Autoteollisuudessa ja muussa teollisuudessa
fenoleja käytetään paljon erilaisissa sähkölaitteissa kuten liittimissä ja kytkinrimoissa.
Tuotteita valmistetaan ahtopuristamalla, siirtopuristamalla ja ruiskuvalamalla.
Tyypillisesti muottilämpötilat ovat 150 – 205 °C, ahtopuristuspaine 10 – 35 MPa
ja ruiskuvalupaine 70 – 140 MPa.
Fenolihartseista sekä lasi-, hiili- ja aramidikuiduista
valmistetaan myös prepregejä. Näitä käytetään pääasiassa
lentokoneteollisuudessa. Fenolihartseja on kehitetty myös laminointikäyttöön
korvaamaan polyesterihartseja. Näitä erikoislaatuja on kehitetty etenkin kuljetusvälineteollisuuteen,
jossa fenolihartsien vähäisempi savunmuodostus on etu. Fenolihartsien laajempaa
käyttöä rajoittavat kuitenkin fenoliin ja formaldehydiin liittyvät työhygieeniset
ongelmat.
Urea-formaldehydi- ja melamiini-formaldehydihartsit
kuuluvat aminohartsien ryhmään. Kemiallisesti ne ovat sukulaisia
fenoli-formaldehydihartseille. Niitä myös valmistetaan ja työstetään samaan
tapaan. Aminohartsien pääasiallinen käyttökohde on lastulevyjen ja puulevyjen
liimaus ja pinnoitus. Lujitemuoveissa niitä käytetään täytettyinä
puristemassoissa fenolihartsien tapaan. Niiden pääasiallinen etu fenoli-formaldeydihartseihin
nähden on vaalea väri.
3.1.5 Polyuretaanit
Polyuretaaneiksi (PUR) kutsutaan polymeerejä, jotka syntyvät, kun di-isosyanaatti reagoi eri yhdisteiden kanssa muodostaen uretaaniryhmiä (-NH-CO-O-). Polyuretaaneja on lukuisia erilaisia. Tärkeimmät perustuvat di-isosyanaattien ja polyolien väliseen reaktioon. Di-isosyanaatin ja amiinin reaktiossa muodostuu polyurea-uretaaneja. Di-isosyanaatin ja veden reaktiossa syntyy vastaava rakenne ja samalla muodostuu hiilidioksidia. Vaahdotetut polyuretaanit perustuvat veden reaktioon isosyanaattien kanssa. Reaktioon riittää usein ilmassa oleva kosteus. Edellä kuvatut reaktiot on esitetty kuvassa 3.11.
Kuva 3.11Polyuretaanien muodostumisreaktiot: A) di-isosyanaatin reaktio alkoholin kanssa, B) di-isosyanaatin reaktio amiinin kanssa, ja C) di-isosyanaatin reaktio veden kanssa.
Polyuretaanien valmistuksessa tärkeimpiä isosyanaatteja
ovat aromaattiset isosyanaatit. Ne ovat halvempia ja reaktiivisempia kuin
vastaavat alifaattiset isosyanaatit. Isosyanaatit ovat myrkyllisiä ja niiden
käsittely edellyttää huolellisuutta ja työturvallisuuteen liittyvien kysymysten
kunnollista hoitamista. Yleisimmät isosyanaatit ovat
difenyylimetaani-4,4′-di-isosyanaatti (MDI) ja tolueenidi-isosyanaatti (TDI).
Polyolit ovat kaksi- tai useampiarvoisia alkoholeja, joiden
moolimassa on tyypillisesti välillä 500 – 8 000 g/mooli. Ollakseen riittävän
joustavia näiden polyolien on oltava alifaattisia. Kemiallisesti polyolit ovat
joko propeenioksidista valmistettuja polyeetteripolyoleja tai adipiinihappoon
perustuvia polyesteripolyoleja.
Polyuretaanien monipuolinen kemia tarjoaa monia mahdollisuuksia
niiden valmistamiseen. Polyuretaanien ominaisuuksia voidaankin säätää hyvin
laajalla alueella. Taulukko 3.8 kuvaa ominaisuuksien vaihteluvälejä ja
keskinäisiä riippuvuussuhteita. Taulukossa on esitetty myös kahden lujitetun
PUR:n ominaisuuksia. Lujitetut laadut on nimetty yleisesti käytössä olevilla lyhenteillä
RRIM ja SRIM (Reinforced/Structural Reaction Injection Moulding). Edellisessä lujitteena
on tavallisesti jauhettu lasikuitu, jälkimmäisessä jatkuvakuitu- tai
katkokuitumatto.
Taulukko 3.8Eri polyuretaanien tyypillisiä ominaisuuksia.
Polyuretaanien tärkeimpiä etuja ovat alhainen viskositeetti
(tyypillisesti 1 Pas), alhainen kovetuslämpötila (50 – 70 °C), tarvittaessa erittäin nopea
kovetusreaktio (muutama sekunti) ja alhainen hinta. Heikkouksia ovat alhaiset
mekaaniset ominaisuudet ja huono lämmönkesto kun vertailukohtana ovat muut
kertamuovit. Isosyanaatit ovat lisäksi toksisia. Isosyanaattia vapautuu myös kovetetun
hartsin mekaanisessa työstössä.
Polyuretaaneilla on lukuisia käyttökohteita, esimerkkeinä pinnoitteet,
liimat, maalit, eristevaahdot ja tekniset muovit. Niiden pääasiallinen
käyttökohde on sovelluksissa, joissa ei käytetä lujitetta. Lujitettuja
polyuretaaneja käytetään jonkin verran autoteollisuudessa.
3.1.6 Polyimidit
Polyimidit ovat laaja polymeeriryhmä. Niille on
tunnusomaista imidiryhmä toistuvana yksikkönä polymeeriketjussa. Imidiryhmä ja
polymeerin aromaattiset monomeerit antavat polyimideille erittäin hyvän
lämmönkeston.
Polymidit valmistetaan dianhydreistä ja diamiineista
kondensaatioreaktiossa, joka tapahtuu kahdessa vaiheessa. Ensimmäisessä
vaiheessa muodostuu polyaamihappo, joka sitten reagoi muodostaen polyimidin.
Polyimidejä on kolme ryhmää: kestomuoviset polyimidit, kertamuoviset polyimidit
ja bismaleimidit. Kestomuovisia polyimidejä tarkastellaan kappaleessa 3.2.
Kertamuoviset polyimidit työstetään polyaamihappomuodossa liuotettuna orgaaniseen liuotteeseen. Kovetuksessa reaktio viedään loppuun lämmittämällä katalyytin kanssa. Bismaleimidit (BMI) ovat alhaisen moolimassan omaavia oligomeerejä, joilla on reaktiivinen maleimidiryhmä pääteryhmänä. BMI-hartsit valmistetaan diamiinista ja maleiinihappoanhydridistä. Tavallisin diamiini on metyleenidianiliini (kuva 3.12). Hartsit kovetetaan lämmittämällä peroksidin kanssa tai käyttäen aromaattista diamiinia kovetteena. Reaktiossa ei muodostu haihtuvia komponentteja.
Kuva 3.12Bismaleimidin valmistaminen metyleenidianiliinista ja maleiinihappoanhydridista.
Kovetetut BMI-hartsit ovat erittäin lämmönkestäviä
kertamuoveja. Niiden heikkoutena on hauraus. Sitä voidaan vähentää käyttämällä
aromaattista diamiinia kuten tolueenidiamiinia MDA:n kanssa. Tällä tavalla
BMI-muovien ominaisuuksia on voitu parantaa lentokoneteollisuuden edellyttämälle
tasolle. Puhtaita MDA- bismaleimidihartseja käytetään mm. elektroniikkateollisuuden
piirilevylaminaatteihin.
Bismaleimidejä on saatavissa sellaisenaan tai lujitettuna
hiili- tai lasikuiduilla. Lujitetut tuotteet ovat hartsilla esi-impregnoituja
tuotteita eli prepregejä. Tyypillinen bismaleimidiprepregin kovetus
autoklaavissa tehdään nostamalla lämpötilaa vaiheittain 80 °C:een, 177 °C:een ja lopuksi 204 °C:een. Tuotteen jälkikovetus
muotista irrottamisen jälkeen tehdään lämpötilassa 220 – 260 °C vuorokauden ajan. Jäähdytys on
tehtävä hitaasti ja hallitusti (n. 100 °C/h) jännitysten ja
jännityssäröilyn estämiseksi.
Bismaleimidien mekaaniset ominaisuudet ovat erittäin hyvät
etenkin hiilikuitulujitettuna. BMI-muovien jatkuva käyttölämpötila on 180 – 230
°C.
Pienen tuotannon ja hankalan kemian takia BMI-hartsit ovat kalliita. Tärkeimmät
sovellutukset löytyvät lentokone- ja avaruusteollisuudesta. Kovetetun
BMI-muovin ominaisuuksia lujittamattomana ja lujitettuna on koottu taulukkoon
3.9.
Taulukko 3.9Lujittamattoman ja lujitetun bismaleimidin homopolymeerin ominaisuuksia eri koestuslämpötiloissa. [3]
3.1.7 Syanaattiesterit
Syanaattiesterit ovat yksikomponenttihartseja, jotka muodostavat ristisilloittuneen polymeerirakenteen lämpökovetuksen avulla. Syanaattiesterit sisältävät vähintään kaksi syaaniesteriryhmää (- O – C º N). Tätä ei pidä sekoittaa isosyanaattiryhmään (- N = C = O), joka on polyuretaanien yksi ainesosa. Syanaattiesterit valmistetaan halogeenisyanaatin ja moniarvoisen fenolin reaktiolla. Syntyvä tuote on tyypillisesti alhaisen moolimassan omaava molekyyli, jolla on syanaattiesteriryhmät pääteryhminä (kuva 3.13).
Kuva 3.13 Syanaattiesteri
vSyanaattiesterin rakenne riippuu käytetystä fenolista. Tarjolla on monia tyyppejä, jotka ovat pääasiassa kiteisiä hartseja. Niiden sulamispisteet vaihtelevat rakenteesta riippuen tyypillisesti välillä 70 – 200 °C. Kovetusreaktiossa kolme syanaattiryhmää reagoi ns. trimerisaatioreaktiossa muodostaen syklisen triasiiniryhmän. Kovettuminen aikaansaadaan lämmittämällä syanaattiesteriä 180 °C:ssa katalyyttien läsnä ollessa. Syntynyt kertamuovi on korkeasti verkottunut. Korkea verkottumisaste yhdistettynä aromaattisiin renkaisiin antaa syanaattiestereille erinomaiset veden-, lämmön- ja liuotteenkesto-ominaisuudet sekä hyvät sähköiset ja mekaaniset ominaisuudet. Lasittumislämpötila on 250 – 290 °C ja kutistuma alhainen. Syanaattiestereitä käytetään lujitemuovisovelluksissa lähinnä hiilikuiduilla lujitettuina korkean lämpötilan sovelluksissa.
Komposiittirakenteiden raaka-ainevalikoima
on runsas. Seuraavassa raaka-aineita tarkastellaan lopputuotteen valmistajan
näkökulmasta, jolloin oleellisimpia tekijöitä ovat raaka-aineiden
käyttöominaisuudet ja niillä saavutettavat lopputuotteen ominaisuudet.
Tärkeimpien raaka-aineiden osalta kuvataan lyhyesti myös niiden valmistus tai
alkuperä.